
Effect of Fiber Type and Volume Fraction on Fiber Reinforced Concrete and Engineered Cementitious Composite Mechanical Properties

Abstract
:1. Introduction
2. Research Significance
3. Materials and Experimental Studies Program
3.1. Materials
3.2. Test Parameters and Testing Methods
3.2.1. Test Parameters
3.2.2. Considered Tests
- Compressive strength
- Splitting tensile strength
- Flexural strength
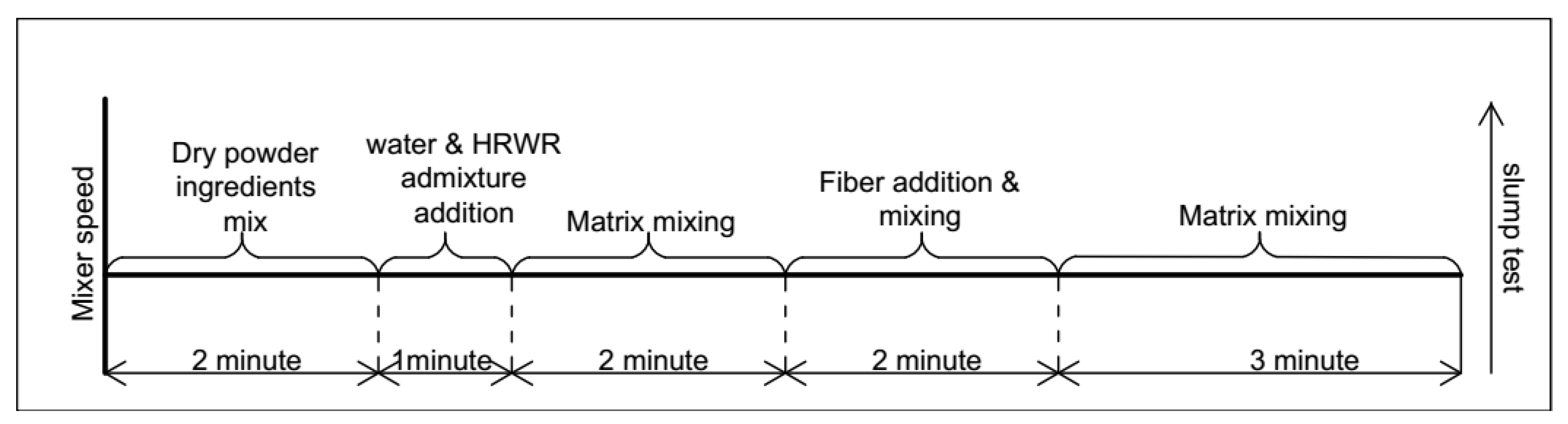
3.3. Mixing Procedure
3.4. Specimens Preparation, and Curing
3.5. Mix Design of ECC
4. Test Results and Discussions
4.1. Cracking Behavior
4.2. Effect of Fiber Volume Fraction and Curing
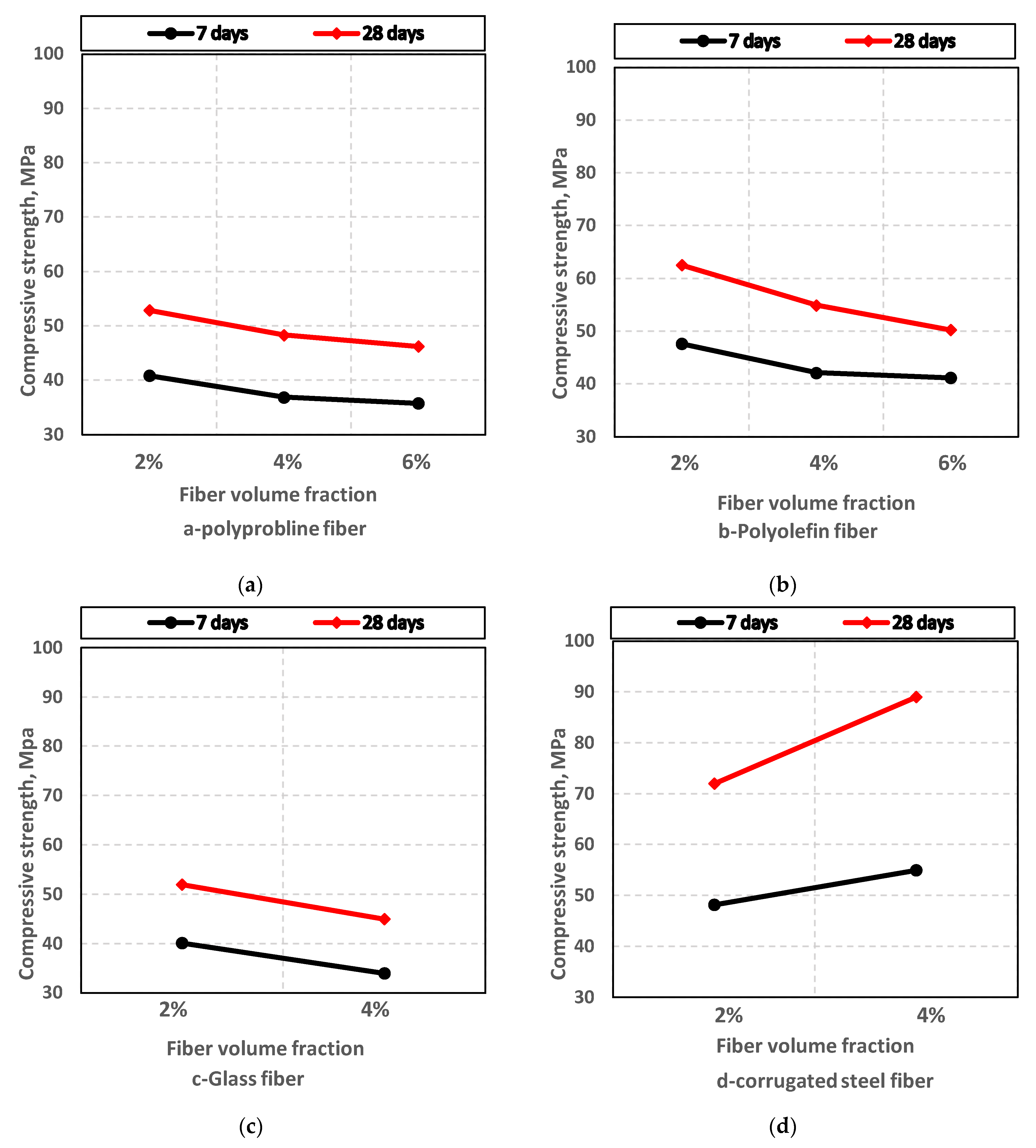
4.2.1. Compressive Strength
4.2.2. Splitting Tensile Strength
