


Modelling and Multi-Objective Optimisation of Finger Joints: Improving Flexural Performance and Minimising Wood Waste


Abstract
:1. Introduction
2. Numerical Simulation
2.1. Materials’ Laws
2.1.1. Hill Elasto-Plastic Model
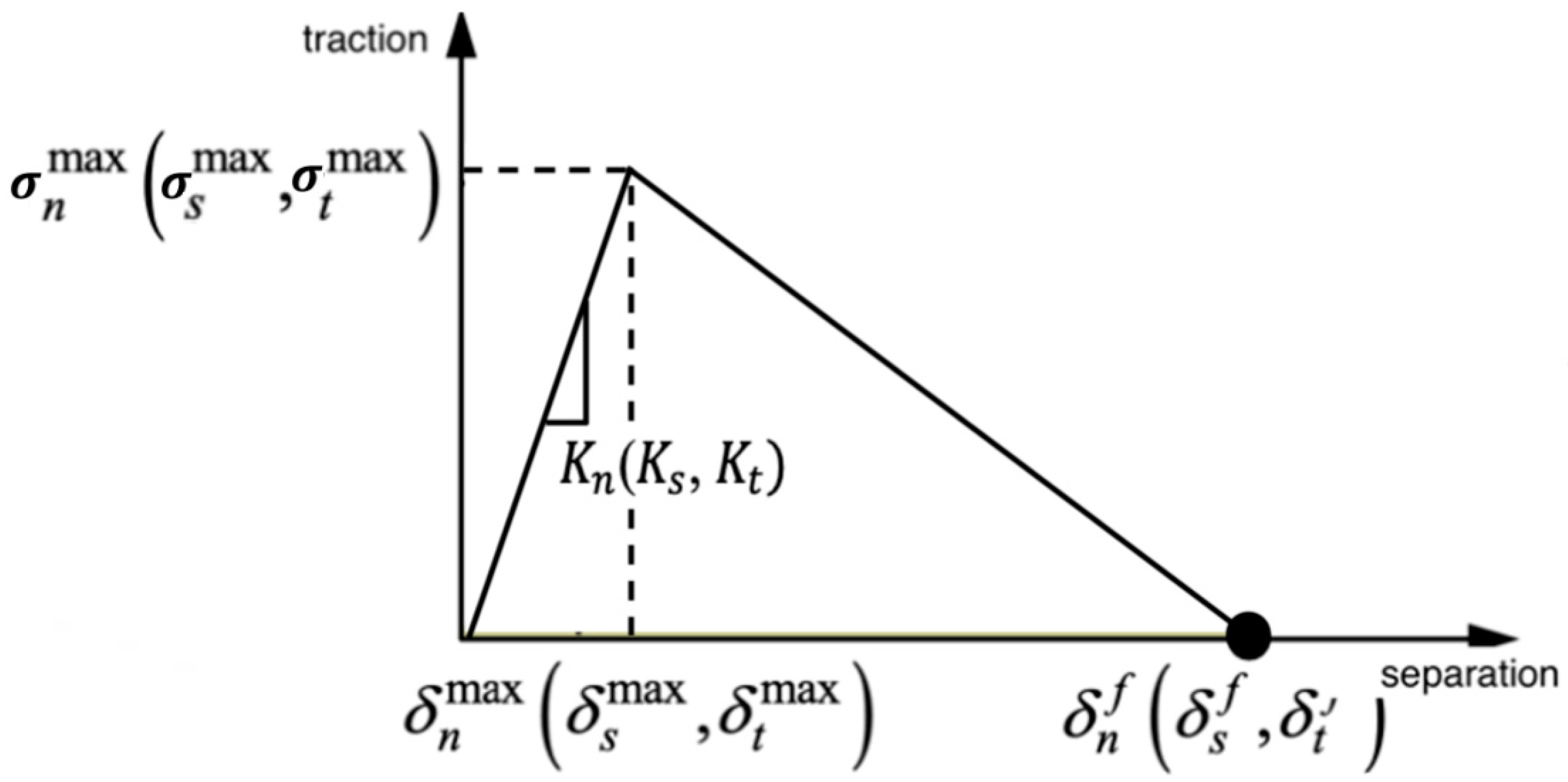
2.1.2. Cohesive Behaviour
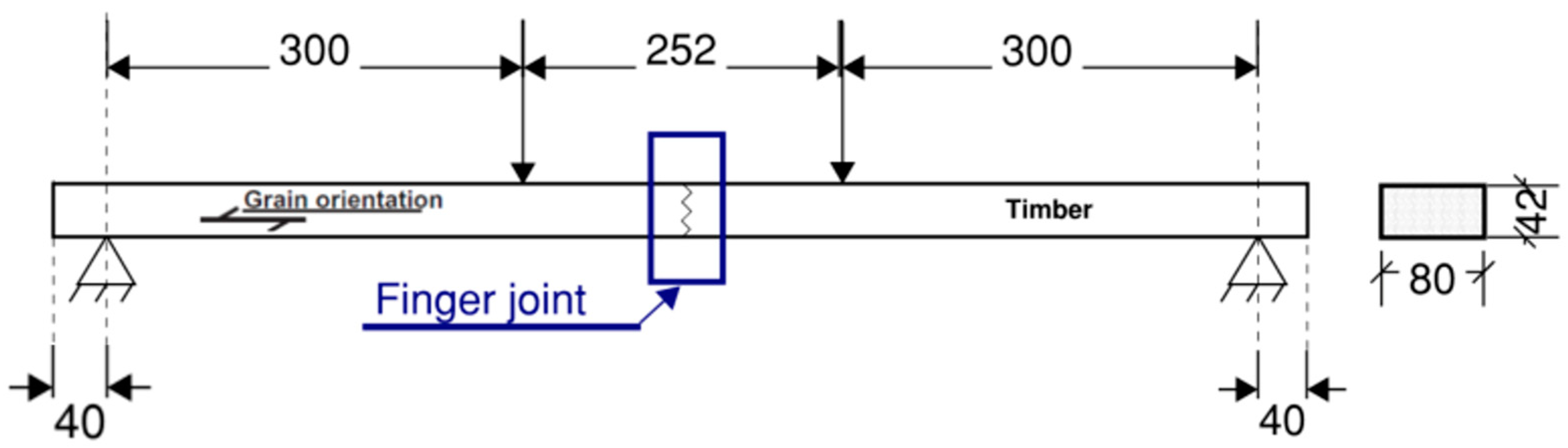
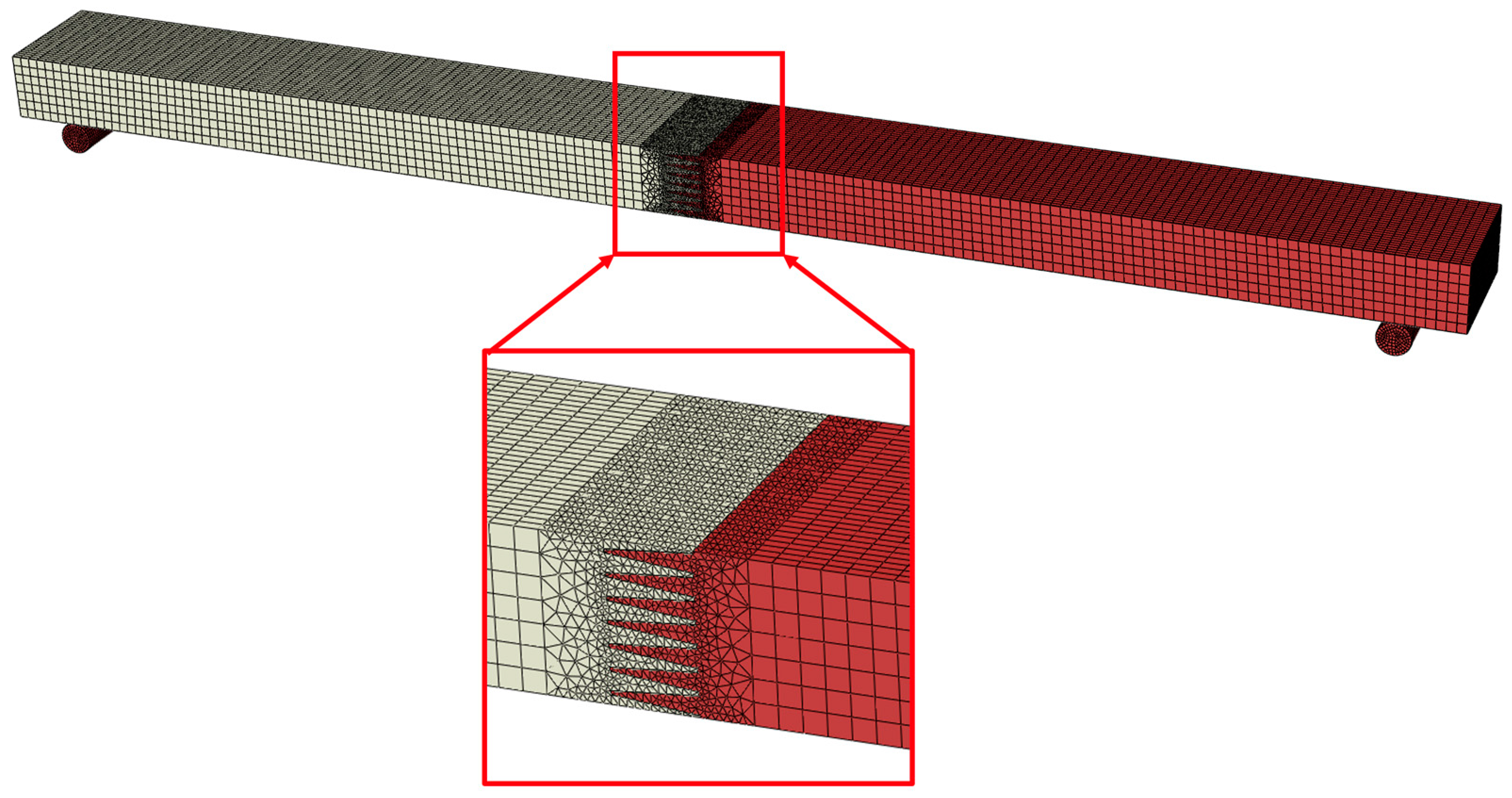
