Effects of Al and Heat Treatment on the Microstructure and Hardness of Ti–Al Synthesized via In Situ Melting using LENS



Abstract
:
1. Introduction
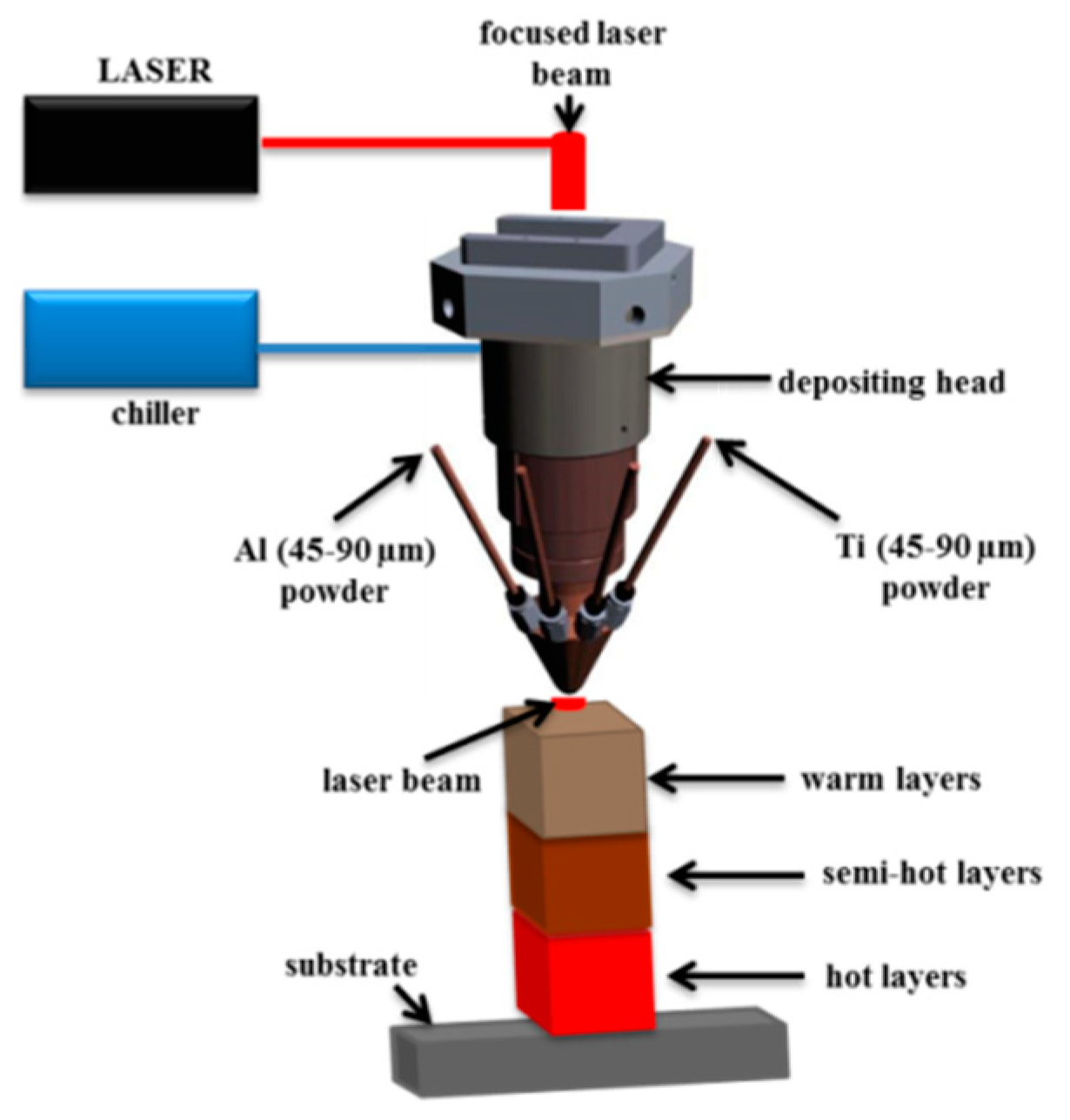
2. Materials and Methods
3. Results and Discussion
3.1. As-Built Samples
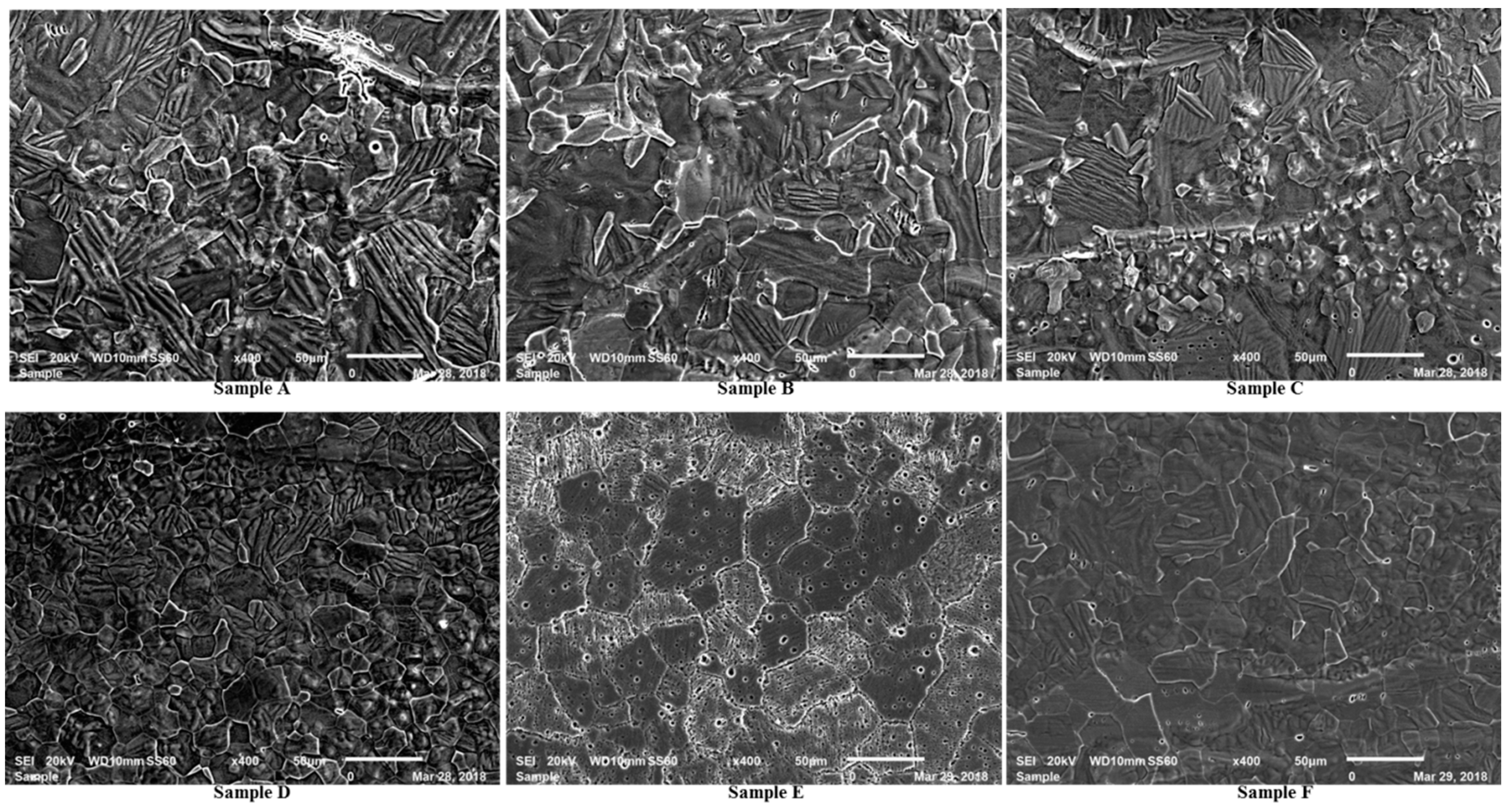
3.2. Chemical Composition and Microstructure
3.3. Heat Treated Samples
3.4. Chemical Composition and Microstructures
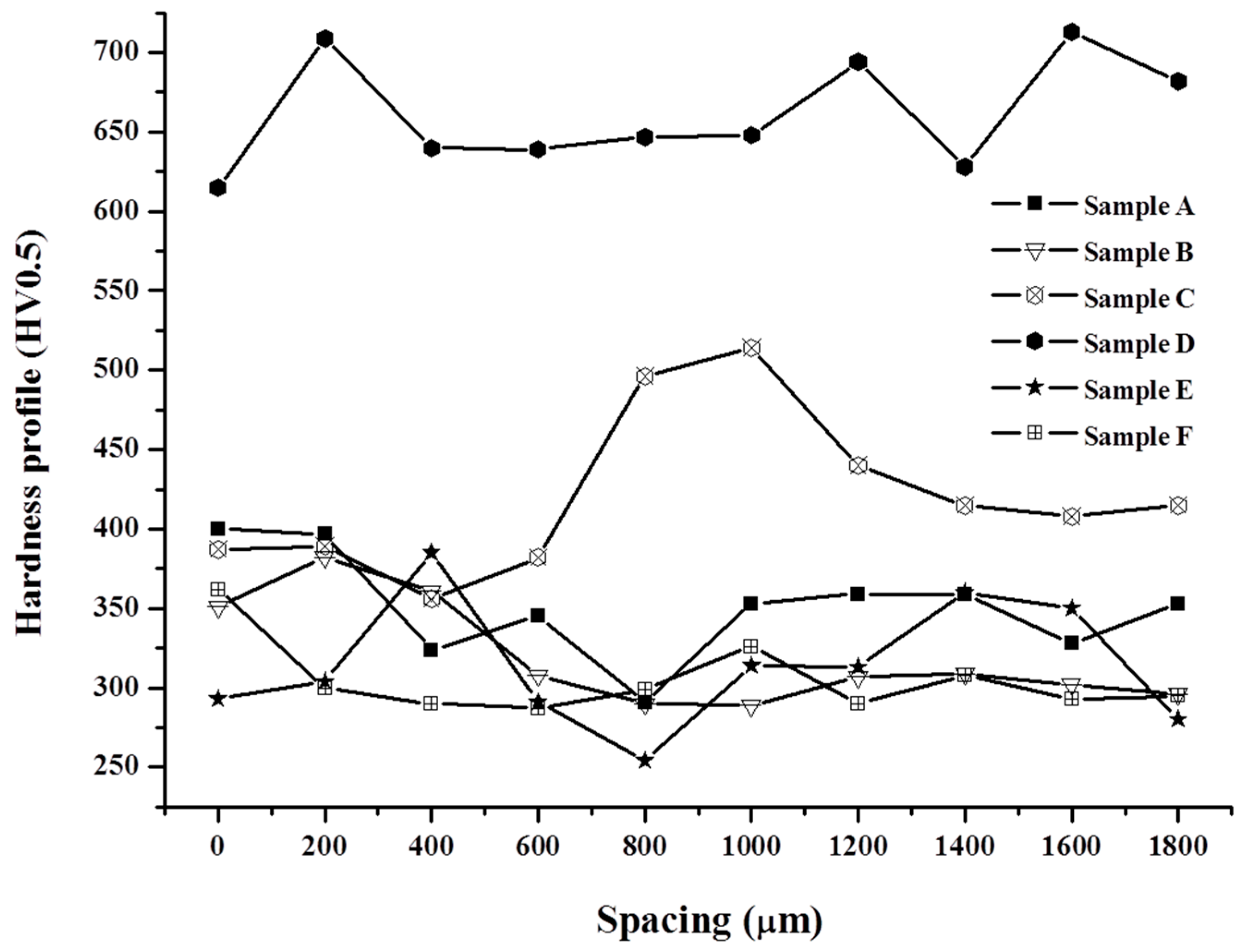
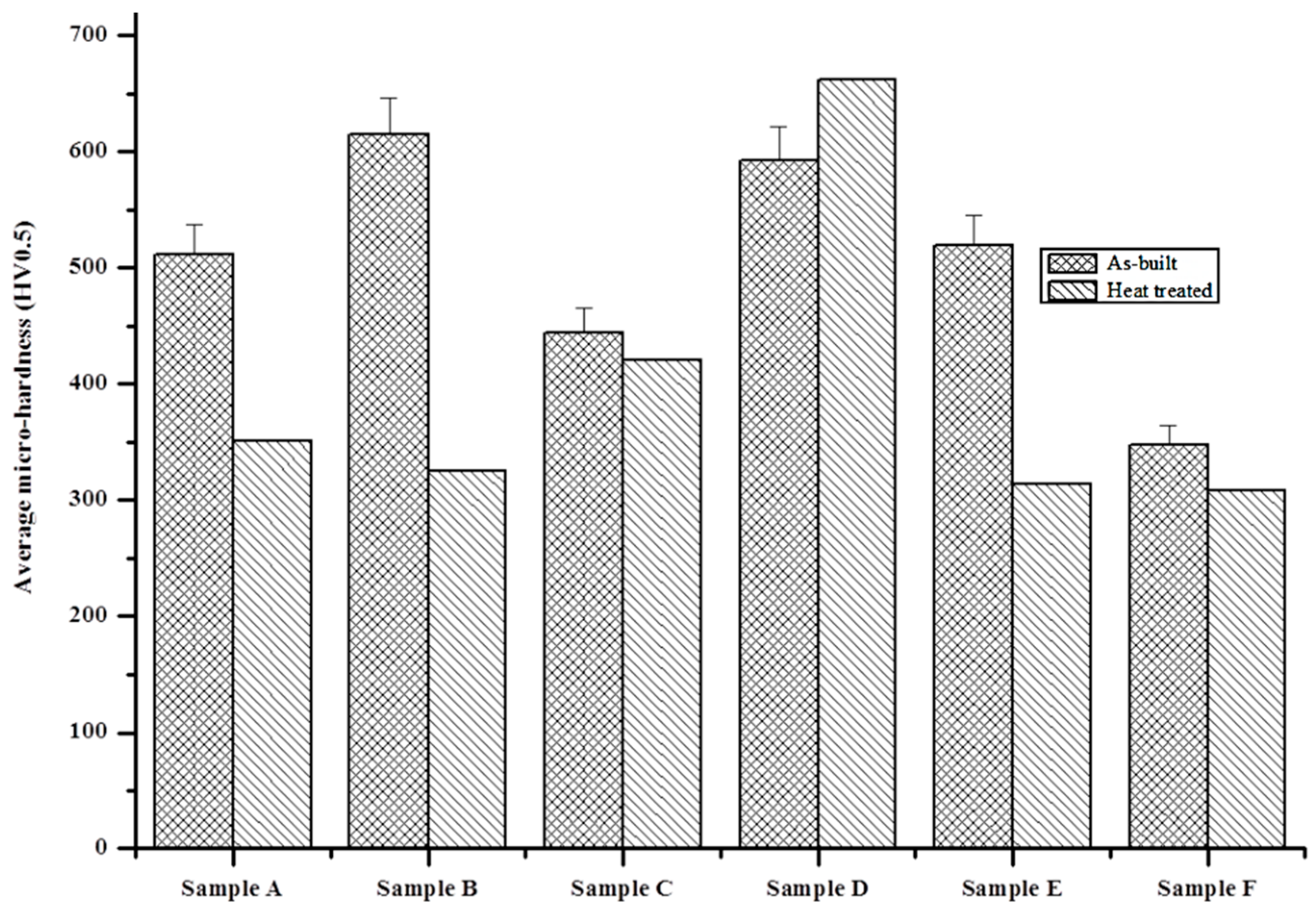
3.5. Micro-Hardness
4. Conclusions
5. Future Work
Author Contributions
Funding
Acknowledgements
Conflicts of Interest
References
- Wang, G.; Dahms, M. Synthesizing gamma-TiAl alloys by reactive powder processing. JOM 1993, 45, 52–56. [Google Scholar] [CrossRef]
- Ma, Y.; Cuiuri, D.; Hoye, N.; Li, H.; Pan, Z. Characterization of in-situ alloyed and additively manufactured titanium aluminides. Metall. Mater. Trans. B 2014, 45B, 2299–2303. [Google Scholar] [CrossRef]
- Balla, V.K.; Das, M.; Mohammad, A.; Al-Ahmari, A.M. Additive manufacturing of γ-TiAl: Processing, Microstructure, and Properties. Adv. Energy Mater. 2016, 18, 1208–1215. [Google Scholar] [CrossRef]
- Rittingshaus, S.-K.; Hecht, U.; Werner, V.; Weisheit, A. Heat treatment of laser metal deposited TiAl TNM alloy. Intermetallics 2018, 95, 94–101. [Google Scholar] [CrossRef]
- Wang, G.-X.; Bartels, A.; Dahms, M. Influence of heat treatment on microstructure and deformation behaviour of the Alloy Ti50Al48Cr2 prepared by reactive powder processing. Mater. Trans. JIM 1993, 34, 228–235. [Google Scholar]
