
Enhancing Concrete Performance with Crumb Rubber and Waste Materials: A Study on Mechanical and Durability Properties

Abstract
:
1. Introduction
2. Materials, Equipment, and Mix Proportioning
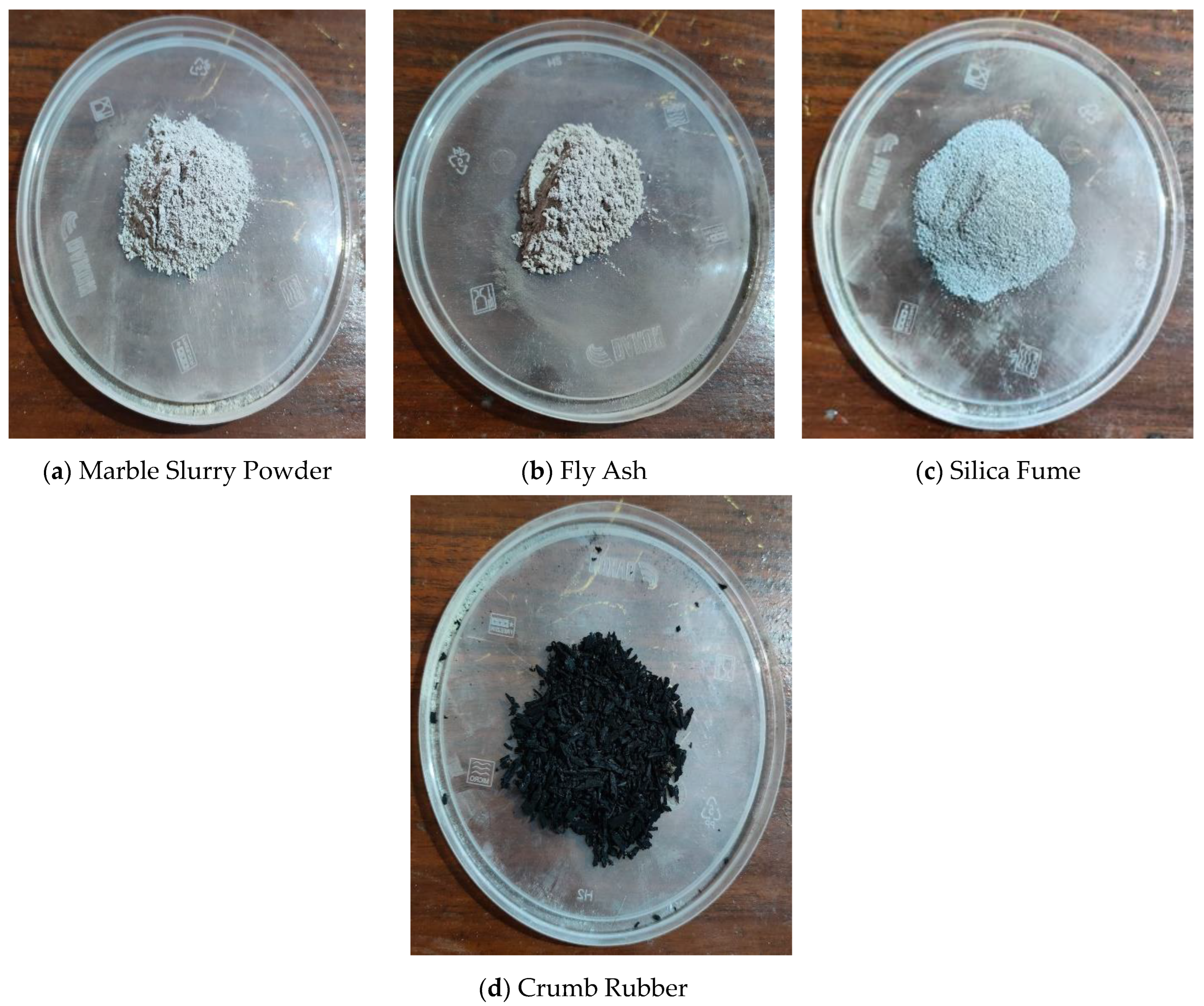
2.1. Materials
2.2. Equipment
2.3. Mix-Proportioning
3. Properties of Concrete
3.1. Fresh Concrete Properties
Workability
3.2. Mechanical Properties
3.2.1. Compressive Strength
