
Hybrid Nucleation Acceleration Method with Calcium Carbonate and Calcium Silicate Hydrate for Fast-Track Construction



Abstract
:1. Introduction
2. Materials and Methods
2.1. Raw Materials
2.2. Mix Proportioning and Sample Preparation
3. Results and Discussion
3.1. The Effect of Limestone Powder
3.2. The Effect of Conventional Admixture and C-S-H Nucleation Seeding Agent
3.3. The Effect of Hybrid Nucleation Acceleration
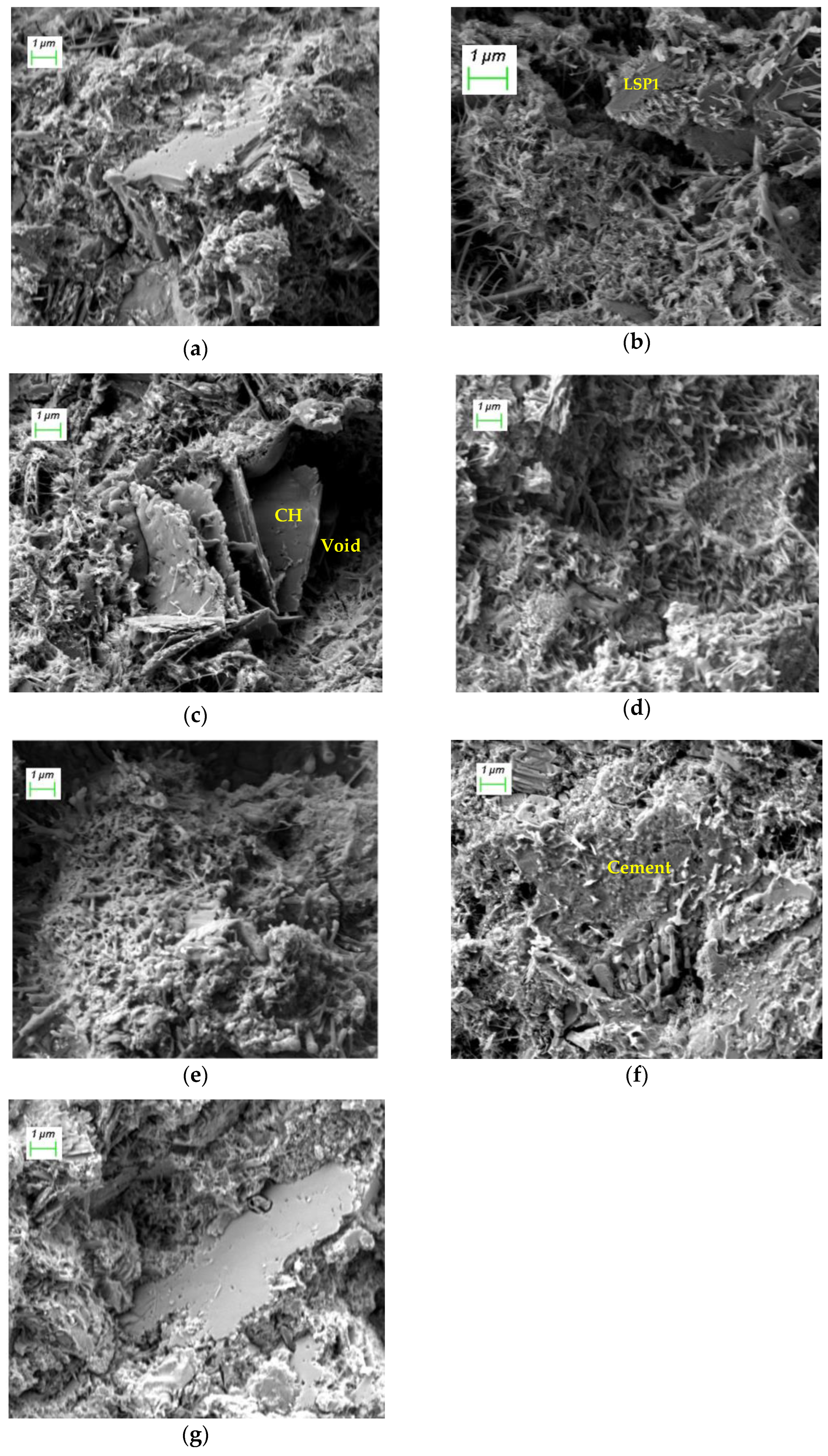
3.4. Surface Morphology Study with FESEM
3.5. Heat Release
3.6. Application of HNAC in Building Construction
3.7. Application of CEM as a Repair Material
4. Conclusions
- Fine limestone powder enhances cement hydration more effectively than coarse limestone powder. Substituting 20% fine limestone powder for OPC in mortar resulted in a 6 h strength of 13.5 MPa, whereas using coarse limestone powder achieved only 3.5 MPa within the same time frame. Mortar containing a 2% C-S-H nucleation seeding agent achieved strength of 16 MPa at 6 h, surpassing the CN-based mortar, with 4.3 MPa. A synergistic combination of 20% fine limestone powder and 2% C-S-H nucleation seeding agent reached an impressive 6 h early strength of 19 MPa.
