
The Physical and Mechanical Properties of Autoclaved Aerated Concrete (AAC) with Recycled AAC as a Partial Replacement for Sand


 , ,
, , 
Abstract
:1. Introduction
2. AAC Application in Malaysia
3. Recycling AAC
4. Methodology for AAC-R Substitution
4.1. AAC Production and Preparation of Raw Materials
4.2. Mechanical and Physical Measurement
5. Discussion of Results
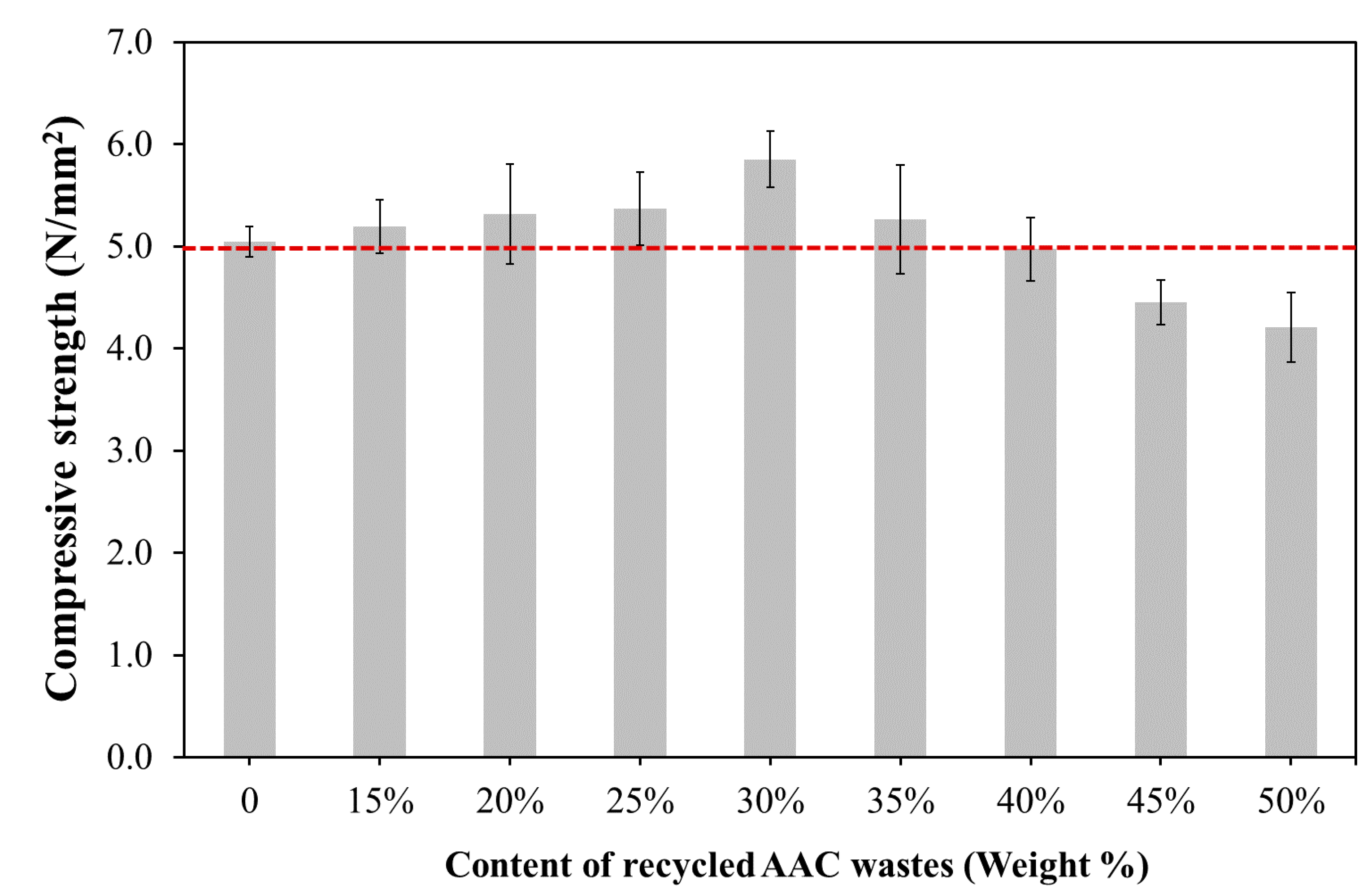
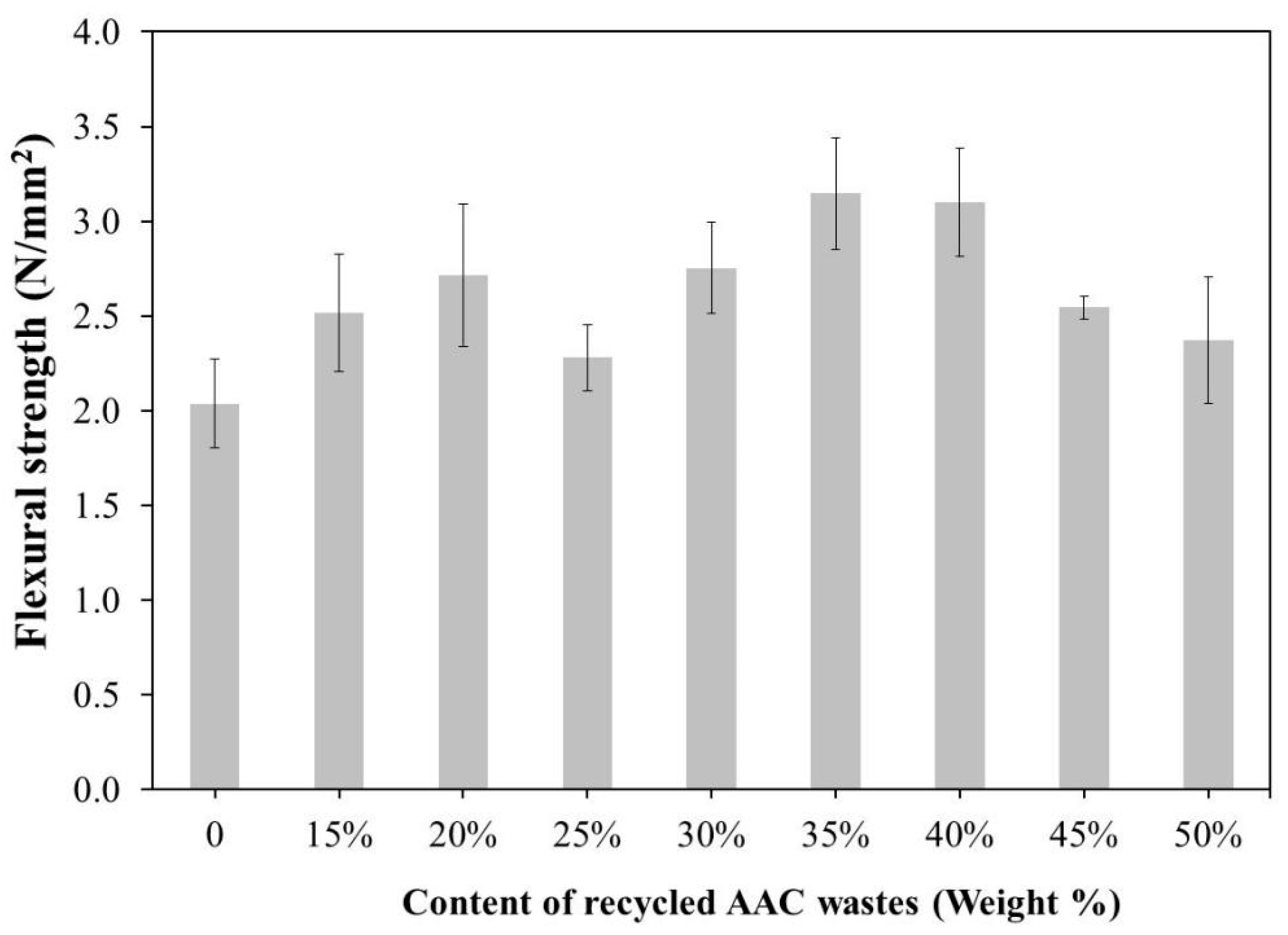
5.1. Compressive and Flexural Strength
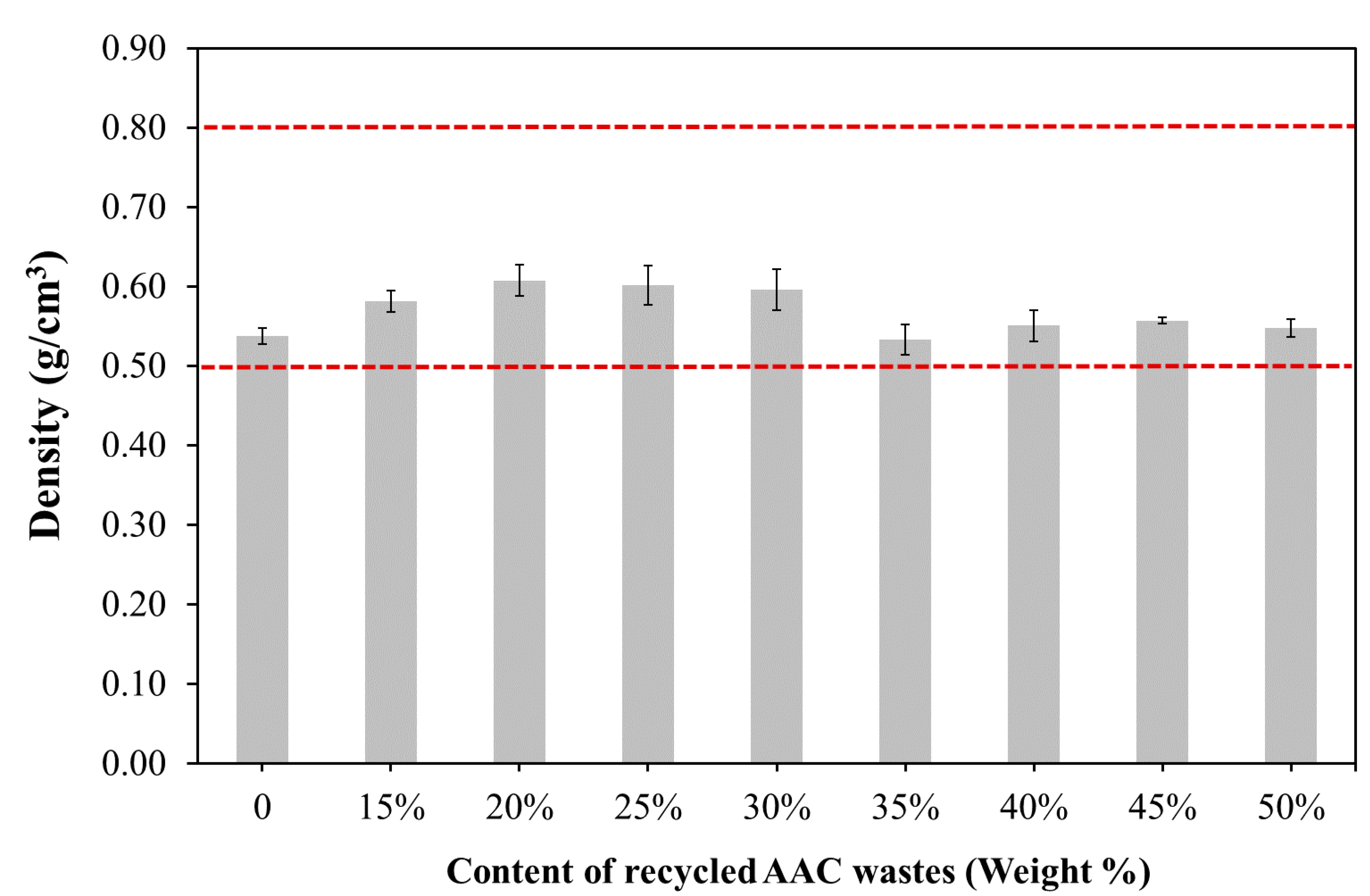
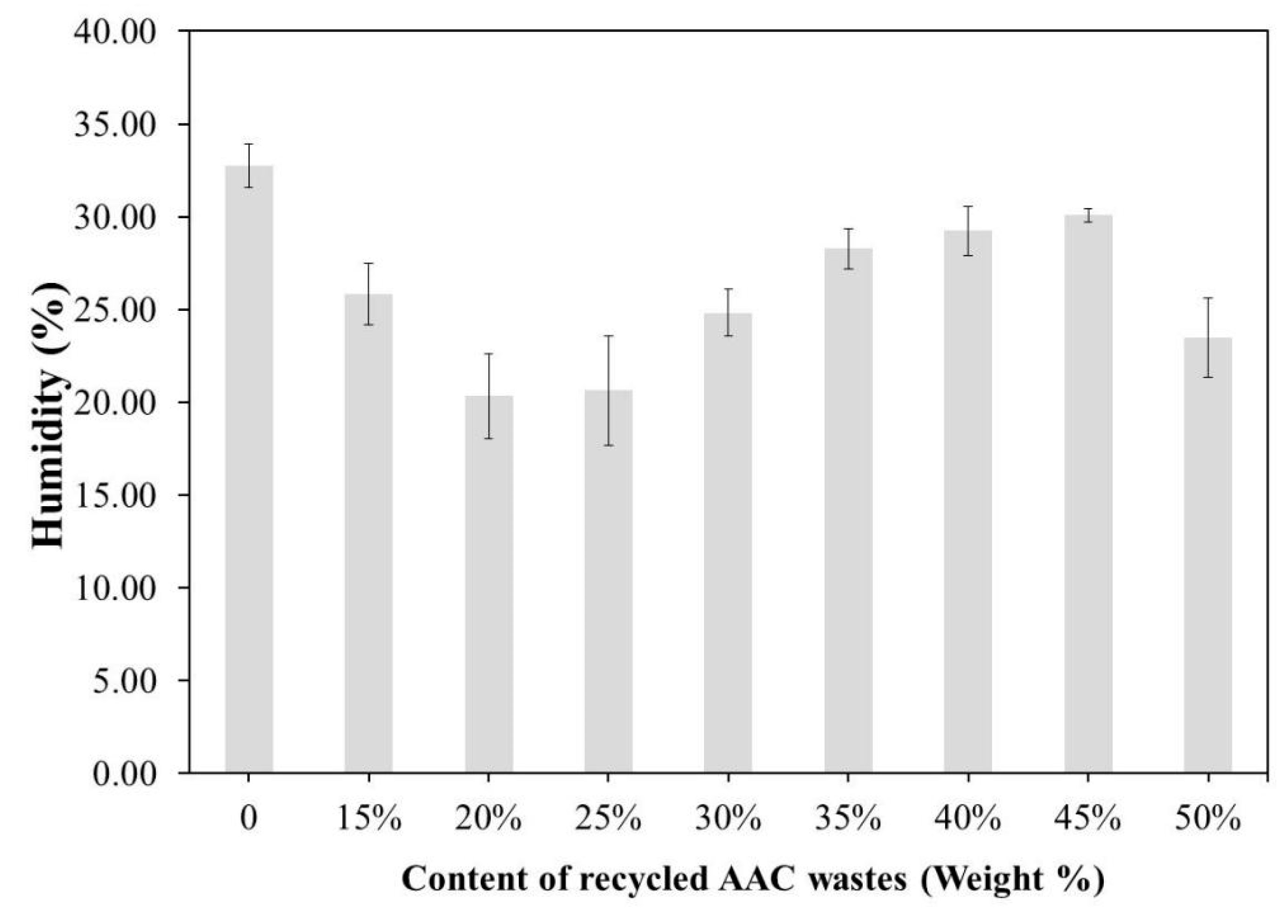
5.2. Density and Humidity
