
Composite Cements Using Ground Granulated Blast Furnace Slag, Fly Ash, and Geothermal Silica with Alkali Activation

 , ,
, ,  and
and 
Abstract
1. Introduction
2. Materials and Methods
3. Results and Discussion
3.1. Compressive Strength
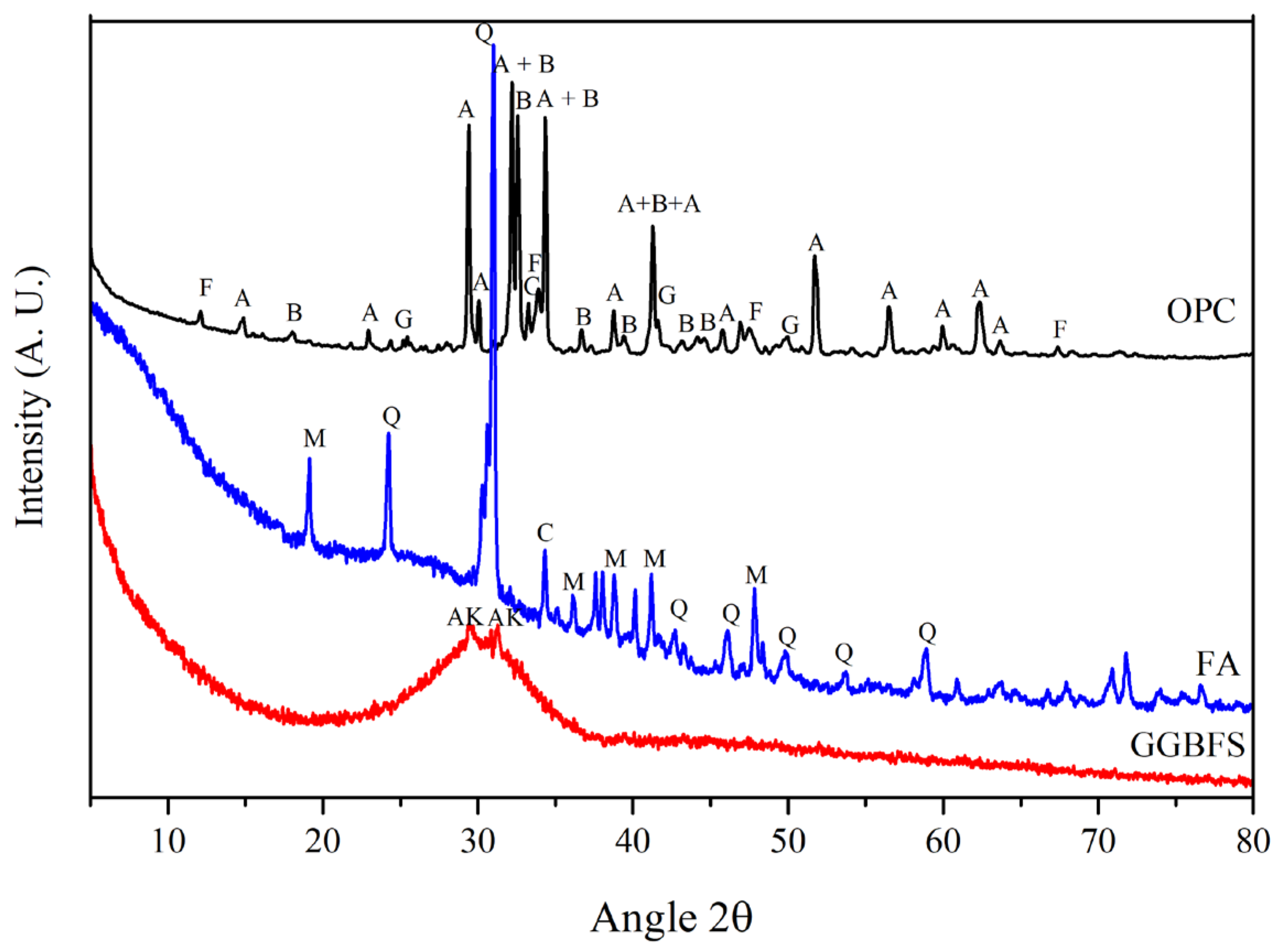
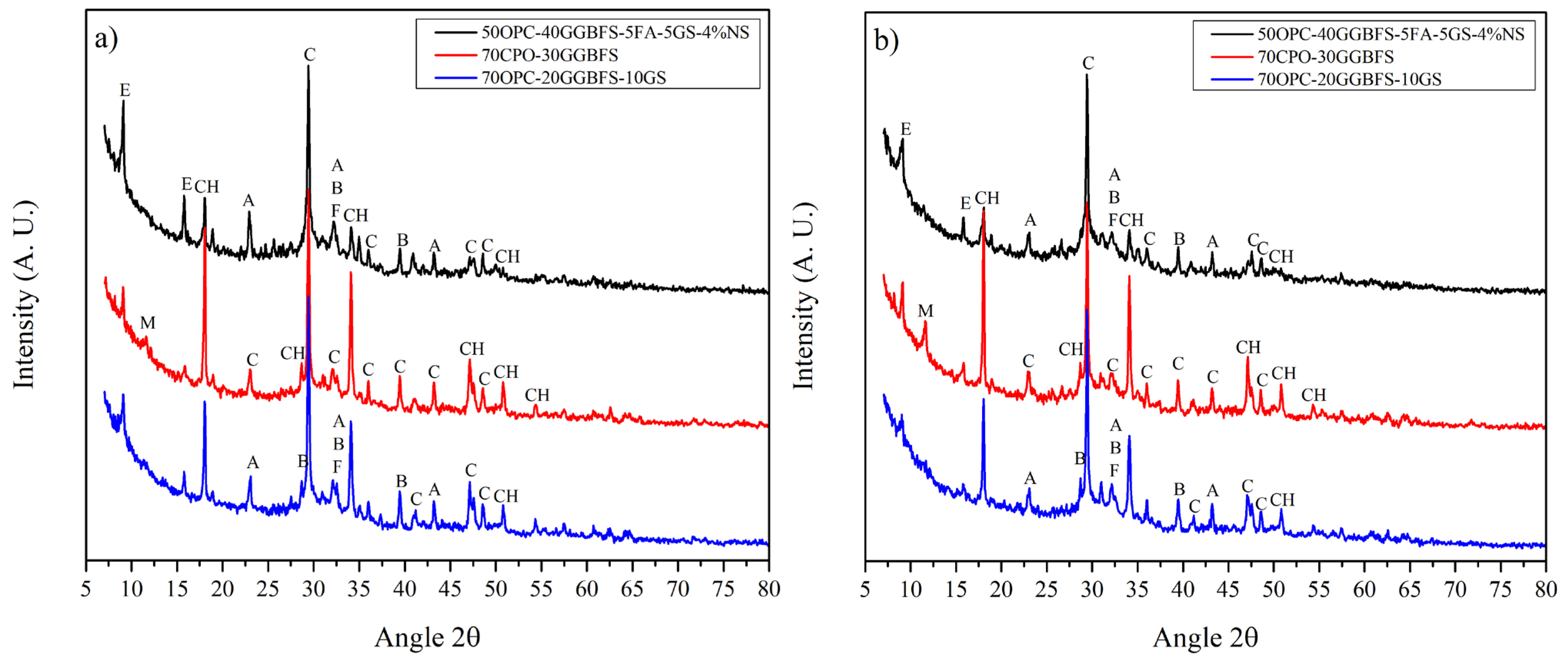
3.2. X-ray Diffraction
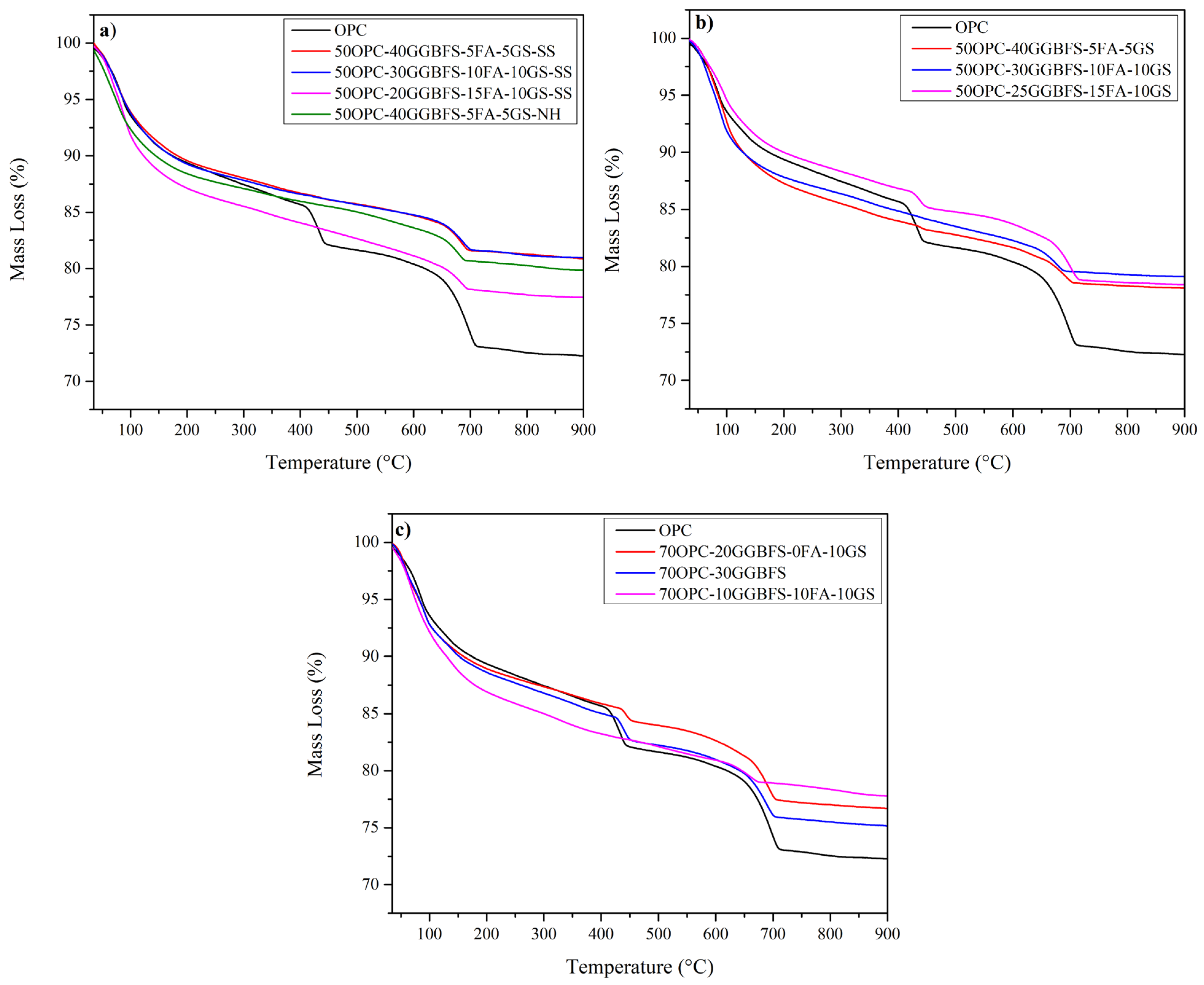
3.3. Thermogravimetric Analysis
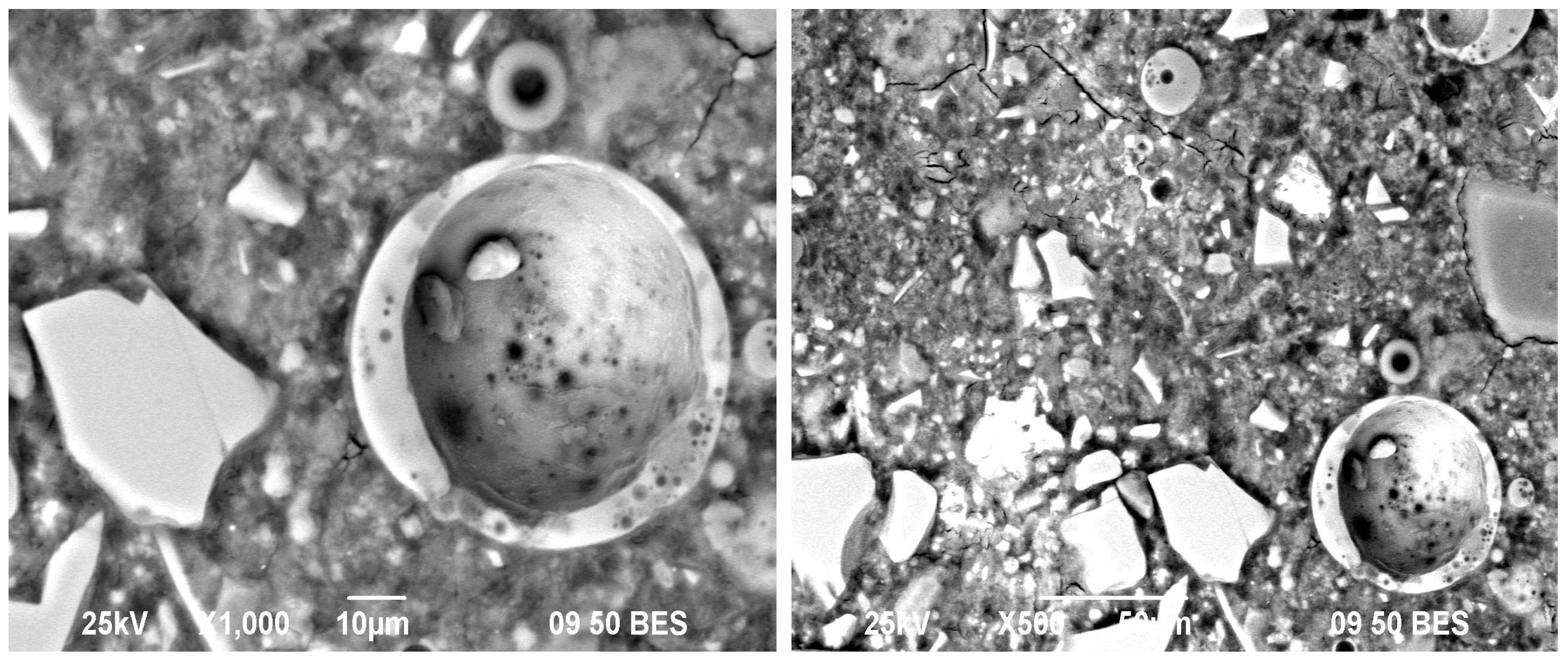