- The surface morphology observation of samples produced with the hybrid nucleation acceleration method revealed the formation of a dense mesh of C-S-H network within the paste, contributing to enhanced mechanical performance.
- By incorporating a 2% C-S-H nucleation agent and 20% fine limestone powder in the mixture, the peak of heat release was observed to shift 160 min earlier compared to the OPC reference mix, indicating an accelerated hydration process.
- HNAC achieved 20 MPa and 27 MPa strengths within 6 and 8 h, respectively. The 28-day strength of the concrete surpassed 70 MPa, which means that it can be used as high-strength concrete. These findings are expected to yield cost savings in precast and in-situ construction projects by reducing mold and formwork turnover times.
- CEM repair material derived from HNAC attained a compressive strength of 25 MPa within 8 h, making it suitable for structural applications. The MOR of the CEM was 7.31 MPa at 8 h and increased to 17.27 MPa at 28 days. Thus, the m/c ratio for the CEM was 0.27 at 8 h and 0.24 at 28 days, demonstrating its superior resistance to cracking.
- The MOE of the CEM was 40.5 GPa, comparable to normal to high-strength concrete and similar to other repair materials such as MP, CSA, and CAC concretes. In contrast, the air-dried drying shrinkage of the CEM was measured at −770 με, which was slightly higher than that of typical concrete. However, it is within the −1500 με limit given by ASTM C928.
- Overall, the HNAC and CEM developed with the hybrid nucleation acceleration method allow high early and long-term strength to be attained for fast-track construction, with potential cost savings and superior resistance to cracking.
- The current research mainly focused on investigating the impact of the hybrid nucleation acceleration method on OPC binder within the temperature range of 24 °C to 30 °C. In the future, research could explore the effect of the hybrid nucleation acceleration method across a wider temperature range (−20 °C to 40 °C) and its compatibility with other supplementary cementitious materials. These efforts aim to enhance understanding and have the potential to expedite project timelines in the repair and construction industry.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- BS EN 1992-1-1; Eurocode 2: Design of Concrete Structures Part 1-1: General Rules and Rules for Buildings. British Standards Institution: London, UK, 2014; p. 230.