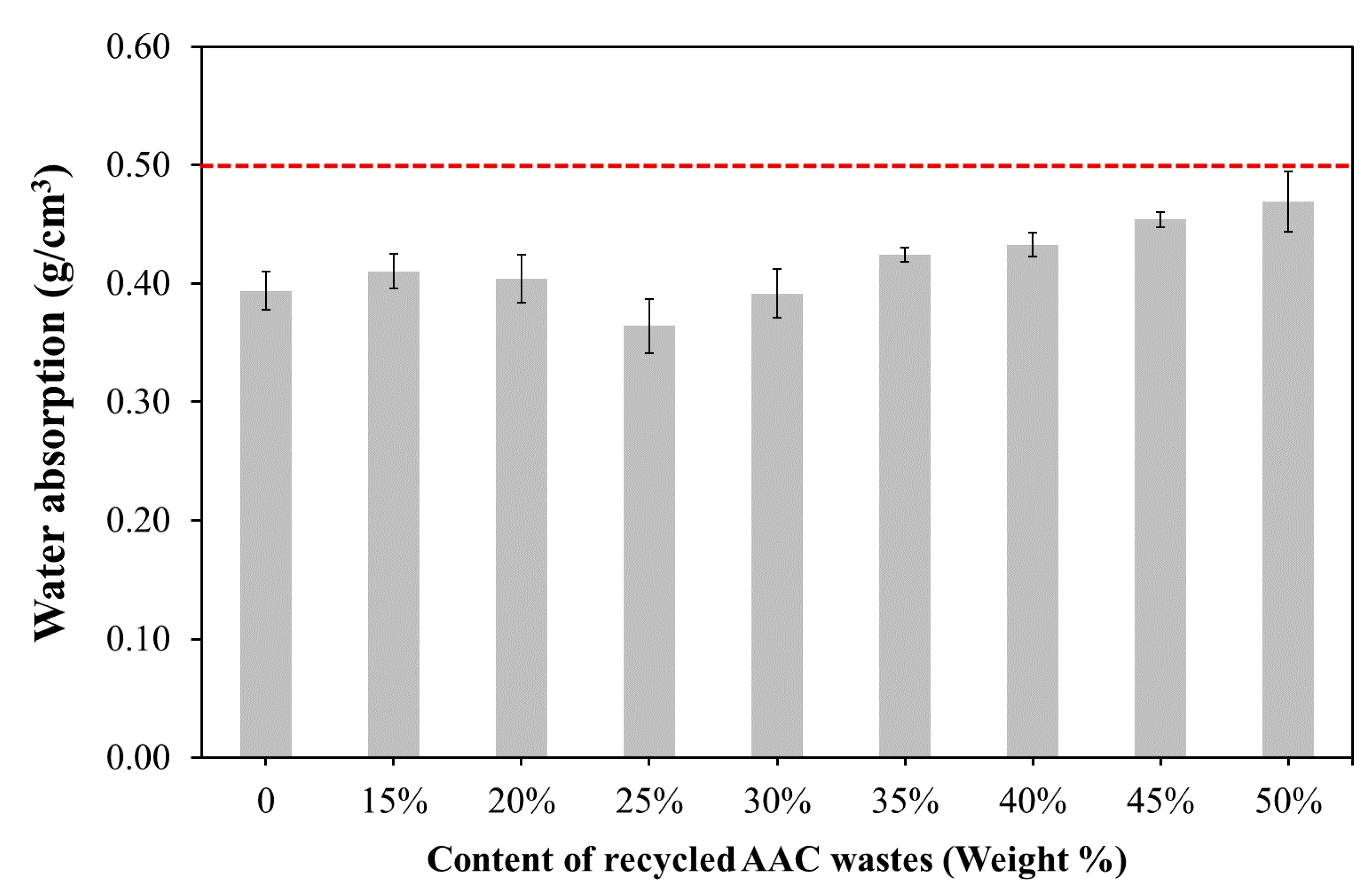
5.3. Water Absorption
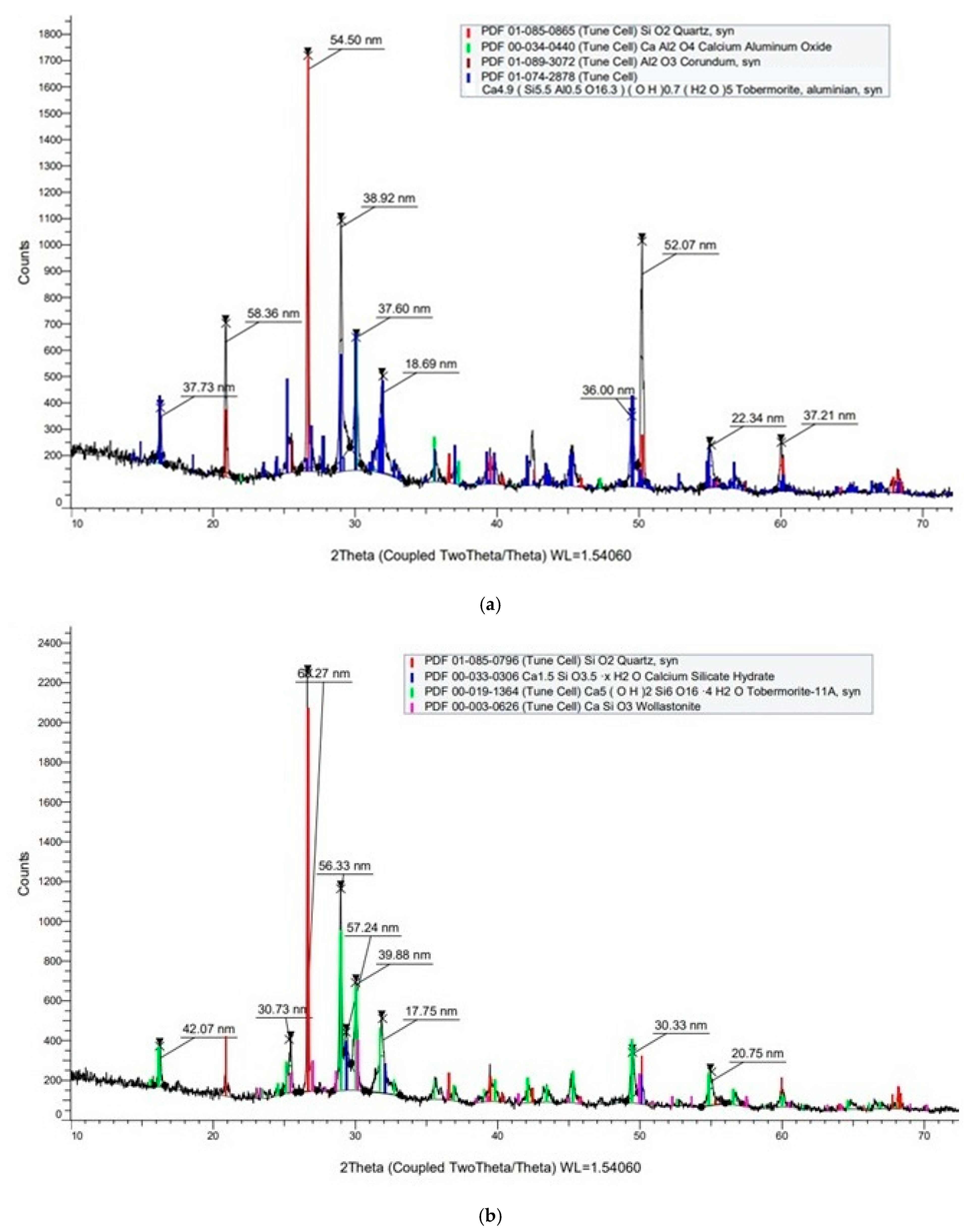
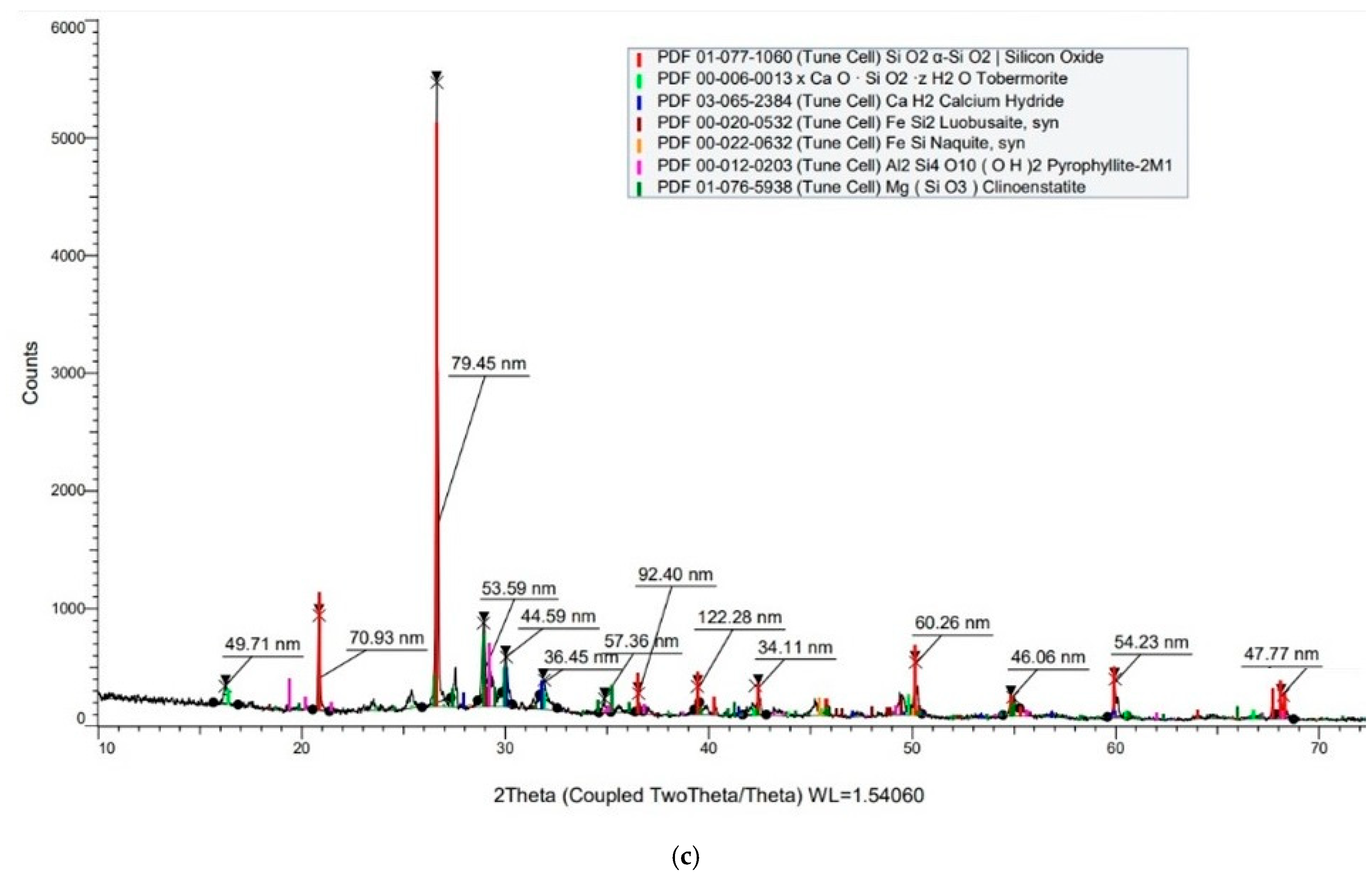
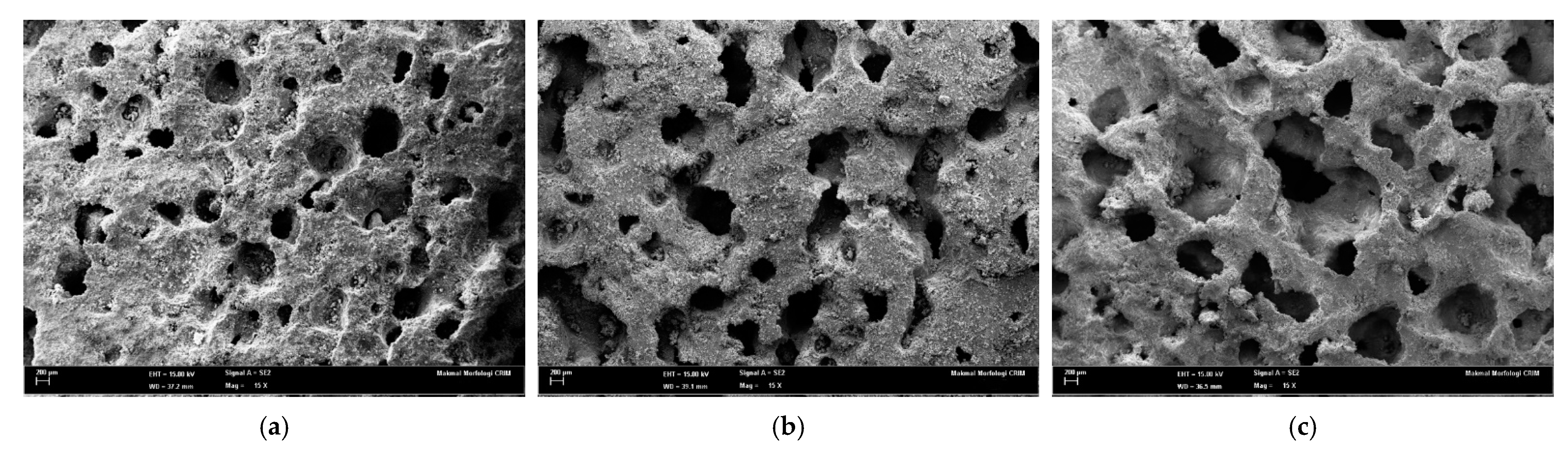
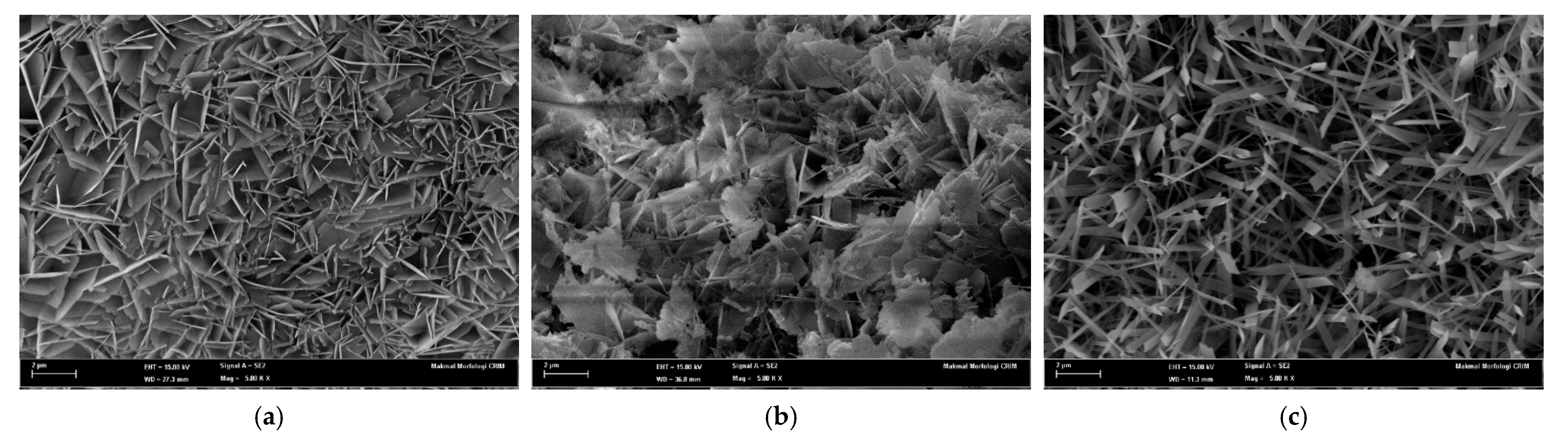
5.4. AAC Microstructure
6. Ecological and Economic Benefits
7. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Acknowledgments
Conflicts of Interest
References
- Malaysia Energy Information Hub. National Energy Balance 2018; Energy Commision: Putrajaya, Malaysia, 2019. Available online: https://meih.st.gov.my/documents/10620/f2f4c39b-4748-4c5d-b90a-fc36ba880264 (accessed on 6 January 2021).