3.2.2. Split Tensile Strength
3.2.3. Flexural Strength
3.3. Durability Properties
3.3.1. Water Absorption
3.3.2. Sulfate Attack
3.3.3. Acid Attack
4. Results and Discussion
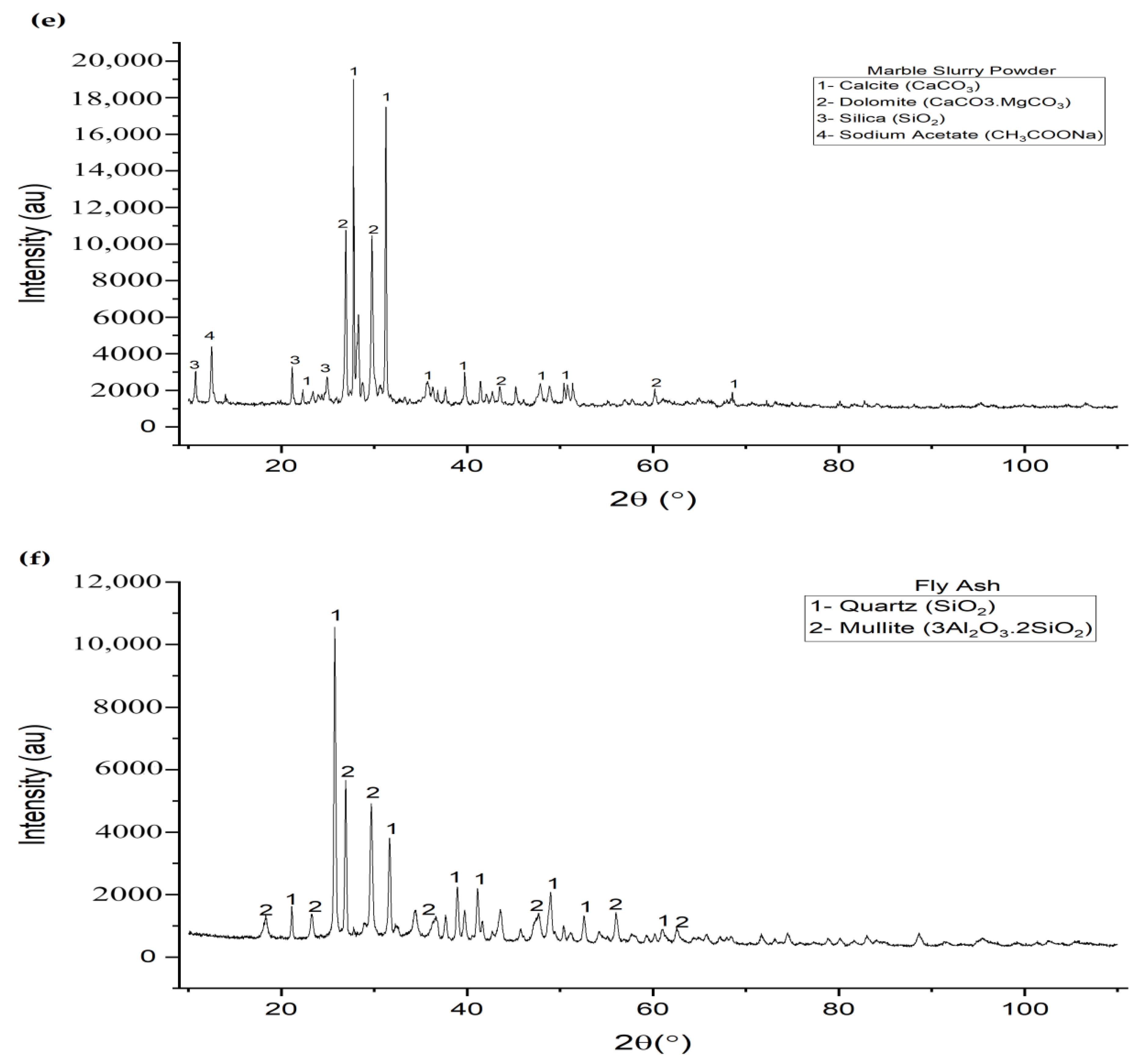
4.1. Properties and Characterization of Materials
4.2. Fresh Concrete Properties
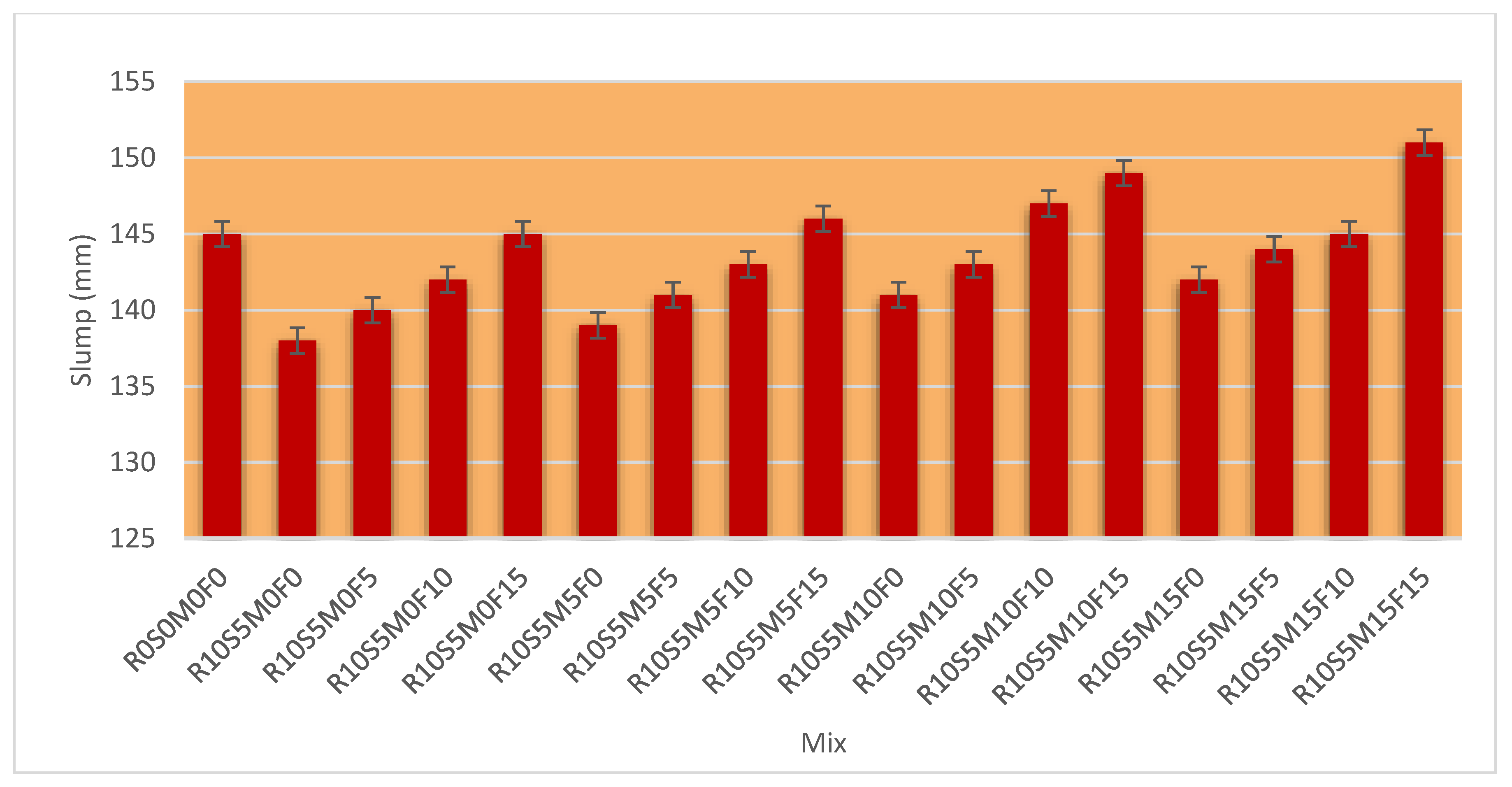
Workability
4.3. Mechanical Properties
4.3.1. Compressive Strength
