Multi-Material Design in Welding Arc Additive Manufacturing




Abstract
:1. Introduction
Objectives
2. Property Modification Adapted to Load Direction
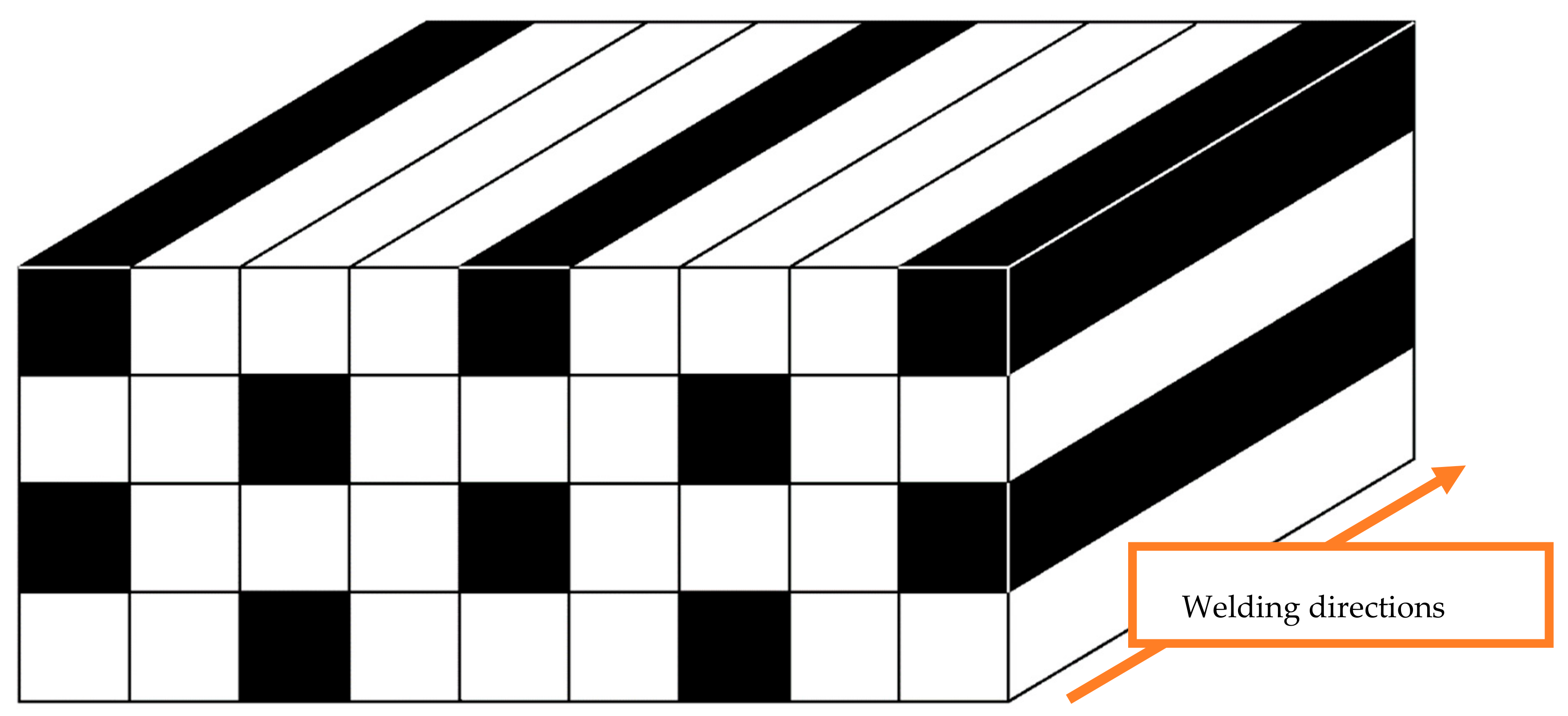
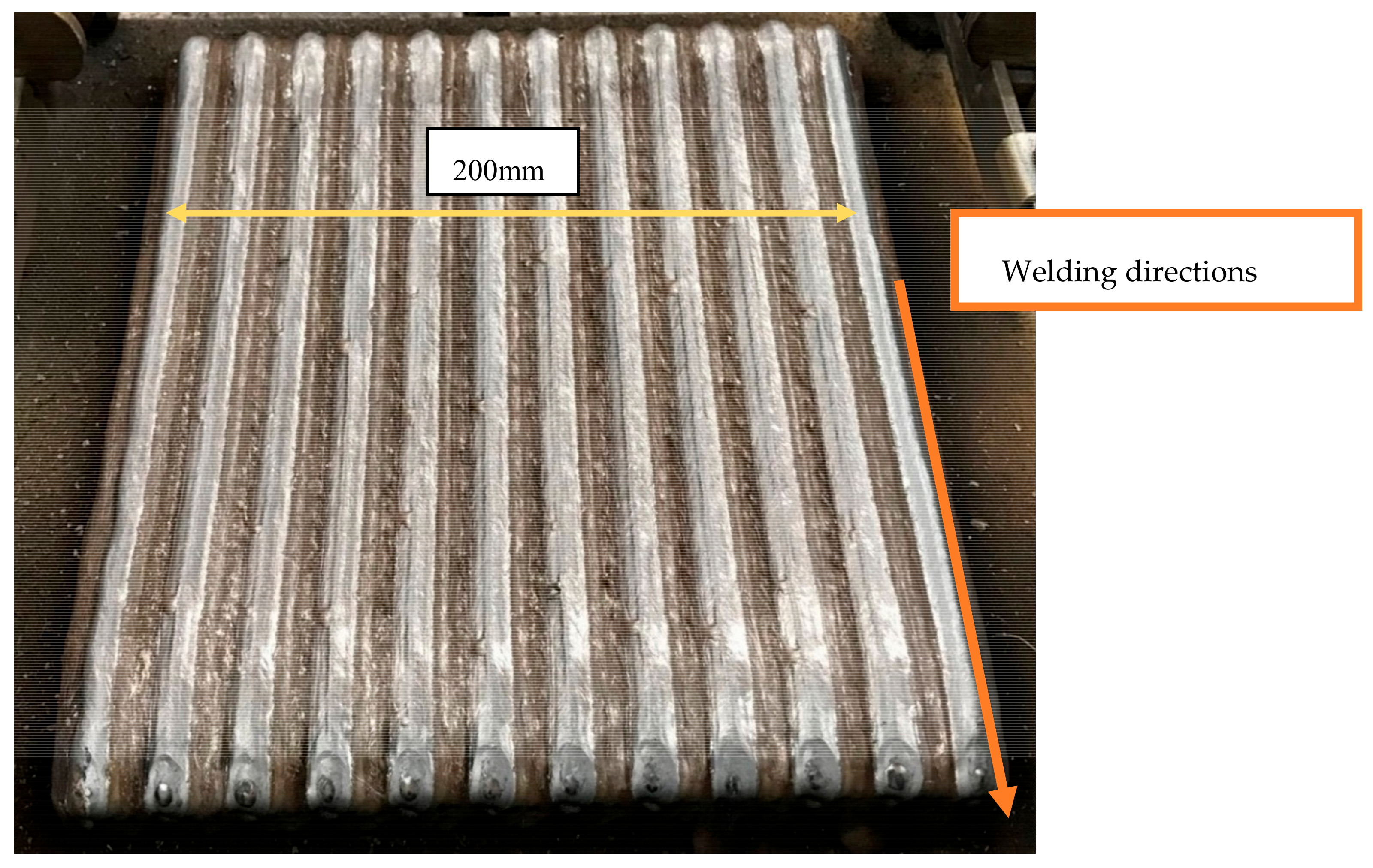
2.1. Sample Preparation with Preferred Direction
