Abstract
Structural concrete aggregate can be substituted with sustainable alternatives from construction and demolition waste, such as reclaimed asphalt pavement (RAP). This contribution assesses the RAP aggregate production chain and aims to investigate the economic aspect of RAP aggregate, evaluating the costs associated with its production and comparing them with the ones necessary to produce NA and recycled concrete aggregate (RCA). This analysis aims to provide additional information on the possible advantages of RAP aggregate use in order to promote sustainable construction. The evaluation was developed using a four-step methodology consisting of (i) determining the RAP aggregate production procedure; (ii) selecting a case study; (iii) defining the mix design; and (iv) performing a cost evaluation and comparing it to the cost of NA and RCA production. The results of the cost analysis of three concretes containing different RAP percentages (0%, 30%, and 45%) demonstrated that RAP’s presence led to more expensive admixtures, with the RAP unit cost being higher than NA (+155.39%). Some strategies were proposed to diminish RAP’s cost, resulting in a reduction of −39.64% with respect to NA’s cost and ranging from 45.13% to 67.30% when compared to RCA’s cost.
1. Introduction
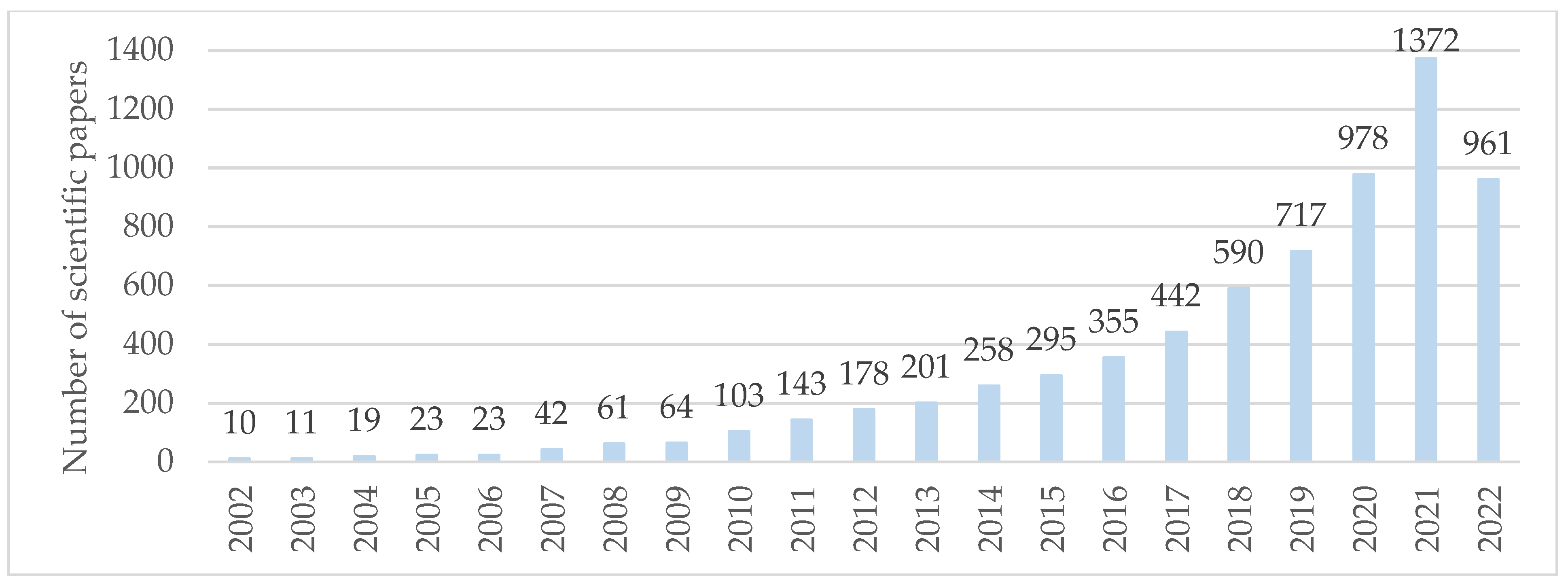
The construction industry can play a central role in combating climate change [1,2]. Acting to reduce the impact of the most used construction material, concrete, is a priority since it contributes 4–8% of global CO2 emissions [3] and to the annual consumption of natural resources, such as sand and gravel [4], of 32 billion tons, increasing around 5% every year [5]. It is not surprising that in the last 12 years (Figure 1), the number of publications concerning the willingness to reduce concrete’s impact has grown exponentially, focusing on the partial or complete substitution of its components [6], especially aggregates, with more sustainable alternatives, such as agro-industry waste [7], plastic [8], PVC [9], glass [10], and construction and demolition waste (C&DW) [11], such as ceramic [12], bricks [13], and concrete [14].
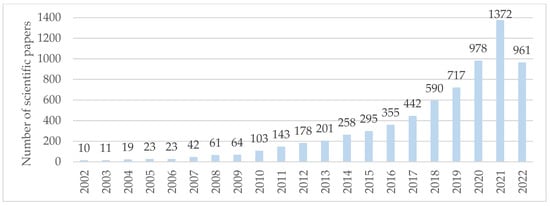
Figure 1.
Number of articles concerning sustainable concrete studies per year. Time-span 2002–2022. Results were obtained using the keyword “sustainable concrete” inside the Web of Science database, selecting only the “article”, i.e., scientific paper, items.
Within this framework, using reclaimed asphalt pavement (RAP) as a recycled aggregate is particularly interesting. RAP is a by-product derived from the demolition and milling of existing asphalt pavements during road maintenance [15]. It is made of natural aggregates covered by a bituminous layer [16], and nowadays, it can be successfully recycled to create new asphalt. Scientific studies [17,18] and some UE countries’ experiences [19] have shown the feasibility of incorporating 50–60% or more RAP for new asphalt production [20,21]. However, since road maintenance interventions occur more frequently than new road construction and complete recycling is not permitted, there is a surplus of RAP in developed countries, creating great amounts of readily available material that can potentially be reused [18].
This is important in Italy, which has the second-highest quantity of available RAP in the EU (9.5 Mt) [21], yet only 20% of that material is reused [19] due to regulatory limits, which, depending on the bitumen type, allow only a maximum of 30%, 25%, and 15% of RAP to be used in bases, base-binders and binders, and wear courses, respectively [22,23,24]. Finding another way to employ RAP can help valorize valuable waste that otherwise will be lost. Recently, a decree [25] identifying the end of waste process for transforming specific types of C&D waste, including asphalt, into recycled aggregates to be used for concrete production, in accordance with EN 12620, has been approved. However, in Italy, structural concrete also needs to accomplish the prescriptions of UNI 8520-1, UNI 8520-2, and the Italian Building Code (NTC 2018), which only allow a recycled aggregate made with old concrete to have a maximum percentage of 30% [26,27,28].
This contradictory situation needs to be solved by updating Italian provisions in order to align the norms with the recent scientific advancements regarding the possibilities of using RAP surplus as a natural aggregate substitute for the production of Portland cement concrete since it could be incorporated into it without any modification to the conventional equipment or procedures [29]. To date, the majority of the studies focusing on this topic were aimed principally at studying RAP concrete for pavements, although in the last few years, the number of articles dealing with creating RAP structural concrete has grown. The majority of the studies focused principally on determining the optimal substitution level in order to achieve good mechanical performances. The results showed that for increasing levels of RAP, both fresh and hardened properties were negatively affected.
Regarding the fresh state, with respect to workability, it was noted that the mixes remained workable [30]. In general, the slump of RAP concrete was lower than the control mix [31], and the mixes containing 100% RAP resulted in high stiffness [32]; however, for reduced RAP content, the admixtures reached the same class as control concrete [32], and in some cases, even registered a slump increase [33]. The air content experimented with minimal variation, although slightly higher content was registered for increasing percentages of RAP [32,33], and the increase was more pronounced for fine RAP mixtures [30]. Moreover, high dosages of RAP led to bleeding concretes [32].
The RAP effects on fresh properties also had repercussions on hardened characteristics. Specifically, with respect to compressive strength, a systematic reduction was observed for increasing RAP content [29,31,34] in both coarse and fine types [33]. The elastic modulus measurements showed that when whole RAP was used, the moduli were not substantially different, but for fine RAP, an addition of more than 60% resulted in a significant decrease [30]. With respect to split tensile strength, the reduction pattern was similar to that of the compressive strength, although its extent was significantly lower [29,31,33,34]. RAP’s presence increased the toughness index, albeit the concrete mixture with only fine RAP exhibited a similar [29] or even higher [33] toughness to the control mixture.
The durability analysis showed that RAP did not increase chloride permeability and improved freeze–thaw durability, but the coefficient of thermal expansion increased, although the increase was considered marginal due to the matrix’s high stiffness [34,35].
The results highlighted that fine RAP or whole RAP aggregate substitution had a higher detrimental effect than only coarse RAP use, both on fresh and hardened properties [36]. The authors were unanimous in individuating RAP as a promising NA substitute candidate for structural concrete production [34], although they disagreed on the optimum substitution level, indicating 10% [32], 20% [37], or 35% [34] for maintaining strength properties, although RAP’s presence within the range of 25 to 50% was found to give satisfactory performance [34]. Some authors limited the structural application only to RAP coarse aggregate [29], whereas others considered it acceptable to use RAP for substituting both coarse and fine aggregate [30].
Another reason for concern with regard to RAP concrete performance is the presence of the bituminous layer and its effect if subjected to high temperatures. However, it was demonstrated that exposure to different temperatures (20 °C, 200 °C, 400 °C, and 500 °C) had an effect on RAP concrete comparable to that experienced by the control and other recycled aggregate mixtures both for cubic and large-scale specimens [38,39]. Finally, the exposure of cubes and large-scale beams to increasing levels of temperature (25 °C, 50 °C and 75 °C) demonstrated that all the admixtures, even the control, exhibited a reduction in compressive and flexural strength, although RAP concrete’s was slightly higher [40].
With the aim of studying and finding the causes of the strength reduction experienced by RAP concretes, microscopic analyses were conducted. SEM images revealed the presence of voids between cement paste and RAP aggregates, indicating poor adhesion was responsible for strength reduction [41]. Moreover, the fine aggregate particles were fully incorporated within the asphalt matrix, and the presence of micro filler and agglomerated dust films on the surface of coarse RAP was observed, which were responsible for increased water absorption and limited strength properties [32,42]. In addition, the bituminous layer was responsible for RAP concrete’s hydrophobic behavior [22].
Several strategies aimed at reaching better RAP concrete performances were studied. The addition of mineral admixtures (silica fume, bagasse ash, and fly ash) was ineffective or even detrimental [33,43], whereas supplementary cementitious materials and superplasticizers appeared particularly effective [33,43,44]. Also, novel abrasion techniques were investigated and appeared particularly promising [16].
Another factor of particular relevance was comparing coarse RAP concrete’s performance with other recycled aggregate concretes.
The comparison of compressive and flexural strength reached by admixtures containing recycled aggregate made of precast concrete and RAP showed that the results of precast concrete were better than RAP or natural aggregate ones [31]. When comparing recycled concrete aggregate (RCA) concrete with RAP concrete, the literature results were almost unanimous in registering a decrease in compressive strength and modulus of elasticity for increasing levels of substitution of both aggregates, albeit a higher decrease was registered for RAP [45]. With respect to the results obtained for large specimens, it was observed that load–deflection curves of RAP deep beams were completely different than those of NCA and RCA, and the absorbed energy of NA and RCA deep beams was almost identical, but for RAP deep beams, the absorbed energy was higher. Moreover, the shear capacity of deep beams containing RAP was lower than RCA and NA specimens, but the shear failure mode was similar for all specimens [46].
Several authors also analyzed the behavior of the synergic use of RCA and RAP. The results showed a decrease in mechanical properties, especially for higher levels of RAP [35,37], except for ultimate shear capacity, which was similar to NA deep beams [46]. However, through the investigation of large-scale specimens such as beams [37] and columns [47], it was possible to individuate a RAP–RCA proportion to be used for structural concrete made using only recycled aggregate: 80% RCA–20% RAP. This mix was also found to be a good option to use under elevated temperatures [39].
From the analysis of the previous studies emerges the necessity of a more conspicuous number of works focusing on the evaluation of RAP aggregate concrete properties [46] and on the methods necessary to guarantee consistent performance, being the latter strongly affected by the quality of recycled aggregates [45]. Nevertheless, from the previously reported results, RAP aggregate seems to be a promising candidate for coarse aggregate substitution, especially if mechanically treated. Even so, when comparing RAP aggregate behaviour to the performance reached RCA, the first appears to be less competitive [37,38,39,40,45,46,47]. However, RAP aggregate is characterized by a significantly lower environmental impact in terms of energy consumption and emissions related to its production (Table 1).

Table 1.
Environmental impact of natural, RCA and RAP aggregate.
This study has therefore the objective of investigating the economic aspect of RAP aggregate, evaluating the costs associated with its production and comparing it with the ones necessary to produce NA and RCA. The aim is to provide an additional piece to the possible advantages deriving from RAP aggregate use, being the economic benefit one of the most important criteria to choose an option among several alternatives [50], in an attempt of encouraging a more sustainable construction.
An economic analysis of the production phases and costs necessary to transform RAP into suitable structural concrete aggregate was developed. In particular, a methodology workflow consisting of four steps was used: firstly, the aggregate production procedure was determined, then a case study was selected and the mix design was defined, finally, the cost evaluation was performed.
2. Materials and Methods
2.1. Aggregate Production Analysis
In order to achieve a comprehensive understanding of the aggregate production phases, including the facilities and equipment necessary to transform NA/asphalt-milling by-products into suitable concrete aggregate, different sources were examined. Specifically EN standards concerning the performance evaluation of recycled/natural aggregate in structural concrete; Italian regulation concerning RAP end-of-waste treatment (EoW process); Italian regulation concerning the use of recycled aggregate in structural concrete; literature concerning RAP/NA production and their applications [51,52,53], and interviews with the owners of RAP/NA transformation plants.