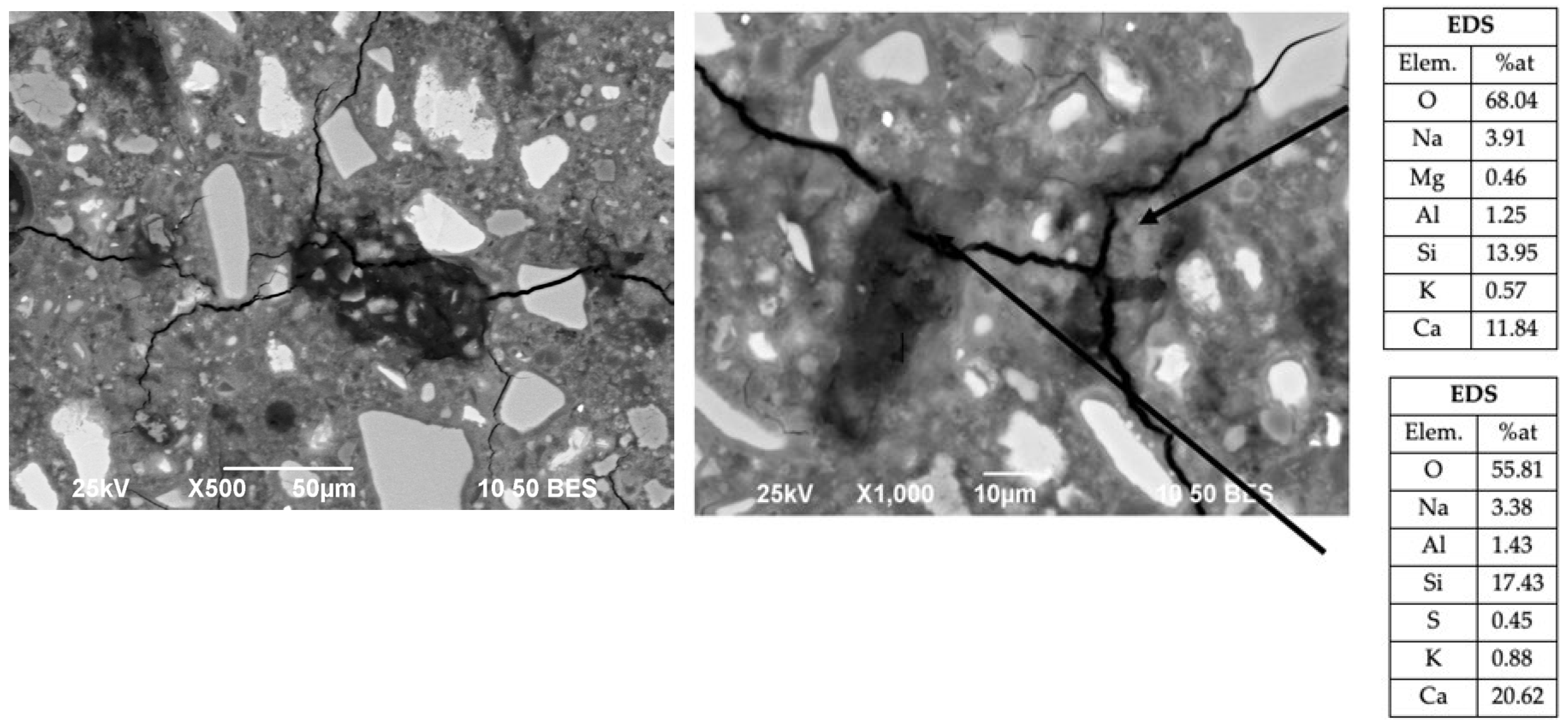
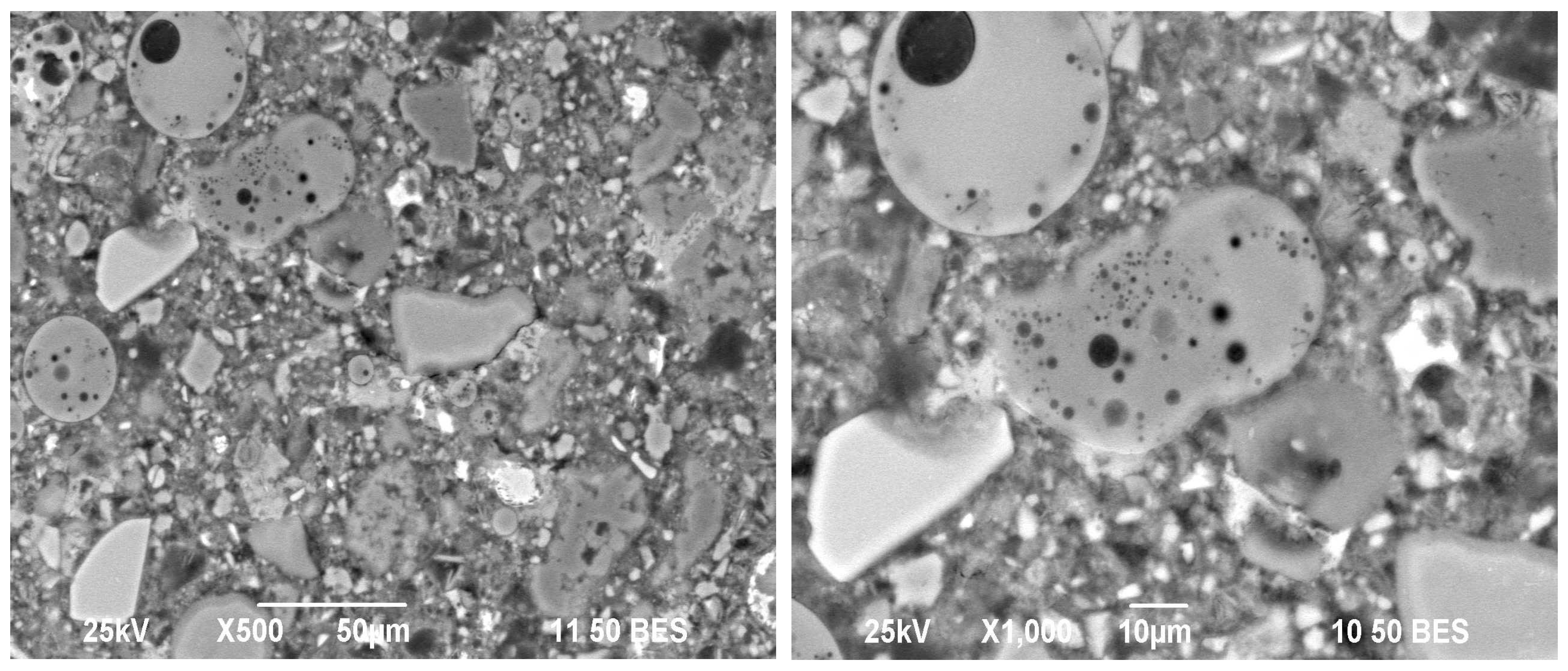
3.4. Scanning Electron Microscopy and Energy Dispersive X-ray Spectroscopy
3.5. General Discussion
- -
- Granulated blast-furnace slag. High levels of slag replacement reduced the workability of the pastes due to their morphology. It was confirmed that it prolonged the setting time of the pastes and that the best strengths were obtained at late curing periods (between 14 and 28 days) [44]. The presence of GS was necessary to increase the RC of the systems. The reacted slag promoted the formation of more C-S-H gel responsible for the hardening of the pastes. Partially reacted slag grains were found at 90 days, indicating that an increase in strength could be expected at later ages.
- -
- Fly ash. One of the main advantages of using fly ash is the ability to improve the flowability of the pastes due to its plasticizing properties resulting from its spherical morphology. According to SEM observations, there was no contribution to form C-S-H gel, as there was no interaction between this material and the alkaline activators used. Although the ash did not react as expected, its presence was not trivial, since it promoted the reduction in the porosity of the cementitious matrices (microfiller effect), due to its variety of sizes and spherical shapes [14,15].