4.2.3. Flexural Strength
4.3. Effect of Fiber Type
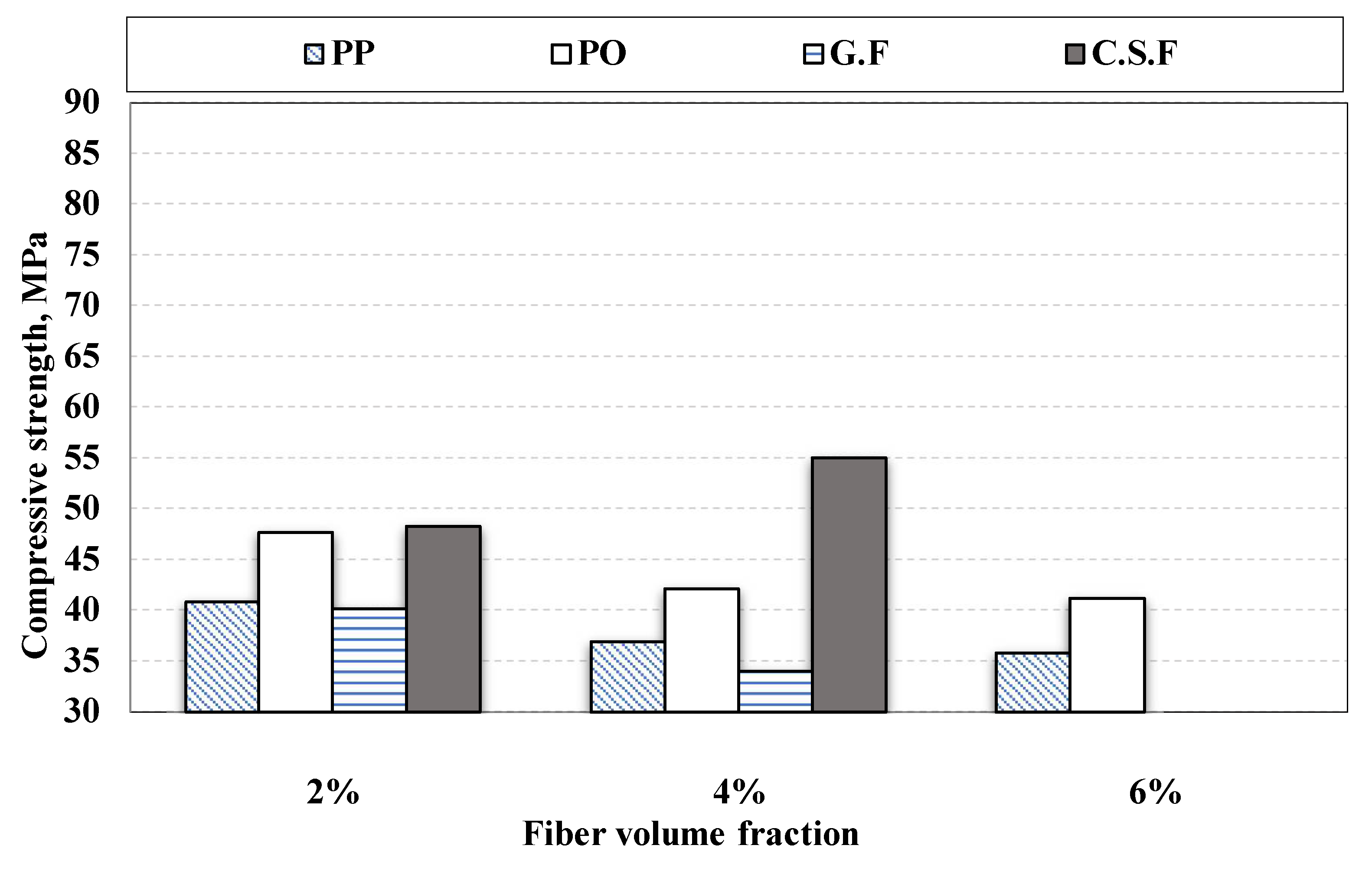
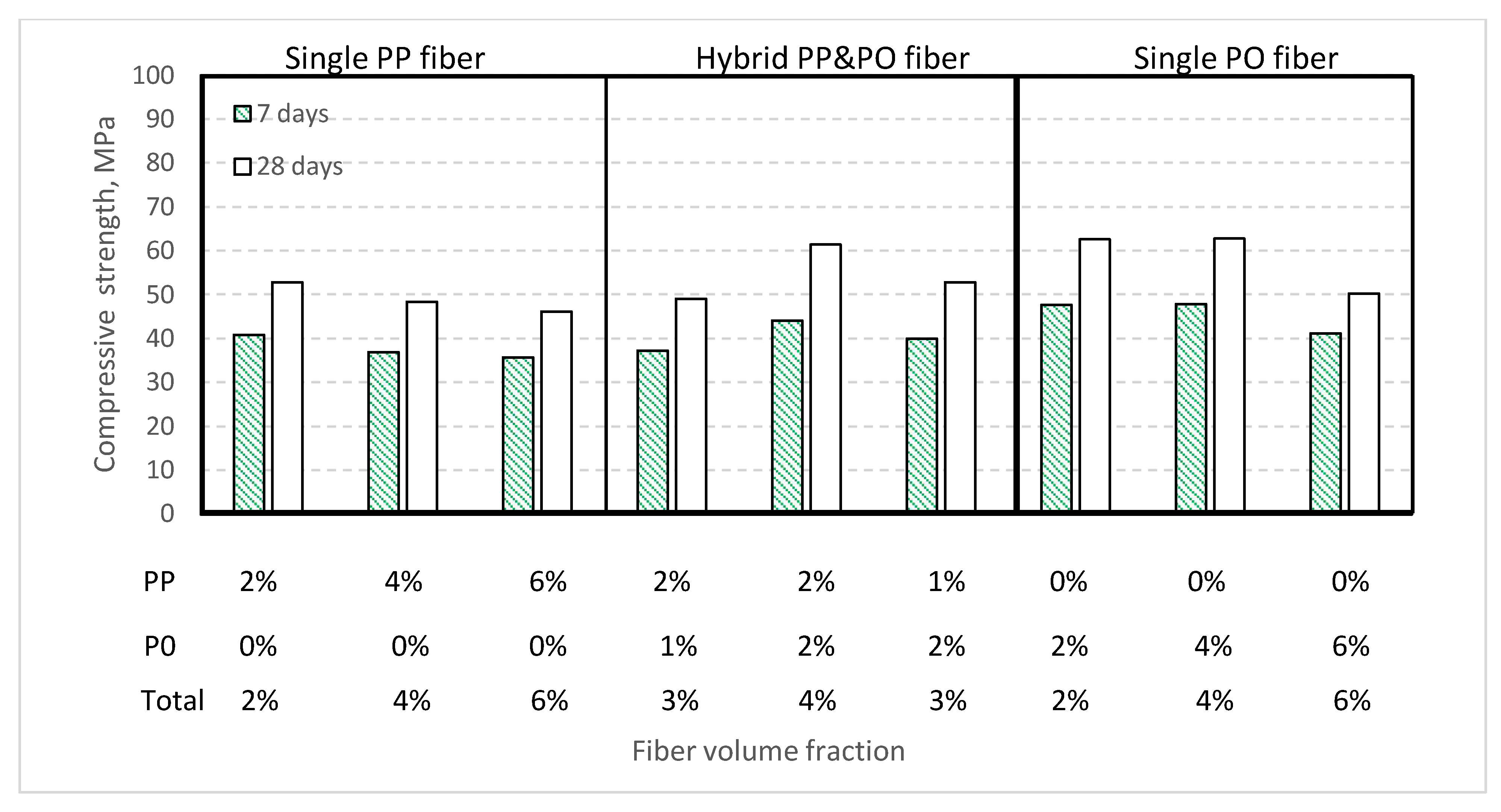
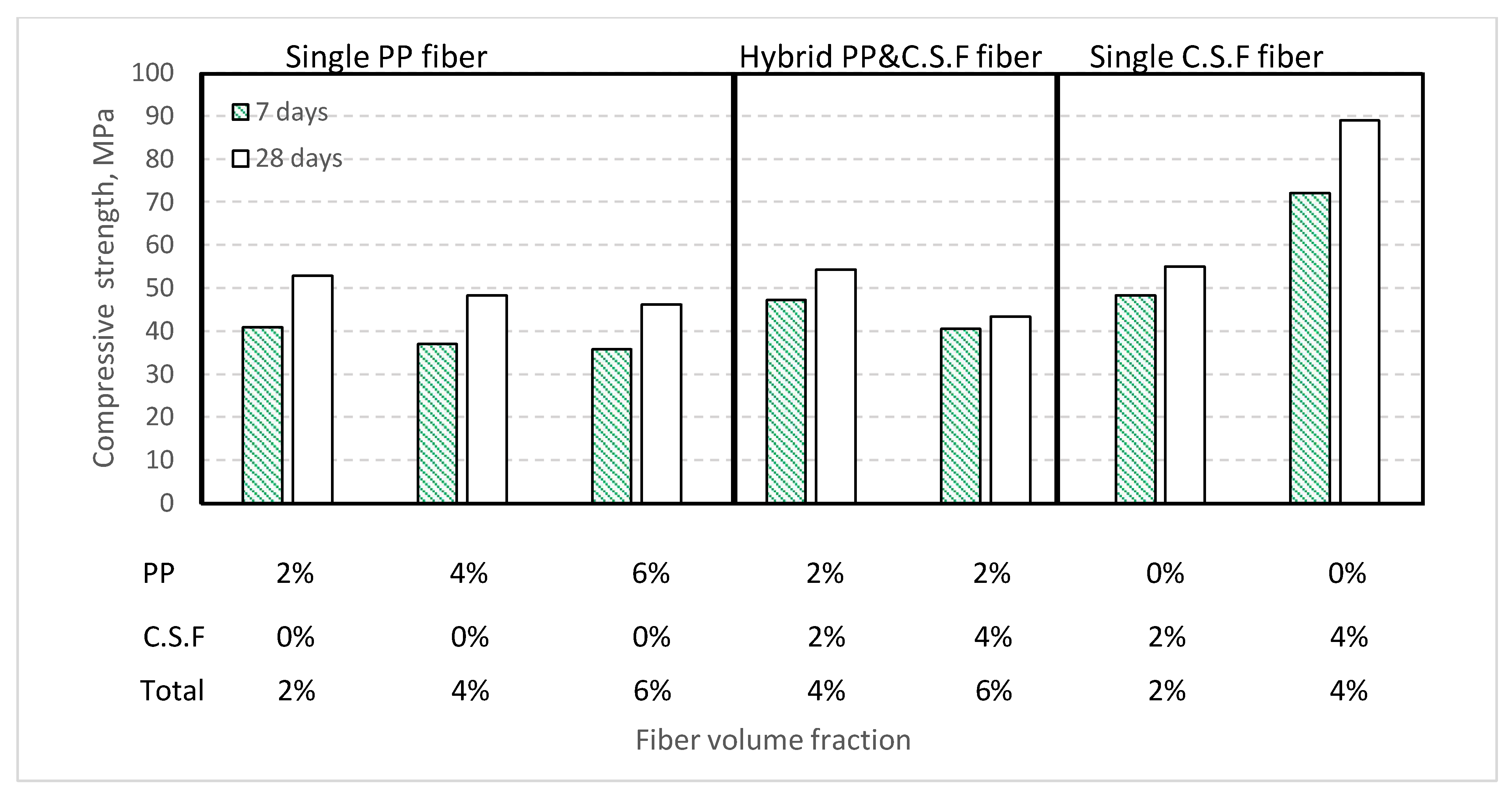
4.3.1. Compressive Strength
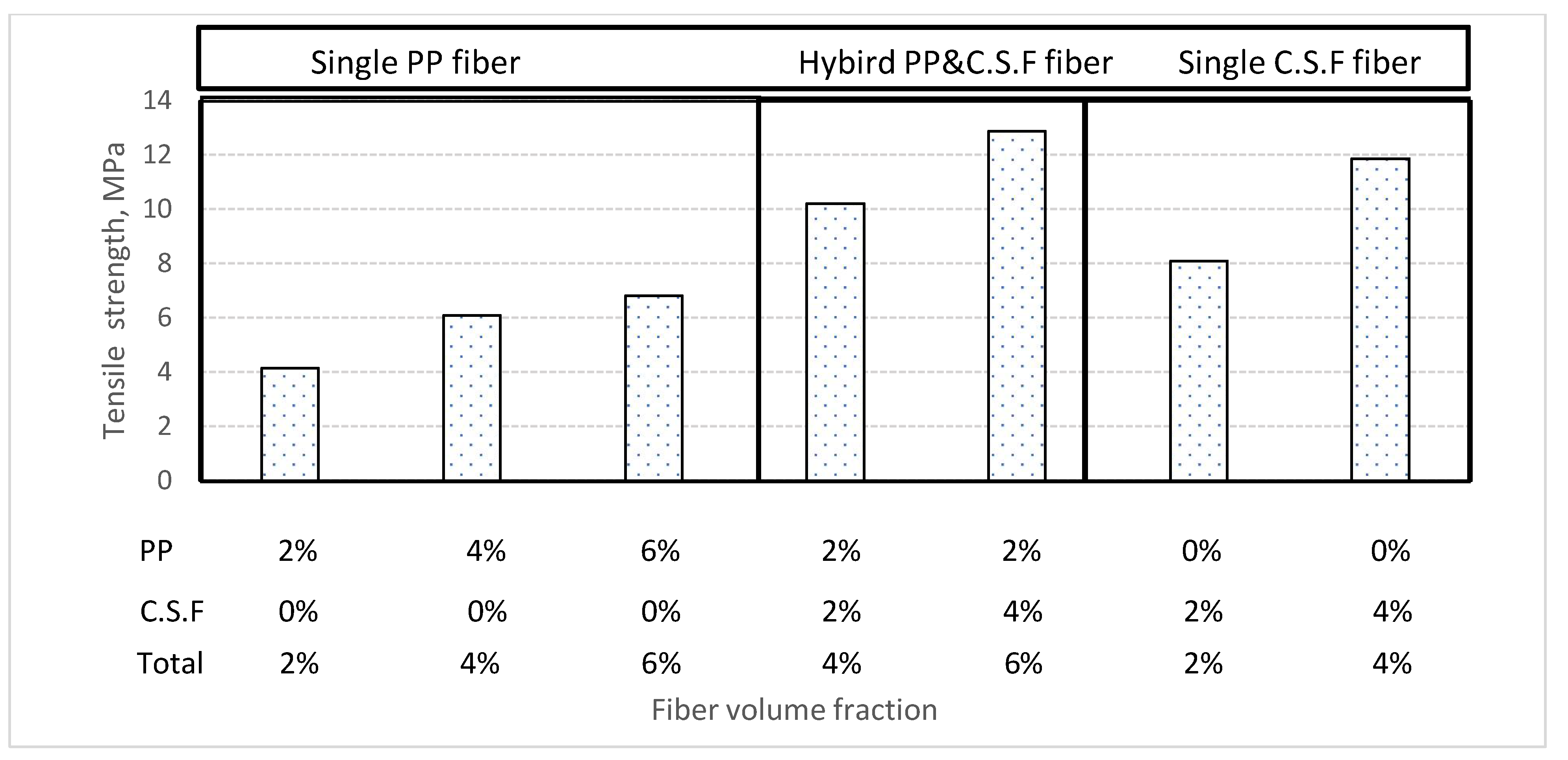
4.3.2. Splitting Tensile Strength
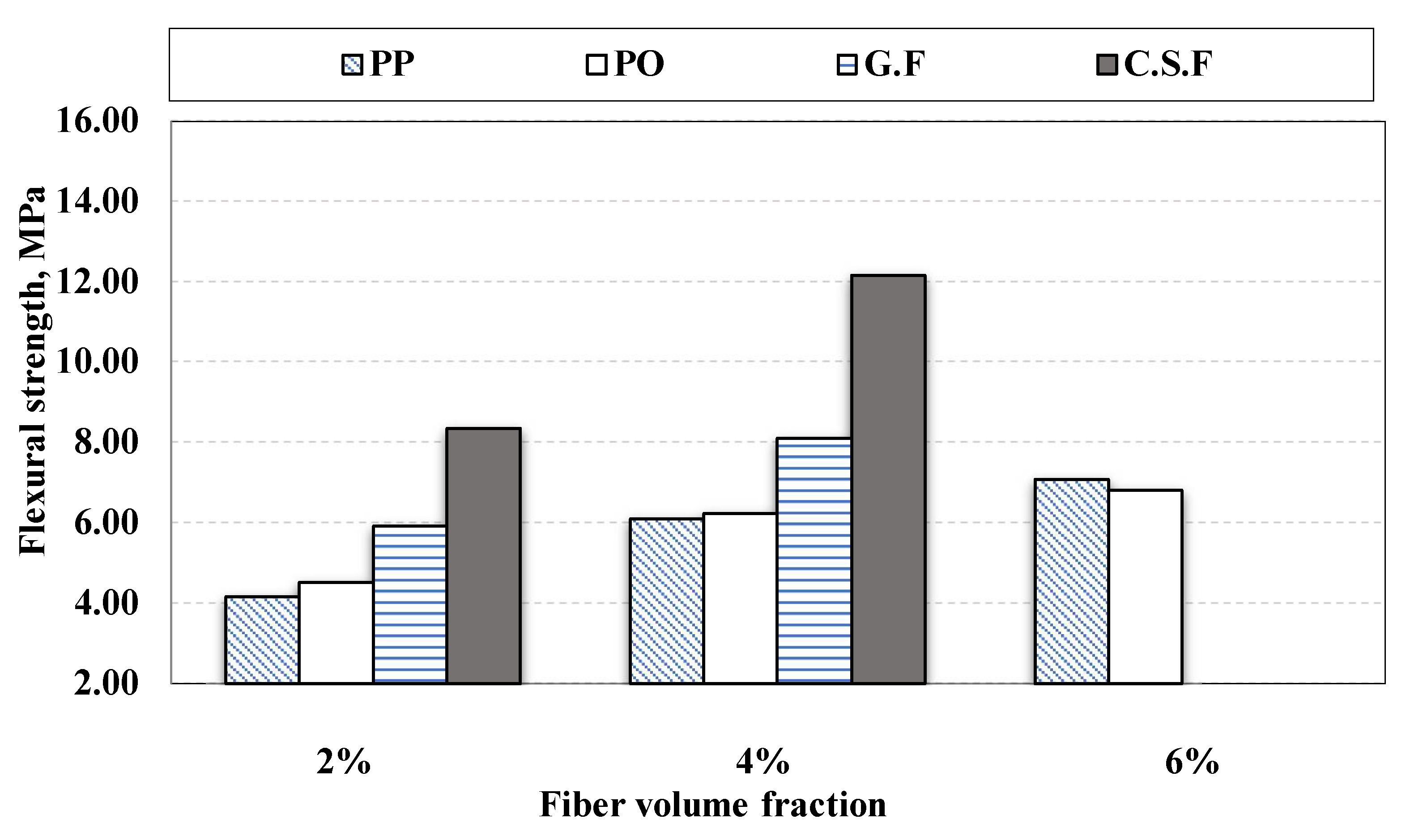
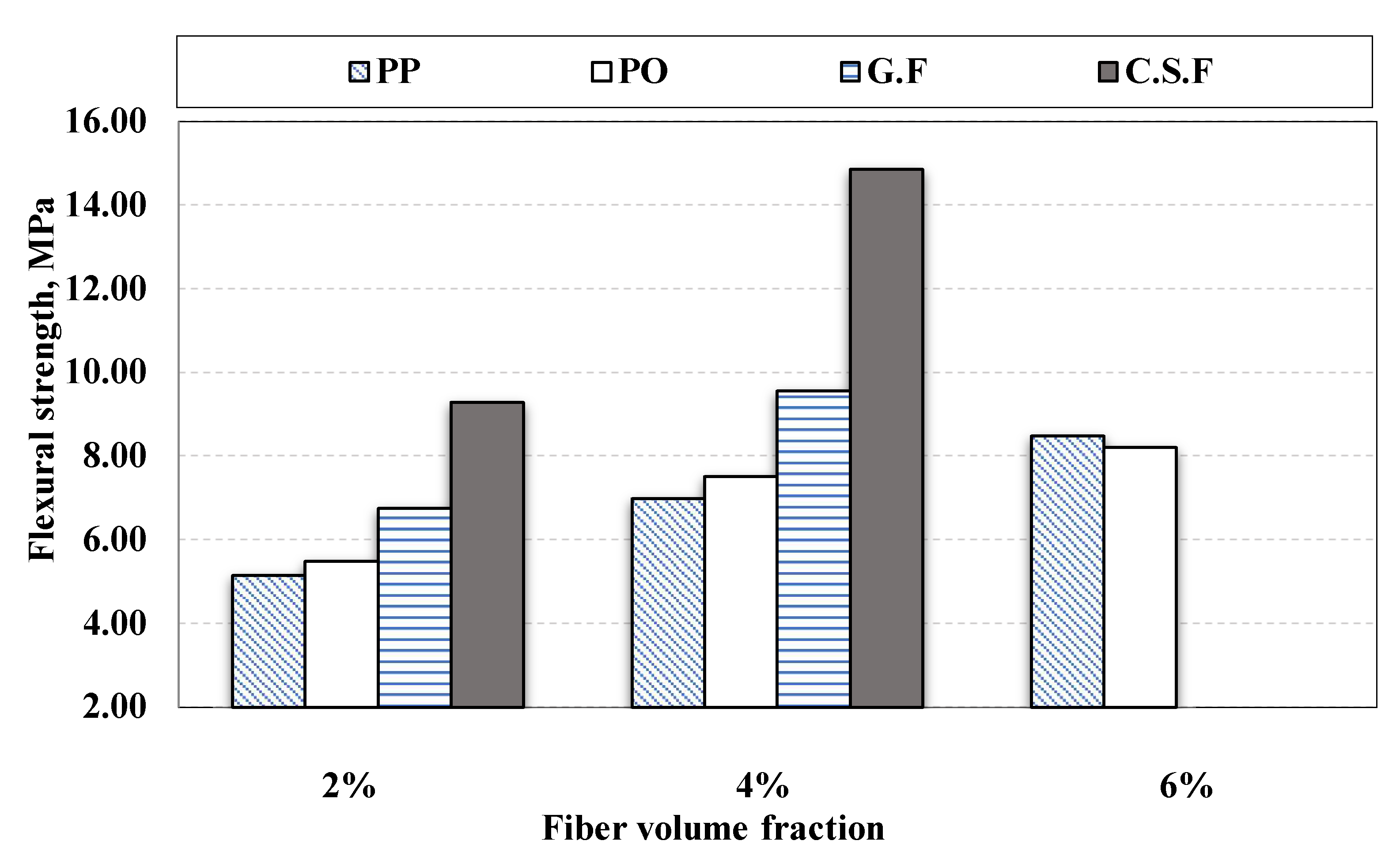
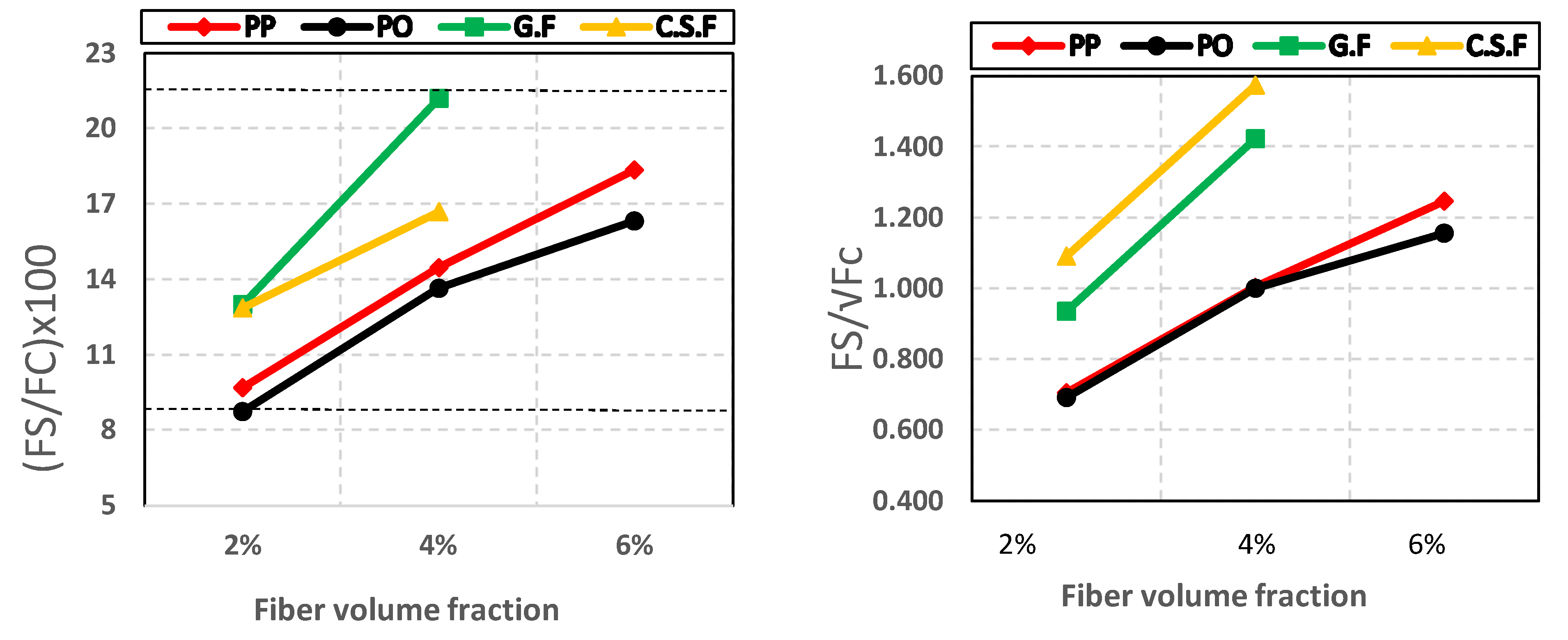
4.3.3. Flexural Strength
4.4. Effect of Fiber Hybridization
4.4.1. Compressive Strength
4.4.2. Splitting Tensile Strength
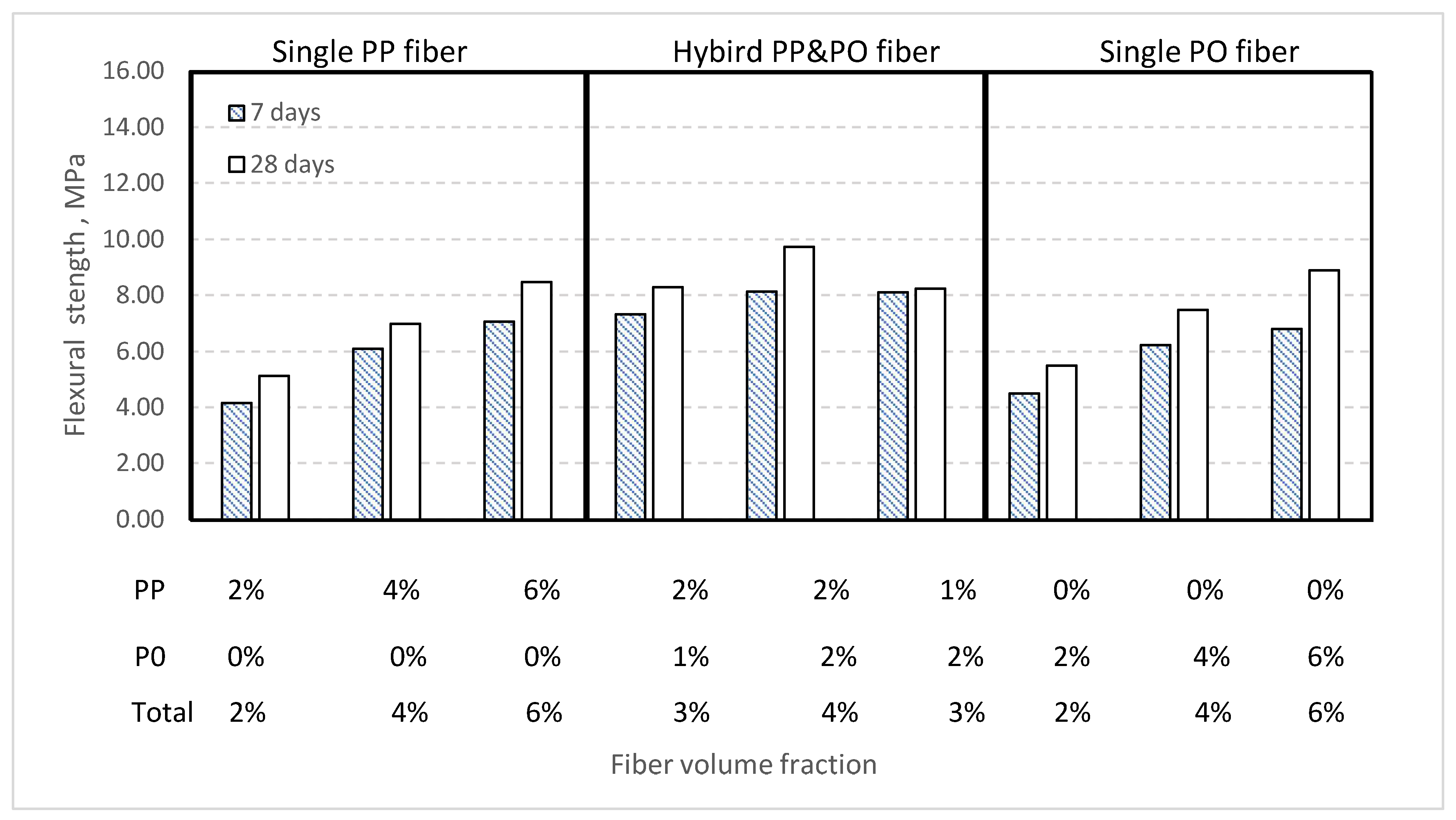
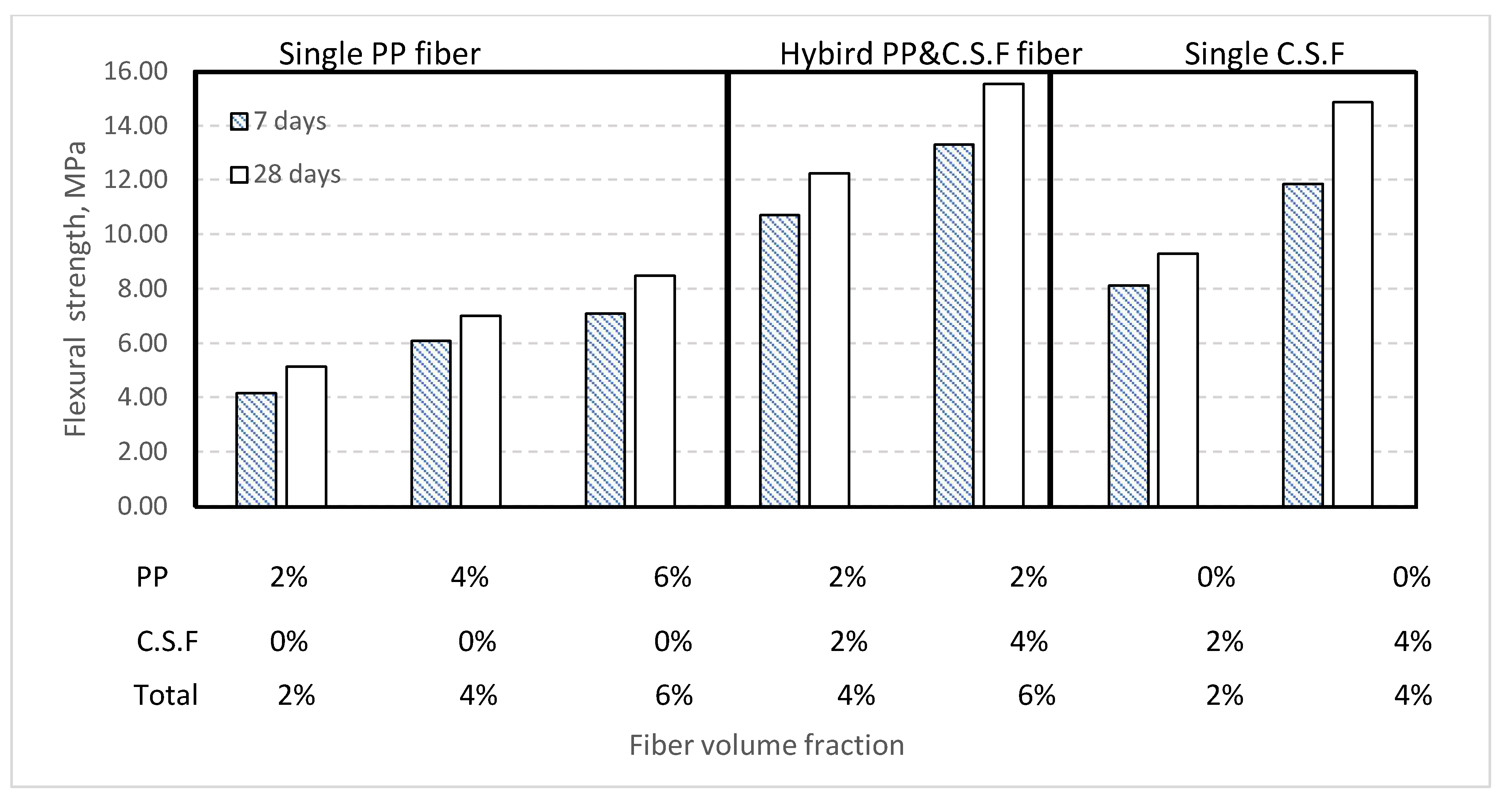
4.4.3. Flexural Strength
4.5. Relationships
4.5.1. Relationship between Tensile Strength and Compressive Strength
