Effects of Heating Rate on Formation of Globular and Acicular Austenite during Reversion from Martensite

Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
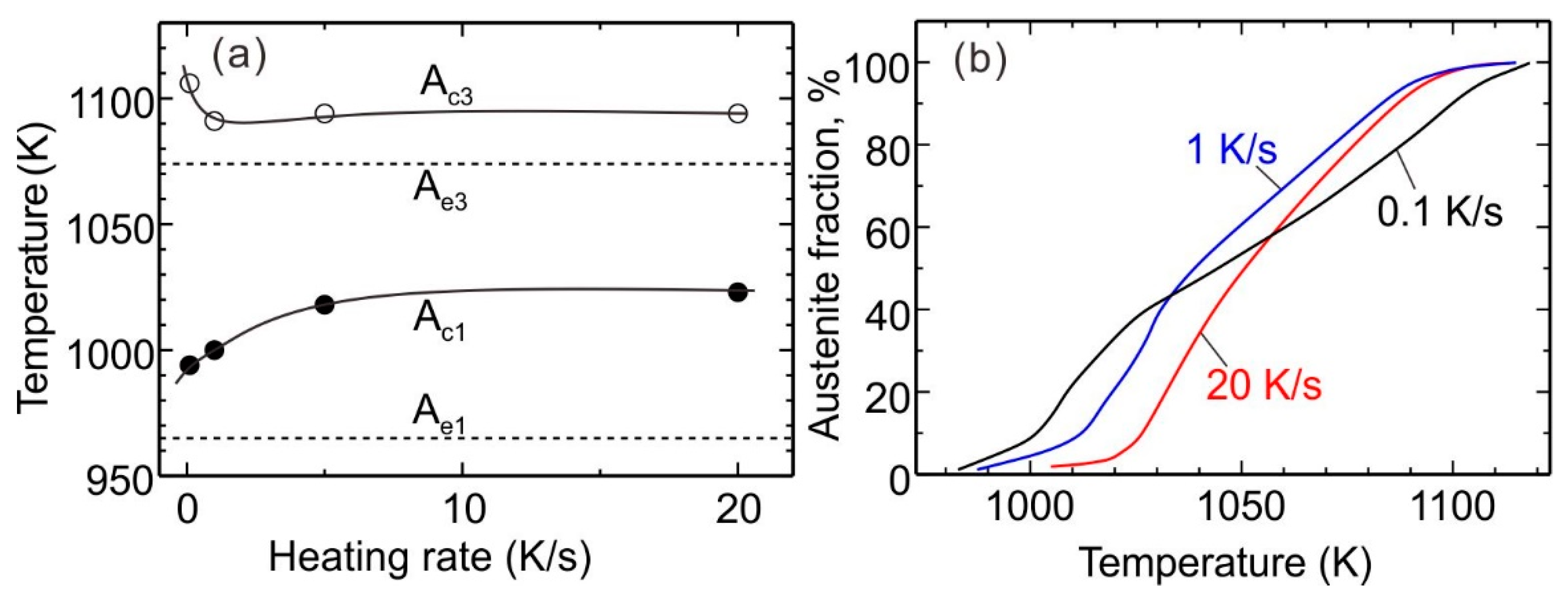
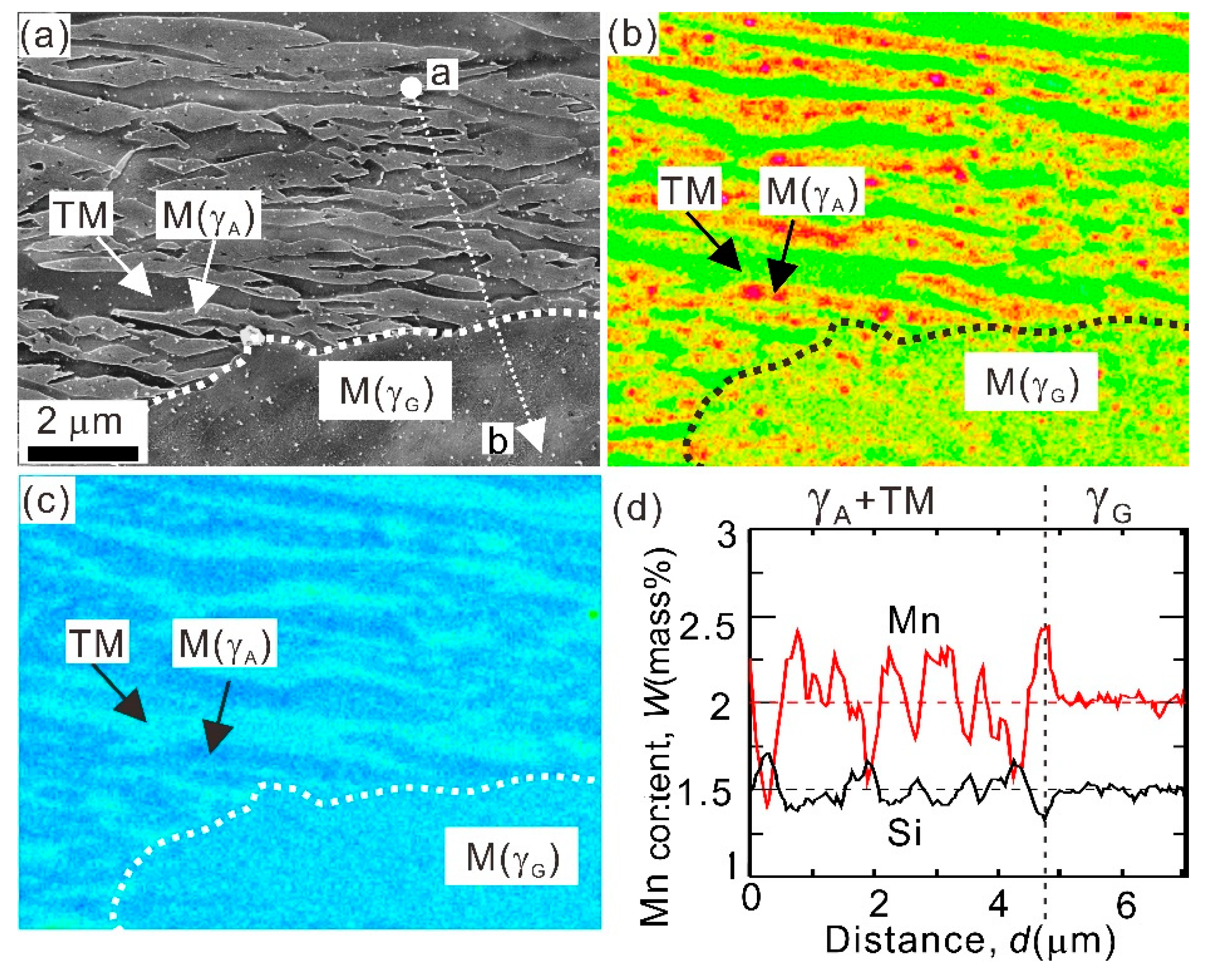
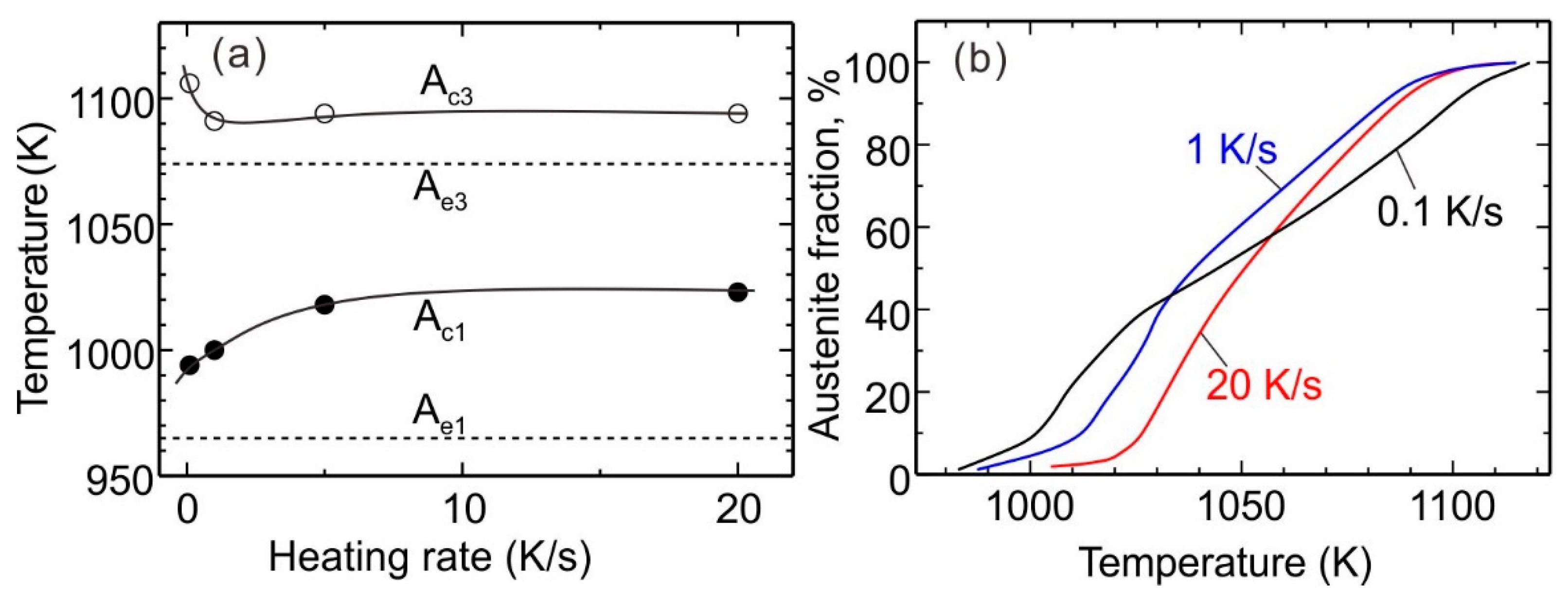
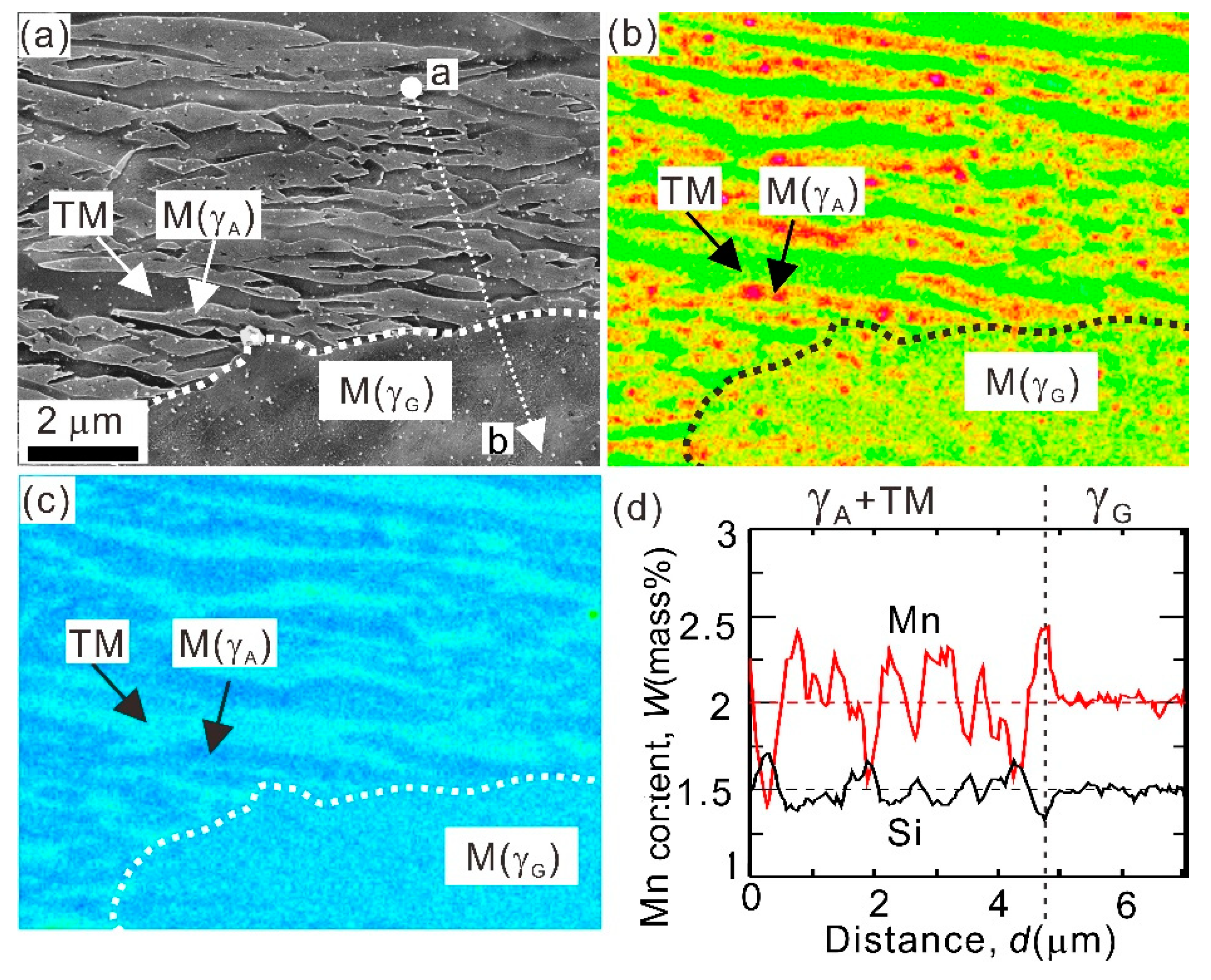
3.1. Reversion Kinetics and Element Partitioning Behavior during Continuous Heating
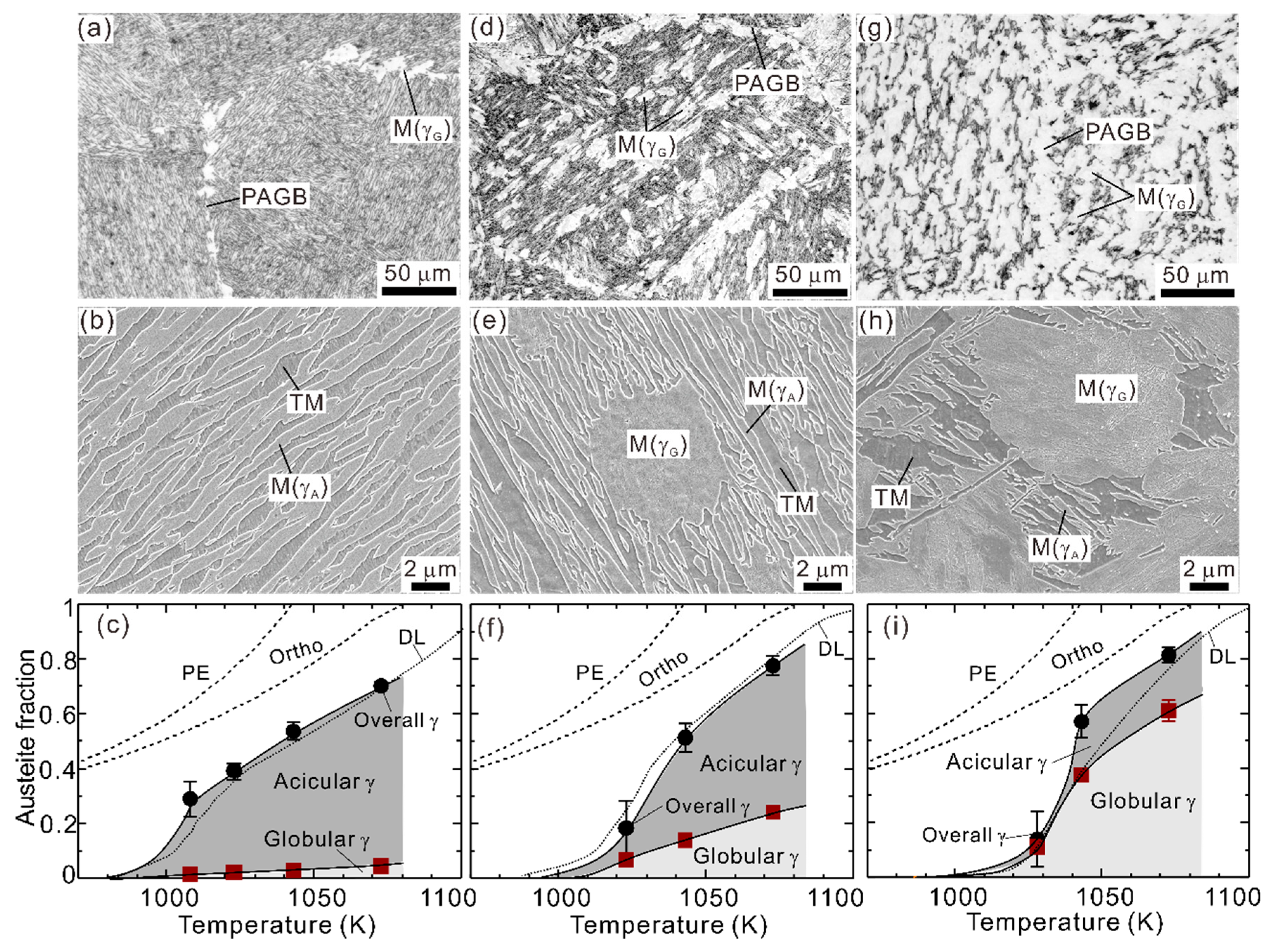
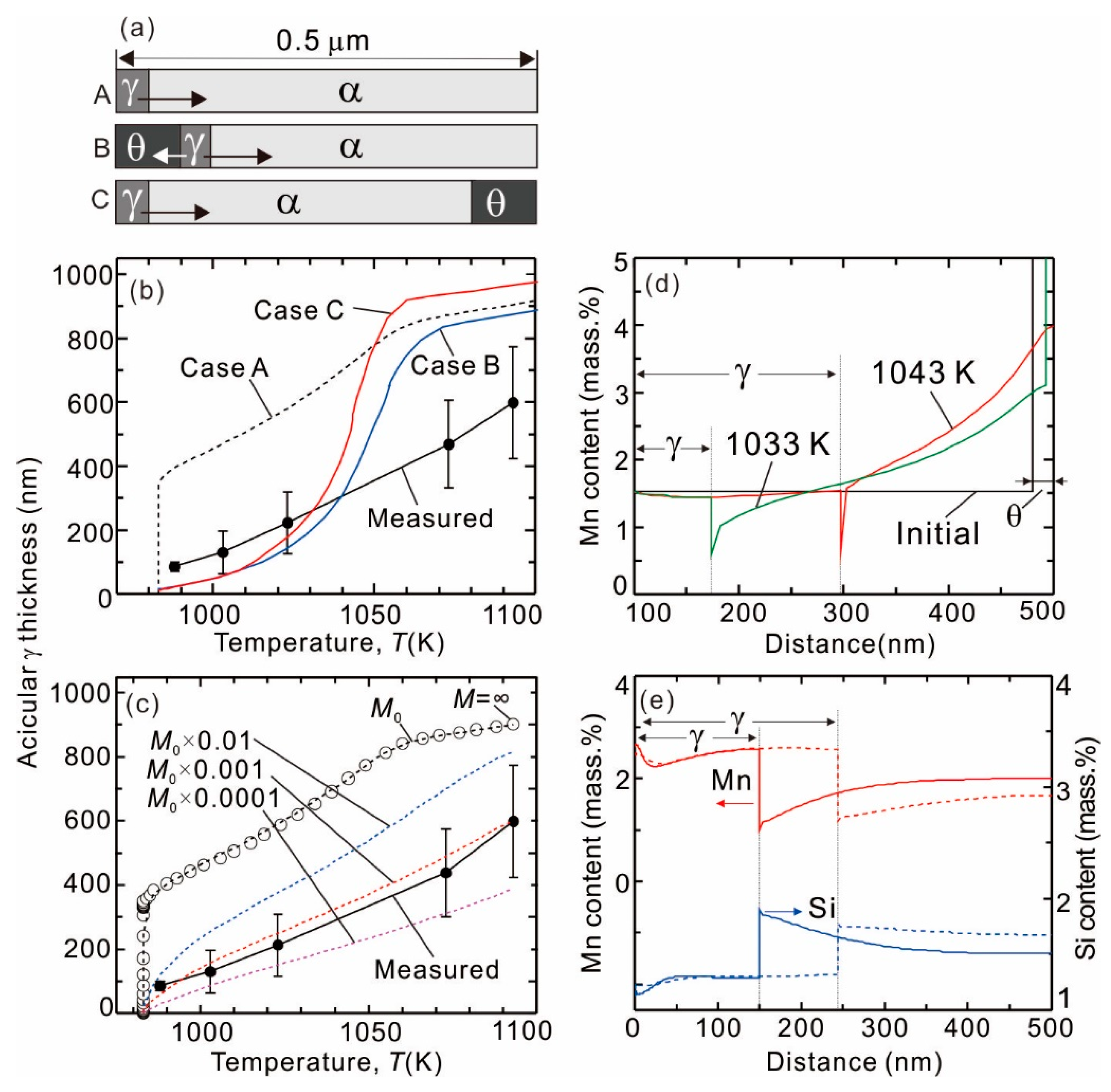
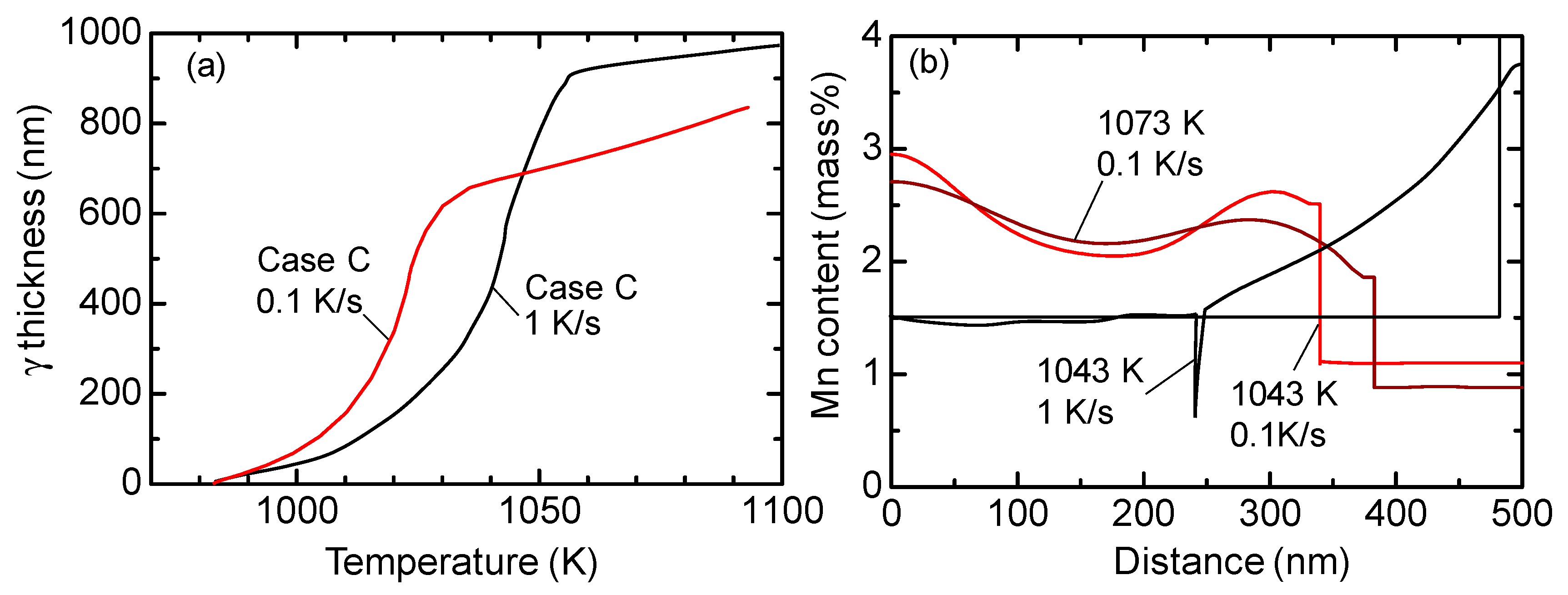
3.2. DICTRA Simulation of the Growth of Austenite
4. Summary
Author Contributions
Funding
Conflicts of Interest
References
