

Improving the Mechanical Properties and Durability of Cold Bitumen Emulsion Mixtures Using Waste Products and Microwave Heating Energy

 ,
, 
Abstract
:1. Introduction
2. Experimental Programme
2.1. Materials Characteristics
2.2. Mix Design and Sample Preparations
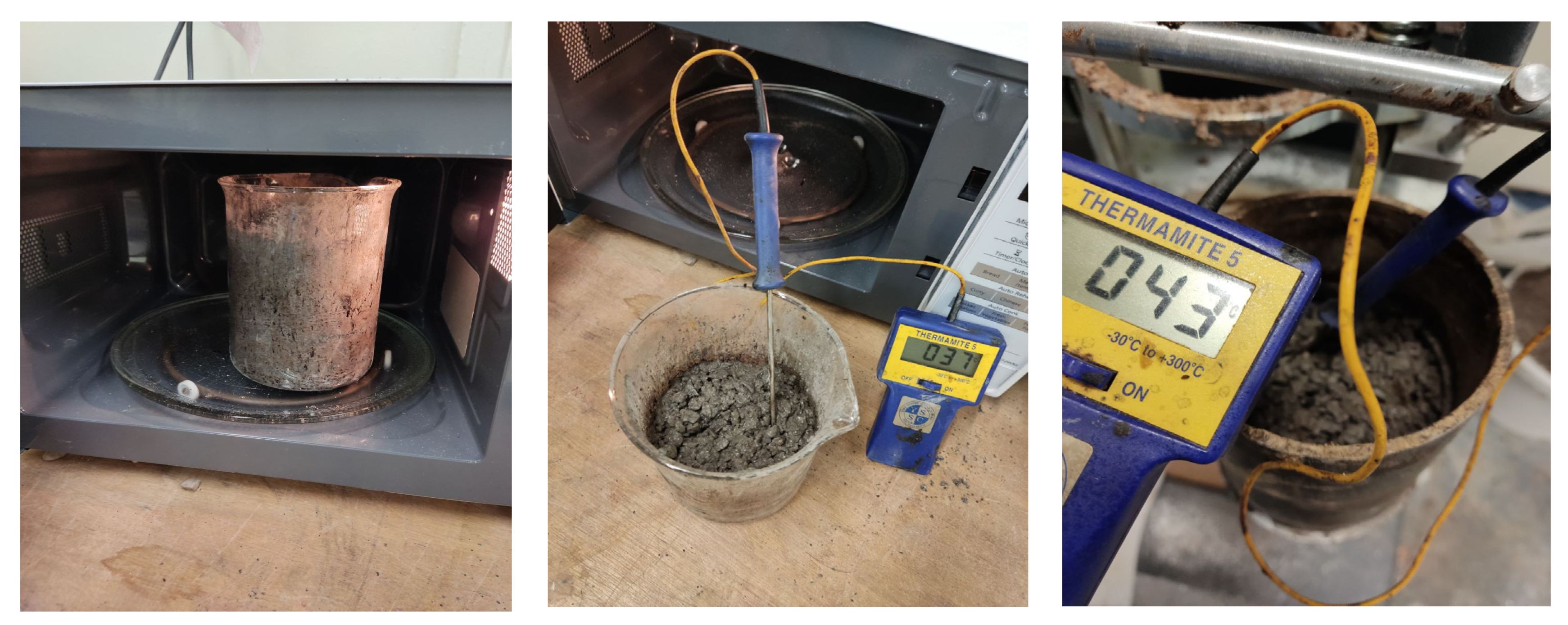
2.3. The Adopted Methodology for MW-Treated Mixes
2.4. Samples Conditioning
2.5. Methods
2.5.1. Indirect Tensile Stiffness Modulus (ITSM)
2.5.2. The Uniaxial Compressive Cyclic Test (UCCT)
2.5.3. Durability (Water Sensitivity) Test
3. Results and Discussion
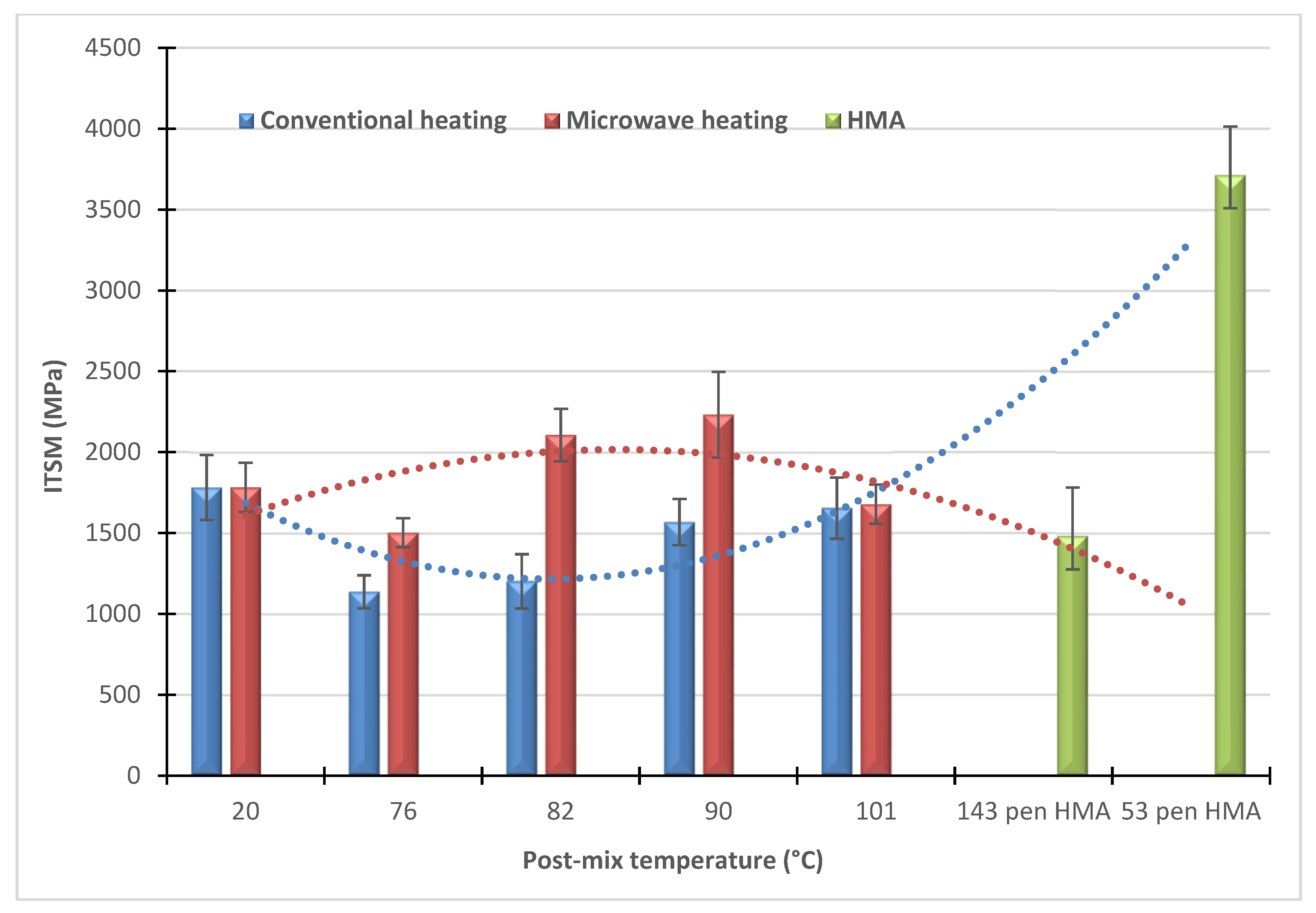
3.1. Effect of Post-Mix Heating Methods
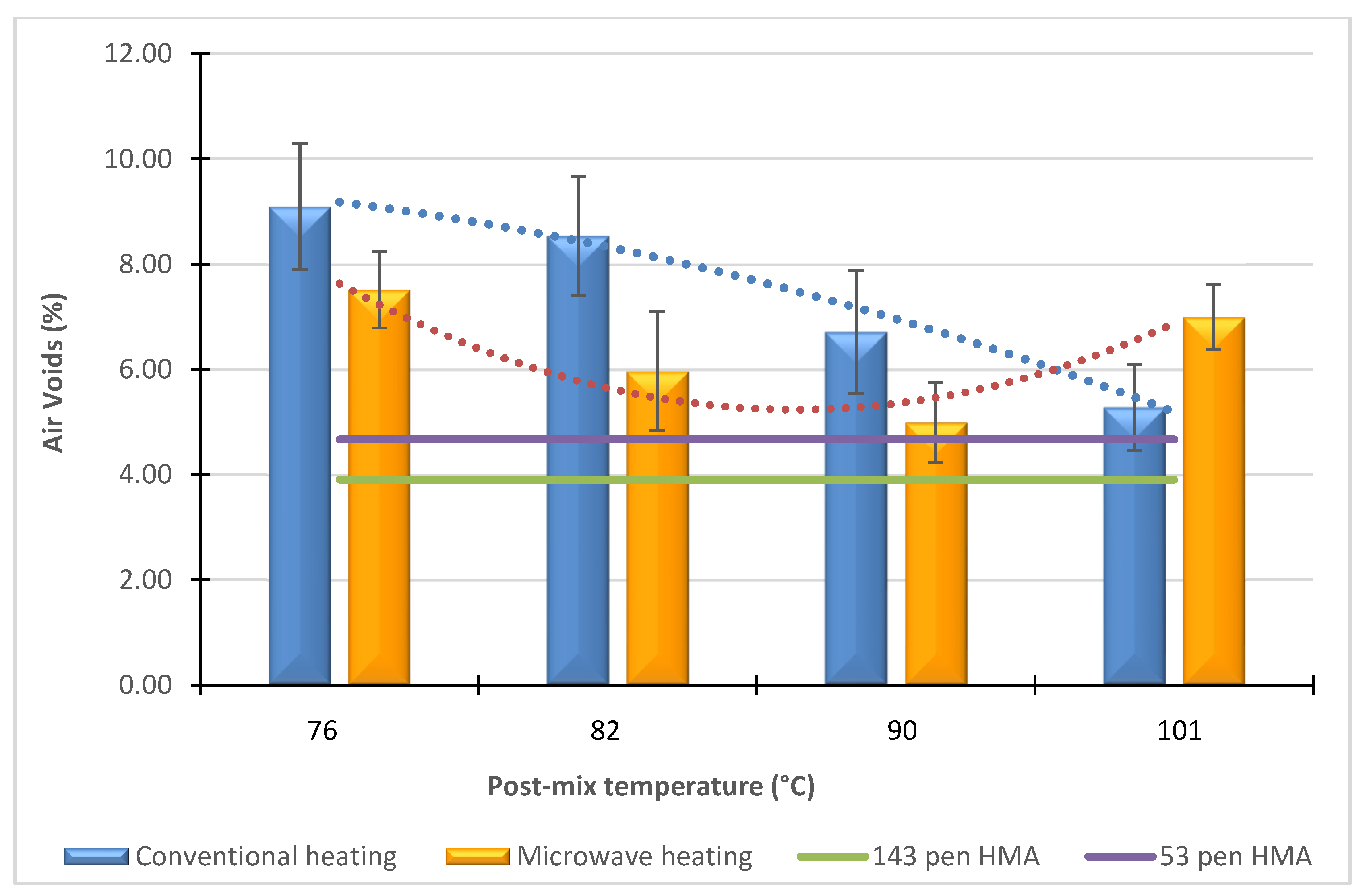
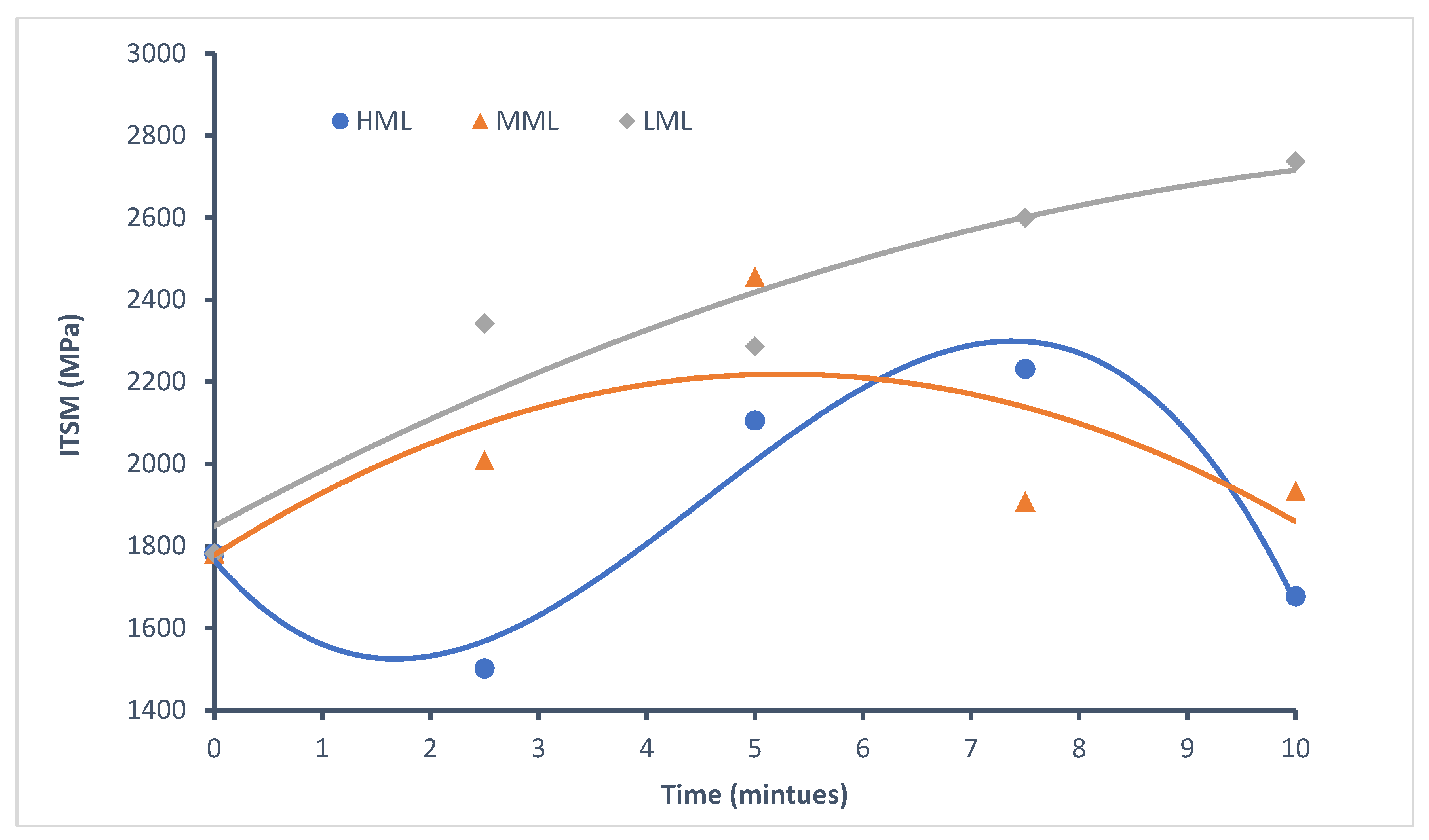
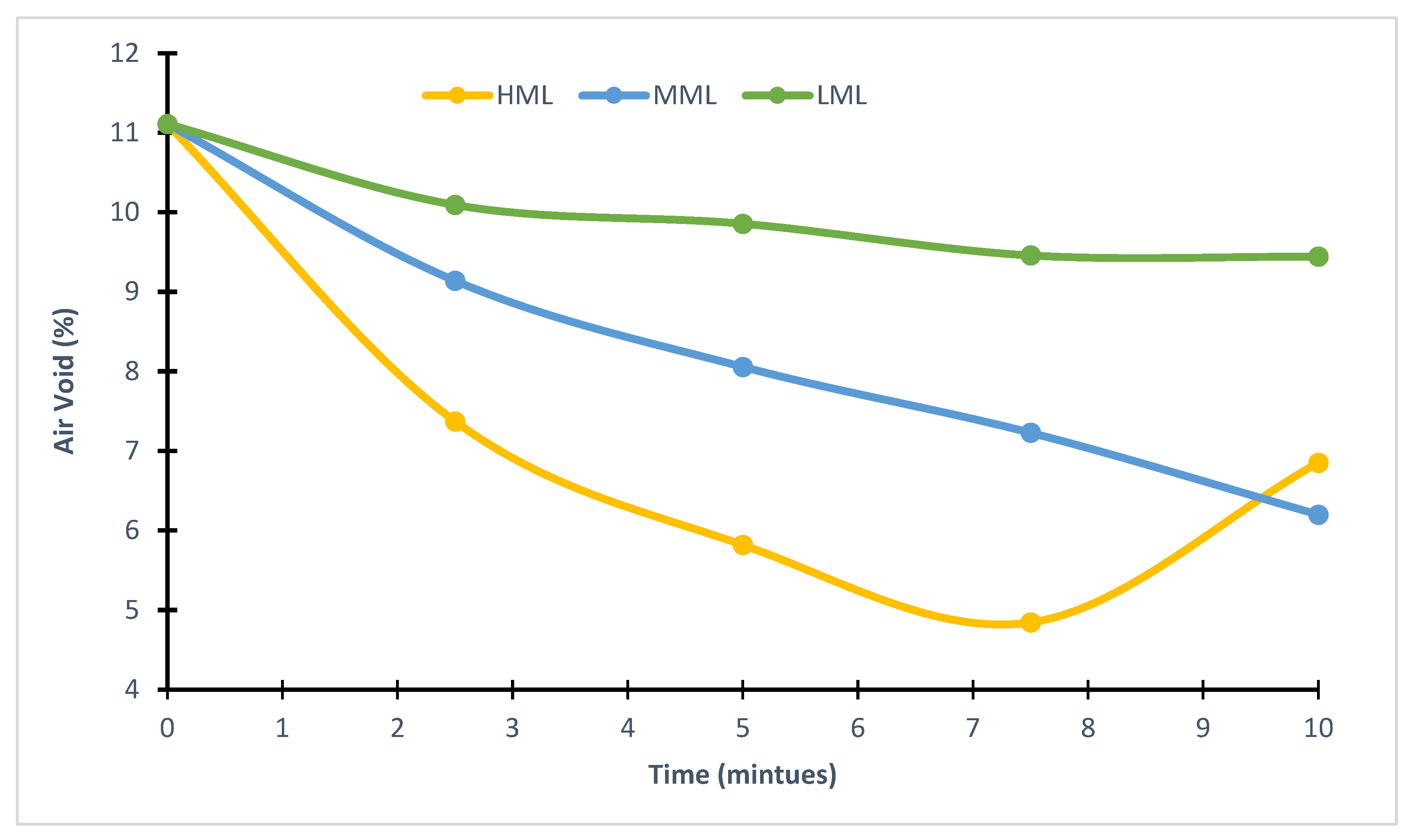
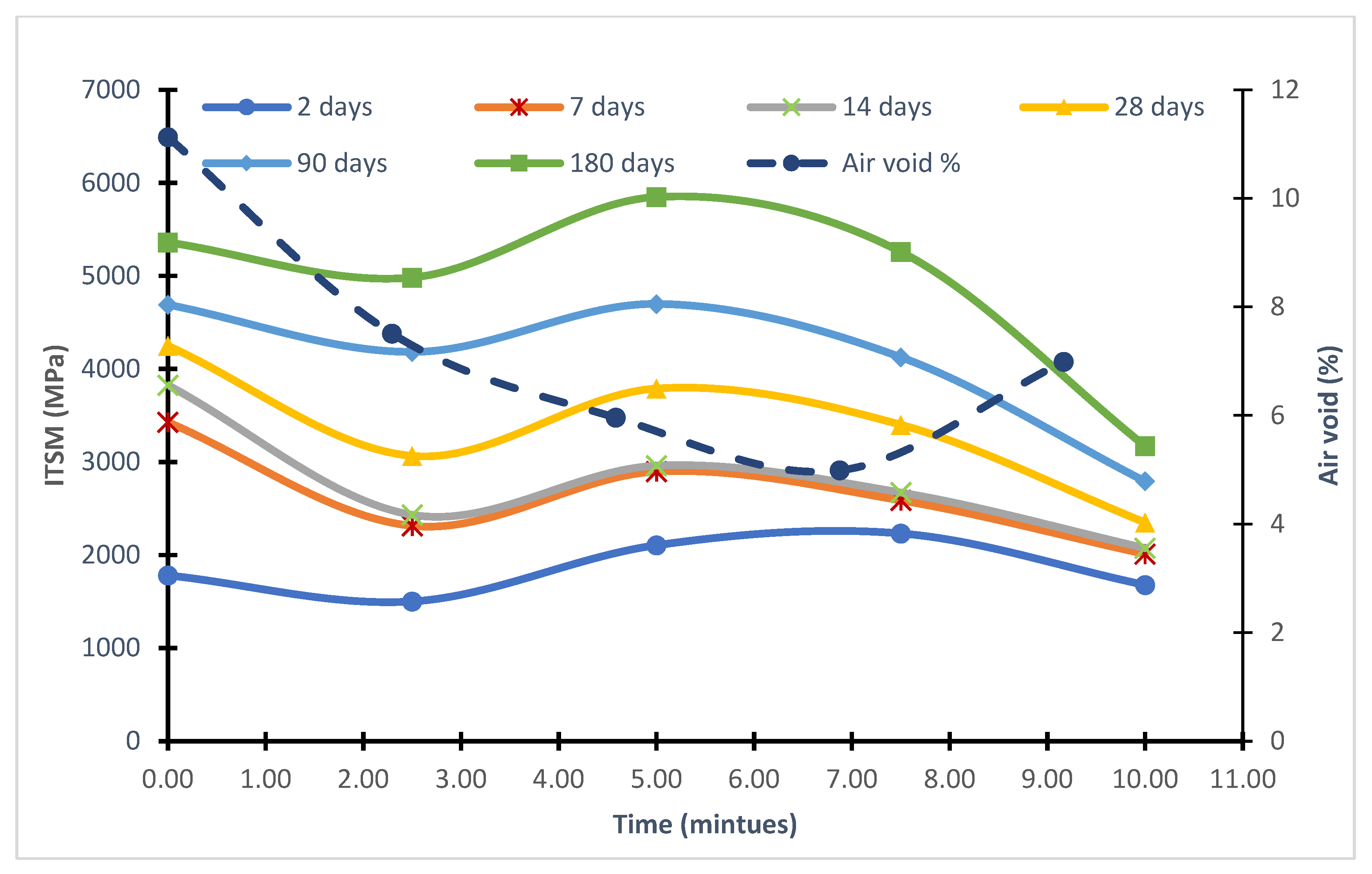
3.2. Effect of MW Power Level on Air Void and Stiffness Modulus
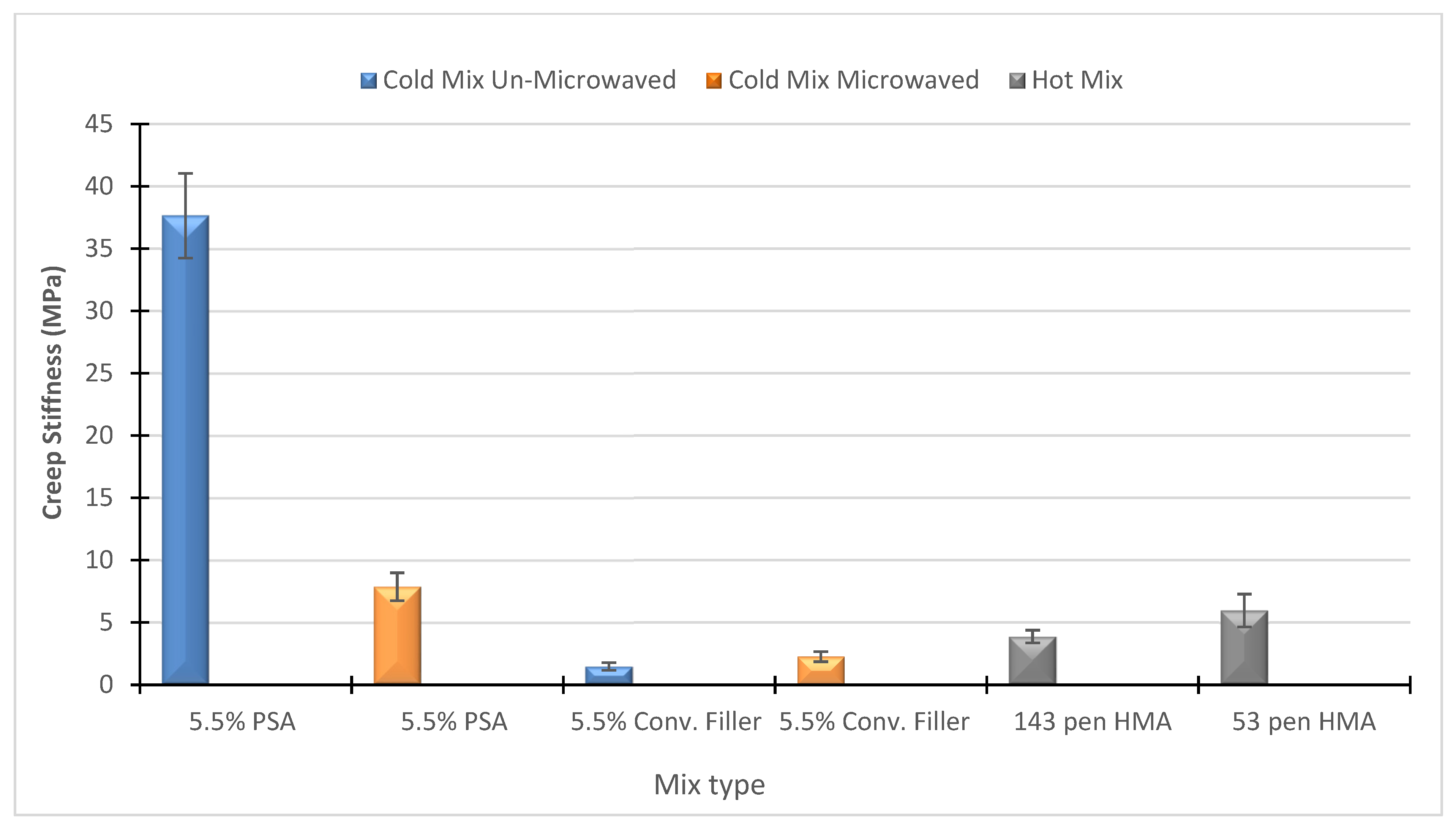
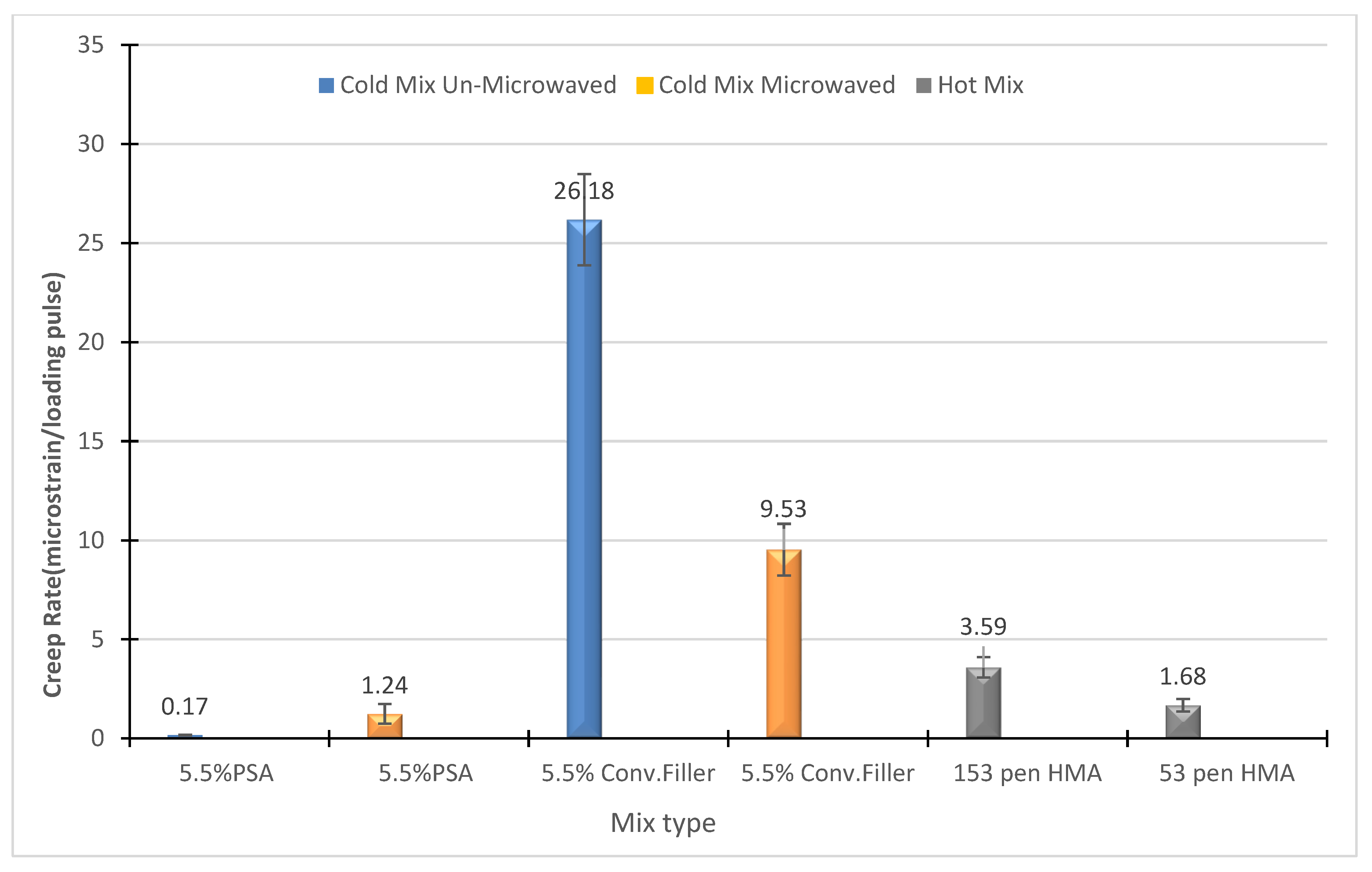
3.3. Effect of MW Treatment on CBEMs Permanent Deformation
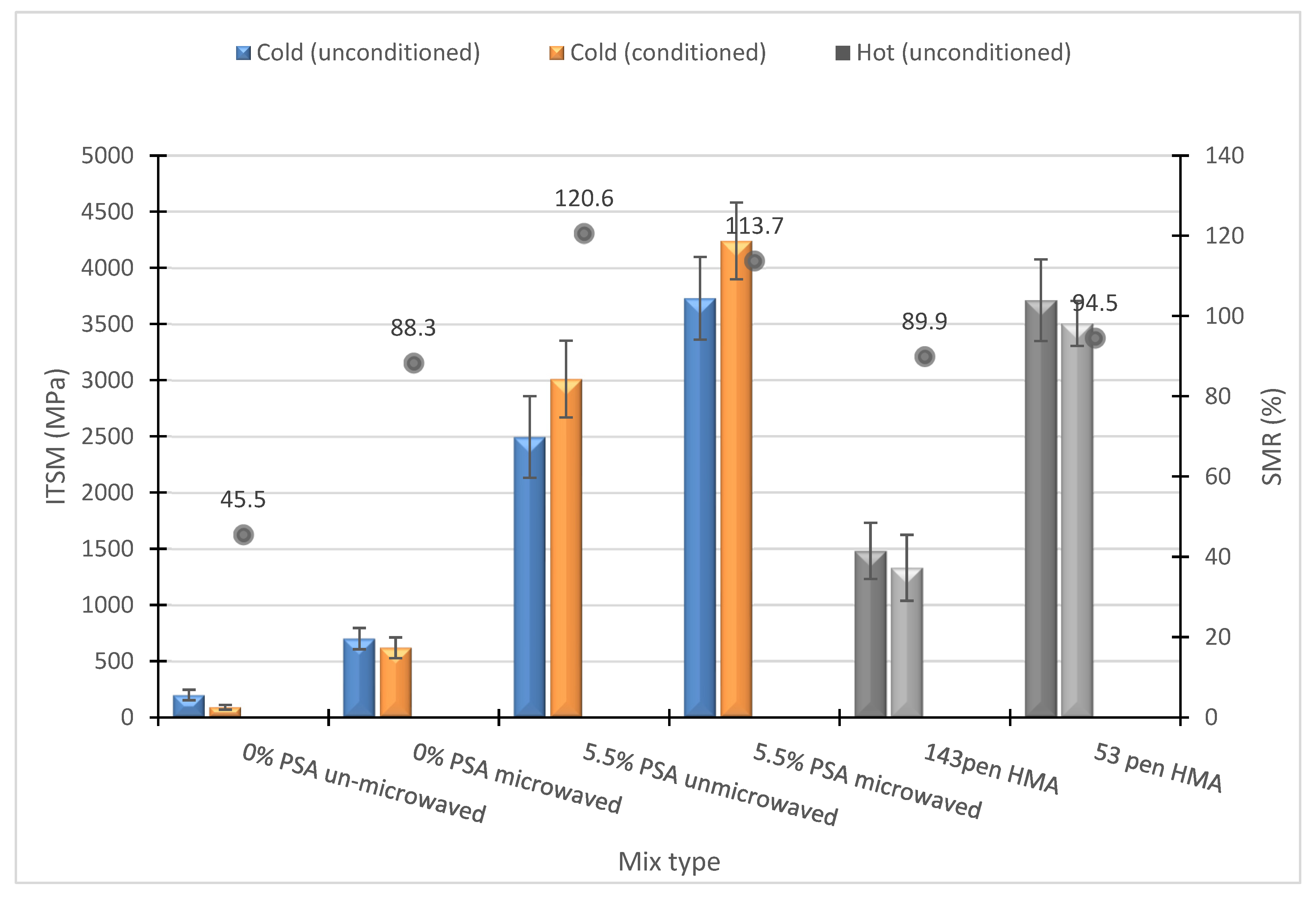
3.4. Effect of MW Treatment on CBEM Durability
4. Conclusions
- Post-heating MW treatment is an acceptable way of enhancing CBEMs. Both ITSM and air void content are significantly improved using both conventional and MW-heating methods. However, the MW treatment results in higher ITSM and lower air void content when the heating temperature treatment process is up to 100 °C.