- -
4. Conclusions
- -
- Three of the most common alkaline activators (Na2SiO3, NaOH, and Na2SO4) were analyzed, with Na2SO4 having the best compressive strength results. This behavior could be due to two fundamental aspects: the promotion and acceleration of the pozzolanic reaction and the formation of more ettringite (AFt) at early ages that densified the matrix.
- -
- Class F fly ash could not be alkaline activated; however, its presence significantly improved the workability of the pastes and acted as a microfiller helping to reduce the porosity of the cementitious matrices.
- -
- High volumes of slag significantly reduced the early age strength of the composites, obtaining the best strengths at later ages.
- -
- The NaOH activator, by increasing the pH of the pastes, promoted the release of alkalis that favored the presence of the (N)-S-H gel. The inability to act as an alkaline activator of partially replaced systems evaluated in this research could be due to a retardation of the Portland cement hydration.
- -
- Likewise, 30% replaced systems, obtained in the same way positive results using a combination of granulated blast furnace slag and low proportions of geothermal silica and fly ash.
- -
- There was a significant improvement in the reduction in porosity, with the use of GS, the pozzolanic reaction was observed by XRD and TGA. When also adding GGBFS the results were improved in both systems, with and without activation.
5. Future Works
Supplementary Materials
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- UN Environment; Scrivener, K.L.; John, V.M.; Gartner, E.M. Eco-efficient cements: Potential economically viable solutions for a low-CO2 cement-based materials industry. Cem. Concr. Res. 2018, 114, 2–26. [Google Scholar] [CrossRef]
- Miller, S.A.; John, V.M.; Pacca, S.A.; Horvath, A. Carbon dioxide reduction potential in the global cement industry by 2050. Cem. Concr. Res. 2018, 114, 115–124. [Google Scholar] [CrossRef]
- Mindess, S.; Young, F.; Darwin, D. Concrete, 2nd ed.; Prentice Hall: Upper Saddle River, NJ, USA, 2003. [Google Scholar]
- Neville, A.M.; Brooks, J.J. Concrete Technology, 2nd ed.; Prentice Hall: Upper Saddle River, NJ, USA, 2010. [Google Scholar]
- Montoya, A.S.; Chung, C.-W.; Kim, J.-H. High Performance Concretes with Highly Reactive Rice Husk Ash and Silica Fume. Materials 2023, 16, 3903. [Google Scholar] [CrossRef] [PubMed]
- Ludwig, H.-M.; Zhang, W. Research review of cement clinker chemistry. Cem. Concr. Res. 2015, 78, 24–37. [Google Scholar] [CrossRef]
- Worrell, E.; Price, L.; Martin, N.; Hendriks, C.; Meida, L.O. Carbon dioxide emission from global cement industry. Annu. Rev. Energy Environ. 2001, 26, 303–329. [Google Scholar] [CrossRef]
- Robayo-Salazar, R.; Mejía-Arcila, J.; de Gutiérrez, R.M.; Martínez, E. Life cycle assessment (LCA) of an alkali-activated binary concrete based on natural volcanic pozzolan: A comparative analysis to OPC concrete. Constr. Build. Mater. 2018, 176, 103–111. [Google Scholar] [CrossRef]
- Qin, L.; Gao, X.; Li, Q. Upcycling carbon dioxide to improve mechanical strength of Portland cement. J. Clean. Prod. 2018, 196, 726–738. [Google Scholar] [CrossRef]
- Escalante-García, J.I.; Magallanes-Rivera, R.X.; Gorokhovsky, A. Waste gypsum–blast furnace slag cement in mortars with granulated slag and silica sand as aggregates. Constr. Build. Mater. 2009, 23, 2851–2855. [Google Scholar] [CrossRef]
- Van den Heede, P.; De Belie, N. Environmental impact and life cycle assessment (LCA) of traditional and ‘green’ concretes: Literature review and theoretical calculations. Cem. Concr. Compos. 2012, 34, 431–442. [Google Scholar] [CrossRef]
- Saha, A.K.; Khan, M.; Sarker, P.K. Value added utilization of by-product electric furnace ferronickel slag as construction materials: A review. Resour. Conserv. Recycl. 2018, 134, 10–24. [Google Scholar] [CrossRef]
- Gartner, E.M.; Macphee, D.E. A physico-chemical basis for novel cementitious binders. Cem. Concr. Res. 2011, 41, 736–749. [Google Scholar] [CrossRef]
- Snellings, R.; Mertens, G.; Elsen, J. Supplementary Cementitious Materials. Rev. Miner. Geochem. 2012, 74, 211–278. [Google Scholar] [CrossRef]
- Lothenbach, B.; Scrivener, K.; Hooton, R. Supplementary cementitious materials. Cem. Concr. Res. 2011, 41, 1244–1256. [Google Scholar] [CrossRef]
- Aïtcin, P.-C. Supplementary cementitious materials and blended cements. In Science and Technology of Concrete Admixtures; Elsevier: Amsterdam, The Netherlands, 2016; pp. 53–73. [Google Scholar] [CrossRef]