- Appel, F.; Clemens, H.; Fischer, F.D. Modeling concepts for intermetallic titanium aluminides. Prog. Mater. Sci. 2016, 81, 55–124. [Google Scholar] [CrossRef]
- Appel, F.; Oehring, M.; Paul, J.D.H. A novel in situ composite structure in TiAl alloys. Mater. Sci. Eng. A 2008, 493, 232–236. [Google Scholar] [CrossRef]
- Rostamian, A.; Jacot, A. A numerical model for the description of the lamellar and massive phase transformations in TiAl alloys. Intermetallics 2008, 16, 1227–1236. [Google Scholar] [CrossRef] [Green Version]
- Brueckner, F.; Seidel, A.; Straubel, A.; Willner, R.; Leyens, C.; Beyer, E. Laser-based manufacturing of components of components using materials with high cracking susceptibility. J. Laser Appl. 2016, 28, 1–7. [Google Scholar] [CrossRef]
- Kothari, K.; Radhakrishnan, R.; Wereley, N.M. Advances in gamma titanium aluminides and their manufacturing techniques. Prog. Aerosp. Sci. 2012, 55, 1–16. [Google Scholar] [CrossRef]
- Tlotleng, M. Microstructural properties of heat-treated LENS in situ additively manufactured titanium aluminide. J. Mater. Eng. Perform. 2019, 28, 701–708. [Google Scholar] [CrossRef]
- Nochovnaya, N.A.; Panin, P.V.; Kochetkov, A.S.; Bokov, K.A. Modern refractory alloys based on titanium gamma-aluminide: Prospects of development and application. Met. Sci. Heat Treat. 2014, 56, 23–27. [Google Scholar] [CrossRef]
- Clemens, A.; Bartels, A.; Bystrzanowski, S.; Chladil, H.; Leitner, H.; Dehm, G.; Gerling, R.; Schimansky, F.P. Grain refinement in γ-TiAl based alloys by solid state phase transformations. Intermetallics 2006, 14, 1380–1385. [Google Scholar] [CrossRef]