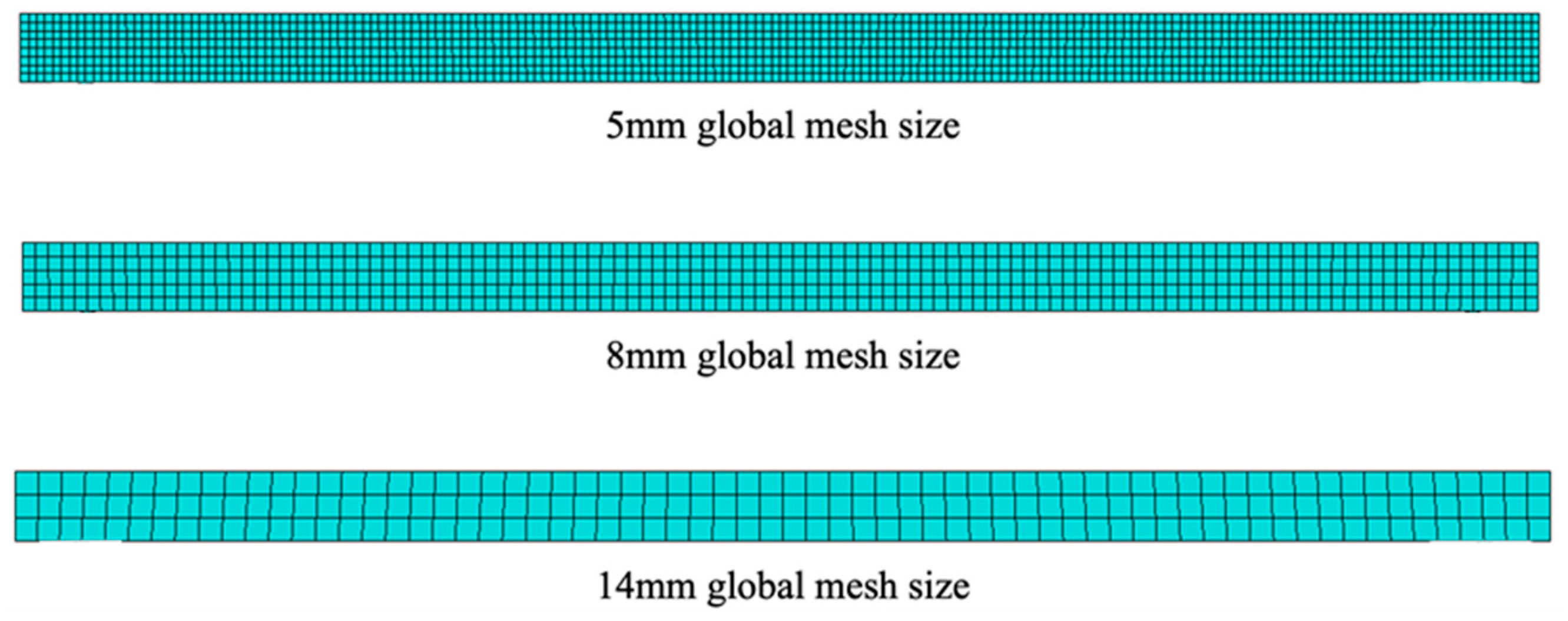
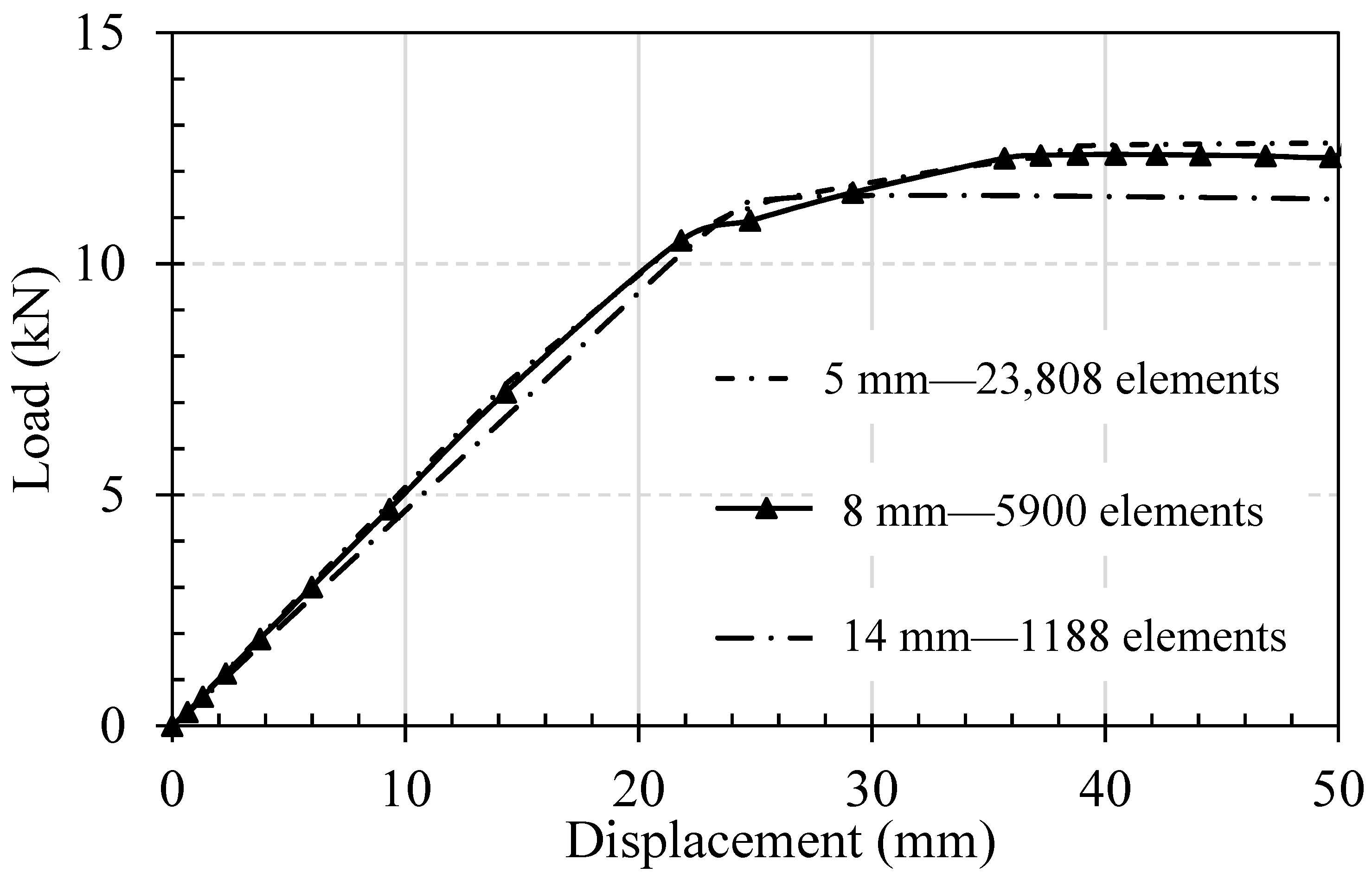
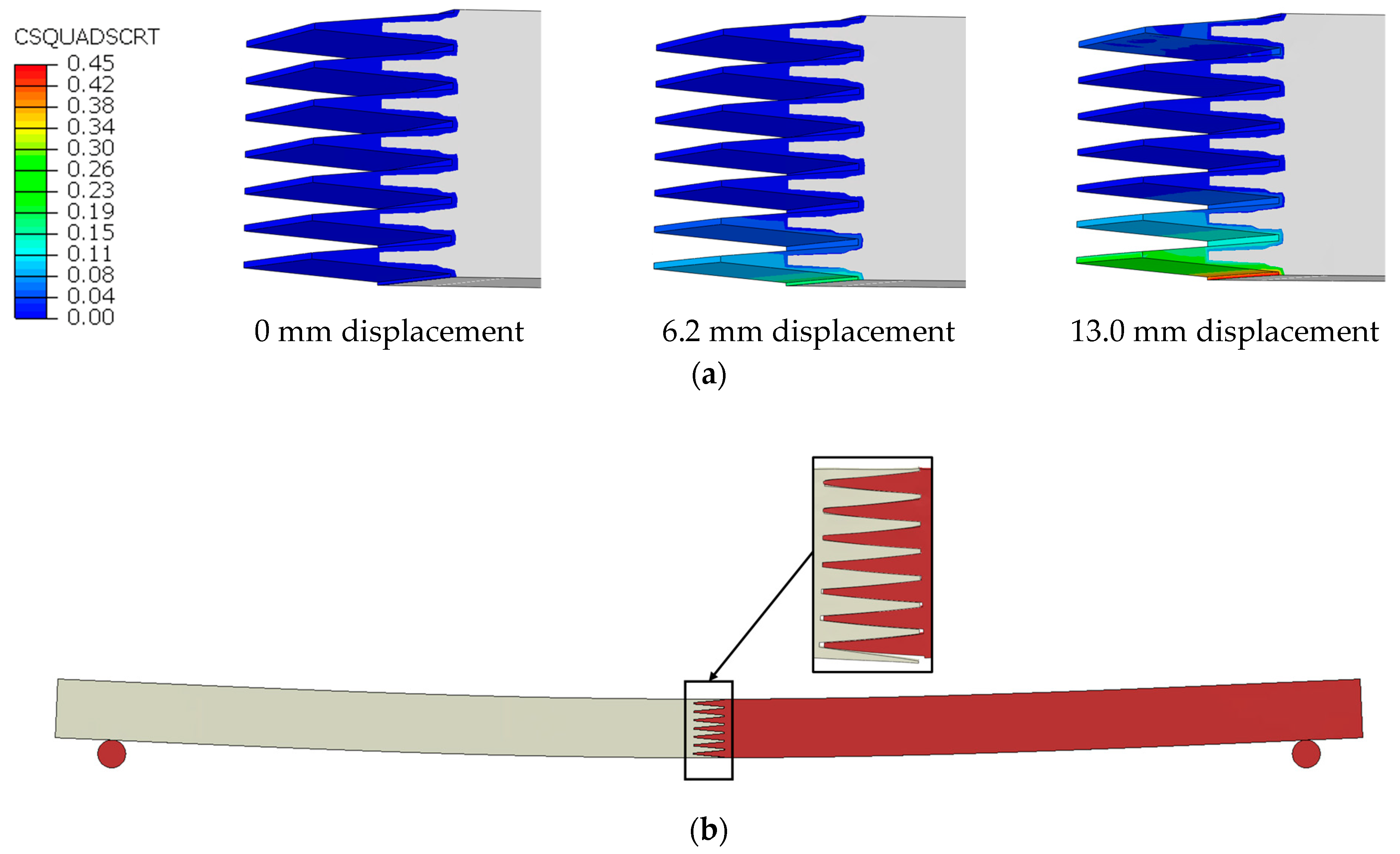
2.2. Finite Element Model
3. Optimization Method and Implementation