- Das, B.; Prakash, S.; Reddy, P.S.R.; Misra, V.N. An overview of utilization of slag and sludge from steel industries. Resour. Conserv. Recycl. 2007, 50, 40–57. [Google Scholar] [CrossRef]
- Iñiguez-Sánchez, C.; Gómez-Zamorano, L.; Alonso, M. Impact of nano-geothermal silica waste and chloride content on pore solution, microstructure, and hydration products in Portland cement pastes. J. Mater. Sci. 2012, 47, 3639–3647. [Google Scholar] [CrossRef]
- Gómez-Zamorano, L.Y.; Escalante-García, J.I.; Mendoza-Suárez, G. Geothermal waste: An alternative replacement material of portland cement. J. Mater. Sci. 2004, 39, 4021–4025. [Google Scholar] [CrossRef]
- Escalante, J.; Mendoza, G.; Mancha, H.; López, J.; Vargas, G. Pozzolanic properties of a geothermal silica waste material. Cem. Concr. Res. 1999, 29, 623–625. [Google Scholar] [CrossRef]
- John, V.M.; Damineli, B.L.; Quattrone, M.; Pileggi, R.G. Fillers in cementitious materials—Experience, recent advances and future potential. Cem. Concr. Res. 2018, 114, 65–78. [Google Scholar] [CrossRef]
- Bijen, J. Benefits of slag and fly ash. Constr. Build. Mater. 1996, 10, 309–314. [Google Scholar] [CrossRef]
- Jamali, M.; Gupta, S. Utilization of silica fume with fly ash and properties of Portland cement-silica fume-fly ash-concrete. AIP Conf. Proc. 2023, 2558, 020025. [Google Scholar] [CrossRef]
- Li, X.; Bai, C.; Qiao, Y.; Wang, X.; Yang, K.; Colombo, P. Preparation, properties and applications of fly ash-based porous geopolymers: A review. J. Clean. Prod. 2022, 359, 132043. [Google Scholar] [CrossRef]
- Barboza-Chavez, A.C.; Gómez-Zamorano, L.Y.; Acevedo-Dávila, J.L. Synthesis and Characterization of a Hybrid Cement Based on Fly Ash, Metakaolin and Portland Cement Clinker. Materials 2020, 13, 1084. [Google Scholar] [CrossRef] [PubMed]
- Zhao, F.-Q.; Ni, W.; Wang, H.-J.; Liu, H.-J. Activated fly ash/slag blended cement. Resour. Conserv. Recycl. 2007, 52, 303–313. [Google Scholar] [CrossRef]
- García-Lodeiro, I.; Fernández-Jiménez, A.; Palomo, A. Variation in hybrid cements over time. Alkaline activation of fly ash–portland cement blends. Cem. Concr. Res. 2013, 52, 112–122. [Google Scholar] [CrossRef]
- Amran, M.; Murali, G.; Khalid, N.H.A.; Fediuk, R.; Ozbakkaloglu, T.; Lee, Y.H.; Haruna, S.; Lee, Y.Y. Slag uses in making an ecofriendly and sustainable concrete: A review. Constr. Build. Mater. 2021, 272, 121942. [Google Scholar] [CrossRef]
- García-Lodeiro, I.; Fernández-Jiménez, A.; Palomo, A. Cementos híbridos de bajo impacto ambiental: Reducción del factor Clinker. Rev. ALCONPAT 2015, 5, 1–17. [Google Scholar] [CrossRef]
- Guerra-Cossío, M.A.; González-López, J.R.; Magallanes-Rivera, R.X.; Zaldívar-Cadena, A.A.; Figueroa-Torres, M.Z. Anhydrite, blast-furnace slag and silica fume composites: Properties and reaction products. Adv. Cem. Res. 2019, 31, 362–369. [Google Scholar] [CrossRef]
- Shi, C.; Roy, D.; Krivenko, P. Alkali-Activated Cements and Concretes; CRC Press: Boca Raton, FL, USA, 2003. [Google Scholar] [CrossRef]
- Luukkonen, T.; Abdollahnejad, Z.; Yliniemi, J.; Kinnunen, P.; Illikainen, M. One-part alkali-activated materials: A review. Cem. Concr. Res. 2018, 103, 21–34. [Google Scholar] [CrossRef]
- Wang, S.-D.; Scrivener, K.L.; Pratt, P. Factors affecting the strength of alkali-activated slag. Cem. Concr. Res. 1994, 24, 1033–1043. [Google Scholar] [CrossRef]
- Batuecas, E.; Ramón-Álvarez, I.; Sánchez-Delgado, S.; Torres-Carrasco, M. Carbon footprint and water use of alkali-activated and hybrid cement mortars. J. Clean. Prod. 2021, 319, 128653. [Google Scholar] [CrossRef]
- Palomo, A.; Krivenko, P.V.; Garcia-Lodeiro, I.; Kavalerova, E.; Maltseva, O.; Fernández-Jimenez, A.M. A review on alkaline activation: New analytical perspectives. Mater. Constr. 2014, 64, e022. [Google Scholar] [CrossRef]
- Dacić, A.; Kopecskó, K.; Fenyvesi, O.; Merta, I. The Obstacles to a Broader Application of Alkali-Activated Binders as a Sustainable Alternative—A Review. Materials 2023, 16, 3121. [Google Scholar] [CrossRef] [PubMed]
- Sun, X.; Zhao, Y.; Qiu, J.; Xing, J. Review: Alkali-activated blast furnace slag for eco-friendly binders. J. Mater. Sci. 2022, 57, 1599–1622. [Google Scholar] [CrossRef]
- Redden, R.; Neithalath, N. Microstructure, strength, and moisture stability of alkali activated glass powder-based binders. Cem. Concr. Compos. 2014, 45, 46–56. [Google Scholar] [CrossRef]
- Qu, B.; Martin, A.; Pastor, J.; Palomo, A.; Fernández-Jiménez, A. Characterisation of pre-industrial hybrid cement and effect of pre-curing temperature. Cem. Concr. Compos. 2016, 73, 281–288. [Google Scholar] [CrossRef]