- The Japan Refrigeration and Air Conditioning Industry Association. World Air Conditioner Demand by Region; The Japan Refrigeration and Air Conditioning Industry Association: Tokyo, Japan, 2019. [Google Scholar]
- Tang, C.; Chin, N. Building Energy Efficiency Technical Guideline for Passive; BSEEP: Kuala Lumpur, Malaysia, 2017. Available online: http://bseep.gov.my/publications/ (accessed on 27 December 2021).
- Rahman, R.A.; Fazlizan, A.; Asim, N.; Thongtha, A. A review on the utilization of waste material for autoclaved aerated concrete production†. J. Renew. Mater. 2021, 9, 61–72. [Google Scholar] [CrossRef]
- Thongtha, A.; Maneewan, S.; Punlek, C.; Ungkoon, Y. Application using sugar sediment to enhance mechanical properties of autoclaved aerated concrete. Appl. Mech. Mater. 2013, 459, 664–668. [Google Scholar] [CrossRef]
- ASTM International. ASTM C1692-18 Standard Practice for Construction and Testing of Autoclaved Aerated Concrete (AAC) Masonry; ASTM International: Philadelphia, PA, USA, 2018. [Google Scholar]
- Ungkoon, Y.; Sittipunt, C.; Namprakai, P.; Jetipattaranat, W.; Kim, K.