- The curing process improves as it allows the water trapped between the aggregate and the bitumen to be absorbed due to the hydraulic properties of the PSA and its high content of calcium oxide.
- There is an association between treatment timing and produced mixture’s temperature that is responsible for mixture characteristics modification.
- The ITSM of treated CBEMs by MW is improved with curing time, where the timing of the MW is limiting the stage of improvement. Although the conventional heating method shows continuous improvement, the MW has an optimum timing value.
- Post-mixing treatment has an inversed effect of creep stiffness or rutting resistance in contrast to that of controlled CBEM, but the inferiority is insignificant.
- Post-mixing treatment has a slightly inversed effect of stiffness modulus ratio or water resistance in contrast to that of controlled CBEM, but the SMR reduction is limited.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- EAPA. Asphalt in Figures; European Asphalt Pavement Association: Brussels, Belgium, 2010. [Google Scholar]
- Bouteiller, E.L. Asphalt Emulsion for Sustainable pavements. In Proceedings of the First International Conference on Pavement Preservation, Newport Beach, CA, USA, 13–15 April 2010; pp. 627–640. [Google Scholar]
- Shanbara, H.K.; Dulaimi, A.; Al-Mansoori, T.; Al-Busaltan, S.; Herez, M.; Sadique, M.; Abdel-Wahed, T. The future of eco-friendly cold mix asphalt. Renew. Sustain. Energy Rev. 2021, 149, 111318. [Google Scholar] [CrossRef]
- Needham, D. Developments in Bitumen Emulsion Mixtures for Roads. Ph.D. Thesis, University of Nottingham, Nottingham, UK, 1996. [Google Scholar]
- Wang, Z.; Sha, A. Micro hardness of interface between cement asphalt emusion mastics and aggregates. Mater. Struct. 2010, 43, 453–461. [Google Scholar] [CrossRef]
- Al Nageim, H.; Dulaimi, A.; Ruddock, F.; Seton, L. Development of a new cementitious filler for use in fast-curing cold binder course in pavement application. In Proceedings of the The 38th International Conference on Cement Microscopy, Lyon, France, 17–21 April 2016; pp. 167–180. [Google Scholar]
- Read, J.; Whiteoak, D. The Shell Bitumen Handbook; Thomas Telford Publishing: London, UK, 2003. [Google Scholar]
- Dulaimi, A.; Al Nageim, H.; Ruddock, F.; Seton, L. Microanalysis of Alkali-Activated Binary Blended Cementitious Filler in a Novel Cold Binder Course Mixture. In Proceedings of the The 38th International Conference on Cement Microscopy, Lyon, France, 17–21 April 2016; pp. 189–205. [Google Scholar]