- Sugimoto, K.; Kanda, A.; Kikuchi, R.; Hashimoto, S.; Kashima, T.; Ikeda, S. Ductility and formability of newly developed high strength low alloy TRIP-aided sheet steels with annealed martensite matrix. ISIJ Int. 2002, 42, 910–915. [Google Scholar] [CrossRef]
- Nehrenberg, A.E. Growth of austenite in cold-rolled tempered martensite. Trans. AIME 1952, 194, 181. [Google Scholar]
- Sadovskii, V.D. Problems of Physical Metallurgy and Heat Treatment; Mashgiz: Moscow, Russia, 1956; pp. 31–52. [Google Scholar]
- Matsuda, S.; Okamura, Y. Reverse transformation of low-carbon low alloy steels. Tetsu-to-Hagane 1974, 60, 226–238. [Google Scholar] [CrossRef]
- Plichata, M.R.; Aaronson, H.I. Influence of alloying elements upon the morphology of austenite formed from martensite in Fe-C-X alloys. Metall. Trans. 1974, 5, 2611–2613. [Google Scholar] [CrossRef]
- Watanabe, S.; Kunitake, T. On the formation of austenite grains from prior martensitic structure. Tetsu-to-Hagané 1975, 61, 96–106. [Google Scholar] [CrossRef]
- Kimmins, S.T.; Gooch, D.J. Austenite memory effect in 1Cr-1Mo-0.75V (Ti, B) steel. Met. Sci. 1983, 17, 519–532. [Google Scholar] [CrossRef]
- Hara, T.; Maruyama, N.; Shinohara, Y.; Asahi, H.; Shigesato, G.; Sugiyama, M.; Koseki, T. Abnormal α to γ transformation behavior of steels with a martensite and bainite microstructure at a slow reheating rate. ISIJ Int. 2009, 49, 1792–1800. [Google Scholar] [CrossRef]
- Nakada, N.; Tsuchiyama, T.; Takaki, S.; Miyano, N. Temperature dependence of austenite nucleation behavior from lath martensite. ISIJ Int. 2011, 51, 299–304. [Google Scholar] [CrossRef]