- Wang, Y.H.; Lin, J.P.; He, Y.H.; Lu, X.; Wang, Y.L.; Chen, G.L. Microstructure and mechanical properties of high Nb containing TiAl alloys by reactive hot pressing. J. Alloys Compd. 2008, 461, 367–372. [Google Scholar] [CrossRef]
- Couturier, R.; Escaravage, C. High temperature alloys for the HTGR gas turbine: Required properties and development needs; International Atomic Energy Agency: Vienna, Austria, 2001; pp. 163–176. ISSN 1011-4289. [Google Scholar]
- Shishkovsky, I.; Missemer, F.; Smurov, I. Direct metal deposition of functional graded structures in Ti-Al system. Physics Procedia 2012, 39, 382–391. [Google Scholar] [CrossRef]
- Gasper, A.N.D.; Smith, C.-S.; Clare, A.T. In-situ synthesis of titanium aluminides by direct metal deposition. J. Mater. Sci. Technol. 2017, 239, 230–239. [Google Scholar] [CrossRef]
- Yin, S.; Yan, X.; Chen, C.; Jenkins, R.; Liu, M.; Lupoi, R. Hybrid additive manufacturing of Al-Ti6Al-4V functional graded materials with selective laser melting and cold spraying. J. Mater. Process. Technol. 2018, 255, 650–655. [Google Scholar] [CrossRef]
- Mumtaz, K.A.; Hopkins, N. Laser melting functionally graded composition of Waspaloy® and Zirconia powders. J. Mater. Sci. 2007, 42, 7647–7656. [Google Scholar] [CrossRef]
- Sharman, A.R.C.; Hughes, J.I.; Ridgway, K. Characterisation of titanium aluminide components manufactured by laser metal deposition. Intermetalllics 2018, 93, 89–92. [Google Scholar] [CrossRef]
- Cormier, D.; Harrysson, O.; Mahale, T.; West, H. Freeform fabrication of titanium aluminide via electron beam melting using pre-alloyed and blended powders. Mater. Res. Lett. 2007, 1–4. [Google Scholar]
