Shaping of Aluminum Foam during Foaming of Precursor Using Steel Mesh with Various Opening Ratios

Abstract
:1. Introduction
2. Materials and Methods
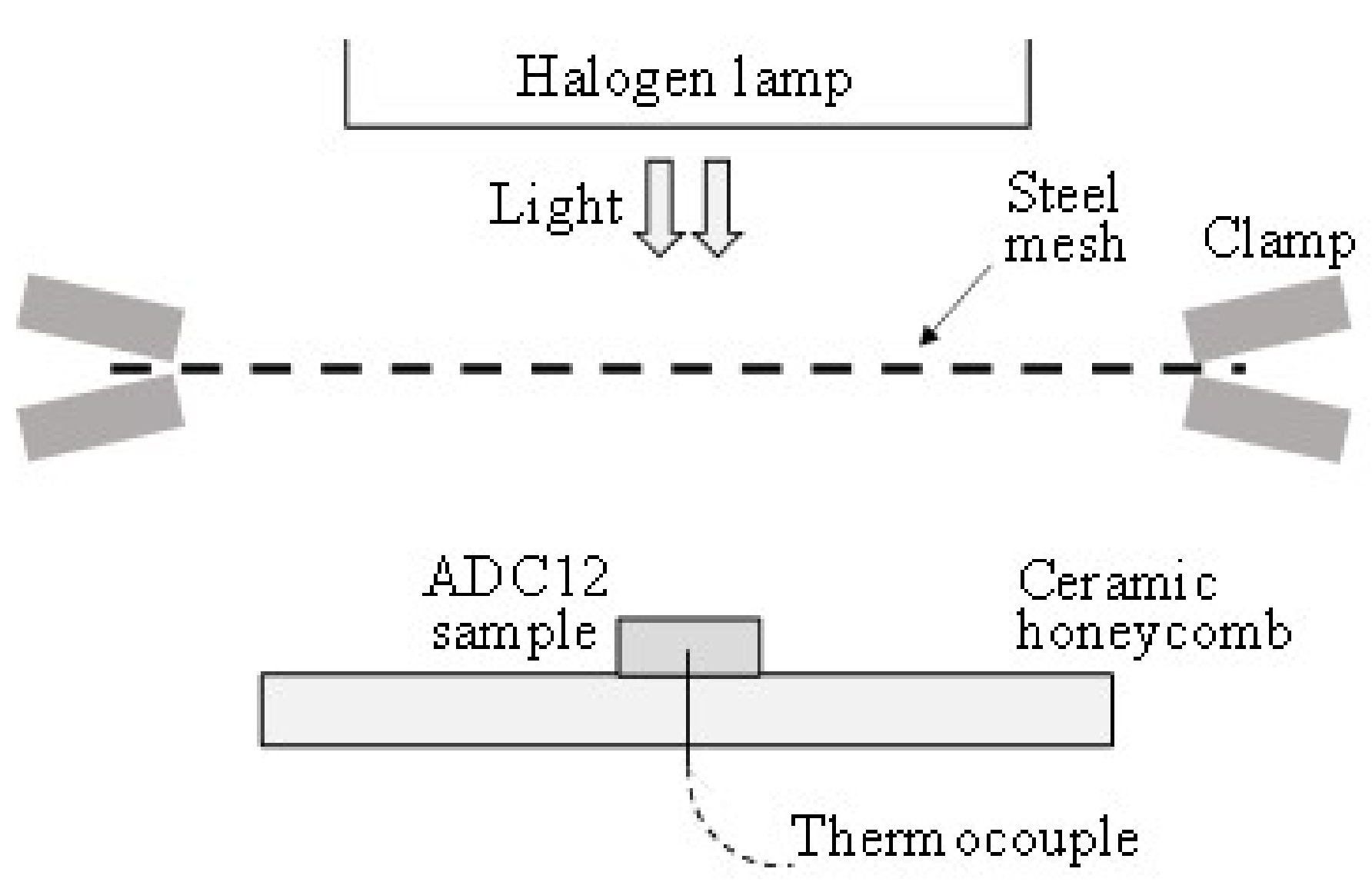
2.1. Rate of Temperature Increase
2.2. Shaping of ADC12 Foam by Steel Mesh
3. Results and Discussion
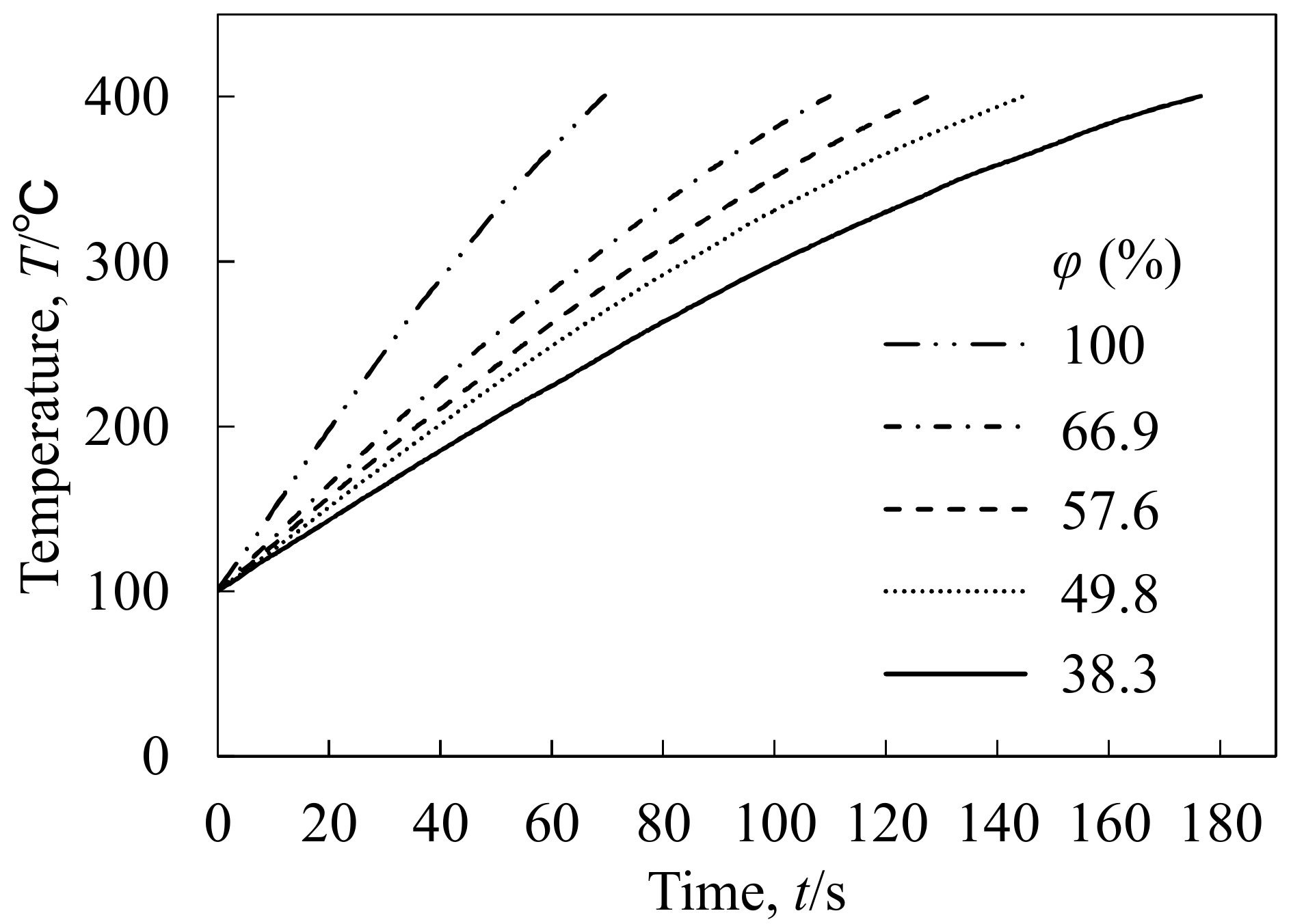
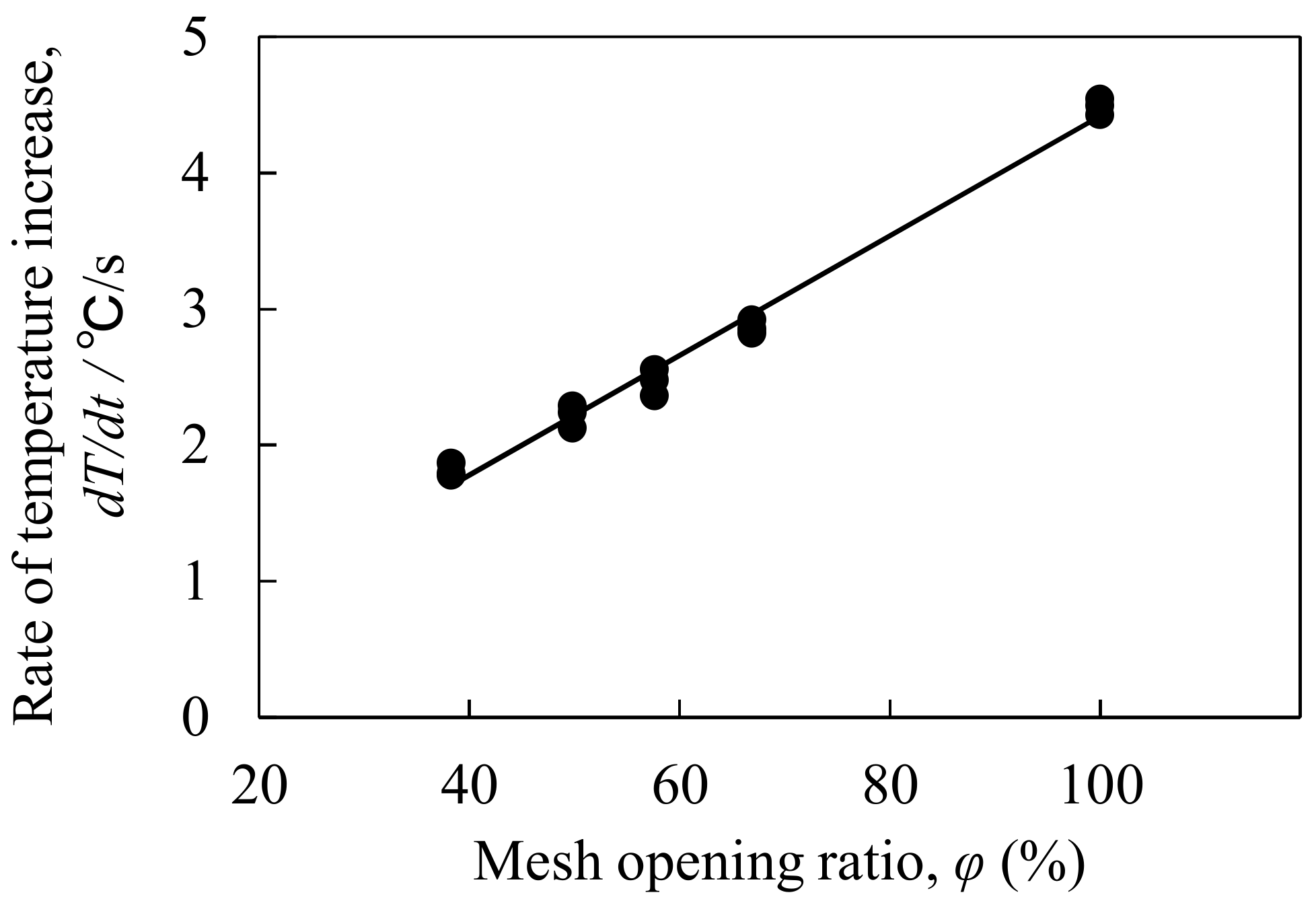
3.1. Rate of Temperature Increase
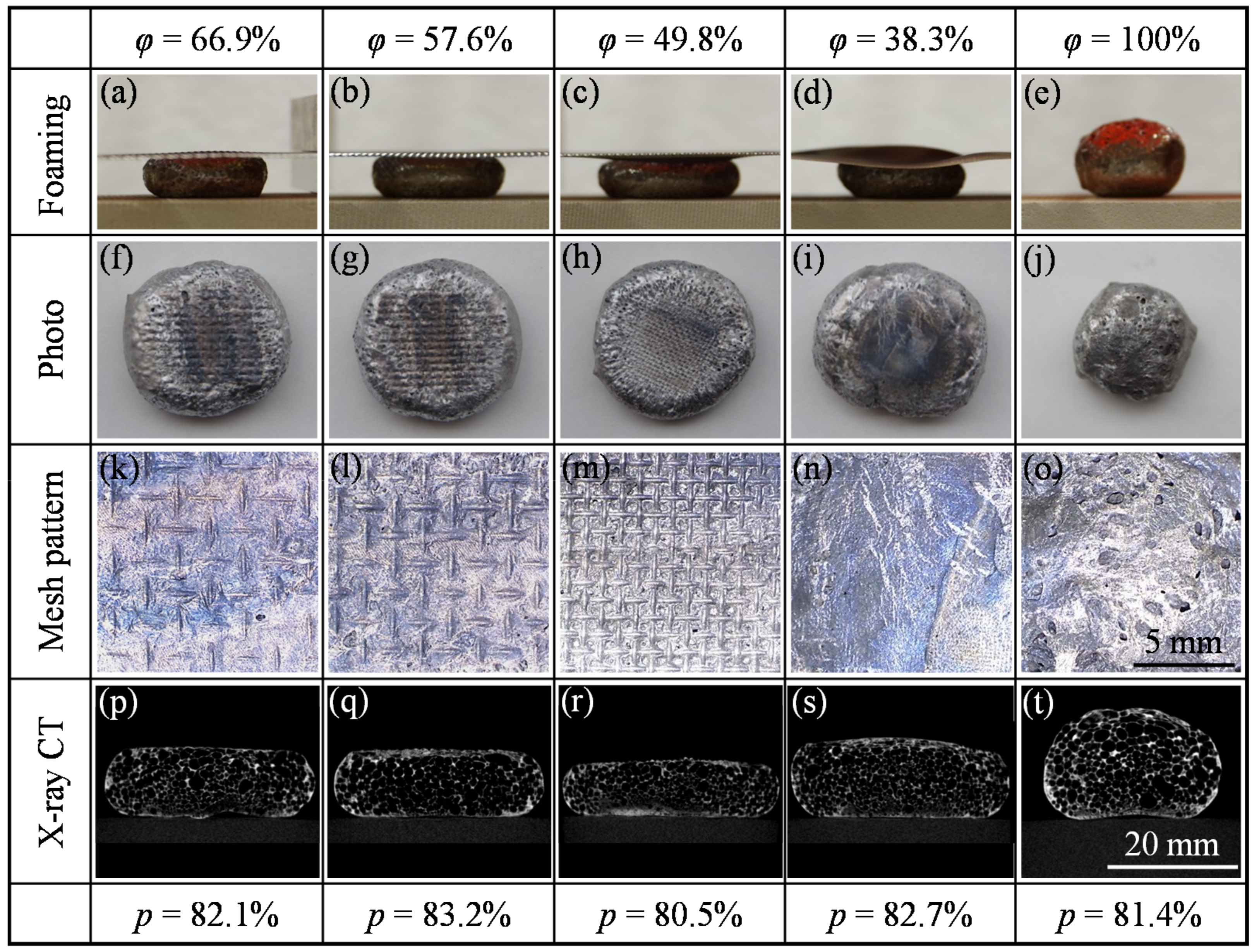
3.2. Shaping of ADC12 Foam by Steel Mesh
4. Conclusions
Author Contributions
Acknowledgments
Conflicts of Interest
References
- Banhart, J. Aluminium foams for lighter vehicles. Int. J. Veh. Des. 2005, 37, 114–125. [Google Scholar] [CrossRef]
- García-Moreno, F. Commercial applications of metal foams: Their properties and production. Materials 2016, 9, 85. [Google Scholar] [CrossRef] [PubMed]
- Schäffler, P. A New Generation of Materials and Their Production Methods. In Porous Metals and Metal Foaming Technology; Nakajima, H., Kanetake, N., Eds.; The Japan Institute of Metals: Sendai, Japan, 2005; pp. 153–156. [Google Scholar]