- Fernández-Jiménez, A.; Palomo, A.; Sobrados, I.; Sanz, J. The role played by the reactive alumina content in the alkaline activation of fly ashes. Microporous Mesoporous Mater. 2006, 91, 111–119. [Google Scholar] [CrossRef]
- Rivera, J.F.; Mejia, J.M.; de Gutierrez, R.M.; Gordillo, M. Hybrid cement based on the alkali activation of by-products of coal. Rev. Constr. 2014, 13, 31–39. [Google Scholar] [CrossRef]
- Sánchez-Herrero, M.J.; Fernández-Jiménez, A.; Palomo, A. Studies about the Hydration of Hybrid “Alkaline-Belite” Cement. Front. Mater. 2019, 6, 66. [Google Scholar] [CrossRef]
- Lodeiro, I.G.; Macphee, D.; Palomo, A.; Fernández-Jiménez, A. Effect of alkalis on fresh C–S–H gels. FTIR analysis. Cem. Concr. Res. 2009, 39, 147–153. [Google Scholar] [CrossRef]
- Escalante, J.; Gómez, L.; Johal, K.; Mendoza, G.; Mancha, H.; Méndez, J. Reactivity of blast-furnace slag in Portland cement blends hydrated under different conditions. Cem. Concr. Res. 2001, 31, 1403–1409. [Google Scholar] [CrossRef]
- Gutteridge, W.A.; Dalziel, J.A. Filler cement: The effect of the secondary component on the hydration of Portland cement: Part 2: Fine hydraulic binders. Cem. Concr. Res. 1990, 20, 853–861. [Google Scholar] [CrossRef]
- Taylor, H.F.W.; Mohan, K.; Moir, G.K. Analytical Study of Pure and Extended Portland Cement Pastes: II, Fly Ash- and Slag-Cement Pastes. J. Am. Ceram. Soc. 1985, 68, 685–690. [Google Scholar] [CrossRef]
- Liu, S.; Han, W.; Li, Q. Hydration Properties of Ground Granulated Blast-Furnace Slag (GGBS) Under Different Hydration Environments. Mater. Sci. 2017, 23, 70–77. [Google Scholar] [CrossRef]
- Escalante-Garcia, J.I.; Palacios-Villanueva, V.M.; Gorokhovsky, A.V.; Mendoza-Suárez, G.; Fuentes, A.F. Characteristics of a NaOH-Activated Blast Furnace Slag Blended with a Fine Particle Silica Waste. J. Am. Ceram. Soc. 2004, 85, 1788–1792. [Google Scholar] [CrossRef]
- Barnett, S.; Soutsos, M.; Millard, S.; Bungey, J. Strength development of mortars containing ground granulated blast-furnace slag: Effect of curing temperature and determination of apparent activation energies. Cem. Concr. Res. 2006, 36, 434–440. [Google Scholar] [CrossRef]
- Salas, A.; Delvasto, S.; de Gutiérrez, R.M. Developing high-performance concrete incorporating highly-reactive rice husk ash. Ing. Investig. 2013, 33, 49–55. [Google Scholar] [CrossRef]
- ASTM C109/C109M-20; Standard Test Method for Compressive Strength of Hydraulic Cement Mortars (Using 2-in. or [50-mm] Cube Specimens). ASTM: Philadelphia, PA, USA, 2020.
- Maciel, M.H.; Soares, G.S.; de Oliveira Romano, R.C.; Cincotto, M.A. Monitoring of Portland cement chemical reaction and quantification of the hydrated products by XRD and TG in function of the stoppage hydration technique. J. Therm. Anal. Calorim. 2019, 136, 1269–1284. [Google Scholar] [CrossRef]
- Chi, L.; Wang, Z.; Lu, S.; Zhao, D.; Yao, Y. Development of mathematical models for predicting the compressive strength and hydration process using the EIS impedance of cementitious materials. Constr. Build. Mater. 2019, 208, 659–668. [Google Scholar] [CrossRef]
- Zeghichi, L.; Mezghiche, B.; Chebili, R. Study of the effect of alkalis on the slag cement systems. Can. J. Civ. Eng. 2005, 32, 934–939. [Google Scholar] [CrossRef]
- Shi, C.; Day, R.L. Pozzolanic reaction in the presence of chemical activators: Part II—Reaction products and mechanism. Cem. Concr. Res. 2000, 30, 607–613. [Google Scholar] [CrossRef]
- Palomo, A.; Jimenez, A.M.F.; Kovalchuk, G.; Ordoñez, L.M.; Naranjo, M.C. Opc-fly ash cementitious systems: Study of gel binders produced during alkaline hydration. J. Mater. Sci. 2007, 42, 2958–2966. [Google Scholar] [CrossRef]
- Hewlett, P.C. (Ed.) Lea’s Chemistry of Cement and Concrete; Elsevier: Amsterdam, The Netherlands, 1998. [Google Scholar] [CrossRef]
- Barnes, P.; Bensted, J. Structure and Performance of Cements; CRC Press: Boca Raton, FL, USA, 2002. [Google Scholar] [CrossRef]
- Escalante-García, J.I.; Gorokhovsky, A.V.; Mendoza, G.; Fuentes, A. Effect of geothermal waste on strength and microstructure of alkali-activated slag cement mortars. Cem. Concr. Res. 2003, 33, 1567–1574. [Google Scholar] [CrossRef]
- Fernández-Jiménez, A.; Palomo, J.; Puertas, F. Alkali-activated slag mortars: Mechanical strength behaviour. Cem. Concr. Res. 1999, 29, 1313–1321. [Google Scholar] [CrossRef]