2.2. Case Study
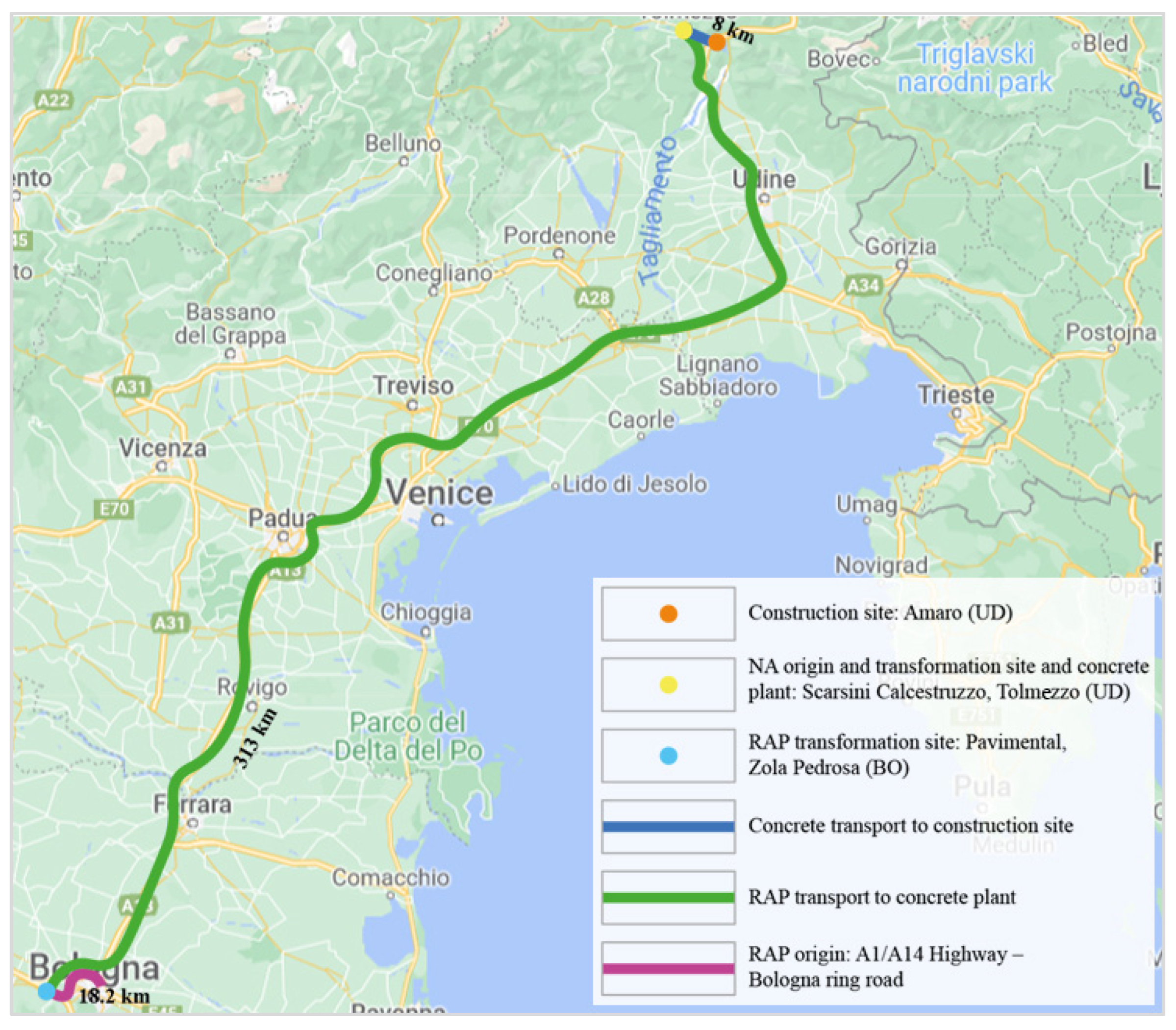
In order to apply all the aforementioned analyses in a real scenario, a case study was hypothesized. Therefore, the following aspects were selected: (i) the building, whose structure construction costs will be analysed; (ii) the aggregate site of origin (a quarry for NA and a highway for RAP); (iii) the transformation sites location and characteristics (which, in the case of NA coincided with the extraction quarry); (iv) the concrete plant location (Figure 2).
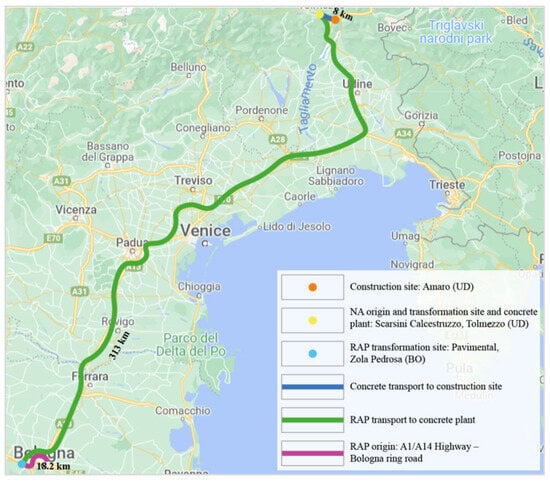
Figure 2.
Case study outline.
The case study is a residential building in the city of Amaro (UD), situated 296 m above sea level, and characterized by a T1 topographic class and a B soil type according to [28], and an XC1 exposure class according to EN 206 [54].
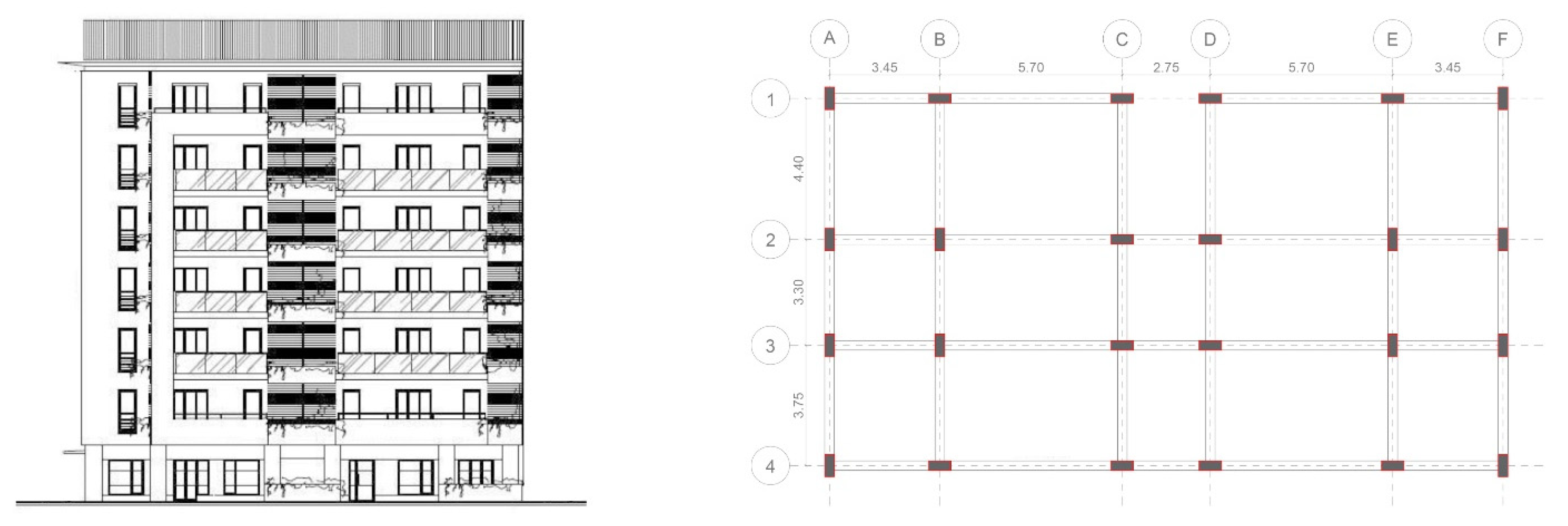
The building structure is made of reinforced concrete, composed of seven levels and a 6x4 structural grid (Figure 3). The structural design was performed to meet the requirement of the Italian Building Code [28] and a concrete strength class of C28/35 was chosen.
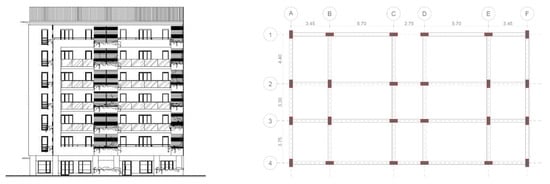
Figure 3.
Case study: front elevation (left) and structural plan of level 1 (right), with a structural grid 6 × 4 (vertical grid: 1–4; horizontal grid: A–F).
Once the dimensions of the structural components and the levels’ height (Table 2), and the spans (Figure 3) were measured, the concrete volume necessary to erect the building structure was calculated and reported in Table 3.
Table 2.
Structural components dimensions.
Table 3.
Comprehensive concrete volume evaluated for the different structural components of the case study.
With respect to the sites of aggregate origin, the RAP was considered to proceed from the ordinary maintenance of the Bologna ring road. Following Italian regulations and prescriptions [24,55], the wear course thickness was assumed to be 6 cm. On the other hand, the NA quarry was selected as closest as possible to the building construction site, the Scarsini Calcestruzzi situated in Tolmezzo (UD) (Figure 2).
Concerning the aggregate transformation site (Figure 4), the Pavimental Spa plant of Zola Pedrosa (BO) was chosen. As shown in Figure 2, the distance between the RAP site of origin (Bologna ring road, total length 22.2 km) and the transformation site (Pavimental in Zola Pedrosa) was evaluated as the mean value among the distance of the Pavimental location from the closest access point and from the farthest exit point of the ring road, namely Bologna Casalecchio (12.8 km) and Bologna San Lazzaro (23.8 km). The aggregate here produced has a Dmax of 14 mm and a bulk density of 1646 kg/m3 [56].

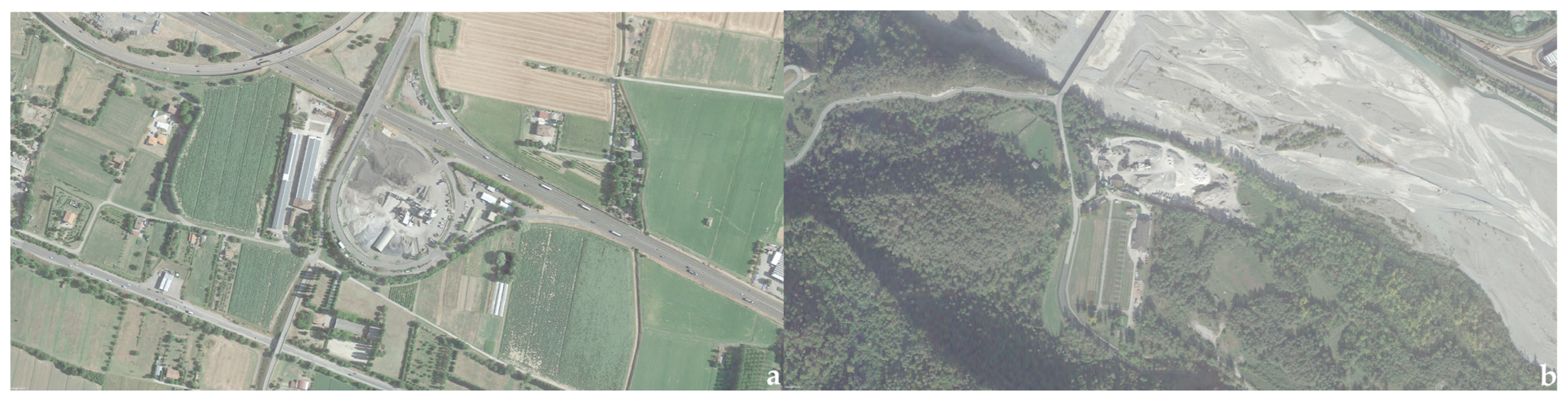
Figure 4.
(a): RAP aggregate transformation plant, Zola Pedrosa (BO); (b):NA transformation plant, Tolmezzo (UD).
The NA transformation took place in the same quarry where the raw material was extracted, coinciding with the aforementioned Scarsini Calcestruzzi plant. The natural aggregate was characterized by a Dmax of 15 mm and had a bulk density of 2710 kg/m3 [57].
Finally, the concrete plant was selected as closest to the construction site as possible, this being again the Scarsini Calcestruzzi plant situated in Tolmezzo.
2.3. Mix Design
After the scenario was built, different mixtures with various aggregates compositions were considered. In order to determine the mix design, the first step was the definition of the parameters affecting the quantities of the concrete different components.
The first parameter determined was the exposure class (XC1), derived from the construction site characteristics. Italian standard UNI 11104 [58] was then consulted in order to: (i) verify if the strength class selected for the building construction (C28/35) was in line with the strength class minimum value prescribed by the standard for XC1 exposure class; (ii) set the cement minimum amount (300 kg/m3); (iii) set the maximum admissible water/cement (w/c) ratio (0.60). The second parameter defined was the consistency class, which was selected to be S4—Very Wet (slump 160–220 mm). Then the cement type (CEM II/A-LL 42.5 R) and the maximum aggregate diameter to be used were selected (15 mm).
Once the starting data were fixed (Table 4), and once the concrete volume necessary to build the case study structure was determined (Table 3), the target mean strength was evaluated to be 38.5 N/mm2, in accordance with the formula reported in Italian Building Code [28], valid for the structural works that require the use of less than ≤1500 m3 of concrete:
where:
Rm28 = Rck + 3.5
Table 4.
Parameters affecting the quantity of each component for concrete production.
- Rm28 is the actual compression strength evaluated at 28 days [N/mm2];
- Rck is the characteristic compressive strength, which in this case is equal to 35 [N/mm2].
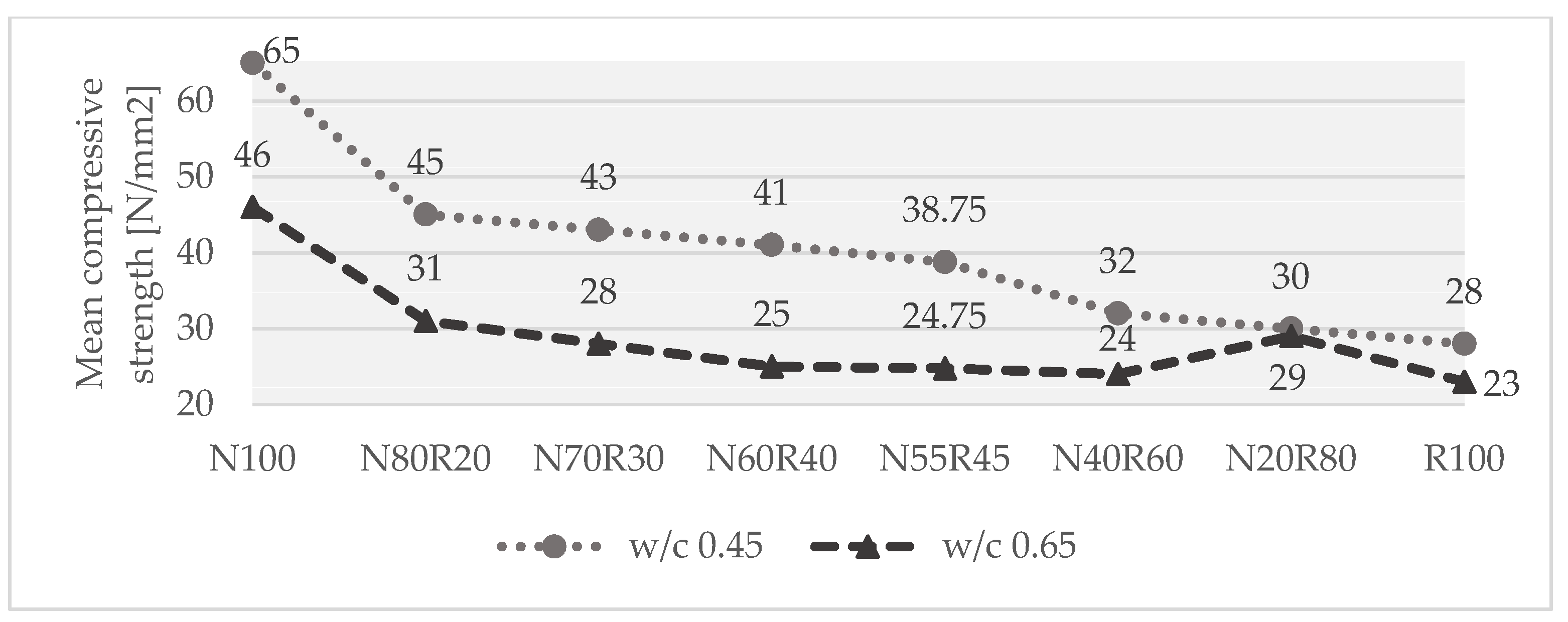
In order to study the influence of different RAP substitution percentages, some experimental data concerning the mean compressive strength of different admixtures containing RAP [59] were analysed to find the percentage of aggregate substitution able to satisfy the strength requirements, i.e., to reach the target mean strength value evaluated in accordance with (1). The studies determined the mean compressive strength of sixteen admixtures [59], produced with two w/c ratios (0.45 and 0.65) (Figure 5). The admixtures produced recurring to 0.65 were discarded since they did not comply with the water-to-cement ratio limits for XC1 exposure class (see Table 4).