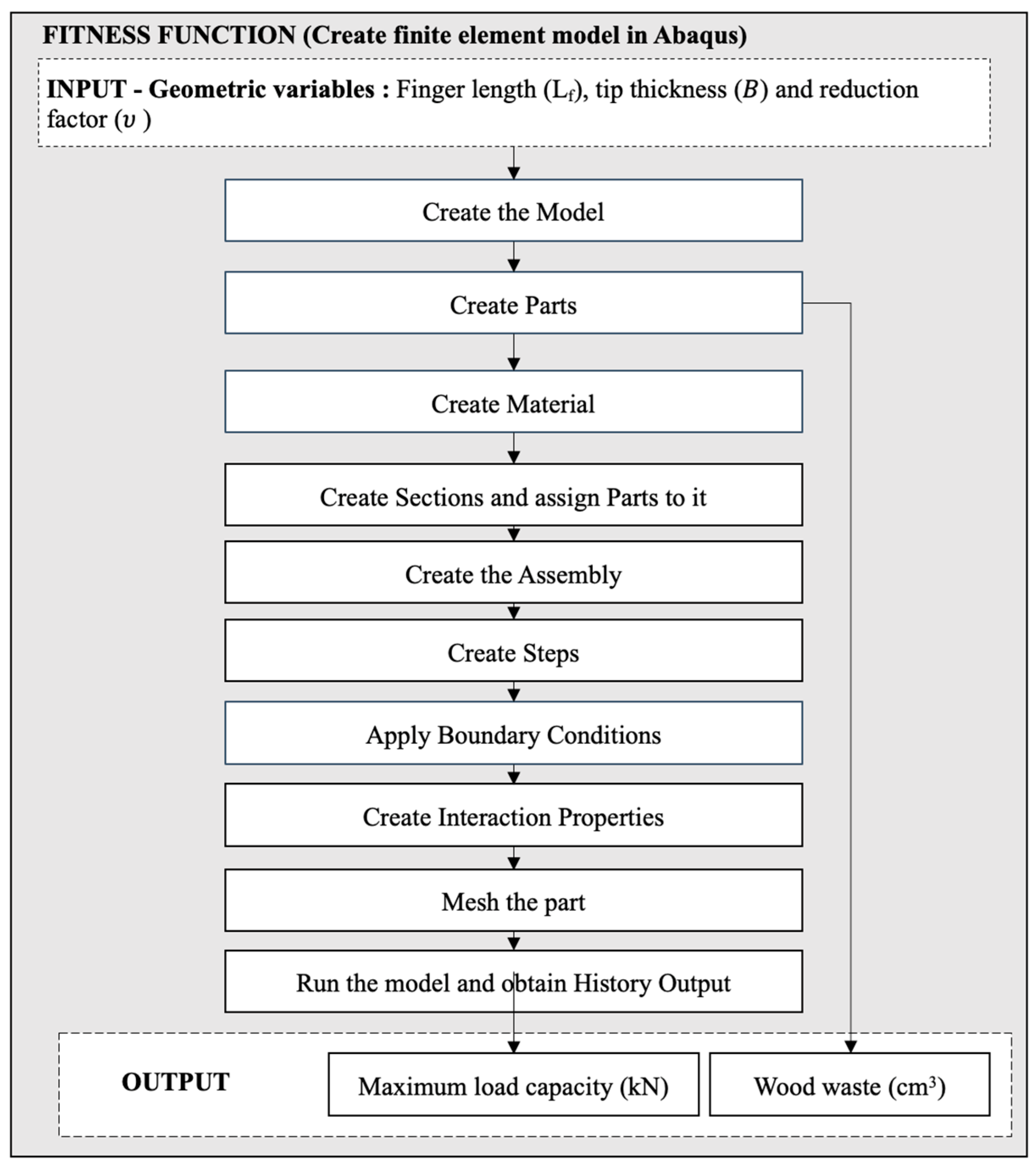
3.1. Automated Simulation Framework for Parametric Study
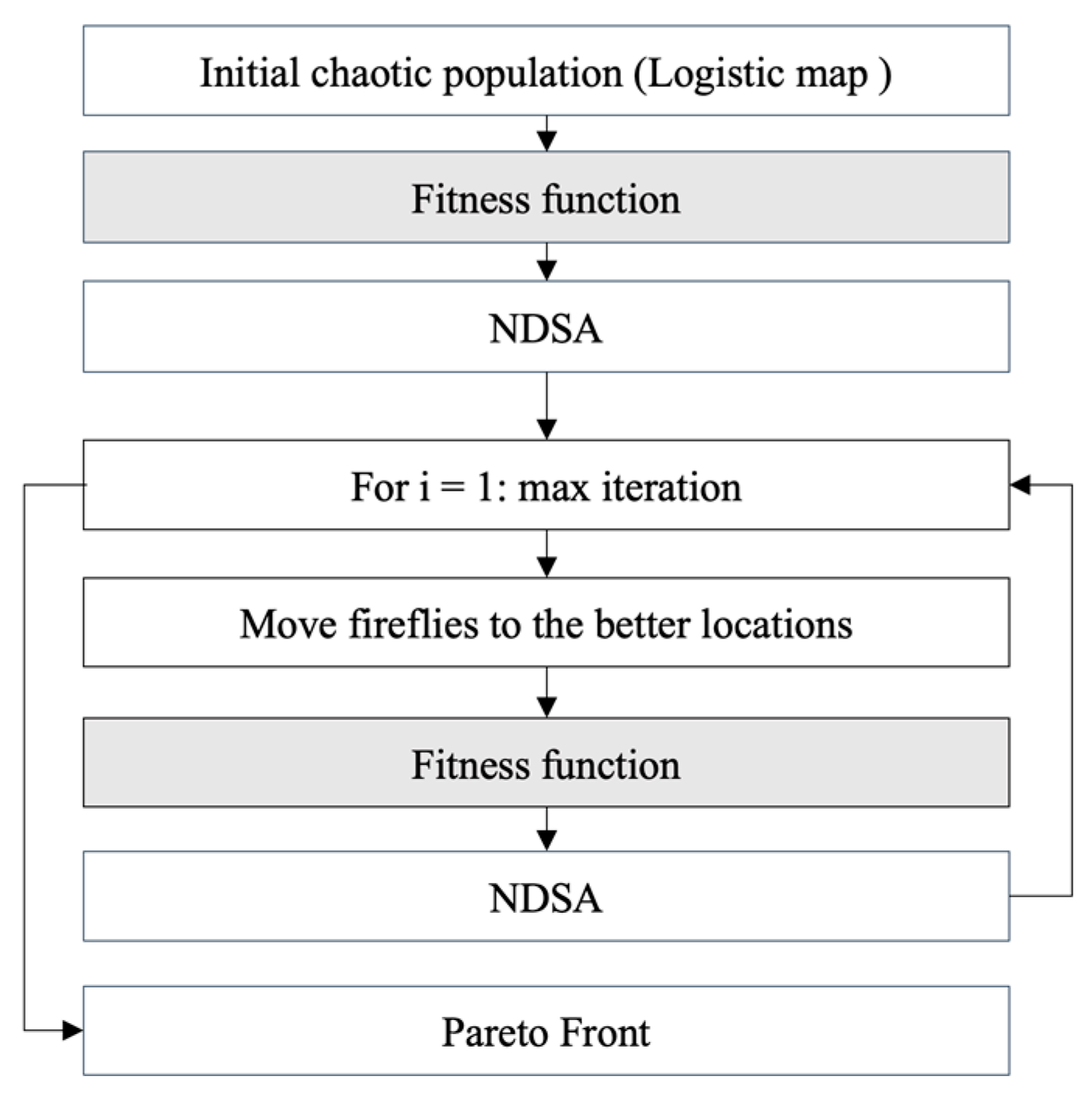
3.2. Optimisation Algorithm
- The attractiveness of each firefly attracts other fireflies.
- The attractiveness of a firefly is proportional to its brightness and decreases as the distance increases.
- The objective function determines the brightness of a firefly.