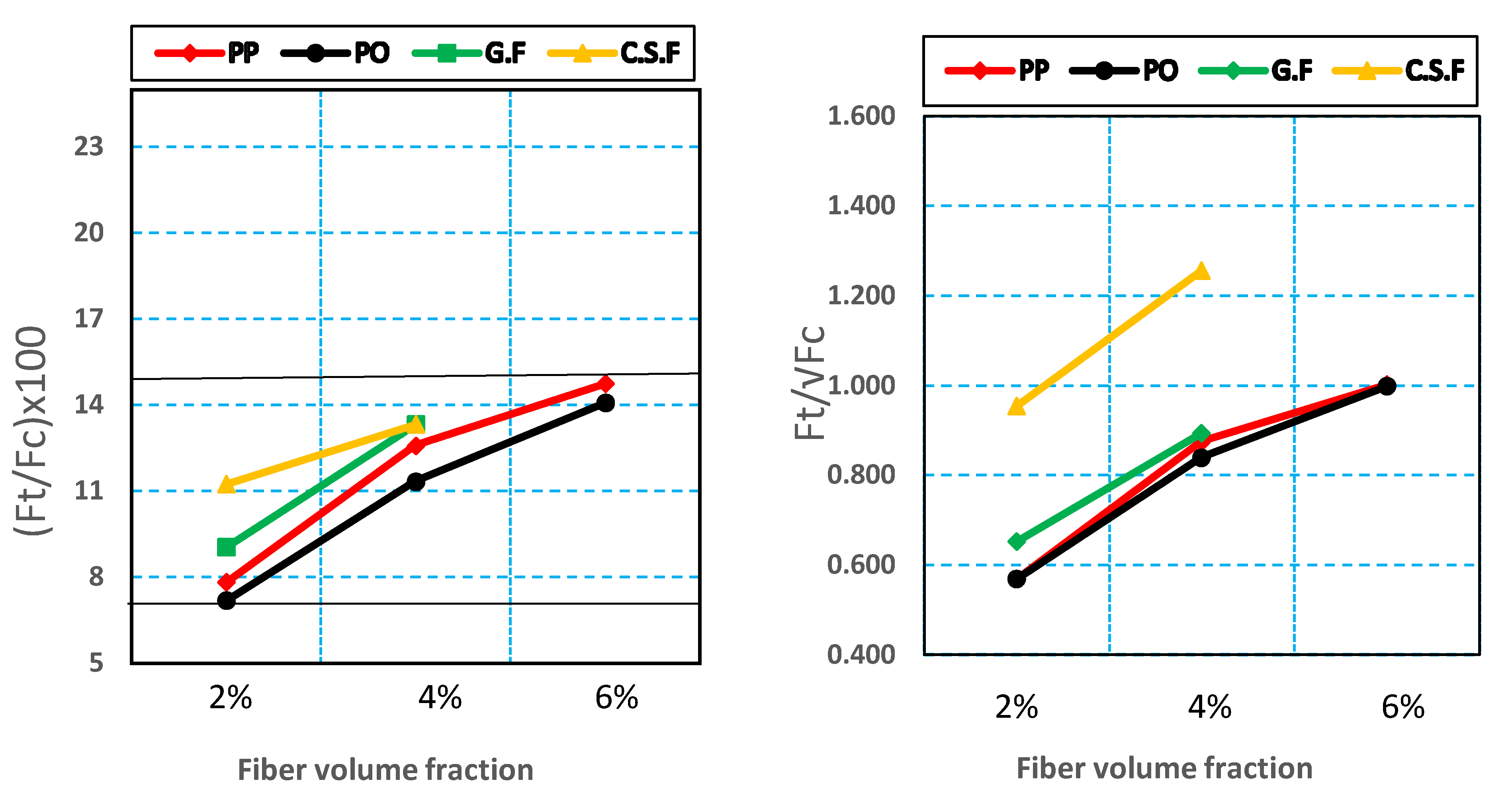
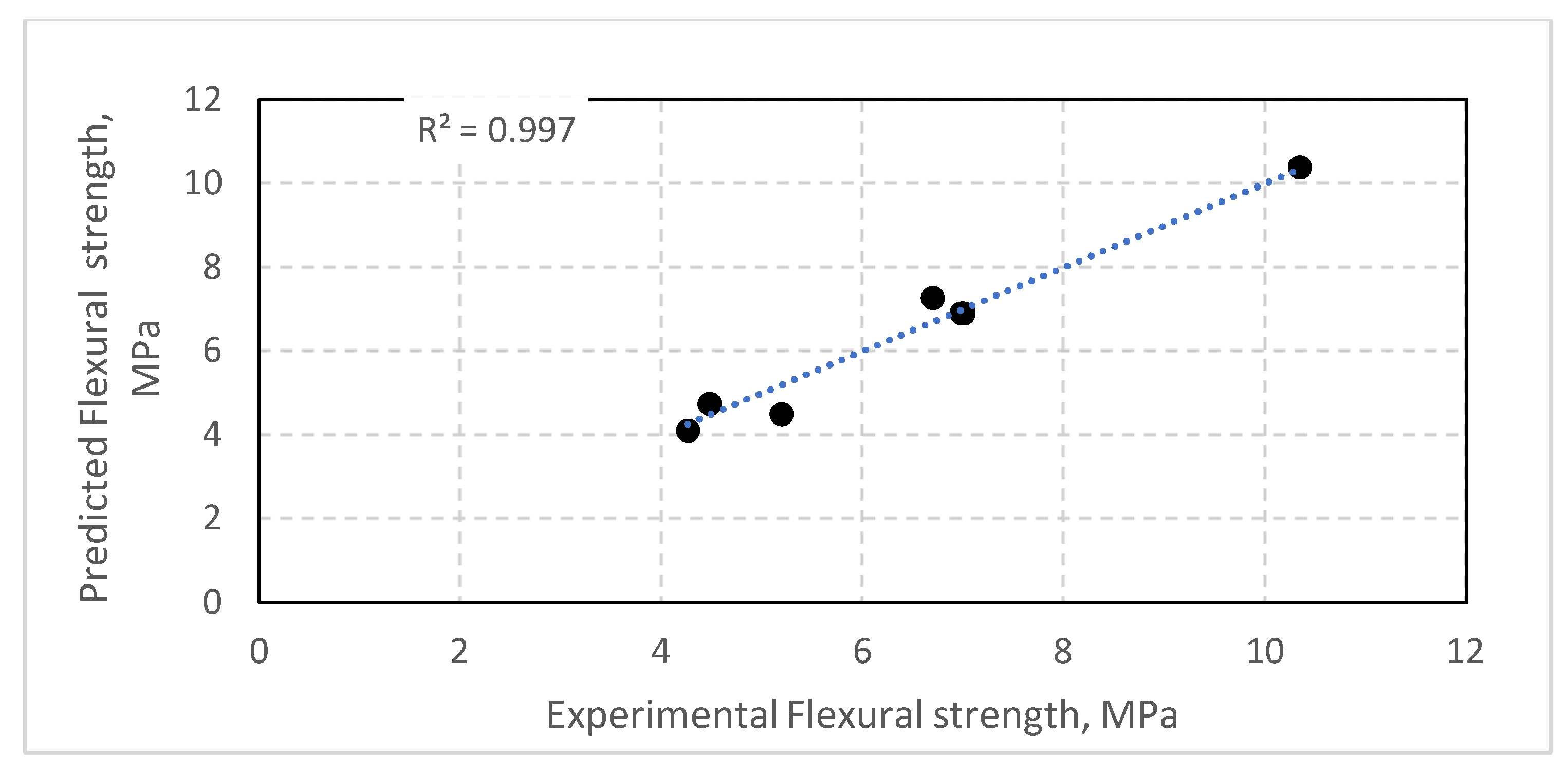
4.5.2. Relationship between Flexural Strength and Compressive Strength
5. Conclusions
- Based on multiple cracking, which is a unique behavior characterizing ECC from FRC, ECC was observed for specimens reinforced with 4% and 6% single lightweight fiber (polypropylene and polyolefin) due to created tensile behavior at the crack location. ECC could not be achieved with heavyweight fiber (steel fiber).
- Hybridization of lightweight fiber achieved multiple cracking patterns in a total volume fraction of 3%, which is less than a single fiber reinforcement specimen. Hybridization of heavyweight fiber with lightweight fiber does not achieve multiple cracking.
- Increasing lightweight fiber volume fraction decreased the specimen compressive strength but the increase of heavyweight fiber improves the compressive strength. For tensile and flexural strength, increasing both fiber types improved their values.
- Fiber hybridization is not effective for compressive strength while using lightweight fiber hybridization but in the case of hybridization of lightweight fiber with heavyweight fiber it improves the compressive strength.
- For tensile and flexural strength, fiber hybridization is effective. At 3% hybrid lightweight reinforcing, the specimen shows tensile strength higher than all single fiber reinforcements. In the case of flexural strength, 4% hybrid lightweight reinforced specimens possess higher flexural strength than all lightweight single fiber specimens. Hybridization of a heavyweight at 3% total volume fraction possesses higher tensile and flexural strength compared with 6% single polypropylene fiber by 49.60%, and 44.22%, respectively.
- Relationships between tensile strength and flexural strength depending on the compressive strength of ECC were determined. Relationships were verified using other data sets. This demonstrated the excellent predictive ability of the equations with minimum relative errors around (0.48:15.55)% for tensile strength and (1.60:11.25)% for flexural strength. Thus, tensile strength and flexural strength could be predicted using compressive strength values.