- Murr, L.E.; Gaytan, S.M.; Ceylan, A.; Martinez, E.; Martinez, J.L.; Hernandez, D.H.; Machado, B.I.; Ramirez, D.A.; Medina, F.; Collins, S.; et al. Characterization of titanium aluminide alloy components fabricated by additive manufacturing using electron beam melting. Acta Mater. 2010, 58, 1887–1894. [Google Scholar] [CrossRef]
- Schwerdtfeger, J.; Körner, C. Selective electron beam melting of Ti-48Al-2Nb-2Cr: Microstructure and aluminium loss. Intermetallics 2014, 49, 29–35. [Google Scholar] [CrossRef]
- Tang, H.P.; Yang, G.Y.; Jia, W.P.; He, W.W.; Lu, S.L.; Qian, M. Additive manufacturing of a high niobium-containing titanium aluminide alloy by selective electron beam melting. Mater. Sci. Eng. A 2015, 636, 103–107. [Google Scholar] [CrossRef]
- Todai, M.; Nakano, T.; Liu, T.; Yasuda, Y.H.; Hagihara, K.; Cho, K.; Ueda, M.; Takeyama, M. Effect of building direction on the microstructure and tensile properties of Ti-48Al-2Cr-2Nb alloy additively manufactured by electron beam melting. Addit. Manuf. 2017, 13, 61–70. [Google Scholar] [CrossRef]
- Löber, L.; Schimansky, F.P.; Kühn, U.; Pyczak, F.; Eckert, J. Selective laser melting of a beta-solidifying TNM-B1 titanium aluminide alloy. J. Mater. Process. Technol. 2014, 214, 1852–1860. [Google Scholar] [CrossRef] [Green Version]
- Gussone, J.; Hagedorn, Y.-C.; Gherekhloo, H.; Kasperovich, G.; Merzouk, T.; Hausmann, J. Microstructure of γ-titanium aluminide processed by selective laser melting at elevated temperatures. Intermetallics 2015, 66, 133–140. [Google Scholar] [CrossRef]