- Lee, C.; Lee, S.; Nguyen, N. Modeling of Compressive Strength Development of High-Early-Strength-Concrete at Different Curing Temperatures. Int. J. Concr. Struct. Mater. 2016, 10, 205–219. [Google Scholar] [CrossRef]
- Buildings Department. Code of Practice for Precast Concrete Construction; Buildings Department: Hong Kong, China, 2016; p. 85. [Google Scholar]
- Duan, Y.; Wang, Q.; Yang, Z.; Cui, X.; Liu, F.; Chen, H. Research on the effect of steam curing temperature and duration on the strength of manufactured sand concrete and strength estimation model considering thermal damage. Constr. Build. Mater. 2022, 315, 125531. [Google Scholar] [CrossRef]
- Zhou, Y.; Zhan, Y.; Zhu, M.; Wang, S.; Liu, J.; Ning, N. A Review of the Effects of Raw Material Compositions and Steam Curing Regimes on the Performance and Microstructure of Precast Concrete. Materials 2022, 15, 2859. [Google Scholar] [CrossRef]
- Wang, J.; Xiang, Y.; Li, Y.; Dong, R.; Xiao, Q.; Cai, Y.; Ren, X.; Long, G. A comparative study on the properties and environmental impact of mortar with the different paste-to-aggregate ratios under direct electrical and steam curing. J. Build. Eng. 2023, 66, 105918. [Google Scholar] [CrossRef]
- The Concrete Centre. Concrete Quaterly—Special Issue No.01, Tall Buildings MPA; The Concrete Centre: London, UK, 2015. [Google Scholar]
- Shehab, H.; Eisa, A.; Wahba, A.M.; Sabol, P.; Katunský, D. Strengthening of Reinforced Concrete Columns Using Ultra-High Performance Fiber-Reinforced Concrete Jacket. Buildings 2023, 13, 2036. [Google Scholar] [CrossRef]
- Karadumpa, C.S.; Pancharathi, R.K. Developing a novel mix design methodology for slow hardening composite cement concretes through packing density approach. Constr. Build. Mater. 2021, 303, 124391. [Google Scholar] [CrossRef]
- Bentz, D.P.; Ardani, A.; Barrett, T.; Jones, S.Z.; Lootens, D.; Peltz, M.A.; Sato, T.; Stutzman, P.E.; Tanesi, J.; Weiss, W.J. Multi-scale investigation of the performance of limestone in concrete. Constr. Build. Mater. 2015, 75, 1–10. [Google Scholar] [CrossRef]
- Galan, I.; Briendl, L.; Thumann, M.; Steindl, F.; Röck, R.; Kusterle, W.; Mittermayr, F. Filler Effect in Shotcrete. Materials 2019, 12, 3221. [Google Scholar] [CrossRef]
- Rode, S.; Oyabu, N.; Kobayashi, K.; Yamada, H.; Kühnle, A. True Atomic-Resolution Imaging of (10) Calcite in Aqueous Solution by Frequency Modulation Atomic Force Microscopy. Langmuir 2009, 25, 2850–2853. [Google Scholar] [CrossRef]
- Imoto, H.; Ohta, A.; Feng, Q.; Nicoleau, L. Effect of a Calcium Silicate Hydrate-Type Accelerator on the Hydration and the Early Strength Development of Concrete Cured at 5 or at 20 Degrees Centigrade. In Proceedings of the Third International Conference on Sustainable Construction Materials and Technologies, Kyoto, Japan, 18–22 August 2013; p. 9. [Google Scholar]
- Cuesta, A.; Morales-Cantero, A.; De la Torre, A.G.; Aranda, M.A.G. Recent Advances in C-S-H Nucleation Seeding for Improving Cement Performances. Materials 2023, 16, 1462. [Google Scholar] [CrossRef]
- Artioli, G.; Valentini, L.; Dalconi, M.C.; Parisatto, M.; Voltolini, M.; Russo, V.; Ferrari, G. Imaging of nano-seeded nucleation in cement pastes by X-ray diffraction tomography. Int. J. Mater. Res. 2014, 105, 628–631. [Google Scholar] [CrossRef]
- Zhao, D.; Khoshnazar, R. Hydration and microstructural development of calcined clay cement paste in the presence of calcium-silicate-hydrate (C–S–H) seed. Cem. Concr. Compos. 2021, 122, 104162. [Google Scholar] [CrossRef]
- Valentini, L.; Ferrari, G.; Russo, V.; Štefančič, M.; Zalar Serjun, V.; Artioli, G. Use of nanocomposites as permeability reducing admixtures. J. Am. Ceram. Soc. 2018, 101, 4275–4284. [Google Scholar] [CrossRef]
- BS EN 12390-3; Testing Hardened Concrete—Compressive Strength of Test Specimens. British Standards Institution: London, UK, 2019.