- Reglero, J.A.; Rodriguez-Perez, M.A.; Solorzano, E.; de Saja, J.A. Aluminium foams as a filler for leading edges: Improvements in the mechanical behaviour under bird strike impact tests. Mater. Des. 2011, 32, 907–910. [Google Scholar] [CrossRef]
- Banhart, J. Light-metal foams—History of innovation and technological challenges. Adv. Eng. Mater. 2013, 15, 82–111. [Google Scholar] [CrossRef]
- Baumgartner, F.; Duarte, I.; Banhart, J. Industrialization of powder compact foaming process. Adv. Eng. Mater. 2000, 2, 168–174. [Google Scholar] [CrossRef]
- Duarte, I.; Banhart, J. A study of aluminium foam formation—Kinetics and microstructure. Acta Mater. 2000, 48, 2349–2362. [Google Scholar] [CrossRef]
- Hangai, Y.; Amagai, K.; Tsurumi, N.; Omachi, K.; Shimizu, K.; Akimoto, K.; Utsunomiya, T.; Yoshikawa, N. Forming of aluminum foam using light-transmitting material as die during foaming by optical heating. Mater. Trans. 2018, 59, 1854–1859. [Google Scholar] [CrossRef]
- Hangai, Y.; Amagai, K.; Omachi, K.; Tsurumi, N.; Utsunomiya, T.; Yoshikawa, N. Forming of aluminum foam using steel mesh as die during foaming of precursor by optical heating. Opt. Laser Technol. 2018, 108, 496–501. [Google Scholar] [CrossRef]
- Hangai, Y.; Tsurumi, N.; Amagai, K.; Utsunomiya, T.; Yoshikawa, N. Shaping of aluminum foam during foaming process using stainless steel mesh mold. J. Japan Inst. Metals 2018, 82, 484–486. [Google Scholar] [CrossRef]
- The Japan Institute of Light Metals. Structures and Properties of Aluminum; The Japan Institute of Light Metals: Tokyo, Japan, 1991. [Google Scholar]
- Hangai, Y.; Utsunomiya, T.; Hasegawa, M. Effect of tool rotating rate on foaming properties of porous aluminum fabricated by using friction stir processing. J. Mater. Process. Technol. 2010, 210, 288–292. [Google Scholar] [CrossRef]
- Azizieh, M.; Pourmansouri, R.; Balak, Z.; Kafashan, H.; Mazaheri, M.; Kim, H.S. The application of friction stir processing to the fabrication of magnesium-based foams. Arch. Metall. Mater. 2017, 62, 1957–1962. [Google Scholar] [CrossRef]