- Mashizi, M.N.; Bagheripour, M.H.; Jafari, M.M.; Yaghoubi, E. Mechanical and Microstructural Properties of a Stabilized Sand Using Geopolymer Made of Wastes and a Natural Pozzolan. Sustainability 2023, 15, 2966. [Google Scholar] [CrossRef]
- Hooton, R.; Shi, C.; Day, R. Selectivity of Alkaline Activators for the Activation of Slags. Cem. Concr. Aggregates 1996, 18, 8–14. [Google Scholar] [CrossRef]
- Nicoara, A.I.; Badanoiu, A.I. Influence of Alkali Activator Type on the Hydrolytic Stability and Intumescence of Inorganic Polymers Based on Waste Glass. Materials 2021, 15, 147. [Google Scholar] [CrossRef]
- Criado, M.; Jiménez, A.F.; Palomo, A. Effect of sodium sulfate on the alkali activation of fly ash. Cem. Concr. Compos. 2010, 32, 589–594. [Google Scholar] [CrossRef]
- Donatello, S.; Fernández-Jimenez, A.; Palomo, A. Very High Volume Fly Ash Cements. Early Age Hydration Study Using Na2SO4 as an Activator. J. Am. Ceram. Soc. 2013, 96, 900–906. [Google Scholar] [CrossRef]
- Dave, S.V.; Bhogayata, A.; Arora, N.K. Mix design optimization for fresh, strength and durability properties of ambient cured alkali activated composite by Taguchi method. Constr. Build. Mater. 2021, 284, 122822. [Google Scholar] [CrossRef]
- Dave, S.V.; Bhogayata, A. The strength oriented mix design for geopolymer concrete using Taguchi method and Indian concrete mix design code. Constr. Build. Mater. 2020, 262, 120853. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Cementitious Material/Physical Characteristic | GGBFS | FA | GS | OPC |
|---|---|---|---|---|
| Specific gravity | 2230 | 2080 | 2160 | 3050 |
| Blaine fineness, (cm2/g) | 4948 | 4462 | 6652 | 5234 |
| Median grain size, (μm) | 0.1 | 17 | 19 | 15 |
| Pozzolanic activity index | 123 | 125 | 95 | - |
| Oxide | GGBFS | FA | GS |
|---|---|---|---|
| SiO2 | 42.87 | 52.63 | 92.61 |
| Al2O3 | 9.0 | 22.75 | - |
| Fe2O3 | 0.58 | 6.38 | - |
| K2O | 0.65 | 1.18 | - |
| CaO | 35.66 | 6.81 | - |
| MgO | 9.73 | 0.54 | - |
| Na2O | 0.48 | 0.49 | 0.42 |
| Phase | % |
|---|---|
| Alite | 44.03 |
| Belite | 16.14 |
| Ferrite | 6.41 |
| Alum. cub | 4.56 |
| Alum ort. | 0.11 |
| Periclase | 0.43 |
| Arcanite | 1.51 |
| Portlandite | 0.57 |
| Calcite | 24.63 |
| Quartz | 0.15 |
| Gypsum | 0.45 |
| Free lime | 0.0 |
| TOTAL | 98.99 |
| Phase | Chemical Formulae | % Crystalline Phase | Std. Error |
|---|---|---|---|
| Akermanite | Ca2MgSi2O7 | 1 | 0.26 |
| Total | 1 |
| Phase | Chemical Formulae | % Crystalline Phase | Std. Error |
|---|---|---|---|
| Quartz | SiO2 | 15.93 | 0.35 |
| Mullite | Al6Si2O13 | 14.35 | 1.14 |
| Calcite | CaCO3 | 8.82 | 0.54 |
| Hematite | Fe2O3 | 1.45 | 0.39 |
| Total | 40.55 |
| Sample | OPC | GGBFS | FA | GS | Activation |
|---|---|---|---|---|---|
| 100OPC | 100 | 0 | 0 | 0 | |
| 50OPC-50GGBFS | 50 | 50 | 0 | 0 | 4 and 7%Na2Oeq of SS, NH and NS |
| 50OPC-40GGBFS-5FA-5GS | 50 | 40 | 5 | 5 | 4 and 7%Na2Oeq of SS, NH and NS |
| 50OPC-35GGBFS-10FA-5GS | 50 | 35 | 10 | 5 | 4 and 7%Na2Oeq of SS, NH and NS |
| 50OPC-30GGBFS-10FA-10GS | 50 | 30 | 10 | 10 | 4 and 7%Na2Oeq of SS, NH and NS |
| 50OPC-25GGBFS-15FA-10GS | 50 | 25 | 15 | 10 | 4 and 7%Na2Oeq of SS, NH and NS |
| 70OPC-30GGBFS | 70 | 30 | 0 | 0 | |
| 70OPC-10GGBFS-10FA-10GS | 70 | 10 | 10 | 10 | |
| 50OPC-20GGBFS-10GS | 70 | 20 | 0 | 10 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Salas Montoya, A.; Rodríguez-Barboza, L.I.; Colmenero Fonseca, F.; Cárcel-Carrasco, J.; Gómez-Zamorano, L.Y. Composite Cements Using Ground Granulated Blast Furnace Slag, Fly Ash, and Geothermal Silica with Alkali Activation. Buildings 2023, 13, 1854. https://doi.org/10.3390/buildings13071854
Salas Montoya A, Rodríguez-Barboza LI, Colmenero Fonseca F, Cárcel-Carrasco J, Gómez-Zamorano LY. Composite Cements Using Ground Granulated Blast Furnace Slag, Fly Ash, and Geothermal Silica with Alkali Activation. Buildings. 2023; 13(7):1854. https://doi.org/10.3390/buildings13071854
Chicago/Turabian StyleSalas Montoya, Andres, Loth I. Rodríguez-Barboza, Fabiola Colmenero Fonseca, Javier Cárcel-Carrasco, and Lauren Y. Gómez-Zamorano. 2023. "Composite Cements Using Ground Granulated Blast Furnace Slag, Fly Ash, and Geothermal Silica with Alkali Activation" Buildings 13, no. 7: 1854. https://doi.org/10.3390/buildings13071854
APA StyleSalas Montoya, A., Rodríguez-Barboza, L. I., Colmenero Fonseca, F., Cárcel-Carrasco, J., & Gómez-Zamorano, L. Y. (2023). Composite Cements Using Ground Granulated Blast Furnace Slag, Fly Ash, and Geothermal Silica with Alkali Activation. Buildings, 13(7), 1854. https://doi.org/10.3390/buildings13071854