- Ghorbel, E.; Wardeh, G.; Gomart, H.; Matar, P. Formulation parameters effects on the performances of concrete equivalent mortars incorporating different ratios of recycled sand. J. Build. Phys. 2020, 43, 545–572. [Google Scholar] [CrossRef]
- Vance, K.; Aguayo, M.; Oey, T.; Sant, G.; Neithalath, N. Hydration and strength development in ternary portland cement blends containing limestone and fly ash or metakaolin. Cem. Concr. Compos. 2013, 39, 93–103. [Google Scholar] [CrossRef]
- Briki, Y.; Zajac, M.; Haha, M.B.; Scrivener, K. Impact of limestone fineness on cement hydration at early age. Cem. Concr. Res. 2021, 147, 106515. [Google Scholar] [CrossRef]
- Berodier, E.; Scrivener, K. Understanding the Filler Effect on the Nucleation and Growth of C-S-H. J. Am. Ceram. Soc. 2014, 97, 3764–3773. [Google Scholar] [CrossRef]
- Cao, M.; Ming, X.; He, K.; Li, L.; Shen, S. Effect of Macro-, Micro- and Nano-Calcium Carbonate on Properties of Cementitious Composites—A Review. Materials 2019, 12, 781. [Google Scholar] [CrossRef]
- Bosiljkov, V.B. SCC mixes with poorly graded aggregate and high volume of limestone filler. Cem. Concr. Res. 2003, 33, 1279–1286. [Google Scholar] [CrossRef]
- Kičaitė, A.; Pundienė, I.; Skripkiūnas, G. The influence of calcium nitrate on setting and hardening rate of Portland cement concrete at different temperatures. IOP Conf. Ser. Mater. Sci. Eng. 2017, 251, 012017. [Google Scholar] [CrossRef]
- Bost, P.; Regnier, M.; Horgnies, M. Comparison of the accelerating effect of various additions on the early hydration of Portland cement. Constr. Build. Mater. 2016, 113, 290–296. [Google Scholar] [CrossRef]
- Thomas, J.J.; Jennings, H.M.; Chen, J.J. Influence of Nucleation Seeding on the Hydration Mechanisms of Tricalcium Silicate and Cement. J. Phys. Chem. C 2009, 113, 4327–4334. [Google Scholar] [CrossRef]
- Liu, H.; Luo, G.; Wei, H.; Yu, H. Strength, Permeability, and Freeze-Thaw Durability of Pervious Concrete with Different Aggregate Sizes, Porosities, and Water-Binder Ratios. Appl. Sci. 2018, 8, 1217. [Google Scholar] [CrossRef]
- Franus, W.; Panek, R.; Wdowin, M. SEM Investigation of Microstructures in Hydration Products of Portland Cement. In Proceedings of the 2nd International Multidisciplinary Microscopy and Microanalysis Congress, Oludeniz, Turkey, 16–19 October 2014; pp. 105–112. [Google Scholar]
- Szostak, B.; Golewski, G.L. Effect of Nano Admixture of CSH on Selected Strength Parameters of Concrete Including Fly Ash. IOP Conf. Ser. Mater. Sci. Eng. 2018, 416, 012105. [Google Scholar] [CrossRef]
- Ghosh, D.; Abd-Elssamd, A.; Ma, Z.J.; Hun, D. Development of high-early-strength fiber-reinforced self-compacting concrete. Constr. Build. Mater. 2021, 266, 121051. [Google Scholar] [CrossRef]
- Ghafoori, N.; Tays, M.W. Resistance to wear of fast-track Portland cement concrete. Constr. Build. Mater. 2010, 24, 1424–1431. [Google Scholar] [CrossRef]
- Rajesh, C.; Kumar, G.R. A new shear test setup for determining shear strength of normal and high strength concrete. Structures 2023, 54, 1046–1057. [Google Scholar] [CrossRef]