- Luo, H.; Shi, J.; Wang, C.; Cao, W.; Sun, X.; Dong, H. Experimental and numerical analysis on formation of stable austenite during the intercritical annealing of 5Mn steel. Acta Mater. 2011, 59, 4002–4014. [Google Scholar] [CrossRef]
- Nakada, N.; Tsuchiyama, T.; Takaki, S.; Hashizume, S. Variant Selection of reversed austenite in lath martensite. ISIJ Int. 2007, 47, 1527–1532. [Google Scholar] [CrossRef]
- Nakada, N.; Mizutani, K.; Tsuchiyama, T.; Takaki, S. Difference in transformation behavior between ferrite and austenite formations in medium manganese steel. Acta Mater. 2014, 65, 251–258. [Google Scholar] [CrossRef]
- Liu, Z.Q.; Miyamoto, G.; Yang, Z.G.; Furuhara, T. Excess carbon enrichment in austenite during intercritical annealing. Metall. Mater. Trans. A 2013, 44, 4872–4875. [Google Scholar] [CrossRef]
- Liu, Z.Q.; Miyamoto, G.; Yang, Z.G.; Zhang, C.; Furuhara, T. Effects of pre-tempering on intercritical annealing in Fe-2Mn-0.3 C Alloy. Metall. Mater. Trans. A 2014, 45, 5290–5294. [Google Scholar] [CrossRef]
- Zhang, X.; Miyamoto, G.; Toji, Y.; Nambu, S.; Koseki, T.; Furuhara, T. Orientation of austenite reverted from martensite in Fe-2Mn-1.5Si-0.3C alloy. Acta Mater. 2018, 144, 601–612. [Google Scholar] [CrossRef]
- Zhang, X.; Miyamoto, G.; Kaneshita, T.; Yoshida, Y.; Toji, Y.; Furuhara, T. Growth mode of austenite during reversion from martensite in Fe-2Mn-1.5Si-0.3C alloy: A transition in kinetics and morphology. Acta Mater. 2018, 154, 1–13. [Google Scholar] [CrossRef]