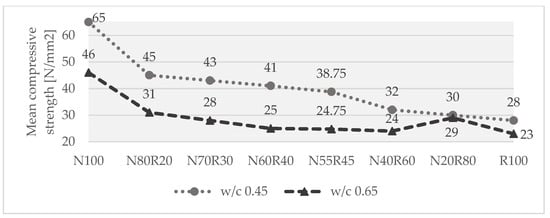
Figure 5.
Mean compressive strength values for two different w/c ratios (0.45 and 0.65) and for increasing percentages of RAP: 0% (N100), 20% (N80R20), 40% (N60R40), 45% (N55R45), 60% (N40R60), 80% (N20R80) and 100% (R100). Adapted from data contained in [59].
From the analysis of the curve obtained considering different percentages of substitution with a w/c ratio of 0.45, two admixtures were selected considering the following two RAP percentages: 30% and 45%. The first one (N70R30) was chosen since 30% is the maximum substitution amount of RA admissible for the case study’s exposure class (XC1), strength class (C28/35) and recycled aggregate type (Ra—bituminous material) as prescribed by [58]. The second admixture (N55R45) was selected because, although the substitution percentage of 45% is not envisaged by Italian regulation, this admixture was capable to reach the target strength (38.5 N/mm2), demonstrating that Italian codes’ limits are quite conservative when compared to the experimental results. The compressive strength value of this specific mix was calculated by interpolating the strength values obtained for a w/c of 0.45 for N60R40 and N40R60.
A clarification has to be done, although the authors are well aware that the used selection method implies choosing a water-to-cement ratio that, when applied to a traditional concrete admixture containing NA only, provides a target mean strength higher than the requested one, this method was followed in order to create three concretes diverging only for one parameter, making easier to compare the economic impact of the different type of aggregates.
The selection led to the three mix designs reported in Table 5, which were used to perform the cost analysis. As previously stated, the three admixtures were all characterized by a water-to-cement ratio of 0.45 and had the following aggregate composition: (i) 100% natural aggregate (mix N100); (ii) 70% of natural aggregate and 30% of RAP aggregate (mix N70R30); and (iii) 55% of natural aggregate and 45% of RAP aggregate (mix N55R45).
Table 5.
Characteristic of the three selected concretes.
The cement and the aggregate(s) content within each mix was evaluated following the densities provided by the manufacturers, namely 3020 kg/m3 [60], 2710 kg/m3 and 1646 kg/m3 [56,57] for cement, natural aggregate and RAP aggregate, respectively.
2.4. Cost Evaluation
In order to evaluate the costs of the use of NA/RAP aggregate, different sources were used.
With respect to RAP’s phases P1 (road maintenance), P2 (EoW process), P4 (aggregate assessment) and P5 (transport) and to NA’s phases P4 (aggregate assessment) and P5 (transport) market pricelists were consulted, namely: (i) “Public works price lists of Regione Lombardia”, which is one of the most updated in Italy [61,62]; (ii) ALIG (Engineering and Geotechnics Laboratories Association) price list [63]; (iii) University of Bari Aldo Moro price list [64]; and (iv) TFB Laboratory site [65].
Concerning RAP P3 (transformation) and NA’s phases P1 (extraction) and P3 (transformation) costs, the assessment method used by [52,53] was followed.
From [52,53] the machine specifications were also derived, in terms of apparatuses types, cost and power. A selection of the devices was made for the recycling plant costs since the apparatuses appearing in the cited papers were referred to RAC production. Due to the fact that the devices costs, individuated in the previously cited articles, were expressed in USD and referred to 2018, they were converted into € in accordance with the exchange rate for 2018 provided by the Bank of Italy [66] and were updated following the discount rate provided by Istat (Italian national statistical institute) [67].
Therefore, the total cost of each phase was calculated by evaluating the initial investment costs (machines purchase) and the operational costs (energy cost, wages, maintenance cost).
To calculate the investment cost (CI) of each phase the formula proposed by [52,53] was used:
where:
- UPi is the unit price of apparatus i [€];
- Ni is the number of items needed for machine i;
- l is the useful life of the plant, hypothesized to be equal to 20 years.
The evaluation of the energy costs () for each phase was calculated as:
where:
CE = PED × Po
- Po is the price of crude oil [€/kg], equal to 0.618 €/kg [68];
- PED is the primary energy specific demand [kgoe/ton], calculated as it follows:
PED = FED × FPEF
- FPEF is the final to primary energy factor, equal to 0.086 for diesel and to 0.29 for electricity [52];
- FED is the final energy consumption [kWh/ton], which is equal to the final energy demand and is calculated in accordance with:
- Pi is the effective power of apparatus [kW], obtained by multiplying machine power for efficiency factor;
- R is the production capacity of the plant hypothesized to be 200 ton/h.
Finally, the total cost (CT) of each phase was calculated as follows:
where:
- Ch is the sum of the maintenance cost of each apparatus per year, [€/year];
- Cw is the sum of the yearly wages, [€/year];
- d is the number of plant activated days per year, hypothesized to be 300 days;
- h is the number of activated hours per day, hypothesized to be 8 h.
Once the parameters Ci, CE, PED, FED and CT were calculated as previously stated and applied to the apparatuses whose characteristics were described in [52,53], the total cost of each phase, namely RAP transformation (P3), NA acquisition (P1) and transformation (P3), was defined and was then applied to the case study to evaluate the economic impact of the NA substitution with RAP.
This evaluation was conducted starting from the characteristics of the case study (distances, building site features and structure geometry) and from the results obtained from the mix design calculation, necessary to evaluate the quantities of the concrete components for the different recipes selected.
The economic assessment was conducted only on the aggregate since the cement and water costs along with the concrete-making cost are intended to be coincident in the three admixtures (see Table 5).
Furthermore, each RAP aggregate transformation phase unit cost (€/m3) was weighted with respect to the total cost and the different variables were then discussed, in order to highlight possible bottlenecks or critical steps responsible for the final price of this product. Finally, several considerations were made in order to transform RAP aggregate into a competitive alternative to the traditional one.
3. Results
3.1. Aggregate Production Analysis
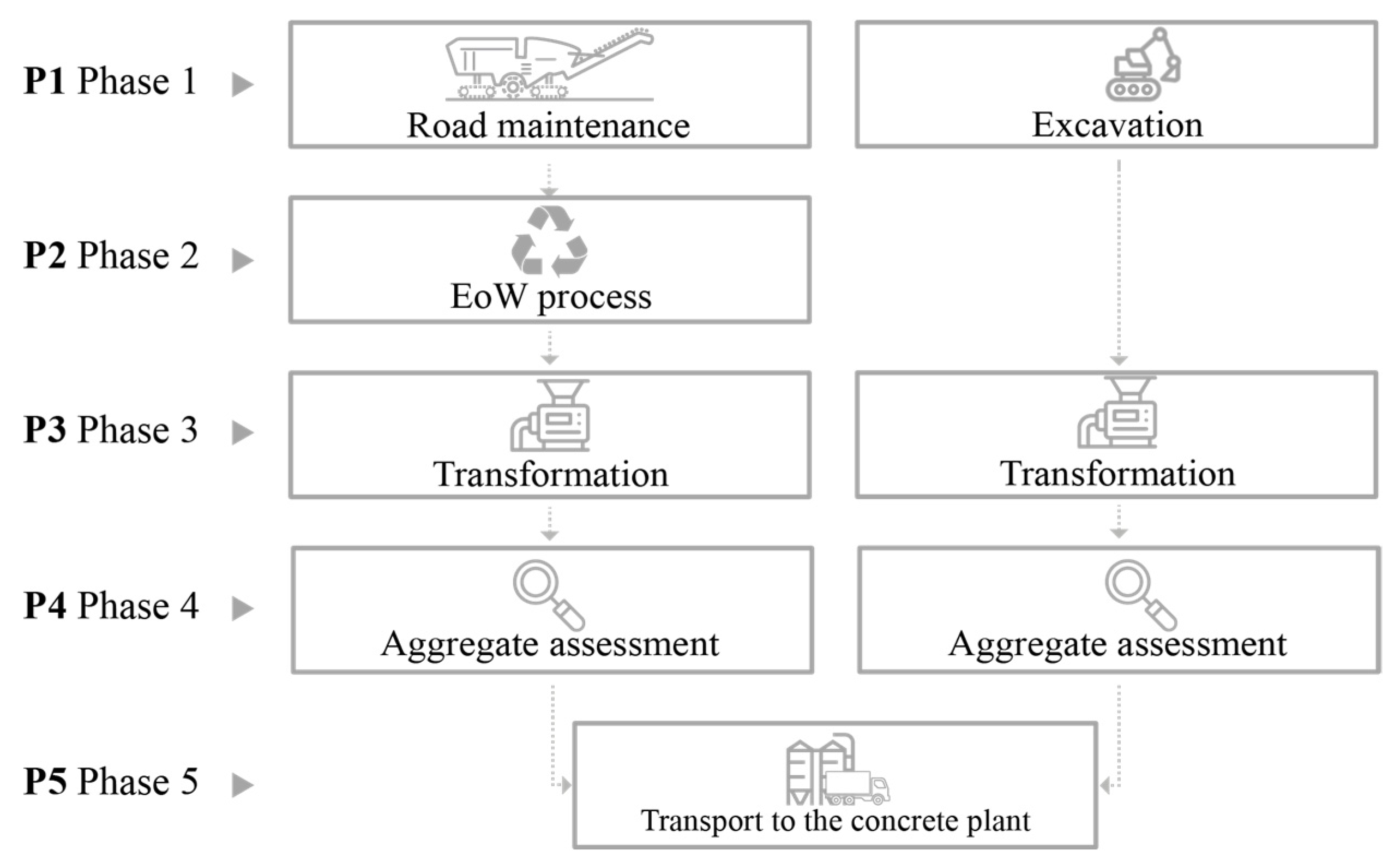
The consultation of these sources allowed individuating similar macro-processing phases for both aggregate types (Figure 6). These phases will be addressed in detail in the Section 3.1.1–Section 3.1.4.
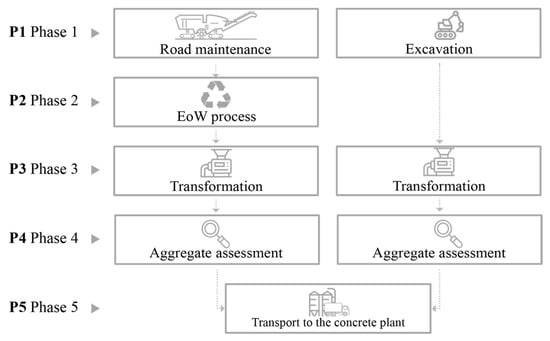
Figure 6.
RAP and NA production phases.
3.1.1. Phase 1: Material Acquisition
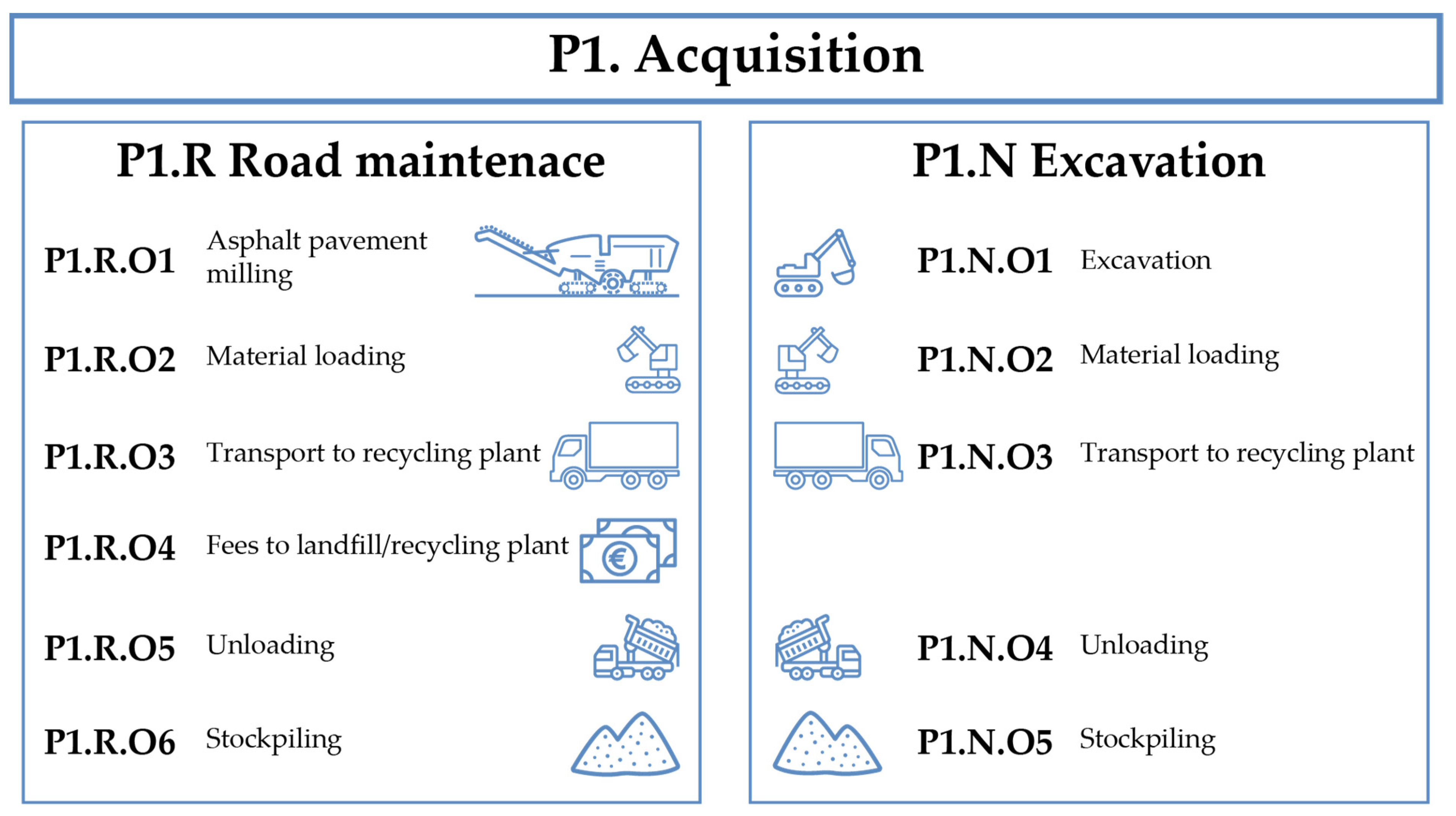
The bituminous conglomerate waste derives from road maintenance/demolition operations. In this contribution, it was hypothesized to use only the material deriving from road maintenance of the wearing course of the selected highway (Section 2.2). As NA the quarry aggregate production was considered. Therefore, the acquisition phase was found to be quite similar for the two aggregates and composed of six and five operations for RAP and NA respectively (Figure 7). Specifically, the first operation (P1.R.O1/N.O1) concerns raw material obtainment, i.e., asphalt milling for RAP and quarry extraction for NA; operations 2 and 3 are the same for the two aggregates and coincide with the loading of raw material onto trucks (P1.R.O2/N.O2) and its transport to the transformation plant (P1.R.O3/N.O3); the payment of the recycling fees interests only RAP (P1.R.O4/); whereas the two conclusive operations, equal for the two aggregates, coincide with unloading the material (P1.R.O5/N.O4) and its stockpiling within the plant (P1.R.O6/N.O5).