- Ibrahim, H.E.; Thom, N.H. The Effect of Emulsion Aggregate Mixture Stiffness on Both Miture and Pavement Design. In Proceedings of the Second European Symposium on Performance and Durability of Bituminous Materials; University of Leeds: Leeds, UK, 1997; pp. 351–368. [Google Scholar]
- Brown, S.F.; Needham, D. A Studay of Cement Modified Bitumen Emulsion Mixtures. AAPT 2000, 69, 92. [Google Scholar]
- Forbes, A.; Haverkamp, R.; Robertson, T.; Bryant, J.; Bearsley, S. Studies of the microstructure of polymer-modified bitumen emulsions using confocal laser scanning microscopy. J. Microsc. 2001, 204, 252–257. [Google Scholar] [CrossRef] [PubMed]
- Xu, S.F.X.; Zhao, Z.C.; Xu, Y.; Wang, X.X. Mixture Design and Performance Evaluation of Cold Asphalt Mixture Using Polymer Modified Emulsion. Adv. Mater. Res. 2015, 1065–1069, 760–765. [Google Scholar]
- Benedito, S.B.; Wander, R.S.; Dario, C.L.; Enivaldo, M. Engineering Properties of Fibers Rienforced Cold Asphalt Mixes. ASCE J. Environ. Eng. 2003, 129, 952–955. [Google Scholar]
- Shanbara, H.K.; Shubbar, A.; Ruddock, F.; Atherton, W. Characterizing the Rutting Behaviour of Reinforced Cold Mix Asphalt with Natural and Synthetic Fibres Using Finite Element Analysis. In Advances in Structural Engineering and Rehabilitation; Springer: Berlin/Heidelberg, Germany, 2020; pp. 221–227. [Google Scholar]