- Wei, R.; Enomoto, M.; Hadian, R.; Zurob, H.S.; Purdy, G.R. Growth of austenite from as-quenched martensite during intercritical annealing in an Fe–0.1 C–3Mn–1.5 Si alloy. Acta Mater. 2013, 61, 697–707. [Google Scholar] [CrossRef]
- DeHoff, R.T. Quantitative metallography; McGraw-Hill: New York, NY, USA, 1968. [Google Scholar]
- Ågren, J. Computer-simulations of the austenite ferrite diffusional transformations in low alloyed steels. Acta Metall. 1982, 30, 841–851. [Google Scholar] [CrossRef]
- Christian, J.W. The Theory of Transformations in Metals and Alloys, 3rd ed.; Pergamon Press: Oxford, UK, 2002. [Google Scholar]
- Krielaart, G.P.; van Der Zwaag, S. Kinetics of γ→α phase transformation in Fe-Mn alloys containing low manganese. Mater. Sci. Technol. 1998, 14, 10–18. [Google Scholar] [CrossRef]
- Wits, J.J.; Kop, T.A.; van Leeuwen, Y.; Sietsma, J.; van Der Zwaag, S. A study on the austenite-to-ferrite phase transformation in binary substitutional iron alloys. Mater. Sci. Eng. A 2000, 283, 234–241. [Google Scholar] [CrossRef]
- Gamsjäger, E.; Militzer, M.; Fazeli, F.; Svoboda, J.; Fischer, F. Interface mobility in case of the austenite-to-ferrite phase transformation. Comput. Mater. Sci. 2006, 37, 94–100. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Si | Mn | P | S | Fe |
|---|---|---|---|---|---|
| 0.30 | 1.49 | 2.02 | 0.006 | 0.002 | Bal. |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, X.; Miyamoto, G.; Toji, Y.; Furuhara, T. Effects of Heating Rate on Formation of Globular and Acicular Austenite during Reversion from Martensite. Metals 2019, 9, 266. https://doi.org/10.3390/met9020266
Zhang X, Miyamoto G, Toji Y, Furuhara T. Effects of Heating Rate on Formation of Globular and Acicular Austenite during Reversion from Martensite. Metals. 2019; 9(2):266. https://doi.org/10.3390/met9020266
Chicago/Turabian StyleZhang, Xianguang, Goro Miyamoto, Yuki Toji, and Tadashi Furuhara. 2019. "Effects of Heating Rate on Formation of Globular and Acicular Austenite during Reversion from Martensite" Metals 9, no. 2: 266. https://doi.org/10.3390/met9020266
APA StyleZhang, X., Miyamoto, G., Toji, Y., & Furuhara, T. (2019). Effects of Heating Rate on Formation of Globular and Acicular Austenite during Reversion from Martensite. Metals, 9(2), 266. https://doi.org/10.3390/met9020266