4. Results and Discussion
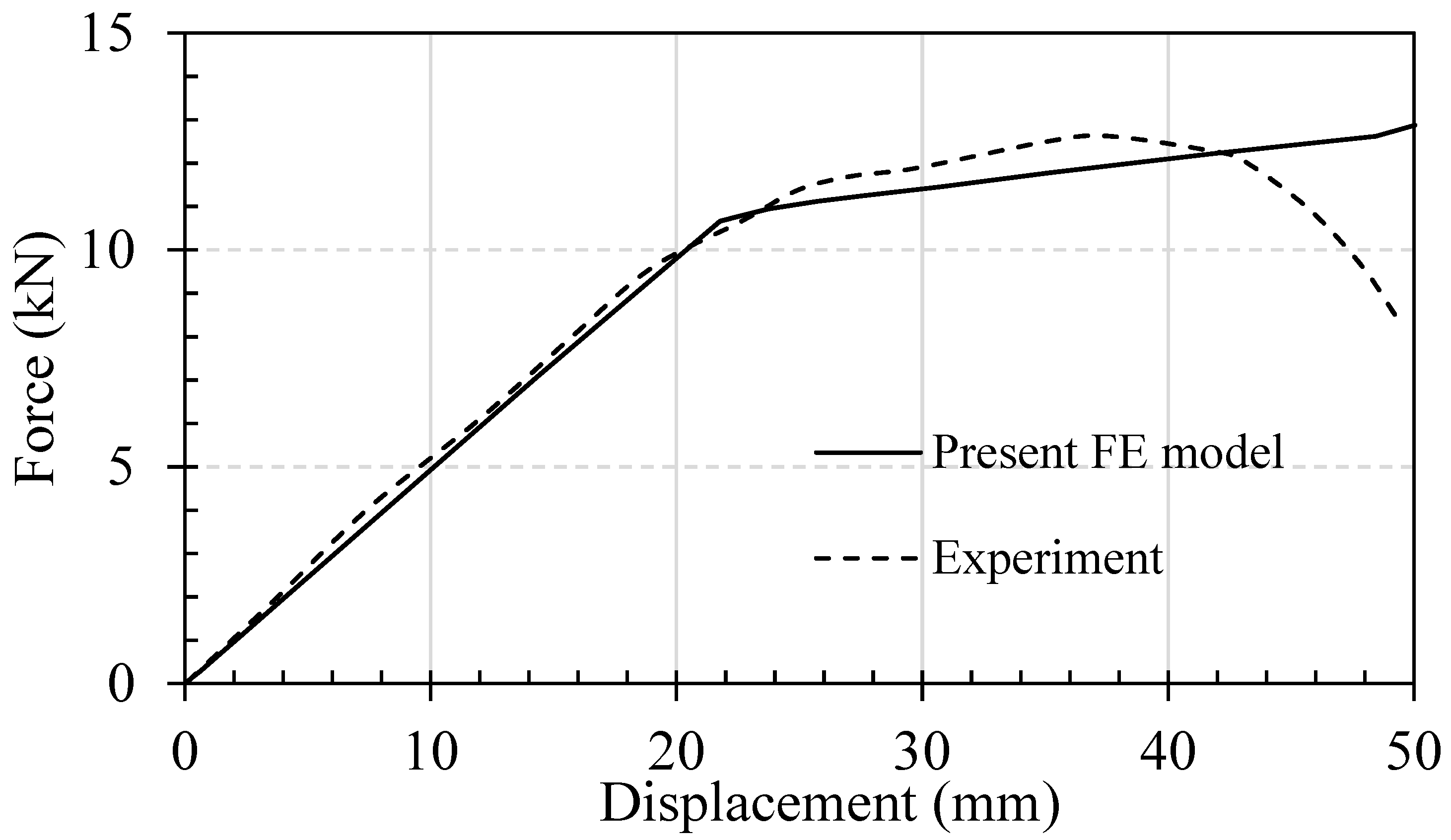
4.1. Model Validation
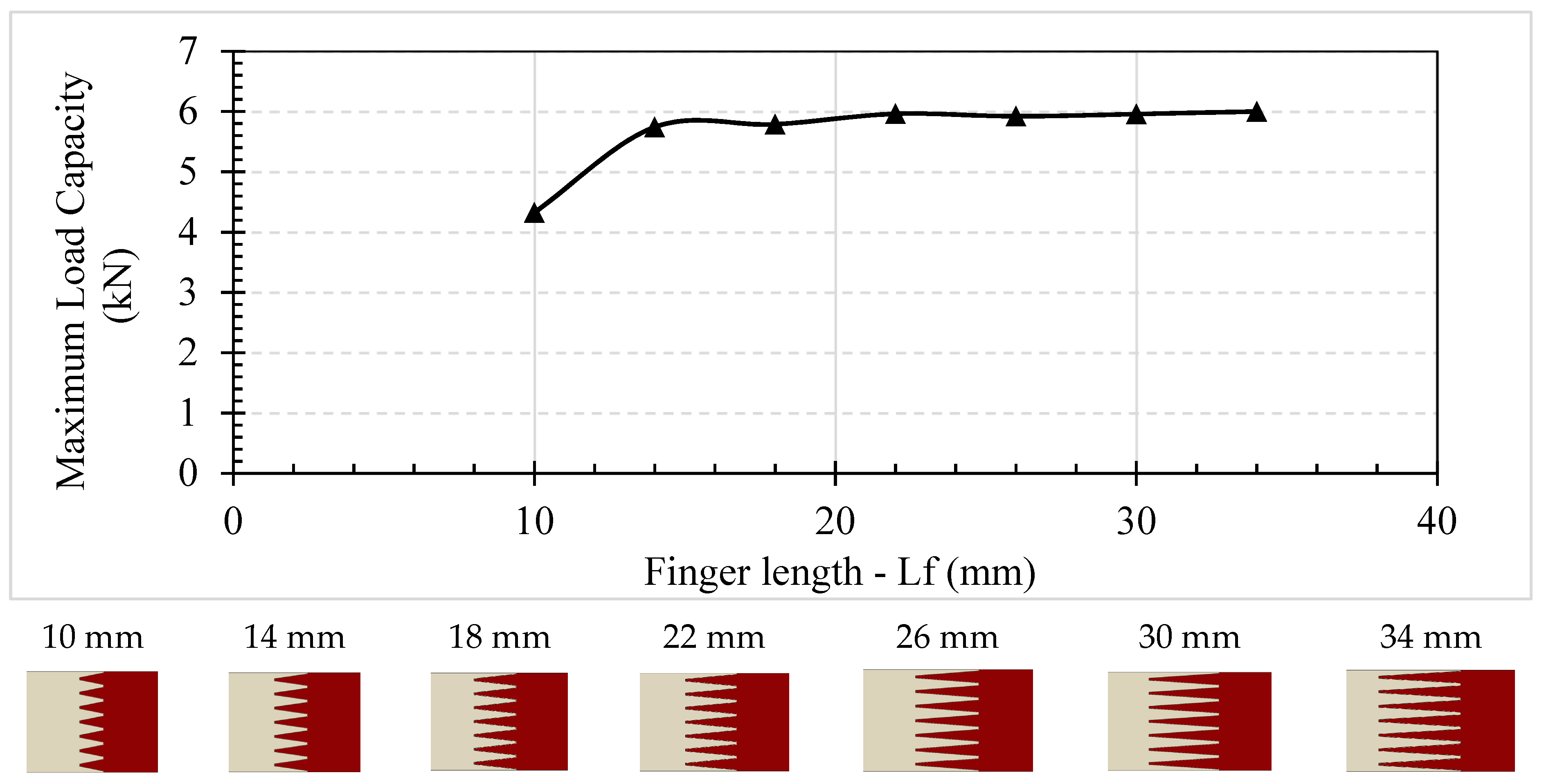
4.2. The Effect of Finger Joint Design Parameters
4.2.1. Impact of Individual Design Parameter
4.2.2. Combined Impact of Design Parameters
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Tang, Z.; Shan, B.; Li, W.; Peng, Q.; Xiao, Y. Structural behavior of glubam I-joists. Constr. Build. Mater. 2019, 224, 292–305. [Google Scholar] [CrossRef]
- Jokerst, R. The effect of geometry on the performance of structural finger-joints. In Production, Marketing and Use of Finger-Jointed Sawnwood; Springer: Berlin/Heidelberg, Germany, 1982; pp. 169–180. [Google Scholar]
- Lara-Bocanegra, A.J.; Majano-Majano, A.; Crespo, J.; Guaita, M. Finger-joint performance in engineered laminated products made of Eucalyptus globulus. In Proceedings of the World Conference on Timber Engineering, Vienna, Austria, 22–25 August 2016. [Google Scholar]
- Vega, A.; Baño, V.; Cardoso, A.; Moya, L. Experimental and numerical evaluation of the structural performance of Uruguayan Eucalyptus grandis finger-joint. Eur. J. Wood Wood Prod. 2020, 78, 923–932. [Google Scholar] [CrossRef]
- Fortuna, B.; Azinović, B.; Plos, M.; Šuligoj, T.; Turk, G. Tension strength capacity of finger joined beech lamellas. Eur. J. Wood Wood Prod. 2020, 78, 985–994. [Google Scholar] [CrossRef]
- Navaratnam, S.; Christopher, P.; Ngo, T.; Le, T. Bending and shear performance of Australian Radiata pine cross-laminated timber. Constr. Build. Mater. 2020, 232, 117215. [Google Scholar] [CrossRef]
- Bustos, C.; Beauregard, R.; Mohammad, M.; Hernández, R.E. Structural performance of finger-jointed black spruce lumber with different joint configurations. For. Prod. J. 2003, 53, 72–76. [Google Scholar]
- Olsson, A.; Briggert, A.; Oscarsson, J. Increased yield of finger jointed structural timber by accounting for grain orientation utilizing the tracheid effect. Eur. J. Wood Wood Prod. 2019, 77, 1063–1077. [Google Scholar] [CrossRef]
- Özçifçi, A.; Yapıcı, F. Structural performance of the finger-jointed strength of some wood species with different joint configurations. Constr. Build. Mater. 2008, 22, 1543–1550. [Google Scholar] [CrossRef]
- Abdul Hamid, N.H.; Ahmad, M.; Suratman, M.N.; Abu, F. Bending strength of finger jointed kelat wood (Syzygium spp.) as affected by finger length and orientation. Adv. Mater. Res. 2015, 1134, 138–142. [Google Scholar] [CrossRef]
- Tran, V.-D.; Oudjene, M.; Méausoone, P.-J. FE analysis and geometrical optimization of timber beech finger-joint under bending test. Int. J. Adhes. Adhes. 2014, 52, 40–47. [Google Scholar] [CrossRef]