- Kenel, C.; Dasargyri, G.; Bauer, T.; Collela, A.; Spierings, A.B.; Leinenbach, C.; Wegener, K. Selective laser melting of an oxide dispersion strengthened (ODS) γ-TiAl alloy towards production of complex structures. Mater. Des. 2017, 134, 81–90. [Google Scholar] [CrossRef]
- Qu, H.P.; Wang, H.M. Microstructure and mechanical properties of laser melting deposition γ-TiAl intermetallic alloys. Mater. Sci. Eng. A 2007, 466, 187–194. [Google Scholar] [CrossRef]
- Guo, B.; Zhou, J.; Zhang, S.; Zhou, H.; Pu, Y.; Chen, J. Phase composition and tribological properties of Ti-Al coatings produced on pure Ti by laser cladding. Appl. Surf. Sci. 2007, 253, 9301–9310. [Google Scholar] [CrossRef]
- Qu, H.P.; Li, P.; Zhang, S.Q.; Li, A.; Wang, H.M. The effects of heat treatment on the microstructure and mechanical property of laser melting deposition γ-TiAl intermetallic alloys. Mater. Des. 2010, 31, 2201–2210. [Google Scholar] [CrossRef]
- Ma, Y.; Cuiuri, D.; Li, H.; Pan, Z.; Shen, C. The effect of postproduction heat treatment on γ-TiAl alloys produced by the GTAW-based additive manufacturing process. Mater. Sci. Eng. A 2016, 657, 86–95. [Google Scholar] [CrossRef]
- Thomas, M.; Malot, T.; Aubry, P. Laser metal deposition of the intermetallic TiAl alloy. Metall. Mater. Trans. A 2017, 48A, 3143–3157. [Google Scholar] [CrossRef]
- Maliutina, I.N.; Si-Mohand, H.; Sijobert, J.; Bertrand, P.; Lazurenko, D.V.; Bataev, I.A. Structure and oxidation behavior of γ-TiAl coating produced by laser cladding on titanium alloy. Surf. Coat. Technol. 2017, 319, 136–144. [Google Scholar] [CrossRef]
- Zhang, F.; Yang, M.; Clare, A.T.; Lin, X.; Tan, H.; Chen, Y. Microstructure and mechanical properties of Ti-2Al alloyed with Mo formed in laser additive manufacturing. J. Alloys Compd. 2017, 727, 821–831. [Google Scholar] [CrossRef]