- Ferrotti, G.; Pasquini, E.; Canestrari, F. Experimental characterization of high-performance fiber-reinforced cold mix asphalt mixtures. Constr. Build. Mater. 2014, 57, 117–125. [Google Scholar] [CrossRef]
- Dulaimi, A.; Al Nageim, H.; Ruddock, F.; Seton, L. Assessment the Performance of Cold Bituminous Emulsion Mixtures with Cement and Supplementary Cementitious Material for Binder Course Mixture. In Proceedings of the The 38th International Conference on Cement Microscopy, Lyon, France, 17–21 April 2016; pp. 283–296. [Google Scholar]
- Al-Busaltan, S.; Al Nageim, H.; Atherton, W.; Sharples, G. Green Bituminous Asphalt relevant for highway and airfield pavement. Constr. Build. Mater. 2012, 31, 243–250. [Google Scholar] [CrossRef]
- Dulaimi, A.; Nageim, H.A.; Ruddock, F.; Seton, L. Laboratory studies to examine the properties of a novel cold-asphalt concrete binder course mixture containing binary blended cementitious filler. J. Mater. Civ. Eng. 2017, 29, 04017139. [Google Scholar] [CrossRef]
- Lu, D.; Wang, Y.; Leng, Z.; Zhong, J. Influence of ternary blended cementitious fillers in a cold mix asphalt mixture. J. Clean. Prod. 2021, 318, 128421. [Google Scholar] [CrossRef]
- Head, R.W. An informal report of cold mix research using emulsified asphalt as a binder. In Proceedings of the Association of Asphalt Paving Technologists Proceeding (AAPT), Lino Lakes, MN, USA, 18 October 1975; 43, pp. 110–131. [Google Scholar]