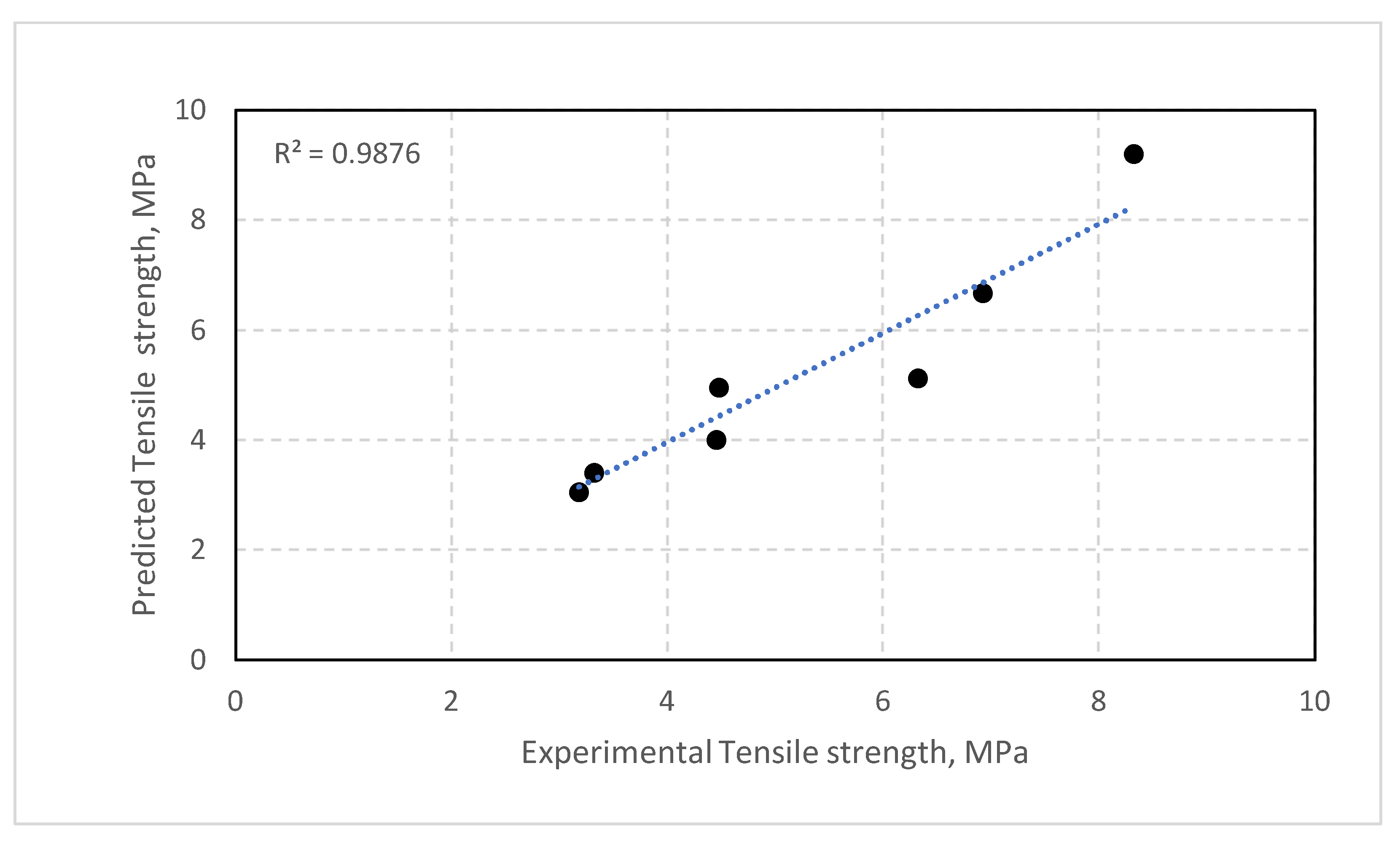
- The statistical data tool’s absolute fraction of variance (R2) was performed for external data sets to confirm the proposed equation accuracy. The absolute fraction of variance (R2) for experimental tensile strength and predicted tensile strength was 0.91. R2 equals 0.96 for predicted flexural strength compared with experimental flexural strength.
6. Recommendations
7. Future Work
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
Abbreviations
| ECC | Engineered cementitious composite |
| FRC | Fiber-reinforced concrete |
| PVA | Polyvinyl alcohol |
| OPC | Ordinary Portland cement |
| SCMs | Supplementary cementitious materials |
| HPC | High-performance concrete |
| FA | Fly ash |
| GGBS | Ground granulated blast-furnace slag |
| SF | Silica fume |
| HPFRC | High-performance fiber-reinforced concrete |
| C.S.F | Corrugated steel fiber |
| T.S.F | Twisted steel fiber |
| H.S.F | Hooked steel fiber |
| PP | Polypropylene fiber |
| PE | Polyethylene |
| G.F | Glass fiber |
| PO | Polyolefin fiber |
| C.S | Compressive strength |
References
- Chethan, V.; Ramegowda, M.; Manohara, H. Engineered cementitious composites–a review. Int. Res. J. Eng. Technol. 2015, 2, 144–149. [Google Scholar]
- Wang, D.; Zhou, X.; Meng, Y.; Chen, Z. Durability of concrete containing fly ash and silica fume against combined freezing-thawing and sulfate attack. Constr. Build. Mater. 2017, 147, 398–406. [Google Scholar] [CrossRef]
- Lou, T.; Karavasilis, T.L. Time-dependent assessment and deflection prediction of prestressed concrete beams with unbonded CFRP tendons. Compos. Struct. 2018, 194, 365–376. [Google Scholar] [CrossRef] [Green Version]
- Monteiro, P. Concrete: Microstructure, Properties, and Materials; McGraw-Hill Publishing: New York, NY, USA, 2006. [Google Scholar]
- Vincent, T.; Ozbakkaloglu, T. Influence of shrinkage on compressive behavior of concrete-filled FRP tubes: An experimental study on interface gap effect. Constr. Build. Mater. 2015, 75, 144–156. [Google Scholar] [CrossRef]
- Song, P.; Hwang, S. Mechanical properties of high-strength steel fiber-reinforced concrete. Constr. Build. Mater. 2004, 18, 669–673. [Google Scholar] [CrossRef]
- Teng, S.; Lim, T.Y.D.; Divsholi, B.S. Durability and mechanical properties of high strength concrete incorporating ultra fine ground granulated blast-furnace slag. Constr. Build. Mater. 2013, 40, 875–881. [Google Scholar] [CrossRef]
- Toutanji, H.; Delatte, N.; Aggoun, S.; Duval, R.; Danson, A. Effect of supplementary cementitious materials on the compressive strength and durability of short-term cured concrete. Cem. Concr. Res. 2004, 34, 311–319. [Google Scholar] [CrossRef] [Green Version]
- Kaid, N.; Cyr, M.; Julien, S.; Khelafi, H. Durability of concrete containing a natural pozzolan as defined by a performance-based approach. Constr. Build. Mater. 2009, 23, 3457–3467. [Google Scholar] [CrossRef]
- Shannag, M.J.; Yeginobali, A. Properties of pastes, mortars and concretes containing natural pozzolan. Cem. Concr. Res. 1995, 25, 647–657. [Google Scholar] [CrossRef]
- Nili, M.; Afroughsabet, V. The long-term compressive strength and durability properties of silica fume fiber-reinforced concrete. Mater. Sci. Eng. A 2012, 531, 107–111. [Google Scholar] [CrossRef]
- Wang, Y.; Backer, S.; Li, V.C. An experimental study of synthetic fibre reinforced cementitious composites. J. Mater. Sci. 1987, 22, 4281–4291. [Google Scholar] [CrossRef]
- Hubert, M.; Desmettre, C.; Charron, J. Influence of fiber content and reinforcement ratio on the water permeability of reinforced concrete. Mater. Struct. 2015, 48, 2795–2807. [Google Scholar] [CrossRef]
- Mukherjee, A.; Biswas, S.N. Artificial neural networks in prediction of mechanical behavior of concrete at high temperature. Nucl. Eng. Des. 1997, 178, 1–11. [Google Scholar] [CrossRef]
- Kou, S.-C.; Poon, C.-S. Effect of the quality of parent concrete on the properties of high performance recycled aggregate concrete. Constr. Build. Mater. 2015, 77, 501–508. [Google Scholar] [CrossRef]
- Awoyera, P.O.; Effiong, J.U.; Olalusi, O.B.; Prakash Arunachalam, K.; de Azevedo, A.R.; Martinelli, F.R.; Monteiro, S.N. Experimental Findings and Validation on Torsional Behaviour of Fibre-Reinforced Concrete Beams: A Review. Polymers 2022, 14, 1171. [Google Scholar] [CrossRef] [PubMed]
- Balugaru, P.; Shah, S. Fiber-Reinforced Cement Composites; McGraw-Hill: New York, NY, USA, 1992. [Google Scholar]
- Stang, H.; Aarre, T. Evaluation of crack width in FRC with conventional reinforcement. Cem. Concr. Compos. 1992, 14, 143–154. [Google Scholar] [CrossRef]
- Stang, H.; Li, V.C.; Krenchel, H. Design and structural applications of stress-crack width relations in fibre reinforced concrete. Mater. Struct. 1995, 28, 210–219. [Google Scholar] [CrossRef]
- Kuder, K.G.; Shah, S.P. Processing of high-performance fiber-reinforced cement-based composites. Constr. Build. Mater. 2010, 24, 181–186. [Google Scholar] [CrossRef]
- Lau, A.; Anson, M. Effect of high temperatures on high performance steel fibre reinforced concrete. Cem. Concr. Res. 2006, 36, 1698–1707. [Google Scholar] [CrossRef]
- Wang, Y.; Li, V.; Backer, S. Tensile failure mechanisms in synthetic fibre-reinforced mortar. J. Mater. Sci. 1991, 26, 6565–6575. [Google Scholar] [CrossRef] [Green Version]
- Walraven, J.C. High performance fiber reinforced concrete: Progress in knowledge and design codes. Mater. Struct. 2009, 42, 1247–1260. [Google Scholar] [CrossRef]
- Bandelt, M.J.; Billington, S.L. Bond behavior of steel reinforcement in high-performance fiber-reinforced cementitious composite flexural members. Mater. Struct. 2016, 49, 71–86. [Google Scholar] [CrossRef]
- Aydın, S.; Baradan, B. The effect of fiber properties on high performance alkali-activated slag/silica fume mortars. Compos. Part B Eng. 2013, 45, 63–69. [Google Scholar] [CrossRef]
- Morsy, A.M.; Abd Elmoaty, M.; Harraz, A.B. Predicting mechanical properties of Engineering Cementitious Composite reinforced with PVA using artificial neural network. Case Stud. Constr. Mater. 2022, 16, e00998. [Google Scholar] [CrossRef]
- Çelik, A.İ.; Özkılıç, Y.O.; Zeybek, Ö.; Özdöner, N.; Tayeh, B.A. Performance assessment of fiber-reinforced concrete produced with waste lathe fibers. Sustainability 2022, 14, 11817. [Google Scholar] [CrossRef]
- Zeybek, Ö.; Özkılıç, Y.O.; Çelik, A.İ.; Deifalla, A.F.; Ahmad, M.; Sabri Sabri, M.M. Performance evaluation of fiber-reinforced concrete produced with steel fibers extracted from waste tire. Front. Mater. 2022, 9, 692. [Google Scholar] [CrossRef]
- Arisoy, B.; Wu, H.-C. Material characteristics of high performance lightweight concrete reinforced with PVA. Constr. Build. Mater. 2008, 22, 635–645. [Google Scholar] [CrossRef]
- Dvorkin, L.; Dvorkin, O. Basics of Concrete Science; Stroi-Beton: St-Petersburg, Russia, 2006; p. 200. [Google Scholar]
- Biolzi, L.; Cattaneo, S.; Mola, F. Bending-shear response of self-consolidating and high-performance reinforced concrete beams. Eng. Struct. 2014, 59, 399–410. [Google Scholar] [CrossRef]
- Gyawali, T.R. Investigation on Mixing Process for the Development of High Ductile Mortar Containing Thin and Short Fibers. Int. J. Mater. Eng. 2019, 9, 8–15. [Google Scholar]
- Şahmaran, M.; Li, V.C. Durability properties of micro-cracked ECC containing high volumes fly ash. Cem. Concr. Res. 2009, 39, 1033–1043. [Google Scholar] [CrossRef]
- Suryanto, B.; Wilson, S.A.; McCarter, W.J.; Chrisp, T.M. Self-healing performance of engineered cementitious composites under natural environmental exposure. Adv. Cem. Res. 2016, 28, 211–220. [Google Scholar] [CrossRef]