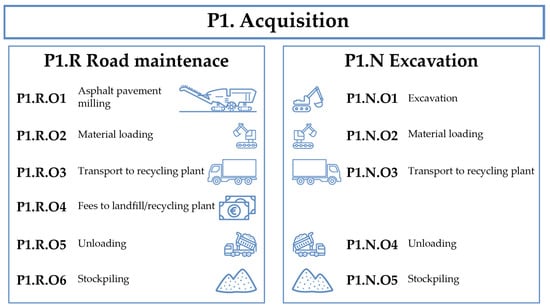
Figure 7.
List of the operations necessary to complete P1 (Acquisition) for RAP and NA.
3.1.2. Phase 2: EoW Process
The End of Waste (EoW) process phase applies only to RAP aggregate production. The prescriptions of the Italian regulation were analysed, namely, the Ministerial Decree n.69 published on the 28th of March 2018 [69] which specifies the EoW specific criteria for the milled asphalt and the consequent tests to be performed in order to complete the EoW procedure:
- P2.R.O1: Check of waste entering the recycling plant to verify the absence of other materials;
- P2.R.O2: Test aimed at searching for asbestos, one sample every 3000 m3 of material;
- P2.R.O3: Test aimed at searching for polycyclic aromatic hydrocarbons PAH, one sample every 3000 m3 of material;
- P2.R.O4: Leaching test according to the methods described in Annex 3 of the 5 February 1998 Ministerial Decree published by the Ministry of the Environment, one sample every 3000 m3 of material;
- P2.R.O5: Determination of particle size distribution according to EN 933-1;
- P2.R.O6: Petrographic description according to the procedures of EN 932-3.
3.1.3. Phase 3: By-Product/Raw Material Transformation
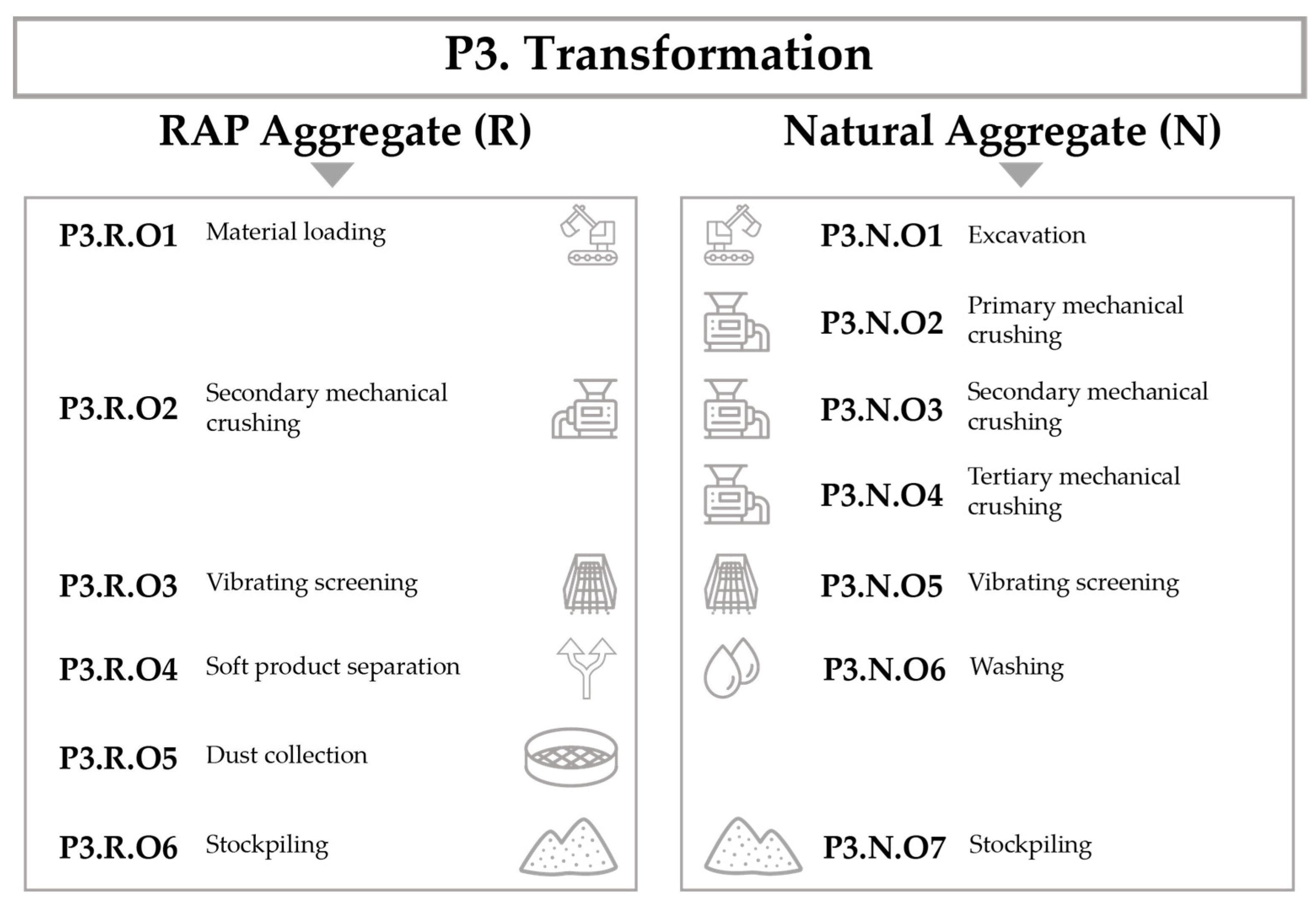
After the EoW process is completed, the RAP is transformed into aggregate through a sequence of six operations, whereas the transformation of the mined material is completed recurring to seven operations (Figure 8). As noted for P1, also the operations composing the transformation phase (P3) are quite similar for the two aggregate types. The first operation (P3.R.O1/N.O1) concerns the loading or raw material (RAP or NA); this is followed by the raw material crushing which is performed in three stages for NA (P3.N.O2, P3.N.O3 and P3.N.O4) and only in one for RAP (P3.R.O2); after the size reduction is completed both aggregates are screened (P3.R.O5/N.O5); the impurities are then removed recurring to soft product separation (P3.R.O4) and dust collection in RAP case (P3.R.O5), and to washing (P3.N.O6) for NA. Finally, the aggregate is stockpiled (P3.R.O6/N.O7).
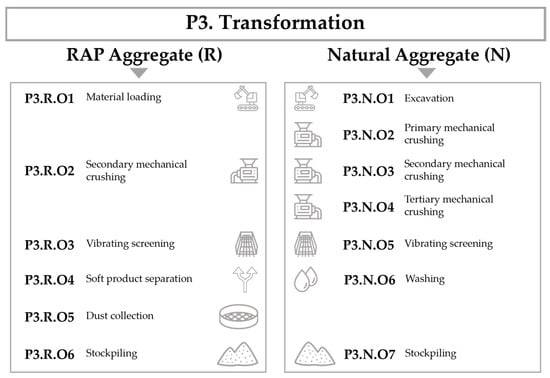
Figure 8.
List of the operations necessary to complete P3 (Transformation) for RAP and NA.
3.1.4. Phase 4: Aggregate Essential Characteristics Assessment
After the transformation phase, the aggregate has to be tested in order to assess the essential characteristics prescribed by the harmonised standard EN 12620 (Aggregates for concrete), specifically the ones listed in Annex ZA [70]. The mandatory tests for obtaining the CE mark for the prescribed use are the ones described in Table A1 of Appendix A.
Depending on the aggregate type, natural aggregate or recycled aggregate (RA), the tests to be performed were selected and marked with an “X”.
3.1.5. Phase 5: Transport
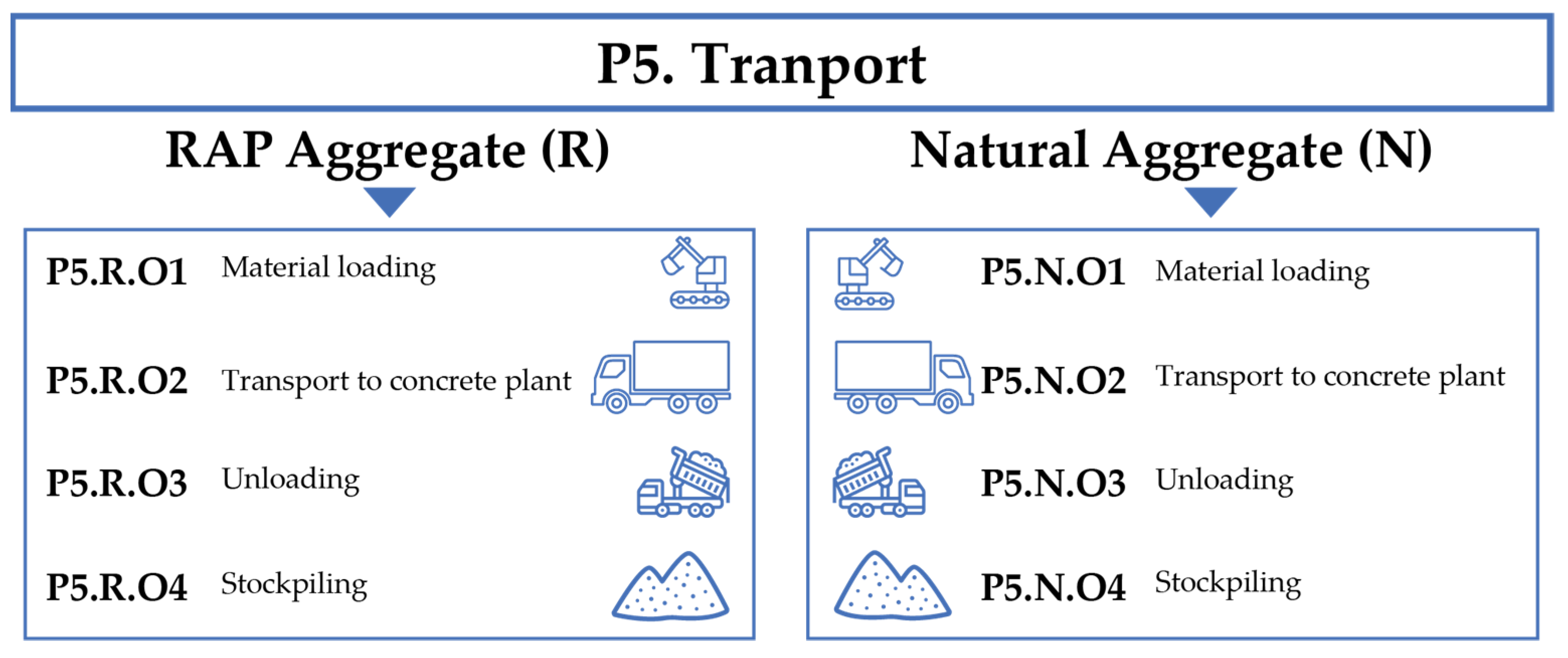
Phase 5 is composed of four operations, which are the same for the two types of aggregates (Figure 9), and include the material loading (P5.R.O1/N.O1) on trucks which will transport (P5.R.O2/N.O2) the aggregate to the concrete plant, where it is unloaded (P5.R.O3/N.O3) and stockpiled (P5.R.O4/N.O4) awaiting to be used in concrete manufacturing process.
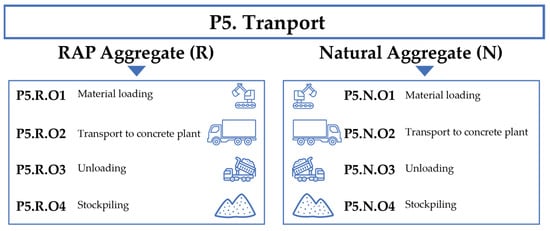
Figure 9.
List of the operations necessary to complete P5 (Transport) for RAP and NA.
3.2. Cost Evaluation
3.2.1. Total Costs
Table 6 reports the cost analysis obtained for the three selected mixes. It may be observed that the RAP aggregate use led to an increase in the total cost. Specifically, an increment of 18,998.20 € (+98.16%) and 28,497.30 € (+147.25%) was experienced for the mixes containing 30% and 45% of RAP, respectively.
Table 6.
Total cost of the aggregate for the three studied admixtures.
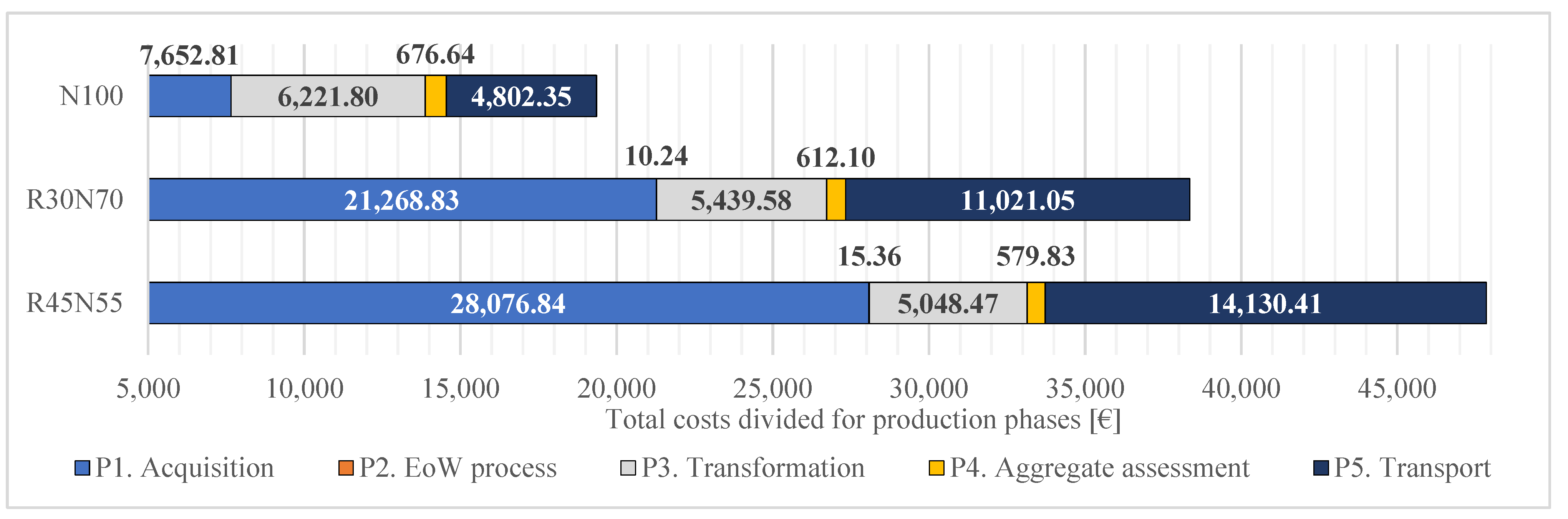
The analysis of the different manufacturing phases’ impact on the different admixture total cost (Figure 10) revealed that the cost percentage increase experimented by the concretes containing RAP was not spread evenly among the different production phases, and additionally, some of them experienced a reduction. In fact, R30N70 and R45N55 transformation (P3) and the aggregate assessment (P4) phases’ cost experienced a reduction when compared to the one necessary for N100. Specifically for P3, this reduction was equal to 782.22 € (−12.57%) and to 1173.33 € (−18.86%) for R30N70 and R45N55, whereas for P4 was equal to 64.54 € (−9.54%) for R30N70 and 96.81 € (−14.31%) for R45N55. On the other hand, a comprehensive increase in the cost of aggregate acquisition (P1) and the transport (P5) phases was caused by the RAP aggregate presence. In P1, the increase was equal to 13,616.01 € (+177.92%) and 20,424.02 € (+266.88%) for R30N70 and R45N55, respectively. P5 growth was equal to 6,218.71 € (+129.49%) for R30N70 and 9328.06 € (+194.24%) for R45N55. Finally, concerning the EoW process phase (P2), although present only in the admixtures containing RAP, it has to be noted that it led to a slight cost increase equal to 10.24 € and 15.36 € for R30N70 and R45N55, respectively.