- Ma, Y.; Cuiuri, D.; Shen, C.; Li, H.; Pan, Z. Effect of interpass temperature on in-ng alloying and additive manufacturing of titanium aluminides using gas tungsten arc welding. Addit. Manuf. 2015, 8, 71–77. [Google Scholar] [CrossRef]
- Voisin, T.; Monchoux, J.-P.; Perrut, M.; Couret, A. Obtained of a fine near-lamellar microstructure in TiAl alloys by spark plasma sintering. Intermetallics 2016, 71, 88–97. [Google Scholar] [CrossRef]
- Dilip, J.J.S.; Miyanaji, H.; Lassell, A.; Starr, T.L.; Stucker, B. A novel method to fabricate TiAl intermetallic alloy 3D parts using additive manufacturing. Defence Technol. 2017, 13, 72–76. [Google Scholar] [CrossRef] [Green Version]
- Tlotleng, M.; Masina, B.; Pityana, S. Characteristics of laser in-situ alloyed titanium aluminides coatings. Procedia Manuf. 2017, 7, 39–45. [Google Scholar] [CrossRef]
- Hoosain, S.E.; Pityana, S.; Freemantle, C.S.; Tlotleng, M. Heat treatment of In situ laser-fabricated titanium aluminide. Metals 2018, 8, 655. [Google Scholar] [CrossRef]
- Liu, Z.C.; Lin, J.P.; Li, S.J.; Chen, G.L. Effects of Nb and Al on the microstructures and mechanical properties of high Nb containing TiAl base alloys. Intermetallics 2002, 10, 653–659. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample ID | Set Value (rpm) | Al Mass Flowrate (g/min) |
|---|---|---|
| Sample A | 1.0 | 0.11 |
| Sample B | 1.2 | 0.14 |
| Sample C | 1.4 | 0.17 |
| Sample D | 1.6 | 0.20 |
| Sample E | 1.8 | 0.26 |
| Sample F | 2.0 | 0.33 |
| Parameter | Symbol | Set-Value | Unit |
|---|---|---|---|
| Laser power | P | 400 | W |