-S.; Charinpanitkul, T. Analysis of microstructure and properties of autoclaved aerated concrete wall construction materials. J. Ind. Eng. Chem. 2007, 13, 1103–1108. [Google Scholar]
- Hamad, A.J. Materials, Production, Properties and Application of Aerated Lightweight Concrete: Review. Int. J. Mater. Sci. Eng. 2014, 2, 152–157. [Google Scholar] [CrossRef]
- Lam, N.N. Recycling of Aac Waste in the Manufacture of Autoclaved Aerated Concrete in Vietnam. Int. J. GEOMATE 2021, 20, 128–134. [Google Scholar] [CrossRef]
- Malaysia Energy Information Hub. National Energy Balance 2016; Energy Commission: Putrajaya, Malaysia, 2017. Available online: https://meih.st.gov.my/documents/10620/9a9314a1-cf11-4640-a9de-3b31f336a416 (accessed on 27 December 2021).
- Malaysia Competition Commission (MyCC). Market Review of Building Materials in the Construction Industry under Competition Act 2010; Malaysia Competition Commision: Kuala Lumpur, Malaysia, 2017. Available online: https://www.mycc.gov.my/market-review/final-report-market-review-of-building-materials-in-the-construction-industry (accessed on 6 January 2022).
- Macrotrends. Malaysia GDP Growth Rate. Available online: https://www.macrotrends.net/countries/MYS/malaysia/gdp-growth-rate (accessed on 20 December 2021).