- Papantoniou, I.G.; Kyriakopoulou, H.P.; Pantelis, D.I.; Athanasiou-Ioannou, A.; Manolakos, D.E. Manufacturing process of AA5083/nano-gamma Al2O3 localized composite metal foam fabricated by friction stir processing route (FSP) and microstructural characterization. J. Mater. Sci. 2018, 53, 3817–3835. [Google Scholar] [CrossRef]
- Hangai, Y.; Kamada, H.; Utsunomiya, T.; Kitahara, S.; Kuwazuru, O.; Yoshikawa, N. Aluminum alloy foam core sandwich panels fabricated from die casting aluminum alloy by friction stir welding route. J. Mater. Process. Technol. 2014, 214, 1928–1934. [Google Scholar] [CrossRef]
- Hangai, Y.; Takahashi, K.; Yamaguchi, R.; Utsunomiya, T.; Kitahara, S.; Kuwazuru, O.; Yoshikawa, N. Nondestructive observation of pore structure deformation behavior of functionally graded aluminum foam by X-ray computed tomography. Mater. Sci. Eng. A 2012, 556, 678–684. [Google Scholar] [CrossRef]
- Kobashi, M.; Noguchi, M.; Kanetake, N. Observation of foaming behavior for rolled sheet precursors made of various aluminum powders. Mater. Trans. 2011, 52, 934–938. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Opening Ratio, φ(%) | Wire Diameter, b/mm | Sieve Mesh Size, a/mm | |