| Laser spot size | D | 1.4 | mm |
| Focal length | L | 144 | mm |
| Stand-off distance | SOD | 8 | mm |
| Deposition speed | S | 80% | in/mm |
| Powder flow-rate (Ti) | M1 | 2 | rpm |
| Powder flow-rate (Al) | M2 | 1-2 | rpm |
| Layer thickness | D | 0.2 | mm |
| Hatch spacing | W | 0.66 | mm |
| Shielding gas flow-rate | f1 | 25 | L/min |
| Process gas flow-rate (Ti) | f2 | 4 | L/min |
| Process gas flow-rate (Al) | f3 | 6 | L/min |
| Sample ID | Ti | Al | Standard Deviation |
|---|---|---|---|
| Sample A | 84.20 | 15.80 | ±2.30 |
| Sample B | 91.01 | 8.99 | ±1.75 |
| Sample C | 75.94 | 24.06 | ±0.16 |
| Sample D | 84.74 | 15.26 | ±2.36 |
| Sample E | 44.62 | 55.38 | ±1.52 |
| Sample F | 90.06 | 9.94 | ±1.87 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tlotleng, M.; Pityana, S. Effects of Al and Heat Treatment on the Microstructure and Hardness of Ti–Al Synthesized via In Situ Melting using LENS. Metals 2019, 9, 623. https://doi.org/10.3390/met9060623
Tlotleng M, Pityana S. Effects of Al and Heat Treatment on the Microstructure and Hardness of Ti–Al Synthesized via In Situ Melting using LENS. Metals. 2019; 9(6):623. https://doi.org/10.3390/met9060623
Chicago/Turabian StyleTlotleng, Monnamme, and Sisa Pityana. 2019. "Effects of Al and Heat Treatment on the Microstructure and Hardness of Ti–Al Synthesized via In Situ Melting using LENS" Metals 9, no. 6: 623. https://doi.org/10.3390/met9060623
APA StyleTlotleng, M., & Pityana, S. (2019). Effects of Al and Heat Treatment on the Microstructure and Hardness of Ti–Al Synthesized via In Situ Melting using LENS. Metals, 9(6), 623. https://doi.org/10.3390/met9060623