- Hasanagić, R.; Hodžić, A.; Jurković, M. Modelling and optimization of tensile break force of solid wood elements lengthened by finger joint. J. Adhes. Sci. Technol. 2020, 34, 1013–1027. [Google Scholar] [CrossRef]
- Ratnasingam, J.; Scholz, F. Optimization of finger-jointing in rubberwood processing. Eur. J. Wood Wood Prod. 2009, 67, 241–242. [Google Scholar] [CrossRef]
- Eshun, J.F.; Potting, J.; Leemans, R. Wood waste minimization in the timber sector of Ghana: A systems approach to reduce environmental impact. J. Clean. Prod. 2012, 26, 67–78. [Google Scholar] [CrossRef]
- Adhikari, S.; Ozarska, B. Minimizing environmental impacts of timber products through the production process “From Sawmill to Final Products”. Environ. Syst. Res. 2018, 7, 6. [Google Scholar] [CrossRef]
- Elinwa, A.U.; Mahmood, Y.A. Ash from timber waste as cement replacement material. Cem. Concr. Compos. 2002, 24, 219–222. [Google Scholar] [CrossRef]
- Yang, M.; Rosentrater, K. Environmental effects and economic analysis of adhesives: A review of life cycle assessment (LCA) and techno-economic analysis (TEA). In Proceedings of the 2015 ASABE Annual International Meeting, New Orleans, LA, USA, 26–29 July 2015; p. 1. [Google Scholar]
- Bui, D.-K.; Nguyen, T.; Chou, J.-S.; Nguyen-Xuan, H.; Ngo, T.D. A modified firefly algorithm-artificial neural network expert system for predicting compressive and tensile strength of high-performance concrete. Constr. Build. Mater. 2018, 180, 320–333. [Google Scholar] [CrossRef]
- Bui, D.-K.; Nguyen, T.N.; Ghazlan, A.; Ngo, N.-T.; Ngo, T.D. Enhancing building energy efficiency by adaptive façade: A computational optimization approach. Appl. Energy 2020, 265, 114797. [Google Scholar] [CrossRef]
- Bui, D.-K.; Nguyen, T.N.; Ngo, T.D.; Nguyen-Xuan, H. An artificial neural network (ANN) expert system enhanced with the electromagnetism-based firefly algorithm (EFA) for predicting the energy consumption in buildings. Energy 2020, 190, 116370. [Google Scholar] [CrossRef]
- Le, T.S.; Nguyen, T.N.; Bui, D.-K.; Ngo, T.D. Optimal sizing of renewable energy storage: A techno-economic analysis of hydrogen, battery and hybrid systems considering degradation and seasonal storage. Appl. Energy 2023, 336, 120817. [Google Scholar] [CrossRef]
- Khelifa, M.; Lahouar, M.A.; Celzard, A. Flexural strengthening of finger-jointed Spruce timber beams with CFRP. J. Adhes. Sci. Technol. 2015, 29, 2104–2116. [Google Scholar] [CrossRef]
- EN408; Timber Structures–Structural Timber and Glued-Laminated Timber–Determination of Some Physical and Mechanical Properties. European Committee for Standardization: Brussels, Belgium, 2010.