- Du, S. Effect of curing conditions on properties of cement asphalt emulsion mixture. Constr. Build. Mater. 2018, 164, 84–93. [Google Scholar] [CrossRef]
- Wang, Z.; Dai, N.; Wang, X.; Zhang, J.; Guo, H. Laboratory investigation on effects of microwave heating on early strength of cement bitumen emulsion mixture. Constr. Build. Mater. 2020, 236, 117439. [Google Scholar] [CrossRef]
- Fang, X.; Garcia-Hernandez, A.; Winnefeld, F.; Lura, P. Influence of Cement on Rheology and Stability of Rosin Emulsified Anionic Bitumen Emulsion. J. Mater. Civ. Eng. 2016, 28, 1454. [Google Scholar] [CrossRef]
- Thanaya, I. Improving The Performance Of Cold Bituminous Emulsion Mixtures Incorporating Waste Materials. Ph.D. Thesis, The University of Leeds, Leeds, UK, 2003. [Google Scholar]
- Thanaya, I.; Forth, P.; Zoorob, S. Utilisation of coal ashes in hot and on cold bituminous mixtures. In Proceedings of the International Coal Ash Technology Conference, Birmingham, UK, 15–17 May 2006. Paper ref.A9. [Google Scholar]
- Sharma, R.L.; Pandey, S.P. Influence of mineral additives on the hydration characteristics of ordinary Portland cement. Cem. Concr. Res. 1999, 29, 1525–1529. [Google Scholar] [CrossRef]