- Texas Department of Transportation. Departmental Materials Specification DMS-4655; Texas Department of Transportation: Austin, TX, USA, 2017; p. 7. [Google Scholar]
- Teo, D.C.L.; Lee, T. The effect of aggregate condition during mixing on the mechanical properties of oil palm shell (OPS) concrete. MATEC Web Conf. 2017, 87, 01019. [Google Scholar]
- Zhi, C.; Sili, C.; Yuwan, Z.; Chengyu, Z.; Tiantian, M.; Shuangshuang, J.; Liwen, L.; Guiquan, H. Effect of incorporation of rice husk ash and iron ore tailings on properties of concrete. Constr. Build. Mater. 2022, 338, 127584. [Google Scholar]
- Jonalagadda, K.B.; Jagarapu, D.C.K.; Eluru, A. Experimental study on mechanical properties of supplementary cementitious materials. Mater. Today Proc. 2020, 27, 1099–1103. [Google Scholar] [CrossRef]
- Fang, M.; Chen, Y.; Deng, Y.; Wang, Z.; Zhu, M. Toughness improvement mechanism and evaluation of cement concrete for road pavement: A review. J. Road Eng. 2023, 3, 125–140. [Google Scholar] [CrossRef]
- Shi, C.; Wang, P.; Ma, C.; Zou, X.; Yang, L. Effects of SAE and SBR on properties of rapid hardening repair mortar. J. Build. Eng. 2021, 35, 102000. [Google Scholar] [CrossRef]
- Aminul Haque, M.; Chen, B.; Riaz Ahmad, M.; Farasat ali Shah, S. Mechanical strength and flexural parameters analysis of micro-steel, polyvinyl and basalt fibre reinforced magnesium phosphate cement mortars. Constr. Build. Mater. 2020, 235, 117447. [Google Scholar] [CrossRef]
- Cheng, J.; Shi, X.; Xu, L.; Zhang, P.; Zhu, Z.; Lu, S.; Yan, L. Investigation of the effects of styrene acrylate emulsion and vinyl acetate ethylene copolymer emulsion on the performance and microstructure of mortar. J. Build. Eng. 2023, 75, 106965. [Google Scholar] [CrossRef]
- Chen, X.; Xiao, X.; Wu, Q.; Cheng, Z.; Xu, X.; Cheng, S.; Zhao, R. Effect of magnesium phosphate cement on the mechanical properties and microstructure of recycled aggregate and recycled aggregate concrete. J. Build. Eng. 2022, 46, 103611. [Google Scholar] [CrossRef]
- Jiang, Z.; Zhang, L.; Geng, T.; Lai, Y.; Zheng, W.; Huang, M. Study on the Compressive Properties of Magnesium Phosphate Cement Mixing with Eco-Friendly Coir Fiber Considering Fiber Length. Materials 2020, 13, 3194. [Google Scholar] [CrossRef]
- Afroughsabet, V.; Biolzi, L.; Cattaneo, S. Evaluation of Engineering Properties of Calcium Sulfoaluminate Cement-based Concretes Reinforced with Different Types of Fibers. Materials 2019, 12, 2151. [Google Scholar] [CrossRef]
- Rasekhi Sahneh, A.R.; Dashti Rahmatabadi, M.A.; Madani, H.; Dehghan Manshadi, H. A Comprehensive Investigation on the Influence of Zeolite, Pumice, and Limestone Powder on the Characteristics of Eco-Friendly Calcium Aluminate Cement Mixes. Adv. Mater. Sci. Eng. 2023, 2023, 1–17. [Google Scholar] [CrossRef]
- Kiani, B.; Liang, R.Y.; Gross, J. Material selection for repair of structural concrete using VIKOR method. Case Stud. Constr. Mater. 2018, 8, 489–497. [Google Scholar] [CrossRef]
- ACI 364.5T-10; Importance of Modulus of Elasticity in Surface Repair Materials. ACI Committee 364; ACI: Farmington Hills, MI, USA, 2010; p. 3.