- Yildirim, G.; Sahmaran, M.; Balcikanli, M.; Ozbay, E.; Lachemi, M. Influence of cracking and healing on the gas permeability of cementitious composites. Constr. Build. Mater. 2015, 85, 217–226. [Google Scholar] [CrossRef]
- Victor, C.; Tetsushi, K. Engineered cementitious composites for structural applications. J. Mater. Civ. Eng. 1998, 10, 66–69. [Google Scholar]
- Fischer, G.; Shuxin, W. Design of engineered cementitious composites (ECC) for processing and workability requirements. In Brittle Matrix Composites 7; Elsevier: Amsterdam, The Netherlands, 2003; pp. 29–36. [Google Scholar]
- Şahmaran, M.; Özbay, E.; Yücel, H.E.; Lachemi, M.; Li, V.C. Frost resistance and microstructure of Engineered Cementitious Composites: Influence of fly ash and micro poly-vinyl-alcohol fiber. Cem. Concr. Compos. 2012, 34, 156–165. [Google Scholar] [CrossRef]
- Sahmaran, M.; Lachemi, M.; Hossain, K.M.; Ranade, R.; Li, V.C. Influence of aggregate type and size on ductility and mechanical properties of engineered cementitious composites. ACI Mater. J. 2009, 106, 308. [Google Scholar]
- Sasmal, S.; Avinash, G. Investigations on mechanical performance of cementitious composites micro-engineered with poly vinyl alcohol fibers. Constr. Build. Mater. 2016, 128, 136–147. [Google Scholar] [CrossRef]
- Maalej, M.; Quek, S.; Ahmed, S.; Zhang, J.; Lin, V.; Leong, K. Review of potential structural applications of hybrid fiber Engineered Cementitious Composites. Constr. Build. Mater. 2012, 36, 216–227. [Google Scholar] [CrossRef]
- Banthia, N.; Gupta, R. Hybrid fiber reinforced concrete (HyFRC): Fiber synergy in high strength matrices. Mater. Struct. 2004, 37, 707–716. [Google Scholar] [CrossRef]
- Zhou, J.; Qian, S.; Ye, G.; Copuroglu, O.; van Breugel, K.; Li, V.C. Improved fiber distribution and mechanical properties of engineered cementitious composites by adjusting the mixing sequence. Cem. Concr. Compos. 2012, 34, 342–348. [Google Scholar] [CrossRef]
- Etman, Z.A.; Saafan, M.A.A.; Rokbah, S.A.G. Mechanical Properties of Engineered Cementitious Composite Materials Using Different Types of Fibers. ERJ Eng. Res. J. 2021, 44, 433–446. [Google Scholar] [CrossRef]
- Wang, S. Micromechanics Based Matrix Design for Engineered Cementitious Composites. Ph.D. Thesis, University of Michigan, Ann Arbor, MI, USA, 2005. [Google Scholar]
- Yang, E.-H. Designing Added Functions in Engineered Cementitious Composites. Ph.D. Thesis, University of Michigan, Ann Arbor, MI, USA, 2008. [Google Scholar]
- Li, V.C. On engineered cementitious composites (ECC) a review of the material and its applications. J. Adv. Concr. Technol. 2003, 1, 215–230. [Google Scholar] [CrossRef] [Green Version]
- Minard, A. Bendable Concrete Heals Itself-Just Add Water. National Geographic News. National Geographic. 2009. Available online: http://news.nationalgeographic.com/news/2009/5/090505-self-healingconcrete.html (accessed on 1 October 2022).
- Rokugo, K.; Kunieda, M.; Miyazato, S. Structural applications of HPFRCC in Japan. In Measuring, Monitoring and Modeling Concrete Properties; Springer: Berlin/Heidelberg, Germany, 2006; pp. 17–23. [Google Scholar]
- McDonnell, C.; Hayes, S.; Potluri, P. Investigation into the tensile properties of ISO-401 double-thread chain-stitched glass-fibre composites. Int. J. Lightweight Mater. Manuf. 2021, 4, 203–209. [Google Scholar] [CrossRef]
- European Committee for Standardization. Methods of Testing Cement—Part 1: Determination of Strength; European Committee for Standardization: Brussels, Belgium, 2005; Volume 169, p. 36. [Google Scholar]
- Felekoglu, B.; Tosun-Felekoglu, K.; Ranade, R.; Zhang, Q.; Li, V.C. Influence of matrix flowability, fiber mixing procedure, and curing conditions on the mechanical performance of HTPP-ECC. Compos. Part B Eng. 2014, 60, 359–370. [Google Scholar] [CrossRef]
- Li, V.C. Engineered Cementitious Composites (ECC): Bendable Concrete for Sustainable and Resilient Infrastructure; Springer: Berlin/Heidelberg, Germany, 2019. [Google Scholar]
- Kamal, M.; Khan, S.W.; Shahzada, K.; Alam, M. Experimental investigation of the mechanical properties of Engineered Cementitious Composites (ECC). Int. J. Adv. Struct. Geotech. Eng. 2016, 5, 40–45. [Google Scholar]
- Wang, Y.; Liu, F.; Yu, J.; Dong, F.; Ye, J. Effect of polyethylene fiber content on physical and mechanical properties of engineered cementitious composites. Constr. Build. Mater. 2020, 251, 118917. [Google Scholar] [CrossRef]
- Sohawon, H. Engineered Cementitious Composites (ECC) as a Repair Mortar. Bachelor’s Thesis, University of Cape Town, Cape Town, South Africa, 2015. [Google Scholar]
- Li, V.C. Engineered cementitious composites (ECC) material, structural, and durability performance. In Concrete Construction Engineering Handbook; Nawy, E., Ed.; CRC Press: Boca Raton, FL, USA, 2008. [Google Scholar]
- Mayhoub, O.A.; Abadel, A.A.; Alharbi, Y.R.; Nehdi, M.L.; de Azevedo, A.R.; Kohail, M. Effect of polymers on behavior of ultra-high-strength concrete. Polymers 2022, 14, 2585. [Google Scholar] [CrossRef]
- Joohari, I.; Ishak, N.F.; Amin, N.M. Mechanical properties of lightweight concrete using recycled cement-sand brick as coarse aggregates replacement. In Proceedings of the E3S Web of Conferences, International Conference on Civil and Environmental Engineering (CENVIRON 2017), Penang, Malaysia, 28–29 November 2017; p. 01029. [Google Scholar]
- Zhang, D.; Yu, J.; Wu, H.; Jaworska, B.; Ellis, B.R.; Li, V.C. Discontinuous micro-fibers as intrinsic reinforcement for ductile Engineered Cementitious Composites (ECC). Compos. Part B Eng. 2020, 184, 107741. [Google Scholar] [CrossRef]
- Nili, M.; Afroughsabet, V. The effects of silica fume and polypropylene fibers on the impact resistance and mechanical properties of concrete. Constr. Build. Mater. 2010, 24, 927–933. [Google Scholar] [CrossRef]
- Mohseni, E.; Khotbehsara, M.; Naseri, F.; Monazami, M.; Sarker, P. Polypropylene fibre reinforced cement mortars containing rice husk ash and nano-alumina. Constr. Build. Mater. 2016, 111, 429–439. [Google Scholar] [CrossRef]
- Singh, M.; Saini, B.; Chalak, H. Performance and composition analysis of engineered cementitious composite (ECC)—A review. J. Build. Eng. 2019, 26, 100851. [Google Scholar] [CrossRef]
- Safan, M.A.; Etman, Z.A.; Rokbah, S.A. Properties and Performance of Engineered Cementitious Composites. Al-Azhar Univ. Civ. Eng. Res. Mag. 2017, 39, 1. [Google Scholar]
- Yu, K.-Q.; Dai, J.-G.; Lu, Z.-D.; Leung, C.K. Mechanical properties of engineered cementitious composites subjected to elevated temperatures. J. Mater. Civ. Eng. 2015, 27, 04014268. [Google Scholar] [CrossRef]
- Khan, S.; Khan, R.A.; Khan, A.R.; Islam, M.; Nayal, S. Mechanical properties of Polypropylene Fibre reinforced concrete for M 25 & M 30 mixes: A Comparative study. Int. J. Sci. Eng. Appl. Sci. 2015, 1, 6. [Google Scholar]
- Eldho, A.T.; Sasi, D. Determination of Relationship between Mechanical Properties of Engineered Cementitious Composites. Int. J. Innov. Sci. Eng. Technol. 2016, 3, 8. [Google Scholar]
- Babaie, R.; Abolfazli, M.; Fahimifar, A. Mechanical properties of steel and polymer fiber reinforced concrete. J. Mech. Behav. Mater. 2019, 28, 119–134. [Google Scholar] [CrossRef]
- Ruben, N.; Venkatesh, C.; Durga, C.S.S.; Chand, M.S.R. Comprehensive study on performance of glass fibers-based concrete. Innov. Infrastruct. Solut. 2021, 6, 112. [Google Scholar] [CrossRef]
- Lee, S.W.; Oh, C.L.; Zain, M.R.M. Evaluation of the design mix proportion on mechanical properties of engineered cementitious composites. Key Eng. Mater. 2018, 775, 589–595. [Google Scholar]