- Shunsuke, H.; Fuminori, T.; Makoto, K.; Kwang, R.H. Effects of water/powder ratio, mixing ratio of fly ash, and curing temperature on pozzolanic reaction of fly ash in cement paste. Cem. Concr. Res. 2001, 31, 31–39. [Google Scholar]
- Al-Busaltan, S. Development of New Cold Bituminous Mixtures for Road and Highway Pavements. Ph.D. Thesis, Liverpool John Moores University, Liverpool, UK, 2012. [Google Scholar]
- Dulaimi, A.; Al-Busaltan, S.; Sadique, M. The development of a novel, microwave assisted, half-warm mixed asphalt. Constr. Build. Mater. 2021, 301, 124043. [Google Scholar] [CrossRef]
- Al-Busaltan, S.; Nageim, H.A.; Dulaimi, A.; Shanbara, H.K.; Kadhim, M.A.; Al-Kafaji, M. Characterisation of Cold Bituminous Emulsion Mixtures Using Microwave Heating Process. J. Phys. Conf. Ser. 2021, 1973, 012239. [Google Scholar] [CrossRef]
- BS EN 13043; Aggregates for Bituminous Mixtures and Surface Treatments for Roads, Airfields and Other Trafficked Areas. British Standard Institution: London, UK, 2013.
- BS EN 13108; Part 1. Bituminous Mixtures Materials Specification-Asphalt Concrete. British Standard Institution: London, UK, 2016.
- BS EN 13808:2005; Bitumen and Bituminous Binders—Framework for Specifying Cationic Bituminous Emulsions. British Standard Institution: London, UK, 2005.
- BS EN 12591:2009; Bitumen and Bituminous Binders—Specifications for Paving Grade Bitumens. British Standard Institution: London, UK, 2009.