- Emmons, P.; Vaysburd, A. Compatibility considerations for durable concrete repairs. Transp. Res. Rec. 1993, 1382, 13. [Google Scholar]
- Ke, G.; Zhang, J.; Liu, Y. Shrinkage characteristics of calcium sulphoaluminate cement concrete. Constr. Build. Mater. 2022, 337, 127627. [Google Scholar] [CrossRef]
- Hassan, K.E.; Brooks, J.J.; Al-Alawi, L. Compatibility of repair mortars with concrete in a hot-dry environment. Cem. Concr. Compos. 2001, 23, 93–101. [Google Scholar] [CrossRef]
- Kosmatka, S.H.; Wilson, M.L. Design and Control of Concrete Mixtures. The Guide to Applications, Methods, and Materials, 15th ed.; Portland Cement Association: Skokie, IL, USA, 2011. [Google Scholar]
- Morgan, D.R. Compatibility of concrete repair materials and systems. Constr. Build. Mater. 1996, 10, 57–67. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Property | OPC | LSP 1 | LSP 12 |
|---|---|---|---|
| SiO2 | 19.18 | - | - |
| Al2O3 | 5.07 | - | - |
| Fe2O3 | 3.60 | 0.1 | 0.1 |
| CaO | 63.34 | - | - |
| MgO | 0.46 | - | - |
| SO3 | 2.79 | - | - |
| CaCO3 | - | 95.0 | 97.5 |
| MgCO3 | - | 4.0 | 1.5 |
| HCl insoluble content | - | 0.9 | 0.9 |
| Total alkalis | 0.63 | - | - |
| Loss on ignition | 3.30 | - | - |
| C3S | 49.96 | - | - |
| C2S | 19.10 | - | - |
| C3A | 7.34 | - | - |
| C4AF | 10.95 | - | - |
| Blaine fineness (m2/kg) | 364 | - | - |
| Specific surface area (m2/g) | 0.88 | 7.47 | 0.95 |
| Property | Coarse Aggregate | Fine Aggregate |
|---|---|---|
| Designation (mm) | 4/20 | 0/4 |
| Grading | Graded | Graded |
| Category | Gc90/15 | GF85 |
| Particle fineness | - | MP |
| Fineness modulus | - | 2.8 |
| Fines content | f4 | f3 |
| Specific gravity | 2.65 | 2.63 |
| Water absorption (%) | 0.65 | 0.30 |
| Los Angeles coefficient | LA30 | - |
| Mix | Cement (g) | LSP1 (g) | LSP12 (g) | Sand (g) | C-S-H (g) | CN (g) | SP (g) | w/c |
|---|---|---|---|---|---|---|---|---|
| OPC | 450 | - | - | 1350 | - | - | 4.5 | 0.35 |
| 10LSP1 | 405 | 45 | - | 1350 | - | - | 5.0 | 0.35 |
| 20LSP1 | 360 | 90 | - | 1350 | - | - | 5.3 | 0.35 |
| 10LSP12 | 405 | - | 45 | 1350 | - | - | 4.8 | 0.35 |
| 20LSP12 | 360 | - | 90 | 1350 | - | - | 5.0 | 0.35 |
| C-S-H1 | 450 | - | - | 1350 | 4.5 | - | 4.5 | 0.35 |
| C-S-H2 | 450 | - | - | 1350 | 9.0 | - | 4.5 | 0.35 |
| CN1 | 450 | - | - | 1350 | - | 4.5 | 4.5 | 0.35 |
| CN2 | 450 | - | - | 1350 | - | 9.0 | 4.5 | 0.35 |
| C-S-H2-10LSP1 | 405 | 45 | - | 1350 | 9.0 | - | 5.0 | 0.35 |
| C-S-H2-20LSP1 | 360 | 90 | - | 1350 | 9.0 | - | 5.3 | 0.35 |
| CN2-20LSP1 | 360 | 90 | - | 1350 | - | 9.0 | 4.5 | 0.35 |
| Mix | Cement (g) | LSP1 (g) | C-S-H (g) | CN (g) | w/c |
|---|---|---|---|---|---|
| P-OPC | 450 | - | - | - | 0.35 |
| P-20LSP1 | 360 | 90 | - | - | 0.35 |
| P-C-S-H1-20LSP1 | 360 | 90 | 4.5 | - | 0.35 |
| P-C-S-H2-20LSP1 | 360 | 90 | 9.0 | - | 0.35 |
| P-CN2-20LSP1 | 360 | 90 | - | 9.0 | 0.35 |