2.2. Results for the Anisotropic Strengthening
3. Multi-Material Design for Local Plasticization
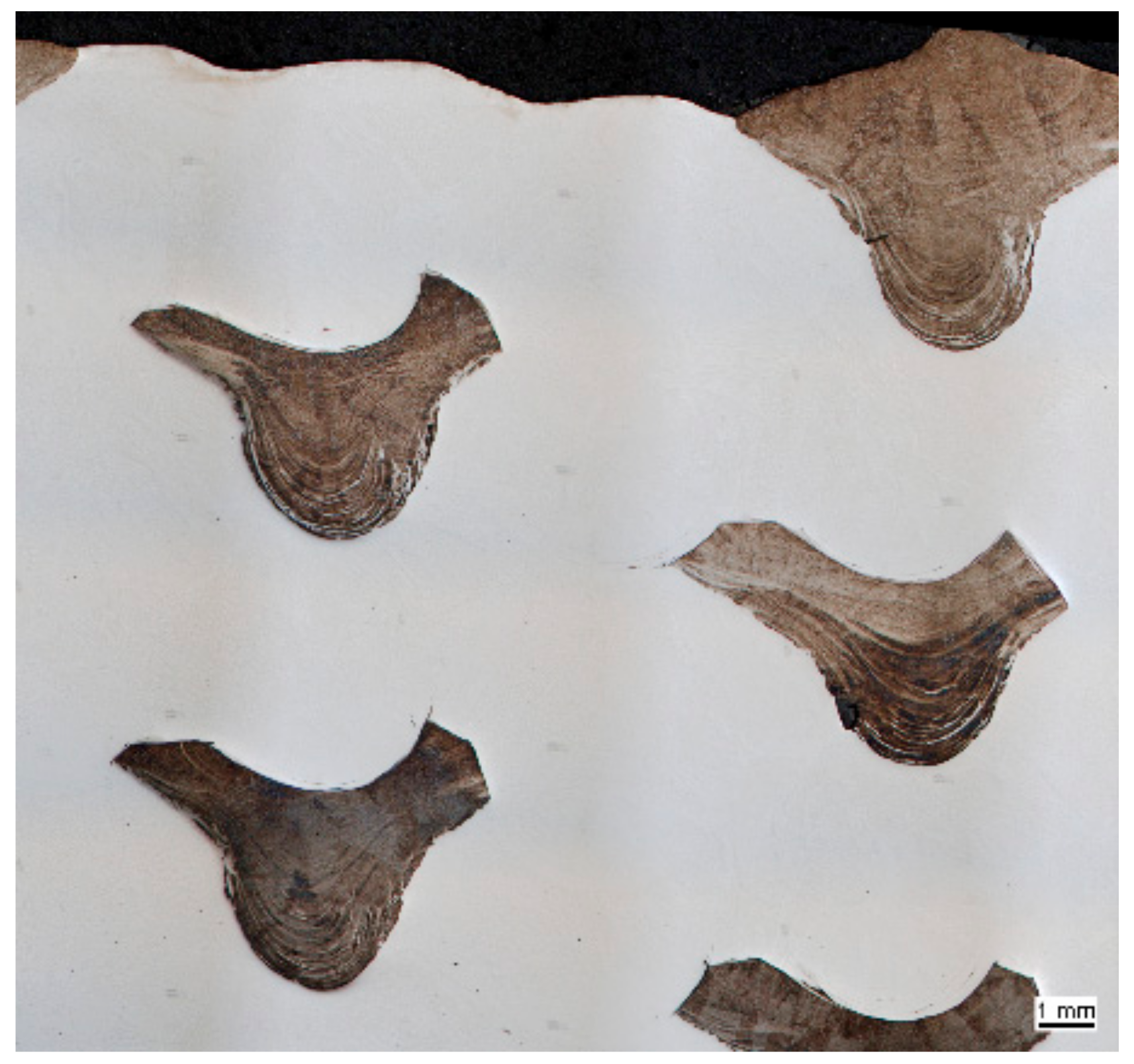
3.1. Sample Preparation for Local Plastification
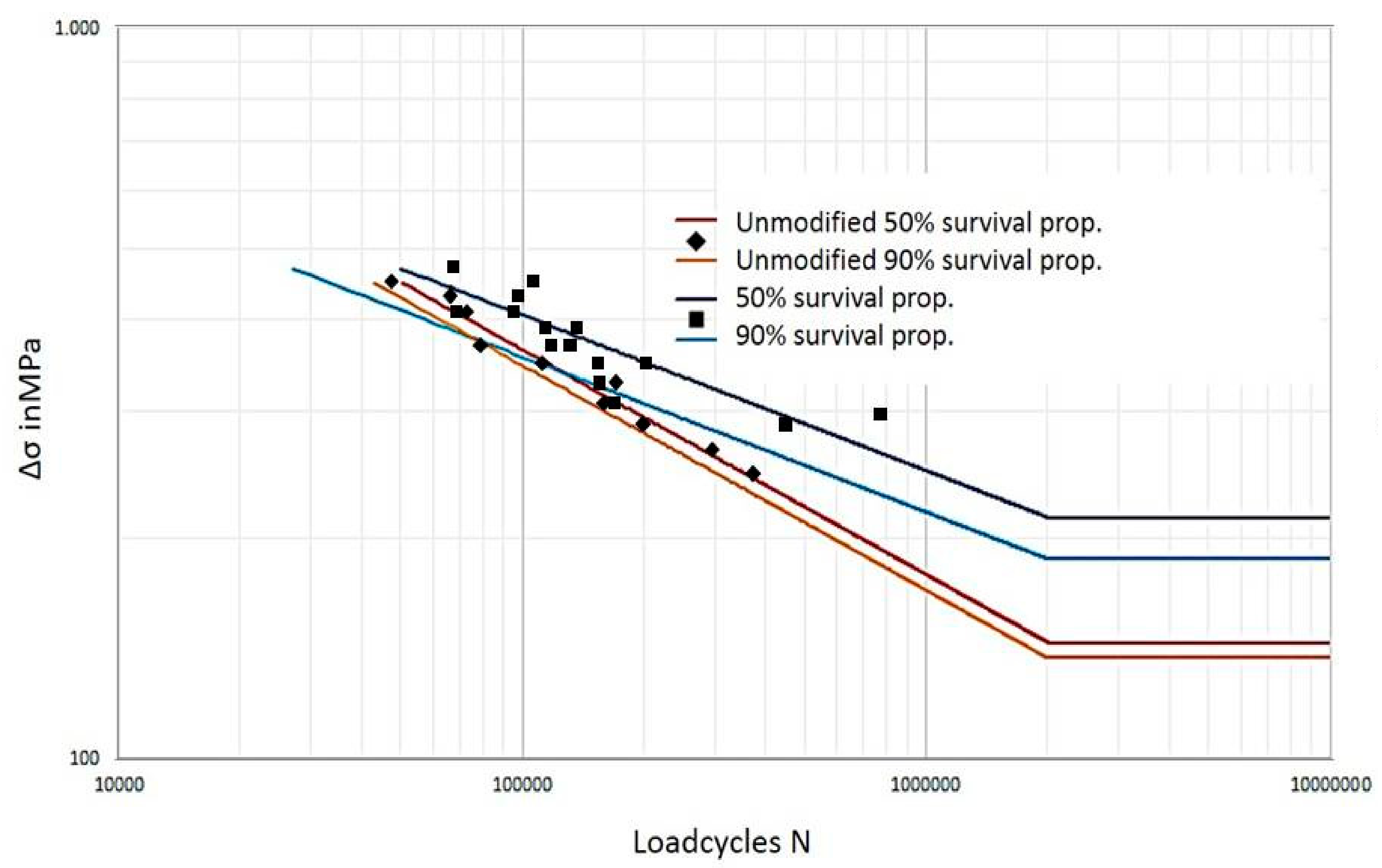
3.2. Comparison of Strengths under Cyclic Load