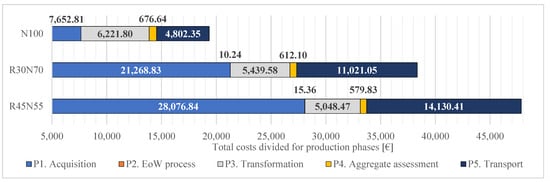
Figure 10.
Admixture total costs for the different mixes with distinction of single production phases’ cost.
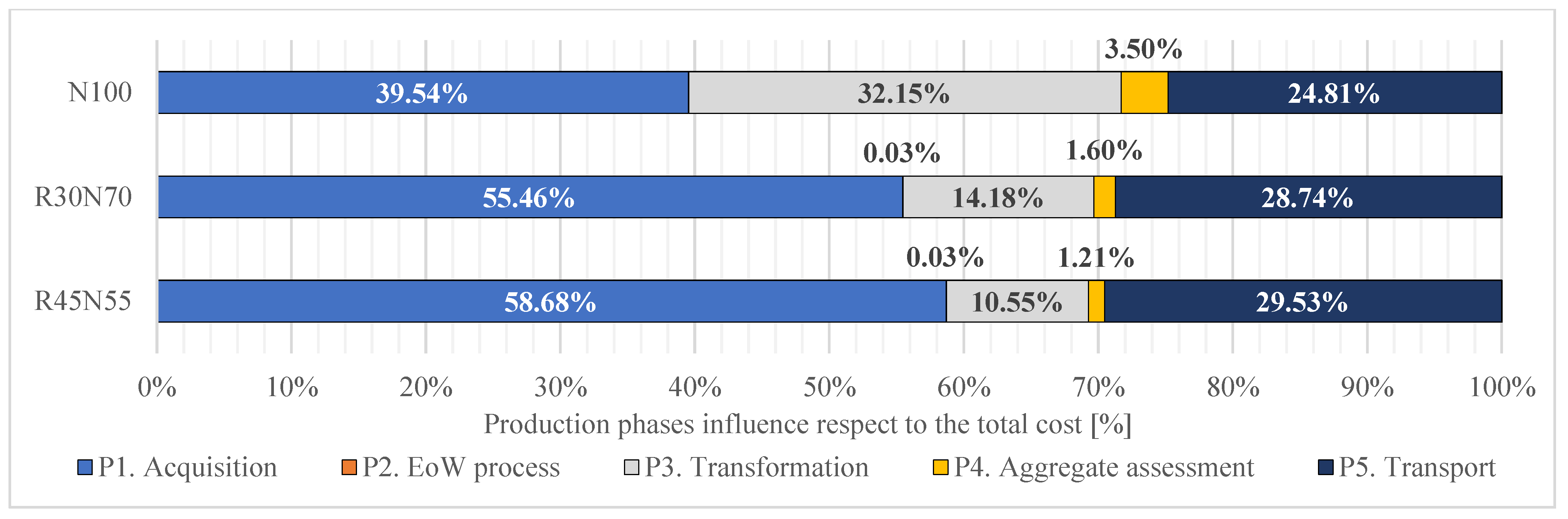
A different weight repartition for each phase in every admixture was therefore evidenced (Figure 11). P1 passed from accounting for 39.54% in N100 to 55.46% for R30N70 and to 58.68% for R45N55. P2 increased from 0.00% for N100 to 0.03% for both R30N70 and R45N55. P3 influence was reduced, moving from 32.15% for N100 to 14.18% and 10.55% in R30N70 and R45N55, respectively. P4 also experienced a reduction moving from 3.50% to 1.60% and 1.21% for N100, R30N70 and R45N55, respectively. P5 influence increased from 24.81% for N100 to 28.74% for R30N70 and 29.53% for R45N55.
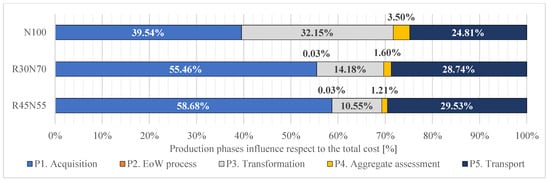
Figure 11.
Production phases influence respect to the total cost of the different mixes.
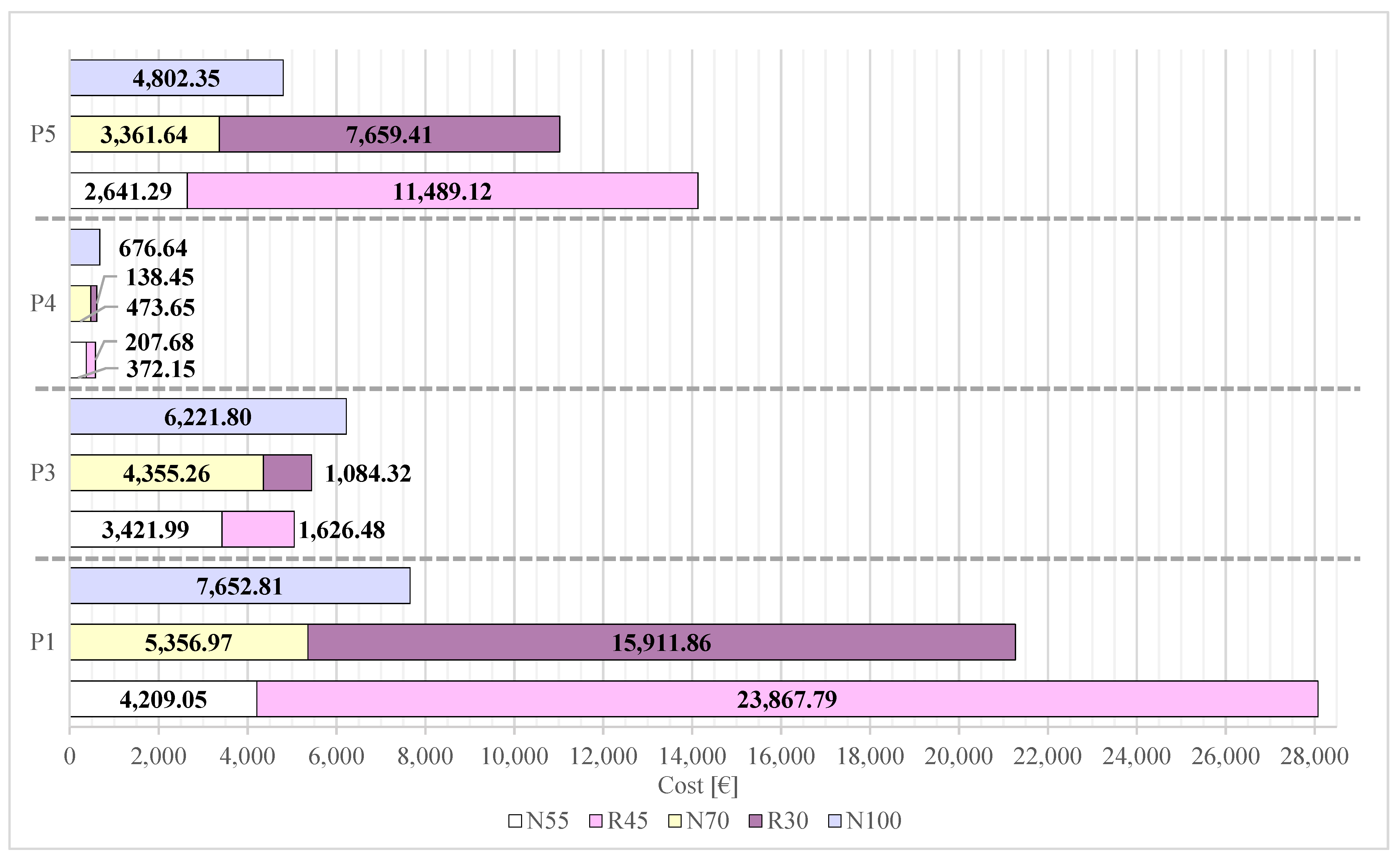
By breaking down the impact on the different production phases with respect to the aggregate type (Figure 12) it was possible to highlight the role of the aggregate within the framework of the single productive phase. P2 was not reported in the aforementioned figure since it only refers to the RAP aggregate and has a minimum impact on the total cost.
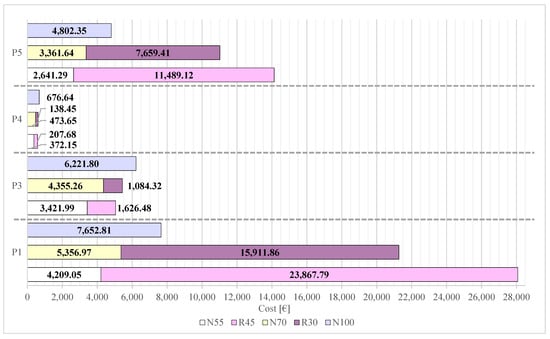
Figure 12.
Cost of the single manufacturing phases (P1. Acquisition, P3. Transformation, P4. Aggregate assessment and P5. Transport) divided for aggregate type and percentages of substitution.
From this analysis emerged that in R30N70 and R45N55 the impact of RAP aggregate acquisition with respect to the entire P1 is 74.81% and 85.01%, despite RAP content being only 30% and 45% respectively. Concerning P3, the RAP impact was 19.93% for R30N70 and 32.22% for R45N55. Also in P4, a reduction was registered with RAP accounting for 22.62% in R30N70 and for 35.82% in R45N55. Finally, in P5 the impact of RAP is also predominant, accounting for 69.50% and for 81.31% of P5 cost for R30N70 and for R45N55 respectively.
3.2.2. Unit Costs
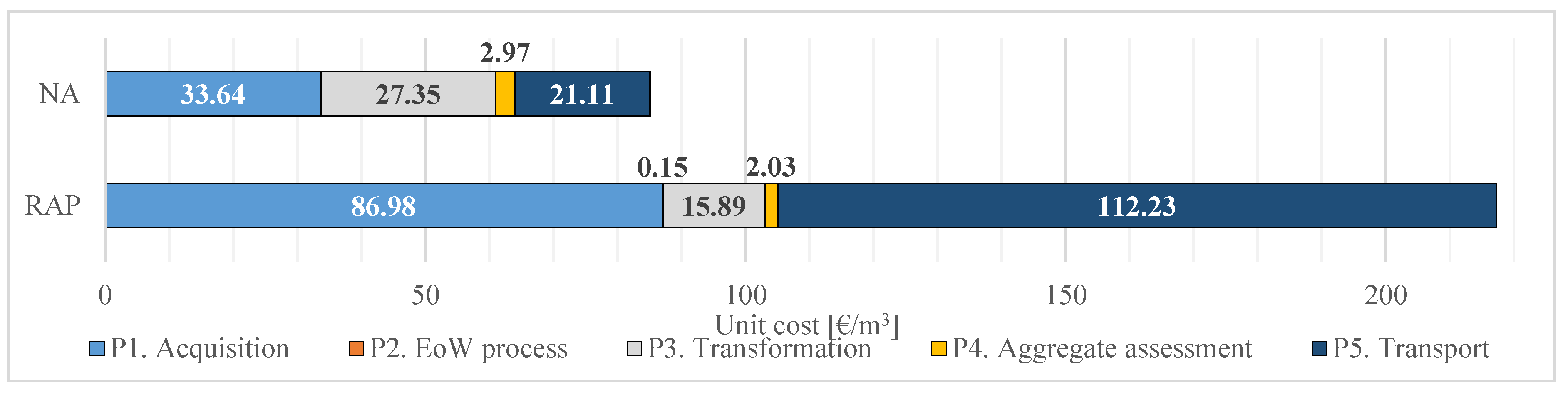
The unit costs of RAP and NA were respectively equal to 217.27 €/m3 and 85.07 €/m3, resulting in a RAP aggregate cost 155.39% higher than the NA one.
The different phases’ impact on the final cost of the two aggregate types was remarkably different (Figure 13).
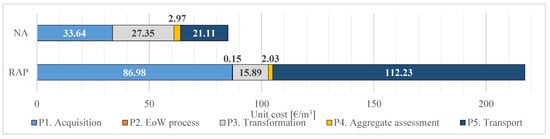
Figure 13.
RAP aggregate e NA unit cost divided for production phases.
In the NA case, the major costs were experienced in the acquisition phase (P1), accounting for 39.54% of the total cost. This was followed, in order of impact, by transformation (32.15%), transport (24.81%) and aggregate assessment (3.50%).
For RAP aggregate, the phase with the highest impact on the final cost was the transport to concrete plant (51.65%), followed by acquisition (40.03%), transformation (7.31%), aggregate assessment (0.93%) and EoW process (0.07%).
From the comparison of the acquisition phase, it appears obvious that the RAP one is considerably more expensive than the NA one, displaying an increment of 53.34 €/m3 (+158.55%).
With respect to the transformation phase, the one necessary to manufacture RAP is more competitive, showing a reduction of 11.46 €/m3 (−41.91%). This is due to the RAP nature, being formed by previously crushed aggregate covered by a bituminous layer. This leads to a reduction of the crushing operations (from three, in NA case, to one, in RAP aggregate case) necessary to produce the aggregate and therefore to a reduction in energy consumption and the associated costs.
The comparison among aggregate assessment costs shows that the one calculated for RAP aggregate is lower, and this difference is equal to 0.95 €/m3 (−31.80%). The RAP evaluation phase’s cost remains cheaper even if we sum to the aforementioned value the EoW process cost, although in this case, the difference would be equal to 0.80 €/m3 (−26.75%). However, it has to be highlighted that the RAP evaluation’s lower value is due to the assumption that RAP aggregate considered in this contribution would have a reduced range of applications (buildings and civil engineering works), whereas NA is supposed to be used for a wider range of applications (buildings, civil engineering works and roads construction). Therefore, if we extend the use of RAP to roads construction, RAP’s P4 would be more expensive than the NA one, since the recycled aggregate needs to be assessed with a wider number of tests. Specifically, the difference would be equal to 0.56 €/m3 (+18.66%), excluding the EoW process cost.
Concerning transport, the calculated increase was equal to 91.12 €/m3 (+431.64%).
From this first analysis, it was evident that at the state of the art, RAP aggregate is not a feasible solution from an economic point of view, therefore the authors decided to break down the operations composing the cost of the critical phases (P1 and P5) to individuate the reason behind the cost increase and to propose solutions aimed at reducing P1 and P5 costs.
P1 total cost is the sum of six different operations (Figure 7): (i) P1.R.O1, asphalt milling; (ii) P1.R.O2, material loading; (iii) P1.R.O3, transport to recycling plant; (iv) P1.R.O4, fees to be paid for to the recycling plant; (v) P1.R.O5, unloading; and P1.R.O6, stockpiling. The sum of operations P1.R.O1, P1.R.O2, P1.R.O3, P1.R.O5 and P1.R.O6 is accountable for 45.33 €/m3, equal to 52.12% of the entire P1.R, whereas P1.R.O4 has a cost of 41.64 €/m3 (47.88%).