| Mix | Cement (kg/m3) | LSP1 (kg/m3) | Coarse Aggregate (kg/m3) | Fine Aggregate (kg/m3) | C-S-H (kg/m3) | SP (kg/m3) | w/c |
|---|---|---|---|---|---|---|---|
| HNAC | 360 | 90 | 820 | 965 | 9 | 5 | 0.35 |
| CEM | 570 | 140 | - | 1295 | 14.2 | 12.0 | 0.35 |
| Mix | Compressive Strength (MPa) | |||
|---|---|---|---|---|
| 6 h | 8 h | 24 h | 28 Days | |
| OPC | 0.0 | 5.1 (0.3) | 40.8 (0.8) | 62.3 (0.6) |
| 10LSP1 | 4.5 (0.4) | 17.2 (0.4) | 44.8 (0.5) | 63.4 (0.7) |
| 20LSP1 | 13.6 (0.7) | 22.8 (0.5) | 45.3 (0.6) | 65.9 (0.4) |
| 10LSP12 | 0.0 | 10.2 (0.3) | 39.1 (0.5) | 57.8 (0.3) |
| 20LSP12 | 3.5 (0.6) | 15.9 (0.2) | 41.2 (0.3) | 58.2 (0.8) |
| Mix | Compressive Strength (MPa) | |||
|---|---|---|---|---|
| 6 h | 8 h | 24 h | 28 Days | |
| OPC | 0.0 | 5.1 (0.3) | 40.8 (0.8) | 62.3 (0.6) |
| C-S-H1 | 7.1 (0.5) | 19.5 (1.0) | 42.1 (0.5) | 64.0 (0.9) |
| C-S-H2 | 16.1 (0.3) | 23.7 (0.9) | 41.4 (0.8) | 65.3 (0.4) |
| CN1 | 3.2 (0.1) | 14.1 (0.3) | 47.0 (0.5) | 63.5 (0.4) |
| CN2 | 4.3 (0.4) | 15.8 (0.6) | 49.9 (0.4) | 64.1 (0.3) |
| Mix | Compressive Strength (MPa) | |||
|---|---|---|---|---|
| 6 h | 8 h | 24 h | 28 Days | |
| OPC | 0.0 | 5.1 (0.3) | 40.8 (0.8) | 62.3 (0.6) |
| C-S-H2-10LSP1 | 16.9 (0.2) | 24.7 (1.1) | 45.4 (0.7) | 64.9 (1.2) |
| C-S-H2-20LSP1 | 19.4 (0.3) | 27.9 (0.9) | 46.6 (0.7) | 64.5 (0.9) |
| CN2-20LSP1 | 14.3 (0.3) | 20.6 (0.8) | 47.9 (1.0) | 65.8 (0.6) |
| Mix | Compressive Strength (MPa) | ||||
|---|---|---|---|---|---|
| 6 h | 8 h | 24 h | 7 days | 28 Days | |
| HNAC | 20.3 (1.1) | 27.7 (0.8) | 46.4 (0.9) | 61.4 (1.4) | 72.1 (1.2) |
| Mix | Compressive Strength (MPa) | ||||
|---|---|---|---|---|---|
| 6 h | 8 h | 24 h | 7 Days | 28 Days | |
| CEM | 18.6 (0.9) | 26.8 (1.1) | 47.5 (0.8) | 60.4 (1.0) | 73.2 (1.3) |
| Mix | MOR (MPa) | ||||
|---|---|---|---|---|---|
| 6 h | 8 h | 24 h | 7 Days | 28 Days | |
| CEM | 5.3 (0.4) | 7.3 (0.5) | 9.7 (0.3) | 15.8 (0.6) | 17.3 (0.4) |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yeo, S.H.; Mo, K.H.; Mahmud, H.B. Hybrid Nucleation Acceleration Method with Calcium Carbonate and Calcium Silicate Hydrate for Fast-Track Construction. Buildings 2023, 13, 2975. https://doi.org/10.3390/buildings13122975
Yeo SH, Mo KH, Mahmud HB. Hybrid Nucleation Acceleration Method with Calcium Carbonate and Calcium Silicate Hydrate for Fast-Track Construction. Buildings. 2023; 13(12):2975. https://doi.org/10.3390/buildings13122975
Chicago/Turabian StyleYeo, Shih Horng, Kim Hung Mo, and Hilmi Bin Mahmud. 2023. "Hybrid Nucleation Acceleration Method with Calcium Carbonate and Calcium Silicate Hydrate for Fast-Track Construction" Buildings 13, no. 12: 2975. https://doi.org/10.3390/buildings13122975
APA StyleYeo, S. H., Mo, K. H., & Mahmud, H. B. (2023). Hybrid Nucleation Acceleration Method with Calcium Carbonate and Calcium Silicate Hydrate for Fast-Track Construction. Buildings, 13(12), 2975. https://doi.org/10.3390/buildings13122975