4. Targeted Dilution Control
4.1. Welding Parameter for Targeted Dilution Control
4.2. Specimen Preparation
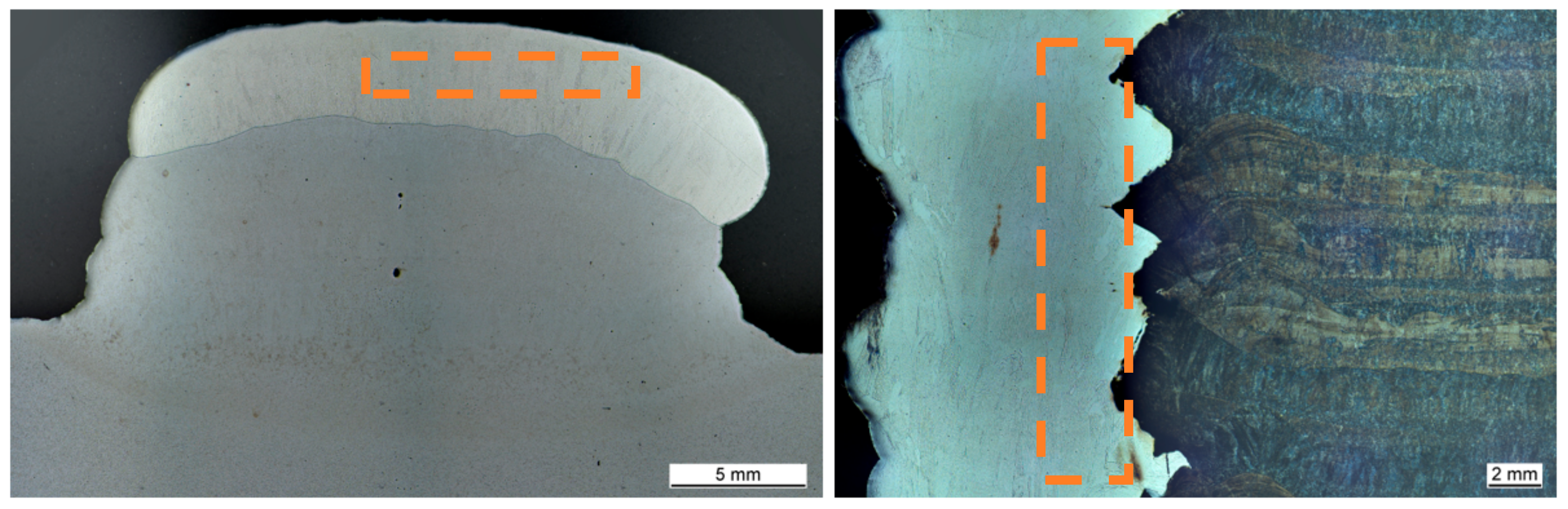
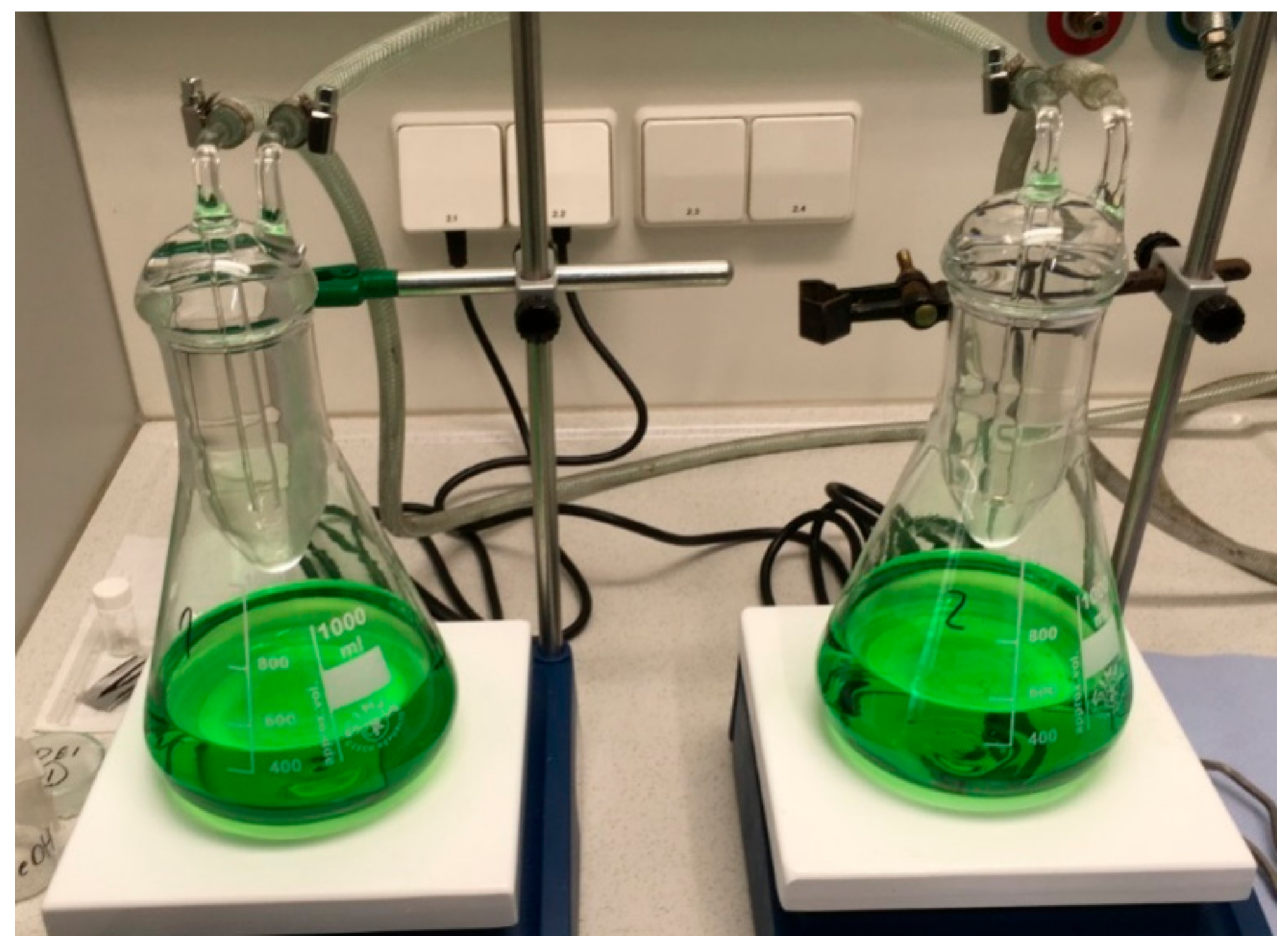
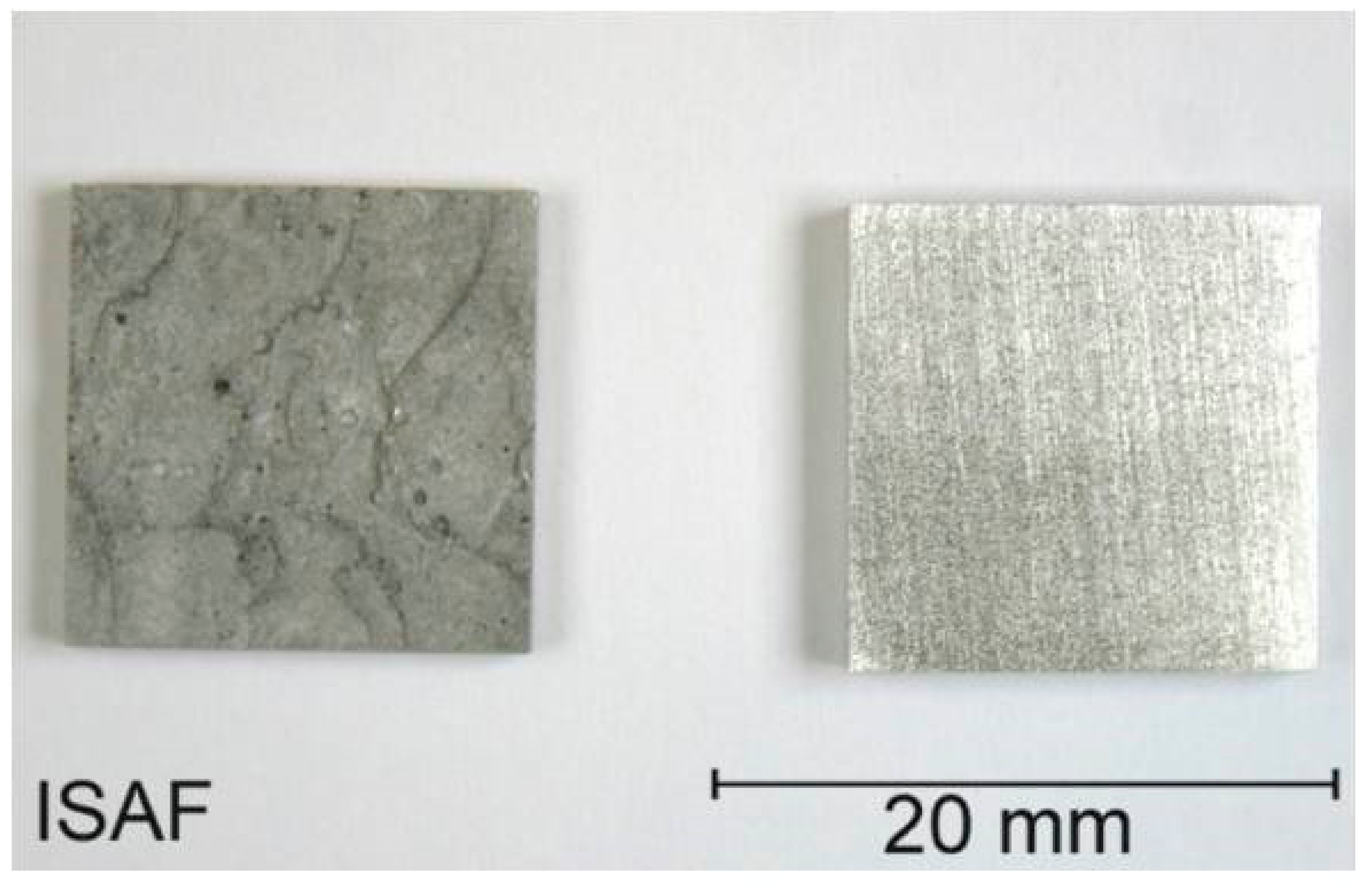
4.3. Experimental Determination of Corrosion Resistance
4.4. Result of the Corrosion Tests
5. Conclusions
- Direction-dependent increase in strengthThe introduction of high-strength layer volume fractions into additively manufactured components can, depending on mixing processes, at least increase the tensile strength disproportionately in a preferred direction. In the presented material system (welding consumables: FeNi36 and DIN EN ISO 16834-A G 69 6 M21 Mn4Ni1, 5CrMo) this increase can exceed the maximum, anticipated by the mixing rule. In this case, the tensile strength and yield strength could be increased by at least 34% compared to FeNi36. In the preferred direction, the elongation at break was slightly reduced compared to Mn4Ni1, 5CrMo. A pronounced anisotropy could only be demonstrated for tensile strength and elongation at break.