- Malaysia Government Debt to GDP|2021 Data|2022 Forecast|1970–2020 Historical. Available online: https://tradingeconomics.com/malaysia/government-debt-to-gdp (accessed on 20 December 2021).
- Chin Hin’s AAC Manufacturing Its Rising Star|The Edge Markets. Available online: https://www.theedgemarkets.com/article/chin-hin’s-aac-manufacturing-its-rising-star (accessed on 20 December 2021).
- Osman, W.; Mohd Nawi, M.; Saad, R.; Osman, N.; Abdul Rahim, M. Implementation of resource recovery practices among Malaysian construction stakeholders. Geogr. Malays. J. Soc. Space 2016, 12, 95–101. [Google Scholar]
- Eusuf, M.A.; Ibrahim, M.; Islam, R. The Construction and Demolition Wastes in Klang Valley, Malaysia. J. Malays. Inst. Plan. 2012, 10, 99–124. [Google Scholar]
- Różycka, A.; Pichór, W. Effect of perlite waste addition on the properties of autoclaved aerated concrete. Constr. Build. Mater. 2016, 120, 65–71. [Google Scholar] [CrossRef]
- Cai, L.; Ma, B.; Li, X.; Lv, Y.; Liu, Z.; Jian, S. Mechanical and hydration characteristics of autoclaved aerated concrete (AAC) containing iron-tailings: Effect of content and fineness. Constr. Build. Mater. 2016, 128, 361–372. [Google Scholar] [CrossRef]
- Chen, Y.L.; Ko, M.S.; Chang, J.E.; Lin, C.T. Recycling of desulfurization slag for the production of autoclaved aerated concrete. Constr. Build. Mater. 2018, 158, 132–140. [Google Scholar] [CrossRef]
- Song, Y.; Li, B.; Yang, E.H.; Liu, Y.; Ding, T. Feasibility study on utilization of municipal solid waste incineration bottom ash as aerating agent for the production of autoclaved aerated concrete. Cem. Concr. Compos. 2015, 56, 51–58. [Google Scholar] [CrossRef]
- Walczak, P.; Małolepszy, J.; Reben, M.; Szymański, P.; Rzepa, K. Utilization of Waste Glass in Autoclaved Aerated Concrete. Procedia Eng. 2015, 122, 302–309. [Google Scholar] [CrossRef] [Green Version]
- Thongtha, A.; Maneewan, S.; Punlek, C.; Ungkoon, Y. Investigation of the compressive strength, time lags and decrement factors of AAC-lightweight concrete containing sugar sediment waste. Energy Build. 2014, 84, 516–525. [Google Scholar] [CrossRef]
- Bergmans, J.; Nielsen, P.; Snellings, R.; Broos, K. Recycling of autoclaved aerated concrete in floor screeds: Sulfate leaching reduction by ettringite formation. Constr. Build. Mater. 2016, 111, 9–14. [Google Scholar] [CrossRef] [Green Version]
- Ullrich, A.; Garbev, K.; Bergfeldt, B. In Situ X-ray Diffraction at High Temperatures: Formation of Ca2Sio4 and Ternesite in Recycled Autoclaved Aerated Concrete. Minerals 2021, 11, 789. [Google Scholar] [CrossRef]
- Huang, X.Y.; Ni, W.; Cui, W.H.; Wang, Z.J.; Zhu, L.P. Preparation of autoclaved aerated concrete using copper tailings and blast furnace slag. Constr. Build. Mater. 2012, 27, 1–5. [Google Scholar] [CrossRef]
- Kurama, H.; Topçu, I.B.; Karakurt, C. Properties of the autoclaved aerated concrete produced from coal bottom ash. J. Mater. Process. Technol. 2009, 209, 767–773. [Google Scholar] [CrossRef]
- Jitchaiyaphum, K.; Sinsiri, T.; Jaturapitakkul, C.; Chindaprasirt, P. Cellular lightweight concrete containing high-calcium fly ash and natural zeolite. Int. J. Miner. Metall. Mater. 2013, 20, 462–471. [Google Scholar] [CrossRef]
- Rahman, Z.A.; Lee, J.Y.Y.; Rahim, S.A.; Lihan, T.; Idris, W.M.R. Application of gypsum and fly ash as additives in stabilization of tropical peat soil. J. Appl. Sci. 2015, 15, 1006–1012. [Google Scholar] [CrossRef] [Green Version]
- Narayanan, N.; Ramamurthy, K. Structure and properties of aerated concrete: A review. Cem. Concr. Compos. 2000, 22, 321–329. [Google Scholar] [CrossRef]
- Cai, L.; Tang, T.; Liu, M.; Xie, D. Comparative study of carbide slag autoclaved aerated concrete (AAC) manufactured under thermal oven and microwave pre-curing process: Foaming course, rough body strength and physic-mechanical properties. Constr. Build. Mater. 2020, 236, 117550. [Google Scholar] [CrossRef]
- Bayat, A.; Liaghat, G.H.; Ghalami-Choobar, M.; Ashkezari, G.D.; Sabouri, H. Analytical modeling of the high-velocity impact of autoclaved aerated concrete (AAC) blocks and some experimental results. Int. J. Mech. Sci. 2019, 159, 315–324. [Google Scholar] [CrossRef]
- Wang, Q.; Chen, Y.; Li, F.; Sun, T.; Xu, B. Microstructure and properties of silty siliceous crushed stone-lime aerated concrete. J. Wuhan Univ. Technol. Mater. Sci. Ed. 2006, 21, 17–20. [Google Scholar] [CrossRef]
- Cong, X.Y.; Lu, S.; Yao, Y.; Wang, Z. Fabrication and characterization of self-ignition coal gangue autoclaved aerated concrete. Mater. Des. 2016, 97, 155–162. [Google Scholar] [CrossRef]