|---|---|---|---|
| (a) | 66.9 | 0.29 | 1.30 |
| (b) | 57.6 | 0.34 | 1.07 |
| (c) | 49.8 | 0.25 | 0.60 |
| (d) | 38.3 | 0.08 | 0.13 |
© 2019 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hangai, Y.; Nagahiro, R.; Ohashi, M.; Amagai, K.; Utsunomiya, T.; Yoshikawa, N. Shaping of Aluminum Foam during Foaming of Precursor Using Steel Mesh with Various Opening Ratios. Metals 2019, 9, 223. https://doi.org/10.3390/met9020223
Hangai Y, Nagahiro R, Ohashi M, Amagai K, Utsunomiya T, Yoshikawa N. Shaping of Aluminum Foam during Foaming of Precursor Using Steel Mesh with Various Opening Ratios. Metals. 2019; 9(2):223. https://doi.org/10.3390/met9020223
Chicago/Turabian StyleHangai, Yoshihiko, Ryohei Nagahiro, Masataka Ohashi, Kenji Amagai, Takao Utsunomiya, and Nobuhiro Yoshikawa. 2019. "Shaping of Aluminum Foam during Foaming of Precursor Using Steel Mesh with Various Opening Ratios" Metals 9, no. 2: 223. https://doi.org/10.3390/met9020223