- Local increase of the pacification potential to increase the fatigue strength:By introducing a well plasticizable layer in the notch base of the selected sample geometry made of FeNi36, the fatigue strength could be increased by 35% compared to the unmodified compound.
- Target-oriented control of the dilution process through strategic planning of welding sequence:The additive manufacturing offers the possibility to adjust the direction of the dilution in a targeted way and to keep it away from materials sensitive to dilution in areas subject to corrosion. The comparison of conventionally produced corrosion layers with anti-corrosion layers with reduced dilution through previous planning of the welding sequence shows that corrosion can be avoided through targeted planning.
Author Contributions
Funding
Conflicts of Interest
References
- Fraizier, W. Metal additive manufacturing: A review. J. Mater. Eng. Perform. 2014, 23, 1917–1928. [Google Scholar] [CrossRef]
- Queguineur, A.; Rückert, G.; Cortial, F.; Hascoet, J.Y. Evaluation of wire arc additive manufacturing for large-sizedcomponents in naval applications. Weld. World 2018, 62, 259–266. [Google Scholar] [CrossRef]
- Ahn, D.-G. Direct metal additive manufacturing processes and their sustainable applications for green technology: A review. Inter. J. Precis. Eng. Manuf. 2016, 3, 381–394. [Google Scholar] [CrossRef]
- Busaci, A.; Erkoyuncu, J.; Colegrove, P.; Drake, R.; Watts, C.; Wilding, S. Additive manufacturing applications in defence support services: Current practices and framework for implementation. Inter. J. Syst. Assur. Eng. Manage. 2018, 9, 657–674. [Google Scholar]
- Zhang, D.; Sun, S.; Qiu, D.; Gibson, M.A.; Dargusch, M.S.; Brandt, M.; Qian, M.; Easton, M. Metal alloys for fusion-based additive manufacturing. Adv. Eng. Mater. 2018, 20, 1700952. [Google Scholar] [CrossRef]
- Ding, D.; Pan, Z.; Cuiuri, D.; Li, H. Wire-feed additive manufacturing of metal components: Technologies, developments and future interests. Inter. J. Adv. Manuf. Technol. 2015, 81, 465–481. [Google Scholar] [CrossRef]
- Shen, C.; Pan, Z.; Cuiuri, D.; Roberts, J.; Li, H. Fabrication of Fe-FeAl functionally graded material using the wire-arc additive manufacturing process. Metall. Mater. Trans. B 2016, 47, 763–772. [Google Scholar] [CrossRef]
- Li, X. Additive Manufacturing of advanced multi-component alloys: Bulk metallic glasses and high entropy alloys. Adv. Eng. Mater. 2018, 20, 1700874. [Google Scholar] [CrossRef]
- Posch, G.; Chladil, K.; Chladil, H. Material properties of CMT—metal additive manufactured duplex stainless steel blade-like geometries. Weld. World 2017, 61, 873–882. [Google Scholar] [CrossRef]
- Rodriguez, N.; Vázquez, L.; Huarte, L.; Arruti, E.; Tabenero, I.; Alvarez, P. Wire and arc additive manufacturing: A comparison between CMT and TopTIG processes applied to stainless steel. Weld. World 2018, 62, 1083–1096. [Google Scholar] [CrossRef]
- Hoefer, K.; Haelsig, A.; Mayr, P. Arc-based additive manufacturing of steel components-comparison of wire- and powder-based variants. Weld. World 2018, 62, 243–247. [Google Scholar] [CrossRef]
- Li, F.; Chen, S.; Wu, Z.; Yan, Z. Adaptive process control of wire and arc additive manufacturing for fabricating complex-shaped components. Inter. J. Adv. Manuf. Technol. 2018, 96, 871–879. [Google Scholar] [CrossRef]