- Avez, C.; Descamps, T.; Serrano, E.; Léoskool, L. Finite element modelling of inclined screwed timber to timber connections with a large gap between the elements. Eur. J. Wood Wood Prod. 2016, 74, 467–471. [Google Scholar] [CrossRef]
- Dassault Systemes. ABAQUS User’s Manual; Dassault Systemes Inc.: Waltham, MA, USA, 2019. [Google Scholar]
- Khelifa, M.; Celzard, A. Numerical analysis of flexural strengthening of timber beams reinforced with CFRP strips. Compos. Struct. 2014, 111, 393–400. [Google Scholar] [CrossRef]
- Khelifa, M.; Vila Loperena, N.; Bleron, L.; Khennane, A. Analysis of CFRP-strengthened timber beams. J. Adhes. Sci. Technol. 2014, 28, 1–14. [Google Scholar] [CrossRef]
- Colling, F. Tragfähigkeit von Biegeträgern aus Brettschichtholz in Abhängigkeit von den Festigkeitsrelevanten Einflussgrößen; Versuchsanst. für Stahl, Holz und Steine: Karlsruhe, Germany, 1990. [Google Scholar]
- Martins, C.; Dias, A.M.; Cruz, H. Bonding performance of Portuguese Maritime pine glued laminated timber. Constr. Build. Mater. 2019, 223, 520–529. [Google Scholar] [CrossRef]
- Khelifa, M.; Celzard, A.; Oudjene, M.; Ruelle, J. Experimental and numerical analysis of CFRP-strengthened finger-jointed timber beams. Int. J. Adhes. Adhes. 2016, 68, 283–297. [Google Scholar] [CrossRef]
- Jiang, Y.; Schaffrath, J.; Knorz, M.; Winter, S. Bonding of various wood species–studies about their applicability in glued laminated timber. In Materials and Joints in Timber Structures: Recent Developments of Technology; Springer: Dordrecht, The Netherlands, 2014. [Google Scholar]
- Sernek, M.; Boonstra, M.; Pizzi, A.; Despres, A.; Gérardin, P. Bonding performance of heat treated wood with structural adhesives. Holz Als Roh-Und Werkst. 2008, 66, 173–180. [Google Scholar] [CrossRef]
- Nadir, Y.; Nagarajan, P. The behavior of horizontally glued laminated beams using rubber wood. Constr. Build. Mater. 2014, 55, 398–405. [Google Scholar] [CrossRef]
- Lee, M.J.; Cho, T.M.; Kim, W.S.; Lee, B.C.; Lee, J.J. Determination of cohesive parameters for a mixed-mode cohesive zone model. Int. J. Adhes. Adhes. 2010, 30, 322–328. [Google Scholar]
- Fortino, S.; Zagari, G.; Mendicino, A.L.; Dill-Langer, G. A simple approach for FEM simulation of Mode I cohesive crack growth in glued laminated timber under short-term loading. J. Struct. Mech. 2012, 45, 1–20. [Google Scholar]
- Rao, S.; Gong, M.; Chui, Y.; Mohammad, M. Effect of geometric parameters of finger joint profile on ultimate tensile strength of single finger-joined boards. Wood Fiber Sci. 2012, 44, 263–270. [Google Scholar]
- EN 15497:2014; Structural Finger Jointed Solid Timber-Performance Requirements and Minimum Production Requirements. British Standards Institution: Brussels, Belgium, 2014; p. 7.
- Yang, X.-S. Firefly algorithms for multimodal optimization. In International Symposium on Stochastic Algorithms; Springer: Berlin/Heidelberg, Germany, 2009. [Google Scholar]
- Chou, J.-S.; Ngo, N.-T. Modified firefly algorithm for multidimensional optimization in structural design problems. Struct. Multidiscip. Optim. 2017, 55, 2013–2028. [Google Scholar] [CrossRef]
- May, R.M. Simple mathematical models with very complicated dynamics. In The Theory of Chaotic Attractors; Springer: New York, NY, USA, 2004; pp. 85–93. [Google Scholar]
- Deb, K.; Pratap, A.; Agarwal, S.; Meyarivan, T. A fast and elitist multiobjective genetic algorithm: NSGA-II. IEEE Trans. Evol. Comput. 2002, 6, 182–197. [Google Scholar] [CrossRef]
- Hu, N.; Li, X.; Wu, Y.; Zhou, X. Effects of finger length on finger joint process of glued laminated timber. In Proceedings of the 2012 International Conference on Biobase Material Science and Engineering, Changsha, China, 21–23 October 2012; pp. 288–291. [Google Scholar]
- Rao, S.; Gong, M.; Chui, Y.; Mohammad, M. Effect of end pressure on performance of structural finger-joined lumber fabricated using a short joint profile. Eur. J. Wood Wood Prod. 2014, 72, 143–145. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Initial Stiffness | Damage Initiation |
|---|---|
| Parameter | Baseline | Best |
|---|---|---|
 |  | |
| n | 7 | 20 |
| B (mm) | 1 | 0.4 |
| Lf (mm) | 22 | 15 |
| Maximum load capacity (kN) | 6.01 | 6.18 |
| Waste Volume (cm3) | 37 | 25 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Le, S.T.; Nguyen, T.N.; Bui, D.-K.; Ha, Q.P.; Ngo, T.D. Modelling and Multi-Objective Optimisation of Finger Joints: Improving Flexural Performance and Minimising Wood Waste. Buildings 2023, 13, 1186. https://doi.org/10.3390/buildings13051186
Le ST, Nguyen TN, Bui D-K, Ha QP, Ngo TD. Modelling and Multi-Objective Optimisation of Finger Joints: Improving Flexural Performance and Minimising Wood Waste. Buildings. 2023; 13(5):1186. https://doi.org/10.3390/buildings13051186
Chicago/Turabian StyleLe, Son Tay, Tuan Ngoc Nguyen, Dac-Khuong Bui, Quang Phuc Ha, and Tuan Duc Ngo. 2023. "Modelling and Multi-Objective Optimisation of Finger Joints: Improving Flexural Performance and Minimising Wood Waste" Buildings 13, no. 5: 1186. https://doi.org/10.3390/buildings13051186