P5 total cost is the sum of four operations (Figure 9): (i) P5.R.O1, material loading, accountable for 2.64 €/m3 (2.35%); (ii) P5.R.O2, transport to concrete plant, responsible for 106.45 €/m3 (94.85%) along with (iii) P5.R.O3, unloading and (iv) P5.R.O4, stockpiling, accounting for 3.14 €/m3 (2.80%).
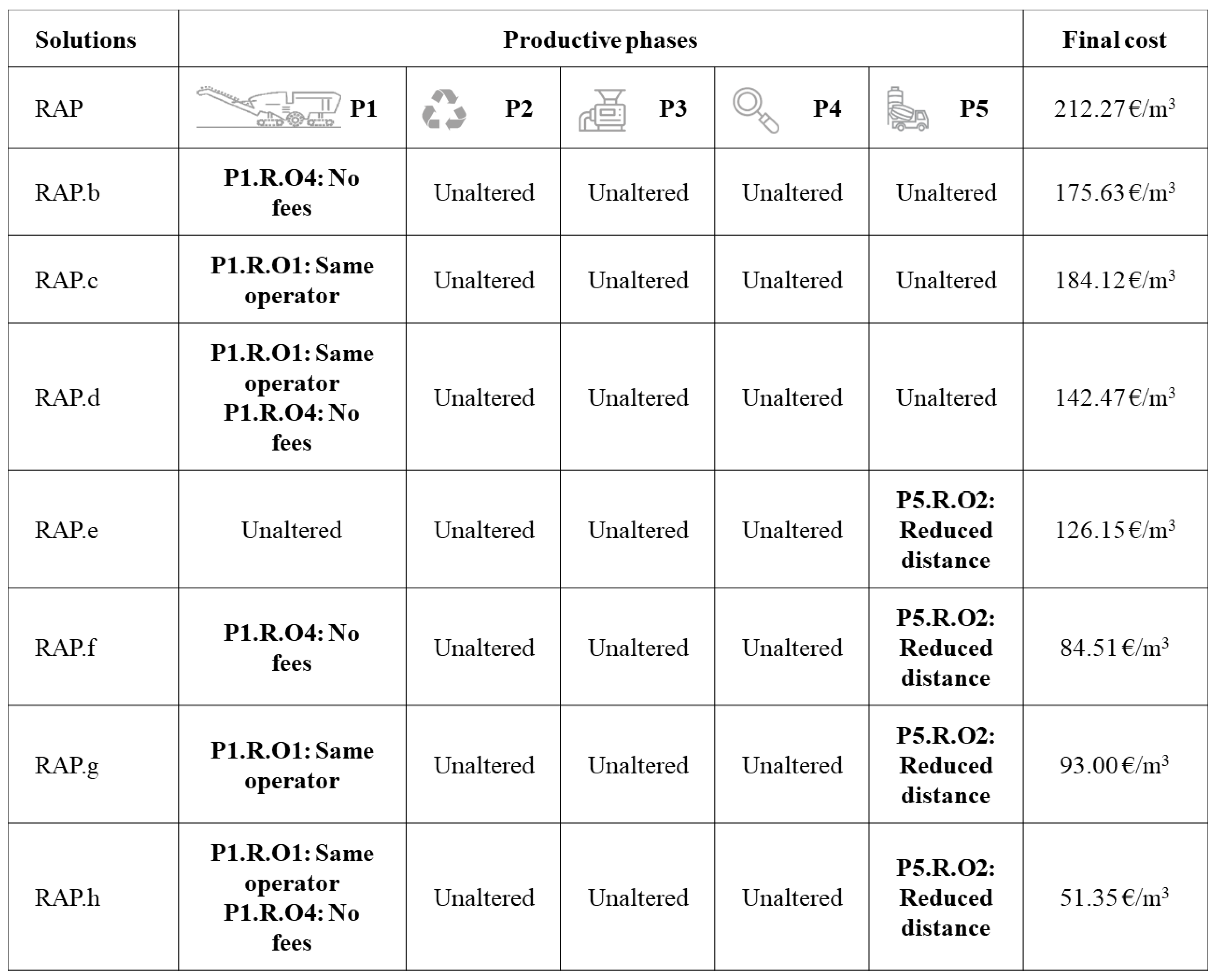
In order to reduce the unit cost of RAP aggregate, different solutions were envisaged acting on the P1 and P5 critical operations (Figure 14).
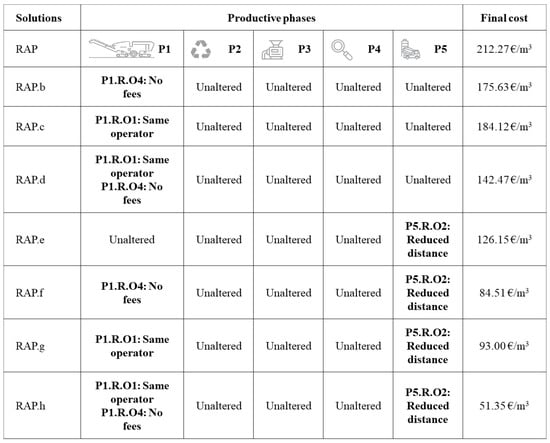
Figure 14.
Proposal of eight different RAP production methods.
The first possibility could be the elimination of the recycling plant fees (RAP.b). This would, in fact, lead to a RAP aggregate total cost of 175.63 €/m3 (−19.17%), which, although significantly lower than RAP’s original cost, remains not competitive being +106.44% higher than NA cost.
Another strategy to reduce RAP aggregate production cost could be that the operator in charge of RAP’s EoW and transformation phases could also be the one performing the asphalt milling (RAP.c) (“same operator” strategy). The cost of this operation was in fact evaluated from a market list, which implies that the used value was comprehensive of the asphalt-milling operator’s profit. However, if we assess the cost of asphalt milling as stated in paragraph 2.4, by considering the initial investment costs (machines purchase) and the operational costs (energy cost, wages, maintenance cost) of the milling apparatus [71], the unit cost of this operation would be 12.18 €/m3. Using this solution could lead to a RAP unit cost of 184.12 €. Furthermore, combining the elimination of the recycling fees with the same operator strategy would lead to a unit cost of 142.47 € (RAP.d).
Unfortunately, acting only on P1 appeared to be insufficient to reach economic competitiveness, therefore also P5 was analysed critically.
Transport operation (P5.R.O2) cost derives from two price list voices: (a) transport within a maximum distance of 45 km, having a unit cost of 15 €/m3 (14.40% of P5.R.O2 cost), and (b) transport for distances superior to 45 km, accounting for a cost of 0.34 € m3/km, which is equal to 91.12 €/m3 (85.60% of P5.R.O2 cost) since the distance to overcome in the present study is 268 km.
The considerable transport distance appears to be problematic; unfortunately, the authors were forced to choose the Zola Pedrosa Pavimental transformation plant because the conversion of RAP into recycled aggregate nowadays is not a common practice in Italy and, therefore, this plant was the closest to the construction site. However, if recycling RAP into aggregate practice will become more common, it can be hypothesised the possibility of finding transformation plants widely distributed across the country, and therefore closer to the construction site. Reducing the transport cost would lead to a unit cost of 126.15 €/m3 (RAP.e).
As it was in the P1 case, also acting only on P5 appears to be insufficient to reach economic competitiveness. Therefore, different combinations of the strategies envisaged for P1 and the one envisaged for P5 were experimented leading to the following results:
- RAP.f: obtained combining no fees with reduced distance strategy; this would lead to a unit cost of 84.51 €/m3, inducing a reduction of −61.10%;
- RAP.g: obtained combining the same operator with reduced distance strategy; this would imply a unit cost of 93.00 €/m3 reducing RAP unit cost by −57.20%;
- RAP.h: obtained by combining no fees and the same operator with a reduced distance strategy; this would lead to a unit cost of 51.35 €/m3, causing a reduction of −76.36%.
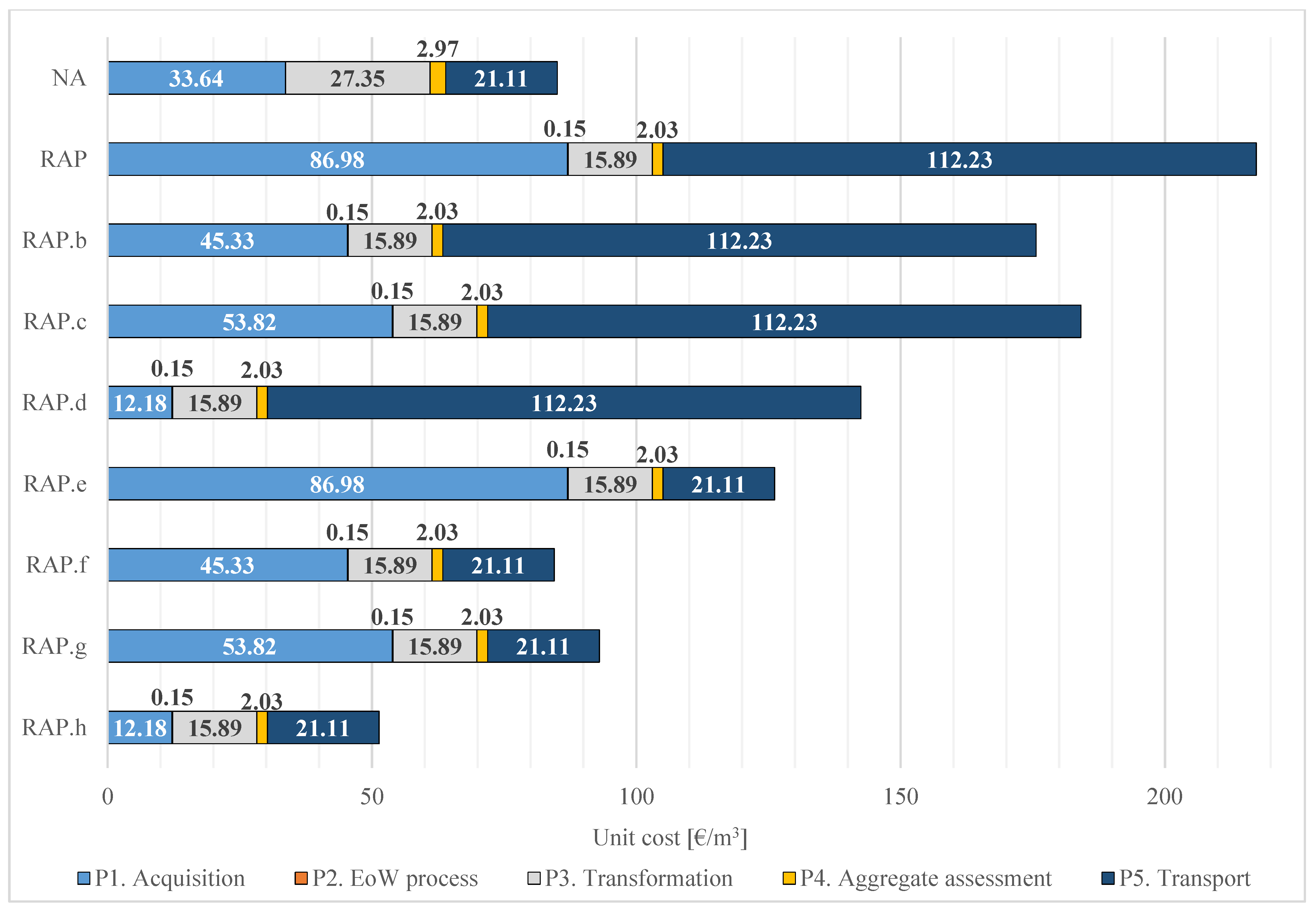
Therefore, strategies RAP.f and RAP.h are actually capable of making RAP a more competitive material (Figure 15). Specifically, RAP.f’s cost is slightly cheaper than NA (−0.56%), whereas the unit cost reduction for RAP.h will be significant being equal to −39.64%.
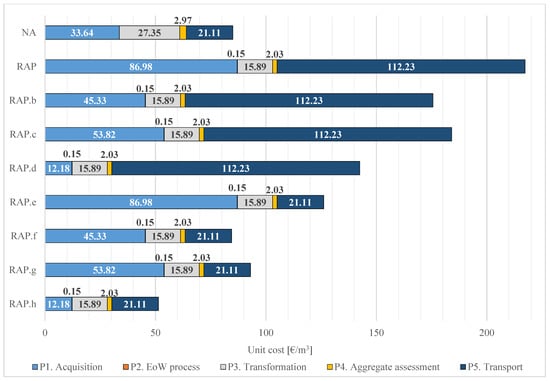
Figure 15.
Unit cost comparison of NA, RAP, RAP.b, RAP.c, RAP.d, RAP.e, RAP.f, RAP.g and RAP.h strategies (Figure 14).
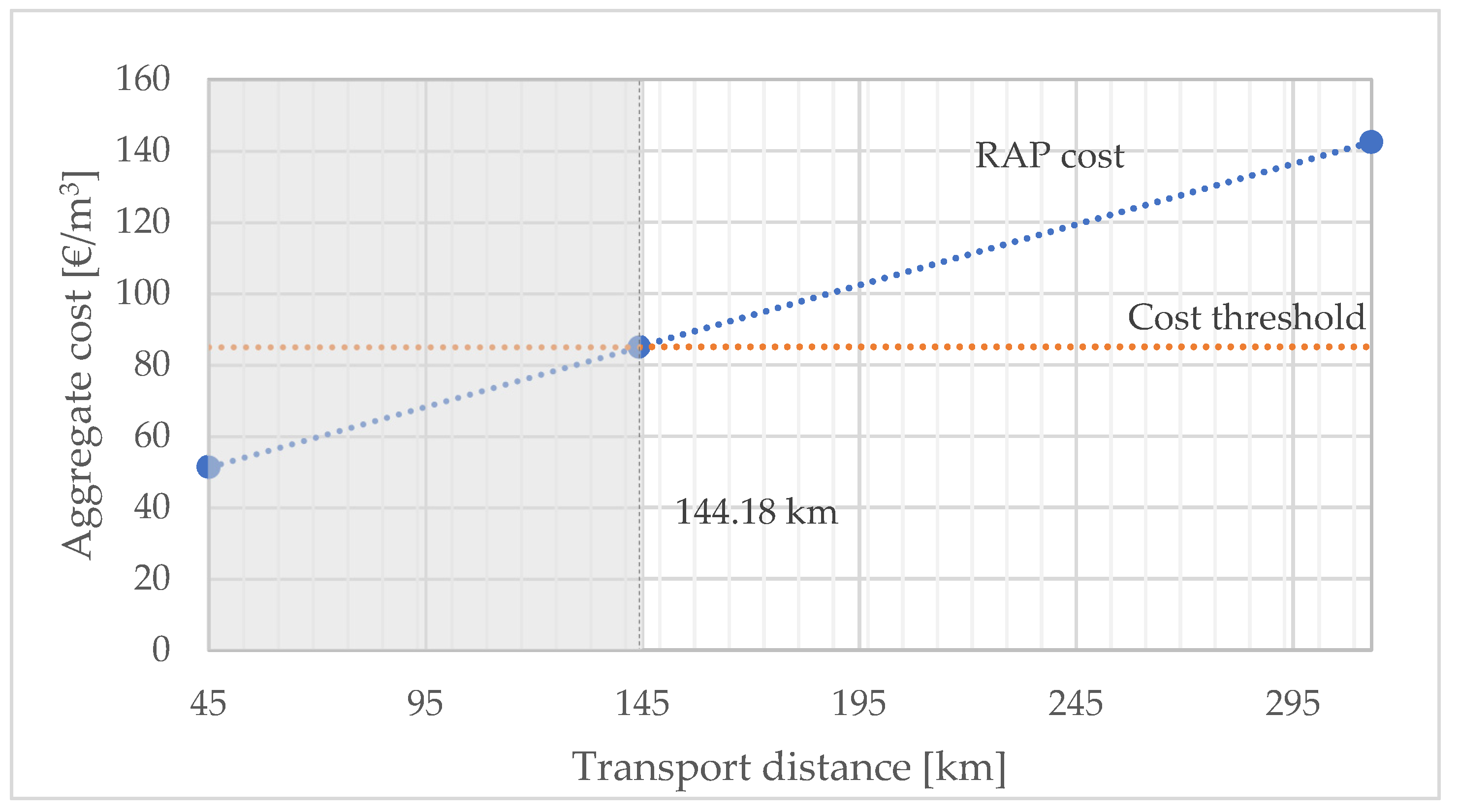
In addition, even if the presence of the RAP aggregate production plant will not be as common to fall within the distance of 45 km, it has to be noted that the difference between the total unit cost of NA and RAP.h would guarantee 99 extra km, meaning that within a distance of 144 km, the RAP aggregate cost would be lower or equal than the NA cost (Figure 16).