- Mostafa, N.Y.; El-Hemaly SA, S.; Al-Wakeel, E.I.; El-Korashy, S.A.; Brown, P.W. Activity of silica fume and dealuminated kaolin at different temperatures. Cem. Concr. Res. 2001, 31, 905–911. [Google Scholar] [CrossRef]
- Liu, Y.; Chen, G.; Wang, Z.; Chen, Z.; Gao, Y.; Li, F. On the seismic performance of autoclaved aerated concrete self-insulation block walls. Materials 2020, 13, 2942. [Google Scholar] [CrossRef]
- Rafiza, A.R.; Chan, H.Y.; Thongtha, A.; Jettipattaranat, W.; Lim, K.L. An Innovative Autoclaved Aerated Concrete (AAC) with Recycled AAC Powder for Low Carbon Construction. IOP Conf. Ser. Earth Environ. Sci. 2019, 268. [Google Scholar] [CrossRef]
- Wongkeo, W.; Thongsanitgarn, P.; Pimraksa, K.; Chaipanich, A. Compressive strength, flexural strength and thermal conductivity of autoclaved concrete block made using bottom ash as cement replacement materials. Mater. Des. 2012, 35, 434–439. [Google Scholar] [CrossRef]
- Jerman, M.; Keppert, M.; Výborný, J.; Černý, R. Hygric, thermal and durability properties of autoclaved aerated concrete. Constr. Build. Mater. 2013, 41, 352–359. [Google Scholar] [CrossRef]
- Hojati, M.; Rajabipour, F.; Radlińska, A. Drying shrinkage of alkali-activated cements: Effect of humidity and curing temperature. Mater. Struct. 2019, 52. [Google Scholar] [CrossRef]
- Goual, M.S.; Bali, A.; de Barquin, F.; Dheilly, R.M.; Quéneudec, M. Isothermal moisture properties of Clayey Cellular Concretes elaborated from clayey waste, cement and aluminium powder. Cem. Concr. Res. 2006, 36, 1768–1776. [Google Scholar] [CrossRef]
- Narayanan, N.; Ramamurthy, K. Microstructural investigations on aerated concrete. Cem. Concr. Res. 2000, 30, 457–464. [Google Scholar] [CrossRef]
- Kus, H.; Carlsson, T. Microstructural investigations of naturally and artificially weathered autoclaved aerated concrete. Cem. Concr. Res. 2003, 33, 1423–1432. [Google Scholar] [CrossRef]
- Yang, R.; Zhu, J.; Wu, Z.; Wu, Z.; Li, M.; Peng, C. Thermal insulation and strength of autoclaved light concrete. J. Wuhan Univ. Technol. Mater. Sci. Ed. 2011, 26, 132–136. [Google Scholar] [CrossRef]
- Cabrillac, R.; Fiorio, B.; Beaucour, A.L.; Dumontet, H.; Ortola, S. Experimental study of the mechanical anisotropy of aerated concretes and of the adjustment parameters of the introduced porosity. Constr. Build. Mater. 2006, 20, 286–295. [Google Scholar] [CrossRef]
- Koronthalyova, O. Moisture storage capacity and microstructure of ceramic brick and autoclaved aerated concrete. Constr. Build. Mater. 2011, 25, 879–885. [Google Scholar] [CrossRef]
- Mostafa, N.Y. Influence of air-cooled slag on physicochemical properties of autoclaved aerated concrete. Cem. Concr. Res. 2005, 35, 1349–1357. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Raw Materials | Content of Raw Materials (Weight%) | ||||||||
|---|---|---|---|---|---|---|---|---|---|
| AAC-R0 | AAC-R15 | AAC-R20 | AAC-R25 | AAC-R30 | AAC-R35 | AAC-R40 | AAC-R45 | AAC-R50 | |
| Lime | Held constant at 17.167 | ||||||||
| Cement | Held constant at 17.870 | ||||||||
| Anhydride | Held constant at 2.352 | ||||||||
| Aluminum | Held constant at 0.094 | ||||||||
| Fine sand AAC-R | 62.517 0.000 | 53.139 9.378 | 50.014 12.503 | 46.888 15.629 | 43.762 18.755 | 40.636 21.881 | 37.510 25.007 | 34.384 28.133 | 31.259 31.259 |
| Composition | Ratios of Phase Formation (%) | ||
|---|---|---|---|
| Calcite | Quartz | Tobermorite | |
| Traditional AAC | 24.1 | 47.5 | 28.4 |
| AAC-R30 | 0 | 28.7 | 71.3 |
| AAC-R50 | 7.5 | 42.8 | 35.6 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Rafiza, A.R.; Fazlizan, A.; Thongtha, A.; Asim, N.; Noorashikin, M.S. The Physical and Mechanical Properties of Autoclaved Aerated Concrete (AAC) with Recycled AAC as a Partial Replacement for Sand. Buildings 2022, 12, 60. https://doi.org/10.3390/buildings12010060
Rafiza AR, Fazlizan A, Thongtha A, Asim N, Noorashikin MS. The Physical and Mechanical Properties of Autoclaved Aerated Concrete (AAC) with Recycled AAC as a Partial Replacement for Sand. Buildings. 2022; 12(1):60. https://doi.org/10.3390/buildings12010060
Chicago/Turabian StyleRafiza, Abdul Rahman, Ahmad Fazlizan, Atthakorn Thongtha, Nilofar Asim, and Md Saleh Noorashikin. 2022. "The Physical and Mechanical Properties of Autoclaved Aerated Concrete (AAC) with Recycled AAC as a Partial Replacement for Sand" Buildings 12, no. 1: 60. https://doi.org/10.3390/buildings12010060
APA StyleRafiza, A. R., Fazlizan, A., Thongtha, A., Asim, N., & Noorashikin, M. S. (2022). The Physical and Mechanical Properties of Autoclaved Aerated Concrete (AAC) with Recycled AAC as a Partial Replacement for Sand. Buildings, 12(1), 60. https://doi.org/10.3390/buildings12010060