- Parashar, A.K.; Gupta, A. Investigation of the effect of bagasse ash, hooked steel fibers and glass fibers on the mechanical properties of concrete. Mater. Today Proc. 2021, 44, 801–807. [Google Scholar] [CrossRef]
- Kushartomo, W.; Ivan, R. Effect of Glass Fiber on Compressive, Flexural and spliting strength of reactive powder concrete. In Proceedings of the MATEC Web of Conferences, the 6th International Conference of Euro Asia Civil Engineering Forum (EACEF 2017), Seoul, Republic of Korea, 22–25 August 2017; p. 03010. [Google Scholar]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Compound | Cement | Class-F Fly Ash | Silica Sand |
|---|---|---|---|
| Chemical Properties | |||
| Silicon dioxide, SiO2 (%) | 21.30 | 63.10 | 99.79 |
| Aluminum oxide, Al2O3 (%) | 3.94 | 26.54 | 0.14 |
| Ferric oxide, Fe2O3 (%) | 3.80 | 5.40 | 0.016 |
| Calcium oxide, CaO (%) | 62.67 | 2.33 | 0.01 |
| Sodium oxide, Na2O (%) | 0.44 | 0.85 | 0.01 |
| Potassium Oxide, K2O (%) | 0.39 | 0.52 | 0.04 |
| Magnesium oxide, MgO (%) | 1.90 | 0.00 | 0.01 |
| Loss on ignition, LOI | 3.04 | 0.80 | 0.00 |
| Physical properties | |||
| Specific gravity (g/cm3) | 3.01–3.15 | 2.51–2.57 | 2.60 |
| Blaine surface area (cm2/gm) | 3050 | 3570 | - |
| Fiber Type | Diameter (µm) | Length (mm) | Aspect Ratio (-) | Density (kg/m3) | Ultimate Tensile Strength (N/mm2) | Elongation (%) | Elastic Modulus n (GPa) | |
|---|---|---|---|---|---|---|---|---|
| Lightweight fiber | Polypropylene fiber (PP) | 18 | 15 ± 2 | 833.00 | 910 | 350–700 | >80% | 4.3 |
| Polyolefin fiber (PO) | 900 | 48 | 53.33 | 900 | ≥500 | 15% | 2.64 | |
| Glass fiber (G.F) | 12,000 | 18 | 1.50 | 2440 | 466 | 10% | - | |
| Heavyweight fiber | Corrugated steel fiber (C.S.F) | 900 ± 50 | 60 ± 3 | 66.66 | 7810 | 1000 | - | 200 |
| Mixture id | Cement | Fly Ash | Sand | Water | HRWR | PP | PO | C.S.F | G.F | ||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Mixtures reinforced with single fiber | Mixture 1 | 2% PP | 578 | 693.5 | 462.25 | 323.5 | 5.00 | 2.0 | - | - | - |
| Mixture 2 | 4% PP | 578 | 693.5 | 411.45 | 323.5 | 4.0 | - | - | - | ||
| Mixture 3 | 6% PP | 578 | 693.5 | 360.65 | 323.5 | 6.50 | 6.0 | - | - | - | |
| Mixture 4 | 2% PO | 578 | 693.5 | 462.25 | 323.5 | 4.00 | - | 2.0 | - | - | |
| Mixture 5 | 4% PO | 578 | 693.5 | 411.45 | 323.5 | - | 4.0 | - | - | ||
| Mixture 6 | 6% PO | 578 | 693.5 | 360.65 | 323.5 | - | 6.0 | - | - | ||
| Mixture 7 | 2% C.S.F | 578 | 693.5 | 462.25 | 323.5 | 3.00 | - | - | 2.0 | - | |
| Mixture 8 | 4% C.S.F | 578 | 693.5 | 411.45 | 323.5 | 3.50 | - | - | 4.0 | - | |
| Mixture 9 | 2% G.F | 578 | 693.5 | 462.25 | 323.5 | 8.00 | - | - | - | 2.0 | |
| Mixture 10 | 4% G.F | 578 | 693.5 | 411.45 | 323.5 | 10.00 | - | - | - | 4.0 | |
| Mixtures reinforced with hybrid fiber | Mixture 11 | 2% PP &2% PO | 578 | 693.5 | 411.45 | 323.5 | 6.00 | 2.0 | 2.0 | - | - |
| Mixture 12 | 2% PP &1% PO | 578 | 693.5 | 386.05 | 323.5 | 2.0 | 1.0 | - | - | ||
| Mixture 13 | 1% PP &2% PO | 578 | 693.5 | 386.05 | 323.5 | 1.0 | 2.0 | - | - | ||
| Mixture 14 | 4% C.S.F &2% PP | 578 | 693.5 | 309.85 | 323.5 | 6.00 | 2.0 | - | 4.0 | - | |
| Mixture 15 | 2% C.S.F &2% PP | 578 | 693.5 | 411.45 | 323.5 | 2.0 | - | 2.0 | - | ||
| Type of Fiber | Volume Fraction | Crack | Mixture Type | ||
|---|---|---|---|---|---|
| Crack Pattern | Crack Type | ||||
| Polypropylene | 2% |  | Single crack | FRC | 14 |
| 4% |  | Multiple cracks | ECC | 28 | |
| 6% | 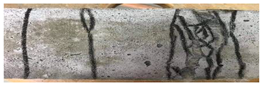 | Multiple cracks | ECC | 42 | |
| Polyolefin | 2% |  | Single crack | FRC | 13 |
| 4% |  | Multiple cracks | ECC | 26 | |
| 6% |  | Multiple cracks | ECC | 39 | |
| Glass fiber | 2% |  | Single crack | FRC | 9.32 |
| 4% |  | Single crack | FRC | 18.64 | |
| Corrugated steel fiber | 2% |  | Single crack | FRC | 20.00 |
| 4% |  | Single crack | FRC | 40.00 | |
| Type of Fiber/Volume Fraction | Crack | Mixture Type | ||||
|---|---|---|---|---|---|---|
| Crack Pattern | Crack Type | |||||
| PP | PO | C.S. F | ||||
| 2% | 2% | - | 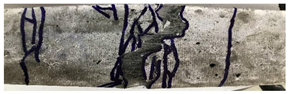 | Multiple cracks | ECC | 27 |
| 2% | 1% | - |  | Multiple cracks | ECC | 20.5 |
| 1% | 2% | - |  | Multiple cracks | ECC | 20 |
| 2% | - | 4% |  | Single crack | FRC | 54.00 |
| 2% | - | 2% |  | Single crack | FRC | 34.00 |
| Fiber Type | Fiber Volume Fraction (%) | Compressive Strength (MPa) | Splitting Tensile Strength (MPa) | Flexural Strength (MPa) | |||||
|---|---|---|---|---|---|---|---|---|---|
| PP | PO | G.F | C.S.F | 7-Days Curing | 28-Days Curing | 28-Days Curing | 7-Days Curing | 28-Days Curing | |
| Single fiber | 2% | - | - | - | 40.83 | 52.88 | 4.14 | 4.16 | 5.13 |
| 4% | - | - | - | 36.90 | 48.30 | 6.08 | 6.08 | 6.98 | |
| 6% | - | - | - | 35.75 | 46.20 | 6.81 | 7.07 | 8.48 | |
| - | 2% | - | - | 47.60 | 62.55 | 4.50 | 4.50 | 5.48 | |
| - | 4% | - | - | 42.10 | 54.90 | 6.22 | 6.22 | 7.49 | |
| - | 6% | - | - | 41.15 | 50.20 | 7.07 | 6.81 | 8.20 | |
| - | - | 2% | - | 40.10 | 52.00 | 4.70 | 5.92 | 6.75 | |
| - | - | 4% | - | 34.00 | 45.00 | 6.00 | 8.07 | 9.54 | |
| - | - | - | 2% | 48.20 | 72.00 | 8.10 | 8.35 | 9.27 | |
| - | - | - | 4% | 55.00 | 89.00 | 11.85 | 12.15 | 14.85 | |
| Hybrid fiber | 2% | 2% | - | - | 44.00 | 61.30 | 7.80 | 8.13 | 9.72 |
| 2% | 1% | - | - | 37.70 | 49.00 | 7.00 | 7.31 | 8.29 | |
| 1% | 2% | - | - | 40.00 | 52.80 | 7.20 | 8.10 | 8.25 | |
| 2% | - | - | 4% | 40.55 | 43.33 | 12.86 | 13.10 | 15.53 | |
| 2% | - | - | 2% | 47.20 | 54.30 | 10.19 | 10.70 | 12.23 | |
| Fiber Type | |||||
|---|---|---|---|---|---|
| PP | PO | G.F | C.S.F | ||
| Fiber volume fraction | 2% | 0.569 | 0.569 | 0.652 | 0.955 |
| 4% | 0.875 | 0.840 | 0.894 | 1.256 | |
| 6% | 1.002 | 0.998 | |||
| Fiber | Compressive Strength (MPa) | Tensile Strength (MPa) | Predicted Tensile Strength Using α (MPa) | Error (%) | Ref. |
|---|---|---|---|---|---|
| PP 2% | 48.64 | 4.45 | 4.00 | 11.25 | [65] |
| 29.00 | 3.18 | 3.06 | 3.78 | [66] | |
| 36.00 | 3.32 | 3.414 | 2.83 | ||
| PO 2% | 39.29 | 4.48 | 4.96 | 10.71 | [67] |
| PO 4% | 120 | 8.32 | 9.20 | 10.75 | [68] |
| G.F 2% | 62.00 | 6.32 | 5.13 | 1.60 | [69] |
| C.S.F 2% | 48.90 | 6.92 | 6.67 | 3.75 | [55] |
| Fiber Type | |||||
|---|---|---|---|---|---|
| PP | PO | G. F | C.S.F | ||
| Fiber volume fraction | 2% | 0.705 | 0.69 | 0.94 | 1.09 |
| 4% | 1.004 | 1.01 | 1.42 | 1.57 | |
| 6% | 1.250 | 1.16 | |||
| Fiber | Compressive Strength (MPa) | Flexural Strength (MPa) | Predicted Flexural Strength (MPa) | Error (%) | Ref. |
|---|---|---|---|---|---|
| PP2% | 44.59 | 4.48 | 4.74 | 5.80 | [70] |
| 33.90 | 4.26 | 4.10 | 3.90 | [67] | |
| PP 4% | 39.60 | 7.00 | 6.90 | 1.40 | [67] |
| PO 2% | 42.60 | 5.20 | 4.50 | 15.55 | [67] |
| G.F 2% | 53.70 | 6.98 | 6.90 | 1.15 | [71] |
| 60.00 | 6.70 | 7.28 | 8.65 | [69] | |
| 123 | 10.35 | 10.4 | 0.48 | [72] |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Abd Elmoaty, A.E.M.; Morsy, A.M.; Harraz, A.B. Effect of Fiber Type and Volume Fraction on Fiber Reinforced Concrete and Engineered Cementitious Composite Mechanical Properties. Buildings 2022, 12, 2108. https://doi.org/10.3390/buildings12122108
Abd Elmoaty AEM, Morsy AM, Harraz AB. Effect of Fiber Type and Volume Fraction on Fiber Reinforced Concrete and Engineered Cementitious Composite Mechanical Properties. Buildings. 2022; 12(12):2108. https://doi.org/10.3390/buildings12122108
Chicago/Turabian StyleAbd Elmoaty, Abd Elmoaty M., Alaa M. Morsy, and Abdelrhman B. Harraz. 2022. "Effect of Fiber Type and Volume Fraction on Fiber Reinforced Concrete and Engineered Cementitious Composite Mechanical Properties" Buildings 12, no. 12: 2108. https://doi.org/10.3390/buildings12122108