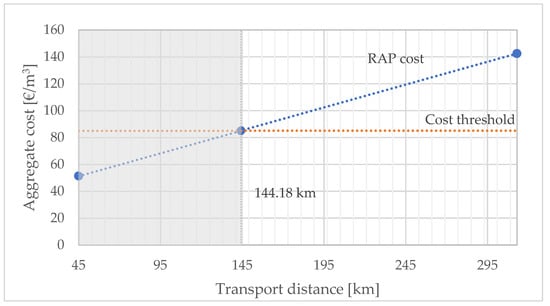
Figure 16.
Relationship between RAP cost and transport distance and comparison with the cost threshold coinciding with NA evaluated cost.
4. Discussion
At the current state, RAP aggregate for structural production in Italy is not a competitive option in terms of cost, being +155.39% higher than NA aggregate one, although the transformation and assessment phases necessary for RAP aggregate production appear to be cheaper than the ones for NA processing. However, operating on the phases accountable for RAP’s high price, namely acquisition (P1.R) and transport (P5.R) can actually be effective in reducing RAP cost.
Moreover, acting synergistically on the more expensive operations (i.e., asphalt milling (P1.R.O1) responsible for 52.12% of P1.R and recycling fees payment (P1.R.O4), accountable for 47.88% of acquisition cost and on transport to the concrete plant operation (94.85% of the total cost) is the distance between the construction site and the RAP transformation plant) was demonstrated efficacious in granting this material economic competitiveness, resulting in a RAP aggregate unit cost equal to 51.35 €/m3 (−39.64% with respect to NA cost).
From the previous results, it seems evident that the achievement of RAP economic competitiveness is subjected to changes that have to comprehend policies and the productive chain. In fact, on the one hand, is impellent from the government to reduce or even abolish recycling plant fees since the elimination of this obstacle could encourage recycling practices. On the other hand, the creation of a cohesive and well-distributed productive chain, characterized by an adequate number of asphalt recycling plants and in which the operator in charge of the recycling process will also be in charge of the asphalt milling process, could lead to a cost cut along with a transportation distance reduction.
With that said, one important aspect that needs to be highlighted is that, when compared to RCA cost, which is 10.0% [72] to 84.6% [73] higher than NA cost, raging therefore from 93.58 to 157.05 €/m3, RAP appears as the best recycled aggregate option from an economic point of view, being characterized by a cost 45.13–67.30% lower than RCA one.
Despite the competitiveness that could be reached with one of the aforementioned productive solutions (RAP.h), the authors feel the urge to highlight one interesting phenomenon that can actually affect RAP aggregate commercialization and its use. In fact, as has been noted for other types of recycled aggregates, professionals and construction stakeholders tend to have a mistrust of using these types of products. In order to overcome this problem, one possible solution could be to state government incentives promoting the use of recycled construction material. With respect to this topic, it is really interesting to report the results of the survey conducted by Katerusha [74], although the discussed recycled aggregate was derived from old concrete (RAC). Katerusha stated that the stakeholders would be willing to pay 83.3–100% of the conventional aggregate cost for RAC (around 150 €/m3 in Germany, where the survey was conducted) but that they would be more motivated in using this type of product if the government would provide a reimbursement per m3 of recycled aggregate (being 12 €/m3 the optimal value, according to the survey). Using this form of compensation could actually make also solution RAP.f more appealing to the stakeholders, making the cost of the latter equal to 77.75 €/m3, which is 91.39% of the NA cost (an 8% reduction was applied).
Concerning the milling depth, another consideration has to be done. In the hypothesized scenario, the milling depth was equal to 6 cm, i.e., the wearing course; however, milling machines are capable to dismantle superior depth. Specifically, the one selected within this study can reach an excavation depth of 33 cm. Increasing the milling depth could potentially raise RAP competitiveness, although, of course, the mechanical characteristic of this new aggregate will need to be evaluated again in order to see if the ultimate compressive strength would accomplish the individuated targeted strength.
With respect to the cost assessment method used in Section 2.4, it has to be noted that, although the aforementioned method was already validated by [52,53], further work could be done in order to perform a more refined economic assessment by contacting the two plants selected, and asking for the specifications and numbers of the apparatuses present. However, it has to be taken into account that the performed study had the aim to evidence the overall costs and the impact of the different phases, an objective that was anyway pursued with the presented method without invalidating the results.
Another reflection regarding RAP aggregate production concerns the essential characteristics assessment tests in Italy. The authors would like to highlight the fact that finding construction material laboratories capable of performing some of the tests necessary to control the recycled aggregate quality (i.e., T.15, T.18 and T.21 in Table A1) was extremely difficult, in fact, for T.15 and T.21, it was necessary to consult a laboratory situated in Switzerland.
5. Conclusions
The goal of this study was to assess the economic impact of RAP aggregate production and compared it with the NA one, in order to individuate eventual critical phases/activities or bottlenecks.
From the case study analysis, it has emerged that:
- Currently RAP aggregate for structural production in Italy is not a competitive option in terms of cost, being +155.39% higher than NA aggregate one;
- The higher cost is caused by three RAP aggregate production phases: namely acquisition (P1.R), End of Waste process (P2.R) and transport (P5.R);
- On the other hand, two RAP production phases, transformation (P3.R) and assessment (P4.R) are characterized by a positive cost reduction when confronted with the corresponding NA ones. The reductions are equal to −41.91% for the transformation phase and −31.80% for the assessment phase;
In order to find a strategy capable of reducing the expenses derived from the critical phases identified, the different operations composing P1.R and P5.R were addressed. The findings highlighted that:
- With respect to acquisition (P1.R) two operations were accountable for the high price, namely asphalt milling (P1.R.O1) and recycling fees payment (P1.R.O4);
- Concerning transport (P5.R) the accountant for the high cost was the transport to the concrete plant operation due to the long distance between the construction site and the RAP transformation plant.
In order to enhance RAP aggregate competitiveness, different solutions were proposed. The results showed that:
- Acting solely on one of the operations responsible for RAP aggregate high cost is not sufficient in order to grant this material competitiveness;
- The only possibility of having an appreciable cost reduction is acting contemporarily on the three critical operations. This would lead to a competitive RAP aggregate unit cost, implying a cost reduction of −39.64% with respect to NA cost and of 45.13%-67.30% reduction with respect to RCA one.
Author Contributions
Conceptualization, A.P., A.F., G.D.L. and O.C; methodology, A.P., A.F. and G.D.L.; validation, A.P., A.F. and G.D.L.; investigation, A.P., A.F. and O.C.; resources, A.P. and A.F.; data curation, A.P.; writing—original draft preparation, A.P.; writing—review and editing, A.F. and O.C.; visualization, A.P.; supervision, A.F. and A.B.; project administration, A.F. and A.B.; funding acquisition, A.B. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by Fondazione Cariplo under the research project RAPCON (“Sustainable concrete made with recycled asphalt pavement”) in the framework of the national Call for the Scientific Research Area “Circular Economy: Research for a Sustainable Future”. Project number: 2019-2286.
Data Availability Statement
The data presented in this study are available on request from the corresponding author.
Conflicts of Interest
The authors declare no conflict of interest. The funders had no role in the design of the study; in the collection, analyses, or interpretation of data; in the writing of the manuscript; or in the decision to publish the results.
Appendix A
Table A1.
Essential characteristics of the aggregates to be used for the preparation of concrete for use in buildings, roads and other civil engineering works according to EN 12620 [70].
Table A1.
Essential characteristics of the aggregates to be used for the preparation of concrete for use in buildings, roads and other civil engineering works according to EN 12620 [70].
| N. | Characteristic | Standard | NA | RA |
|---|---|---|---|---|
| T.1 | Particle size | EN 933-1 | X | X |
| T.2 | Grading | EN 933-1 | X | X |
| T.3 | Shape of coarse aggregate | EN 933-3 | X | X |
| T.4 | Particle density and water absorption | EN 1097-6 | X | X |
| T.5 | Shell content of coarse aggregate | EN 933-7 | X | - 1 |
| T.6 | Fines content | EN 933-1 | X | X |
| T.7 | Fines quality: methylene blue | EN 933-9 | X | X |
| T.8 | Resistance to fragmentation of coarse aggregate | EN 1097-2 | X | - 2 |
| T.9 | Resistance to wear of coarse aggregate | EN 1097-1 | X | - 2 |
| T.10 | Resistance to polishing | EN 1097-8 | X | - 2 |
| T.11 | Resistance to surface abrasion | EN 1097-8 | X | - 2 |
| T.12 | Resistance to abrasion from studded tyres | EN 1097-9 | X | - 2 |
| T.13 | Constituent of coarse recycled aggregates | prEN 933-11 | - | X |
| T.14 | Water-soluble chlorides content | EN 1744-1 | X | X |
| T.15 | Acid-soluble chlorides content (recycled aggregates) | EN 1744-5 | - | X |
| T.16 | Acid-soluble sulphates content | EN 1744-1 | X | X |
| T.17 | Total sulphur content | EN 1744-1 | X | X |
| T.18 | Water-soluble sulphate content of recycled aggregate | EN 1744-1 | - | X |
| T.19 | Constituents of natural aggregate which alter the rate of setting and hardening of concrete | EN 1744-6 | X | - 3 |
| T.20 | Influence on initial and final setting time of cement | EN 1744-1 | X | - 4 |
| T.21 | Influence on initial and final setting time of cement (recycled aggregates) | EN 1744-6 | - | X |
| T.22 | Carbonate content of fine aggregate for concrete pavement surface course | EN 1744-1 | X | - 2 |
| T.23 | Volume stability—drying shrinkage | EN 1367-4 | X | X |
| T.24 | Constituents which affect the volume stability of air cooled blast furnace slag | 1744-1 | - 5 | - 5 |
| T.25 | Freeze/thaw resistance of coarse aggregate | EN 1367-1 | X | X |
| T.26 | Freeze/thaw resistance of coarse aggregate | EN 1367-6 | X | X |
| T.27 | Alkali-silica reactivity | UNI 8520-22 6 | X | X |
| T.28 | Dangerous substances | 7 | - | - |
1 Even if the standard does not limit this test only to the natural aggregate, the authors assumed it was non-necessary for the analysis of RAP aggregate since the aggregate contained in the recycled bituminous conglomerate supposedly has already been checked for the shell content before its use for the asphalt production. 2 These tests were omitted from the cost evaluation, since RAP aggregate is supposed to be used for building and civil engineering applications in structural concrete only. 3 The authors think that it is safe to suppose that the eventual presence of organic matter had already been evaluated on the aggregate before the production of the asphalt from which RAP aggregate was derived. 4 This test cost was omitted from the RAP aggregate assessment since its aim is to find organic matter who could lead to different setting times. 5 This test was omitted from the two aggregate types’ assessment process since it is only applicable for furnace slag aggregates. 6 This parameter has to be assessed in accordance with the provision valid in the place of use, which in Italy coincides with standard UNI 8520-22. 7 This parameter has to be assessed in accordance with the provision valid in the place of use, which in Italy is regulated by Annex 3 of the MD 5 February 1998, which was previously described in Phase 2. Therefore, the authors decided to avoid repeating the test on RAP aggregate. Concerning NA, it has to be highlighted that, as it is specified in EN 12620, it is extremely rare that natural aggregate derives from a contaminated source, therefore the authors decided to avoid performing these tests.