- Lu, X.; Zhou, Y.; Xing, X.; Shao, L.; Yang, Q.; Goa, S. Open-source wire and arc additive manufacturing system: Formability, microstructures, and mechanical properties. Inter. J. Adv. Manuf. Technol. 2017, 93, 2145–2154. [Google Scholar] [CrossRef]
- Shi, J.; Li, F.; Chen, S.; Zhao, Y.; Tian, H. Effect of in-process active cooling on forming quality and efficiency of tandem GMAW–based additive manufacturing. Inter. J. Adv. Manuf. Technol. 2019, 101, 1349–1356. [Google Scholar] [CrossRef]
- Fu, Y.; Wamg, G.; Zhang, H.; Liang, L. Optimization of surface appearance for wire and arc additive manufacturing of Bainite steel. Inter. J. Adv. Manuf. Technol. 2017, 91, 301–313. [Google Scholar]
- Leicher, M.; Treutler, K.; Kamper, S.; Wesling, V. Multimaterialdesign in der additiven Fertigung—Validierung der Machbarkeit. In Proceedings of the 3rd Niedersächsisches Symposium Materialtechnik, Clausthal-Zellerfeld, Germany, 14–15 February 2019; Shaker Verlag GmbH: Düren, Germany. [Google Scholar]
- Radaj, D.; Vormwald, M. Ermüdungsfestigkeit—GrundlagenfürIngenieure; Springer: Berlin, Germany, 2007. [Google Scholar]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Filler | FeNi36 | Mn4Ni1.5CrMo |
|---|---|---|
| Wire diameter [mm] | 1.14 | 1.2 |
| Wire feed [m/min] | 4.5 | 5.0 |
| Welding speed [cm/min] | 30 | 30 |
| Shielding gas | M21 | M21 |
| Current | 152 | 165 |
| Voltage | 14.7 | 15.2 |
| Material | Rp0,2 [MPa] | Rm [MPa] | TEL [%] |
|---|---|---|---|
| FeNi36 | 310 | 490 | 30 |
| Mn4Ni1.5CrMo | 720 | 790 | 17 |
| Direction | Rp0,2 [MPa] | Rm [MPa] | TEL [%] |
|---|---|---|---|
| Transverse upright | 439 | 591 | 8 |
| Transverse flat | 433 | 567 | 7 |
| Longitudinal upright | 459 | 657 | 15 |
| Filler | FeNi36 | Mn4Ni1.5CrMo |
|---|---|---|
| Wire diameter [mm] | 1.14 | 1.2 |
| Wire feed [m/min] | 4.5 | 6.5 |
| Welding speed [cm/min] | 6 | 30 |
| Weaving width [mm] | 10 | - |
| Weaving frequency [Hz] | ca. 1.5 | - |
| Shielding gas | M21 | M21 |
| Layer Material and Welding Sequence | Current in A | Voltage in V | Wire Electrode Speed in m/min | Welding Speed in cm/min | Oscillation Speed in cm/min |
|---|---|---|---|---|---|
| Ni 625 (String bead) | 122 | 19.3 | 3.5 | 31 | - |
| Ni 625 (oscillated bead) | 122 | 18.6 | 3.5 | 11.5 | 7.5 |
| SG 3 (oscillated bead) | 101 | 23.4 | 5 | 5 | 6 |
| Mass Content in % | |||||||
|---|---|---|---|---|---|---|---|
| Element | Fe | Cr | Ni | Mo | Si | Nb | |
| Oreder | |||||||
| one layer | 41 | 12 | 37 | 5 | 0.6 | 1.7 | |
| one layer gen. | 4 | 21 | 61 | 9 | 0.9 | 3.6 | |
| 625 Datash. | 0–5 | 21–23 | 58–71 | 8–10 | 0–0.4 | 3.2–3.8 | |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Treutler, K.; Kamper, S.; Leicher, M.; Bick, T.; Wesling, V. Multi-Material Design in Welding Arc Additive Manufacturing. Metals 2019, 9, 809. https://doi.org/10.3390/met9070809
Treutler K, Kamper S, Leicher M, Bick T, Wesling V. Multi-Material Design in Welding Arc Additive Manufacturing. Metals. 2019; 9(7):809. https://doi.org/10.3390/met9070809
Chicago/Turabian StyleTreutler, Kai, Swenja Kamper, Marcel Leicher, Tobias Bick, and Volker Wesling. 2019. "Multi-Material Design in Welding Arc Additive Manufacturing" Metals 9, no. 7: 809. https://doi.org/10.3390/met9070809