- Dulaimi, A.; Al-Busaltan, S.; Kadhim, M.A.; Al-Khafaji, R.; Sadique, M.; Al Nageim, H.; Ibrahem, R.K.; Awrejcewicz, J.; Pawłowski, W.; Mahdi, J.M. A Sustainable Cold Mix Asphalt Mixture Comprising Paper Sludge Ash and Cement Kiln Dust. Sustainability 2022, 14, 253. [Google Scholar] [CrossRef]
- Sadique, M.; Al Nageim, H.; Atherton, W.; Seton, L.; Dempster, N. A new composite cementitious material for construction. Constr. Build. Mater. 2012, 35, 846–855. [Google Scholar] [CrossRef]
- Asphalt Institute. Asphalt Cold Mix Manual, Manual; Series No.14 (MS-14), 3rd ed. Asphalt Institute: Baltimore, MA, USA, 1989. [Google Scholar]
- Jerkins, K.J. Mix Design Considerations for Cold and Half-Warm Bituminous Mixes with Emphasis on Foamed Asphalt; University of Stellenbosch: Stellenbosch, South Africa, 2000. [Google Scholar]
- BS EN 12697: Part 12; Bituminous Mixtures-Test Methods for Hot Mix Asphalt-Determination of the Water Sensitivity of Bituminous Specimens. British Standards Institution: London, UK, 2008.
- BS EN 12697: Part 26; Bituminous Mixtures-Test Methods for Hot Mix Asphalt-Stiffness. British Standard Institution: London, UK, 2012.
- BS EN 12697-25; Bituminous Mixtures Test Methods for Hot Mix Asphalt Part 25: Cyclic Compression Test. British Standard Institution: London, UK, 2005.
- Bosisio, R.G.; Spooner, J.; Grαnger, J. Asphalt Road Maintenance with a Mobile Microwave Power Unit. J. Microw. Power 1974, 9, 381–386. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Test Sieve Aperture Size mm | % by Mass Passing Mid | % by Mass Passing Specification Range |
|---|---|---|
| 14 | 100 | 100 |
| 10 | 97.5 | 95–100 |
| 6.3 | 65 | 55–75 |
| 2 | 28 | 19–37 |
| 1 | 20 | 10–30 |
| 0.063 | 5.5 | 3–8 |
| Element | Concentration | |
|---|---|---|
| Mineral Filler | PSA | |
| Al2O3 | 9.221 | 3.471 |
| CaO | 5.58 | 60.93 |
| SiO2 | 53.597 | 28.178 |
| Fe2O3 | 7.368 | 0.202 |
| MgO | 4.984 | 3.554 |
| K2O | 3.123 | 0.354 |
| TiO2 | 0.831 | 0.556 |
| Level | Category | Actual Power within 30 s (KW) | Power Setting % | Actual Power on Time (s) |
|---|---|---|---|---|
| 1 | low | 5.784 | 20.00 | 6 |
| 2 | medium | 14.124 | 53.33 | 16 |
| 3 | high | 25.800 | 100.00 | 30 |
| Test | First Stage Curing | Second Stage Curing | Time Testing (Days) | Recommended by |
|---|---|---|---|---|
| Indirect tensile Stiffness modulus | 20 °C for 1 day | 40 °C for 1 day | 2, 7, 14, 28, 90, 180 and 360 days | Jenkins [38] |
| Uniaxial Compression cyclic | 20 °C for 1 day | 40 °C for 14 days | 15 | Thanaya [24] |
| Stiffness modulus Ratio (durability test) | 20 °C for 1 day | 20 °C for 9 days | 10 | BS EN 12697-12 [39] |
| 20 °C for 1 day | 20 °C for 6 days, then socked 3 days at 40 °C |
| Item | Range |
|---|---|
| Specimen diameter(mm) | 100 ± 3 |
| Rise time | 124 ± 4 ms |
| Loading time | 3–300 s |
| Transient peak horizontal deformation | 5 µm |
| No. of test plus | 5 |
| No. of conditioning plus | 10 |
| Poisson’s ratio | 0.35 |
| Test temperature (°C) | 20 ± 0.5 |
| Compaction | Marshall 50 × 2 |
| Specimen temp. conditioning | 4hr before testing |
| Specimen thickness mm | 63 ± 3 |
| Item | Range |
|---|---|
| Loads | 100 ± 2 KPa |
| Frequency | 0.5 Hz |
| Rest period | 1 ± 0.05 s |
| Loading pulse | 1 ± 0.05 s |
| Poisson’s ratio | 0.35 for 20 °C |
| Pre loading | 10 KPa for 10 min |
| Test temperature (°C) | 40 ± 0.5 |
| No. of test plus | 3600 |
| Specimen thickness | 60 ± 2 mm |
| Specimen diameter | 148 ± 5 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Al-Busaltan, S.; Dulaimi, A.; Al-Nageim, H.; Mahmood, S.; Kadhim, M.A.; Al-Kafaji, M.; Özkılıç, Y.O. Improving the Mechanical Properties and Durability of Cold Bitumen Emulsion Mixtures Using Waste Products and Microwave Heating Energy. Buildings 2023, 13, 414. https://doi.org/10.3390/buildings13020414
Al-Busaltan S, Dulaimi A, Al-Nageim H, Mahmood S, Kadhim MA, Al-Kafaji M, Özkılıç YO. Improving the Mechanical Properties and Durability of Cold Bitumen Emulsion Mixtures Using Waste Products and Microwave Heating Energy. Buildings. 2023; 13(2):414. https://doi.org/10.3390/buildings13020414
Chicago/Turabian StyleAl-Busaltan, Shakir, Anmar Dulaimi, Hassan Al-Nageim, Shaker Mahmood, Mustafa Amoori Kadhim, Muna Al-Kafaji, and Yasin Onuralp Özkılıç. 2023. "Improving the Mechanical Properties and Durability of Cold Bitumen Emulsion Mixtures Using Waste Products and Microwave Heating Energy" Buildings 13, no. 2: 414. https://doi.org/10.3390/buildings13020414
APA StyleAl-Busaltan, S., Dulaimi, A., Al-Nageim, H., Mahmood, S., Kadhim, M. A., Al-Kafaji, M., & Özkılıç, Y. O. (2023). Improving the Mechanical Properties and Durability of Cold Bitumen Emulsion Mixtures Using Waste Products and Microwave Heating Energy. Buildings, 13(2), 414. https://doi.org/10.3390/buildings13020414