References
- Philips Adebowale, A.; Asa Olusola, A.; Omotehinse Olusegun, J.; Ikpeme Anthony, A.; Ibrahim Dabara, D. The need for green building rating systems. Acad. J. Sci. 2017, 7, 35–44. [Google Scholar]
- United Nation Environmental Programme. 2021 Global Status Report for Buildings and Construction Sector: Towards a Zero-Emissions, Efficient and Resilient Building and Construction Sector; United Nation Environmental Programme: Nairobi, Kenya, 2021. [Google Scholar]
- de Brito, J.; Kurda, R. The past and future of sustainable concrete: A critical review and new strategies on cement-based materials. J. Clean. Prod. 2021, 281, 123558. [Google Scholar] [CrossRef]
- Marvila, M.; de Matos, P.; Rodriguez, E.; Monteiro, S.N.; de Azevedo, A.R.G. Recycled Aggregate: A Viable Solution for Sustainable Concrete Production. Materials 2022, 15, 5276. [Google Scholar] [CrossRef] [PubMed]
- Singh, V.K.; Shukla, A.; Sahani, R.K.; Shekhar, A.R.; Singh, R. Structural Application of Concrete Made of Recycled Aggregate Sourced from Construction and Demolition Waste. In Proceedings of the SECON’21; Springer: Berlin/Heidelberg, Germany, 2022; pp. 863–872. [Google Scholar]
- Kang, D.-H.; Gupta, S.C.; Ranaivoson, A.Z.; Siekmeier, J.; Roberson, R. Recycled Materials as Substitutes for Virgin Aggregates in Road Construction: I. Hydraulic and Mechanical Characteristics. Soil Sci. Soc. Am. J. 2011, 75, 1265–1275. [Google Scholar] [CrossRef]
- Chinnu, S.N.; Minnu, S.N.; Bahurudeen, A.; Senthilkumar, R. Recycling of industrial and agricultural wastes as alternative coarse aggregates: A step towards cleaner production of concrete. Constr. Build. Mater. 2021, 287, 123056. [Google Scholar] [CrossRef]
- Zulkernain, N.H.; Gani, P.; Chuck Chuan, N.; Uvarajan, T. Utilisation of plastic waste as aggregate in construction materials: A review. Constr. Build. Mater. 2021, 296, 123669. [Google Scholar] [CrossRef]
- Manjunatha, M.; Seth, D.; Balaji, K.V.G.D.; Bharath, A. Engineering properties and environmental impact assessment of green concrete prepared with PVC waste powder: A step towards sustainable approach. Case Stud. Constr. Mater. 2022, 17, e01404. [Google Scholar] [CrossRef]
- Harrison, E.; Berenjian, A.; Seifan, M. Recycling of waste glass as aggregate in cement-based materials. Environ. Sci. Ecotechnol. 2020, 4, 100064. [Google Scholar] [CrossRef]
- de Andrade Salgado, F.; de Andrade Silva, F. Recycled aggregates from construction and demolition waste towards an application on structural concrete: A review. J. Build. Eng. 2022, 52, 104452. [Google Scholar] [CrossRef]
- Magbool, H.M. Utilisation of ceramic waste aggregate and its effect on Eco-friendly concrete: A review. J. Build. Eng. 2022, 47, 103815. [Google Scholar] [CrossRef]
- Joyklad, P.; Ali, N.; Chaiyasarn, K.; Poovarodom, N.; Yooprasertchai, E.; Maqbool, H.M.; Ruangrassamee, A.; Hussain, Q. Improvement of stress-strain behavior of brick-waste aggregate concrete using low-cost FCSM composites. Constr. Build. Mater. 2022, 351, 128946. [Google Scholar] [CrossRef]
- Singh, N.; Singh, A.; Ankur, N.; Kumar, P.; Kumar, M.; Singh, T. Reviewing the properties of recycled concrete aggregates and iron slag in concrete. J. Build. Eng. 2022, 60, 105150. [Google Scholar] [CrossRef]
- Nandi, S.; Ransinchung, G.D.R.N. Performance evaluation and sustainability assessment of precast concrete paver blocks containing coarse and fine RAP fractions: A comprehensive comparative study. Constr. Build. Mater. 2021, 300, 124042. [Google Scholar] [CrossRef]
- Singh, S.; Ransinchung, G.D.; Kumar, P. An economical processing technique to improve RAP inclusive concrete properties. Constr. Build. Mater. 2017, 148, 734–747. [Google Scholar] [CrossRef]
- Zhang, J.; Zhang, X.; Liang, M.; Jiang, H.; Wei, J.; Yao, Z. Influence of different rejuvenating agents on rheological behavior and dynamic response of recycled asphalt mixtures incorporating 60% RAP dosage. Constr. Build. Mater. 2020, 238, 117778. [Google Scholar] [CrossRef]
- Zaumanis, M.; Mallick, R.B.; Frank, R. 100% recycled hot mix asphalt: A review and analysis. Resour. Conserv. Recycl. 2014, 92, 230–245. [Google Scholar] [CrossRef]
- Dunn, I.P.; Acuto, F.; Yazoghli-Marzouk, O.; Di Mino, G.; Mantalovas, K. Increasing the Use of Reclaimed Asphalt in Italy towards a Circular Economy: A Top-Down Approach. Eng. Proc. 2022, 17, 25. [Google Scholar]
- Jaawani, S.; Franco, A.; De Luca, G.; Coppola, O.; Bonati, A. Limitations on the Use of Recycled Asphalt Pavement in Structural Concrete. Appl. Sci. 2021, 11, 10901. [Google Scholar] [CrossRef]
- EAPA. Asphalt in Figures 2019; The European Asphalt Pavement Association: Brussels, Belgium, 2019. [Google Scholar]
- Masi, G.; Michelacci, A.; Manzi, S.; Bignozzi, M.C. Assessment of reclaimed asphalt pavement (RAP) as recycled aggregate for concrete. Constr. Build. Mater. 2022, 341, 127745. [Google Scholar] [CrossRef]
- ANAS, S.p.A. Capitolato Speciale di Appalto. Norme Tecniche per l’esecuzione del Contratto Parte 2; ANAS S.p.A.: Rome, Italy, 2017. [Google Scholar]
- Domenichini, L.; Di Mascio, P.; Giannattasio, C.; Caliendo, C.; Festa, B.; Marchionna, A.; Firmi, P.; Molinaro, E.; Paoloni, G. Modello di Catalogo delle Pavimentazioni Stradali; Giannini: Naples, Italy, 1993. [Google Scholar]
- Ministero della Transizione Ecologica. Regolamento che Disciplina la Cessazione della Qualifica di Rifiuto dei Rifiuti Inerti da Costruzione e Demolizione e di Altri Rifiuti Inerti di Origine Minerale, ai Sensi Dell’articolo 184-ter, Comma 2, del Decreto Legislativo 3 Aprile 2006, n. 152. 2022; Ministero della Transizione Ecologica: Rome, Italy, 2022. [Google Scholar]
- UNI 8520-1; Aggregates for Concrete—Additional Provisions for the Application of EN 12620—Part 1: Designation and Conformity Criteria 2022. UNI Ente Italiano di Normazione: Milan, Italy, 2005.
- UNI 8520-2; Aggregates for Concrete—Additional Provisions for the Application of EN 12620—Part 2: Requirements 2022. UNI Ente Italiano di Normazione: Milan, Italy, 2016.
- Ministero delle Infrastrutture e dei Trasporti. Aggiornamento delle Norme Tecniche per le Costruzioni; Ministero delle Infrastrutture e dei Trasporti: Rome, Italy, 2018. [Google Scholar]
- Huang, B.; Shu, X.; Li, G. Laboratory investigation of portland cement concrete containing recycled asphalt pavements. Cem. Concr. Res. 2005, 35, 2008–2013. [Google Scholar] [CrossRef]
- Papakonstantinou, C.G. Resonant column testing on Portland cement concrete containing recycled asphalt pavement (RAP) aggregates. Constr. Build. Mater. 2018, 173, 419–428. [Google Scholar] [CrossRef]
- Erdem, S.; Blankson, M.A. Environmental performance and mechanical analysis of concrete containing recycled asphalt pavement (RAP) and waste precast concrete as aggregate. J. Hazard. Mater. 2014, 264, 403–410. [Google Scholar] [CrossRef] [PubMed]
- Pokorny, J.; Sevcik, R.; Sal, J. The Design and Material Characterization of Reclaimed Asphalt Pavement Enriched Concrete for Construction Purposes. Materials 2020, 13, 4986. [Google Scholar] [CrossRef] [PubMed]
- Huang, B.; Shu, X.; Burdette, E.G. Mechanical properties of concrete containing recycled asphalt pavements. Mag. Concr. Res. 2006, 58, 313–320. [Google Scholar] [CrossRef]
- Thomas, R.J.; Fellows, A.J.; Sorensen, A.D. Durability Analysis of Recycled Asphalt Pavement as Partial Coarse Aggregate Replacement in a High-Strength Concrete Mixture. J. Mater. Civ. Eng. 2018, 30, 04018061. [Google Scholar] [CrossRef]
- Khodair, Y.; Luqman. Self-compacting concrete using recycled asphalt pavement and recycled concrete aggregate. J. Build. Eng. 2017, 12, 282–287. [Google Scholar] [CrossRef]
- Singh, S.; Ransinchung, G.D.R.N.; Debbarma, S.; Kumar, P. Utilization of reclaimed asphalt pavement aggregates containing waste from Sugarcane Mill for production of concrete mixes. J. Clean. Prod. 2018, 174, 42–52. [Google Scholar] [CrossRef]
- Arabiyat, S.; Abdel Jaber, M.; Katkhuda, H.; Shatarat, N. Influence of using two types of recycled aggregates on shear behavior of concrete beams. Constr. Build. Mater. 2021, 279, 122475. [Google Scholar] [CrossRef]
- Abedalqader, A.; Shatarat, N.; Ashteyat, A.; Katkhuda, H. Influence of temperature on mechanical properties of recycled asphalt pavement aggregate and recycled coarse aggregate concrete. Constr. Build. Mater. 2021, 269, 121285. [Google Scholar] [CrossRef]
- Alrajfi, E.; Ashteyat, A.M.; Murad, Y.Z. Shear behaviour of RC beams made with natural, recycled aggregate concrete and reclaimed asphalt aggregates under normal and elevated temperature. J. Build. Eng. 2021, 40, 102681. [Google Scholar] [CrossRef]
- Sahan, M.F.; Unsal, I. An Experimental Analysis for Impact Behavior of Portland Cement Concrete Substituted with Reclaimed Asphalt Pavement Aggregate. Iran. J. Sci. Technol. Trans. Civ. Eng. 2023, 47, 2113–2130. [Google Scholar] [CrossRef]
- Ben Saïd, S.E.E.; Euch Khay, S.E.; Achour, T.; Loulizi, A. Modelling of the adhesion between reclaimed asphalt pavement aggregates and hydrated cement paste. Constr. Build. Mater. 2017, 152, 839–846. [Google Scholar] [CrossRef]
- Singh, S.; Ransinchung, G.D.R.N.; Kumar, P. Feasibility study of RAP aggregates in cement concrete pavements. Road Mater. Pavement Des. 2017, 20, 151–170. [Google Scholar] [CrossRef]
- Singh, S.; Shintre, D.; Ransinchung, G.D.R.N.; Kumar, P. Performance of Fine RAP Concrete Containing Flyash, Silica Fume, and Bagasse Ash. J. Mater. Civ. Eng. 2018, 30, 04018233. [Google Scholar] [CrossRef]
- Getahun, M.; Shitote, S.; Gariy, Z. Experimental Investigation on Engineering Properties of Concrete Incorporating Reclaimed Asphalt Pavement and Rice Husk Ash. Buildings 2018, 8, 115. [Google Scholar] [CrossRef]
- Soltanabadi, R.; Behfarnia, K. Evaluation of Mechanical Properties of Concrete Containing Recycled Concrete Aggregate and Recycled Asphalt Pavement. J. Mater. Civ. Eng. 2022, 34, 04022348. [Google Scholar] [CrossRef]
- Soltanabadi, R.; Behfarnia, K. Shear strength of reinforced concrete deep beams containing recycled concrete aggregate and recycled asphalt pavement. Constr. Build. Mater. 2022, 314, 125597. [Google Scholar] [CrossRef]
- Shatarat, N.; Alhaq, A.A.; Katkhuda, H.; Jaber, M.A. Investigation of axial compressive behavior of reinforced concrete columns using Recycled Coarse Aggregate and Recycled Asphalt Pavement aggregate. Constr. Build. Mater. 2019, 217, 384–393. [Google Scholar] [CrossRef]
- Wang, Y.; Liao, J.; Liu, Z. Service life prediction and environmental impact evaluation of recycled aggregate concrete with supplementary cementitious materials. Constr. Build. Mater. 2023, 395, 132270. [Google Scholar] [CrossRef]
- Xiao, F.; Su, N.; Yao, S.; Amirkhanian, S.; Wang, J. Performance grades, environmental and economic investigations of reclaimed asphalt pavement materials. J. Clean. Prod. 2019, 211, 1299–1312. [Google Scholar] [CrossRef]
- Jahanbakhsh, H.; Karimi, M.M.; Naseri, H.; Nejad, F.M. Sustainable asphalt concrete containing high reclaimed asphalt pavements and recycling agents: Performance assessment, cost analysis, and environmental impact. J. Clean. Prod. 2020, 244, 118837. [Google Scholar] [CrossRef]
- Tam, V.W.Y. Economic comparison of concrete recycling: A case study approach. Resour. Conserv. Recycl. 2008, 52, 821–828. [Google Scholar] [CrossRef]
- Ghanbari, M.; Monir Abbasi, A.; Ravanshadnia, M. Economic and Environmental Evaluation and Optimal Ratio of Natural and Recycled Aggregate Production. Adv. Mater. Sci. Eng. 2017, 2017, 7458285. [Google Scholar] [CrossRef]
- Ghanbari, M.; Abbasi, A.M.; Ravanshadnia, M. Production of natural and recycled aggregates: The environmental impacts of energy consumption and CO2 emissions. J. Mater. Cycles Waste Manag. 2017, 20, 810–822. [Google Scholar] [CrossRef]
- EN 206; Concrete—Specification, Performance, Production and Conformity 2021. European Committee for Standardization: Brussels, Belgium, 2000.
- ANAS S.p.A. I Quaderni Tecnici per la Salvaguardia delle Infrastrutture Volume 5 Rome; ANAS S.p.A.: Rome, Italy, 2019. [Google Scholar]
- Pavimental, S.p.A. Dichiarazione di Prestazione Aggregato Granulato di Conglomerato Bituminoso 2022. Available online: https://www.ampliaspa.it/documenti_tecnici.php (accessed on 24 September 2022).
- Benocci, C. Dichiarazione di Prestazione Aggregato per Calcestruzzo. 2022. Available online: http://www.benoccispa.it/it/graniglia-calcarea-20-12620.html (accessed on 24 September 2022).
- UNI 11104; Concrete—Specification, Performance, Production and Conformity—Additional Provisions for the Application of EN 206. Ente Italiano di Normazione (UNI): Milan, Italy, 2016.
- Redaelli, E.; Carsana, M.; Filippi, A.; Lollini, F. Preliminary characterization of concrete made with RAP aggregate. In Proceedings of the 15th International Conference on Recent Advances in Concrete Technology and Sustainability Issues (RACTSI), Milan, Italy, 13–15 July 2022; pp. 201–212. [Google Scholar]
- Holcim. CEM II/A-LL 42,5 R; Holcim: Como, Italy, 2022. [Google Scholar]
- Regione Lombardia. Prezzario Regionale delle Opere Pubbliche—Vol. 1.1 Opere Compiute Civili, Urbanizzazione e Difesa del Suolo; Regione Lombardia: Milan, Italy, 2022. [Google Scholar]
- Regione Lombardia. Prezzario Regionale delle Opere Pubbliche—Vol. 2.1 Costi Unitari e Piccola Manutenzione Civili e Urbanizzazione; Regione Lombardia: Milan, Italy, 2022. [Google Scholar]
- ALIG. Tariffario Generale; ALIG: Rome, Italy, 2015. [Google Scholar]
- Università degli Studi di Bari Aldo Moro. Tariffario per Analisi Conto Terzi; Università degli Studi di Bari Aldo Moro: Bari, Italy, 2022. [Google Scholar]
- TFB. Catalogue de Services. Available online: https://www.tfbshop.ch/shop-fr/index.html (accessed on 26 September 2022).
- Banca d’Italia. Cambi di Riferimento del 31 Dicembre 2018. Available online: https://www.bancaditalia.it/compiti/operazioni-cambi/cambio/cambi_rif_20181231/?dotcache=refresh (accessed on 24 September 2022).
- Istat. Rivaluta—Rivalutazioni e Documentazioni su Prezzi, Costi e Retribuzioni Contrattuali. Available online: https://rivaluta.istat.it/Rivaluta/ (accessed on 24 September 2022).
- OilPrice. Oil Prices. Available online: https://oilprice.com/ (accessed on 23 September 2022).
- Ministero dell’Ambiente e della Tutela del Territorio e del Mare. Regolamento Recante Disciplina della Cessazione della Qualifica di Rifiuto di Conglomerato Bituminoso ai Sensi Dell’art. 184-ter, Comma 2 del Decreto Legislativo 2 Aprile 2006, n. 152; Ministero dell’Ambiente e della Tutela del Territorio e del Mare: Rome, Italy, 2018. [Google Scholar]
- EN 12620; Aggregates for Concrete. European Committee for Standardization: Brussels, Belgium, 2008.
- Wirtgen Group. Cold Milling Machine W 1900; Wirtgen Group: Windhagen, Germany, 2022. [Google Scholar]
- Ma, M.; Tam, V.W.Y.; Le, K.N.; Osei-Kyei, R. Factors affecting the price of recycled concrete: A critical review. J. Build. Eng. 2022, 46, 103743. [Google Scholar] [CrossRef]
- Moro, C.; Francioso, V.; Lopez-Arias, M.; Velay-Lizancos, M. CO2 curing of mortar with natural and recycled concrete aggregate: An environmental and economic assessment. Constr. Build. Mater. 2023, 399, 132587. [Google Scholar] [CrossRef]
- Katerusha, D. Investigation of the optimal price for recycled aggregate concrete—An experimental approach. J. Clean. Prod. 2022, 365, 132857. [Google Scholar] [CrossRef]
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).