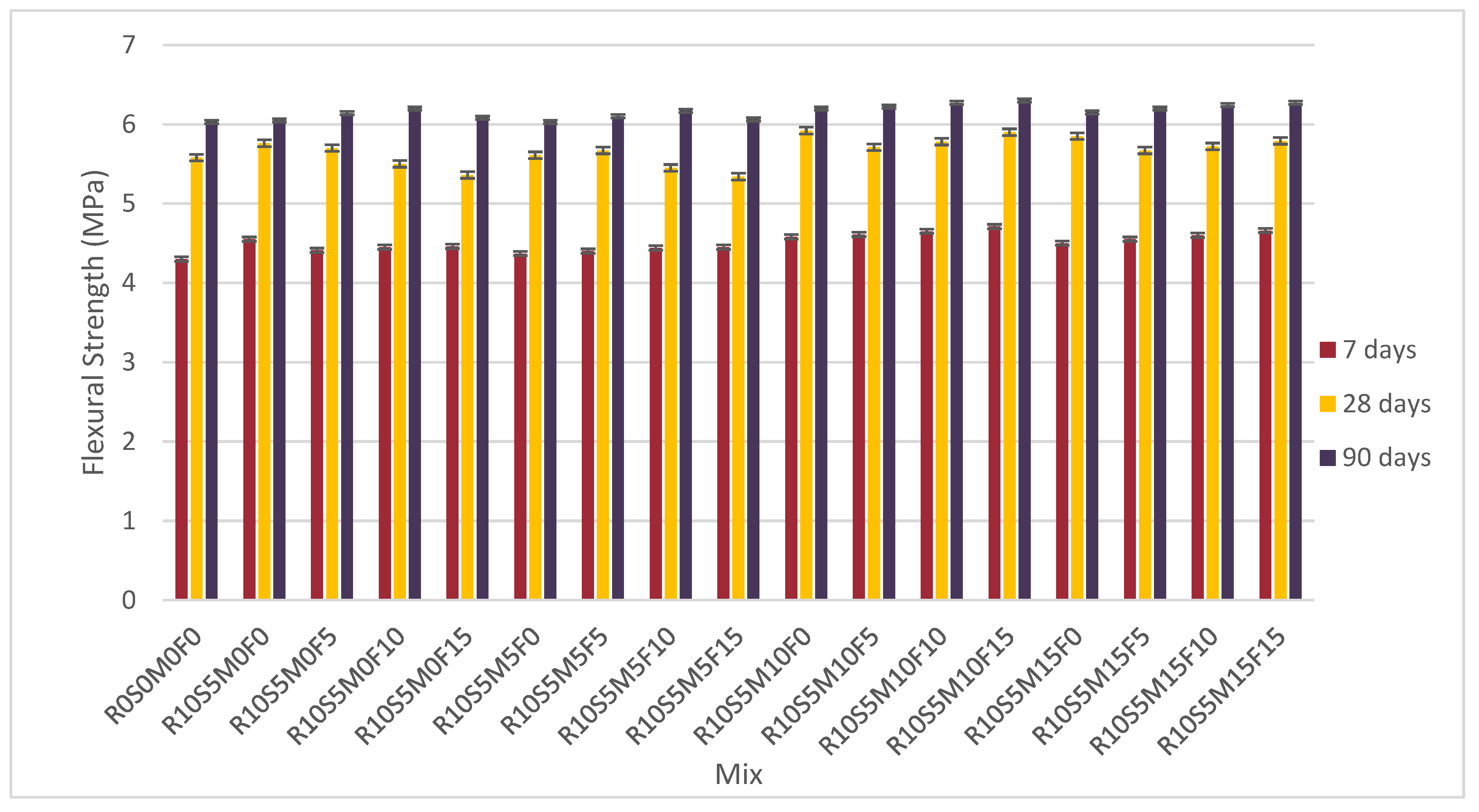
4.3.2. Flexural Strength
4.3.3. Split Tensile Strength
4.4. Durability Properties
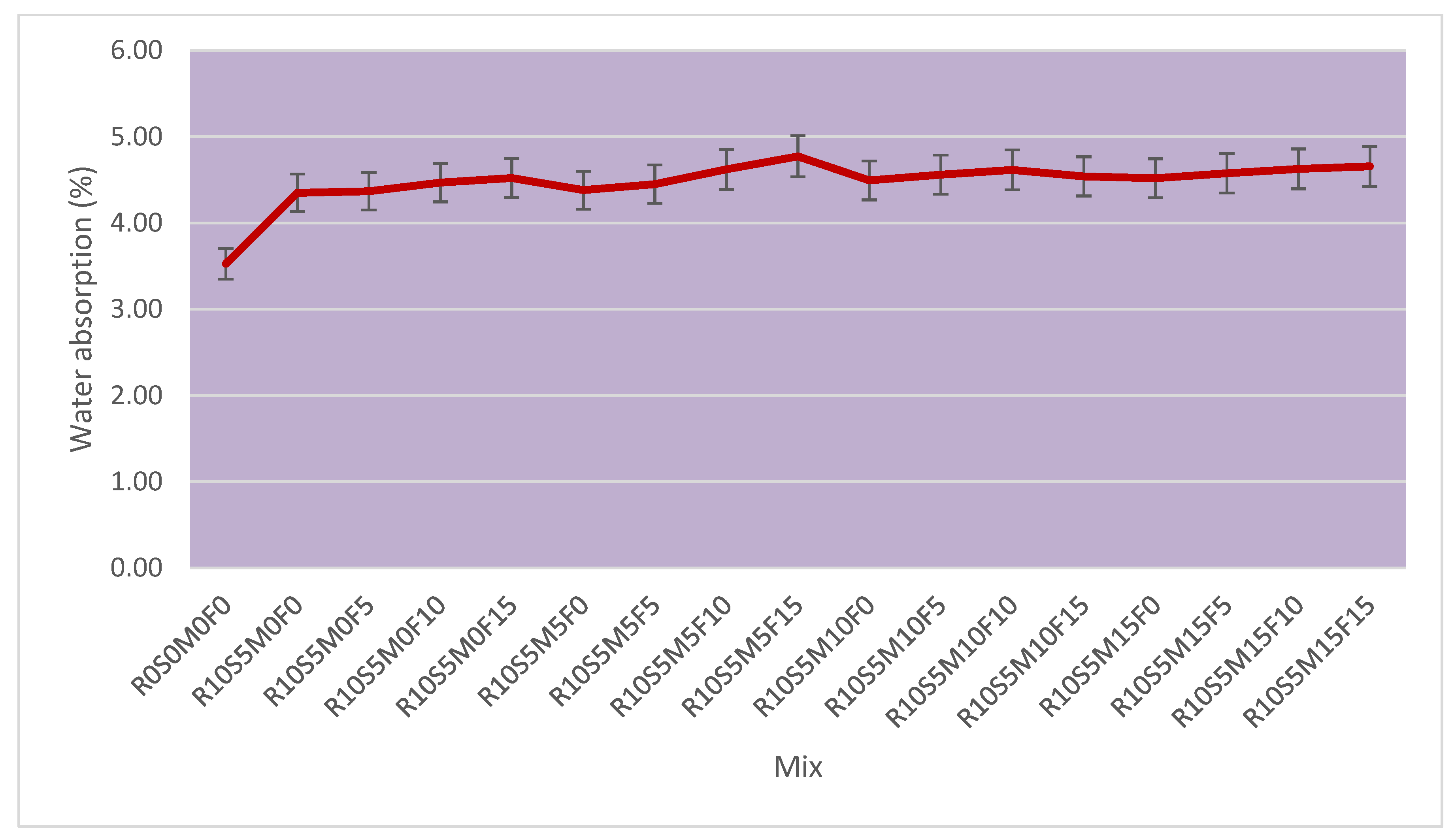
4.4.1. Water Absorption
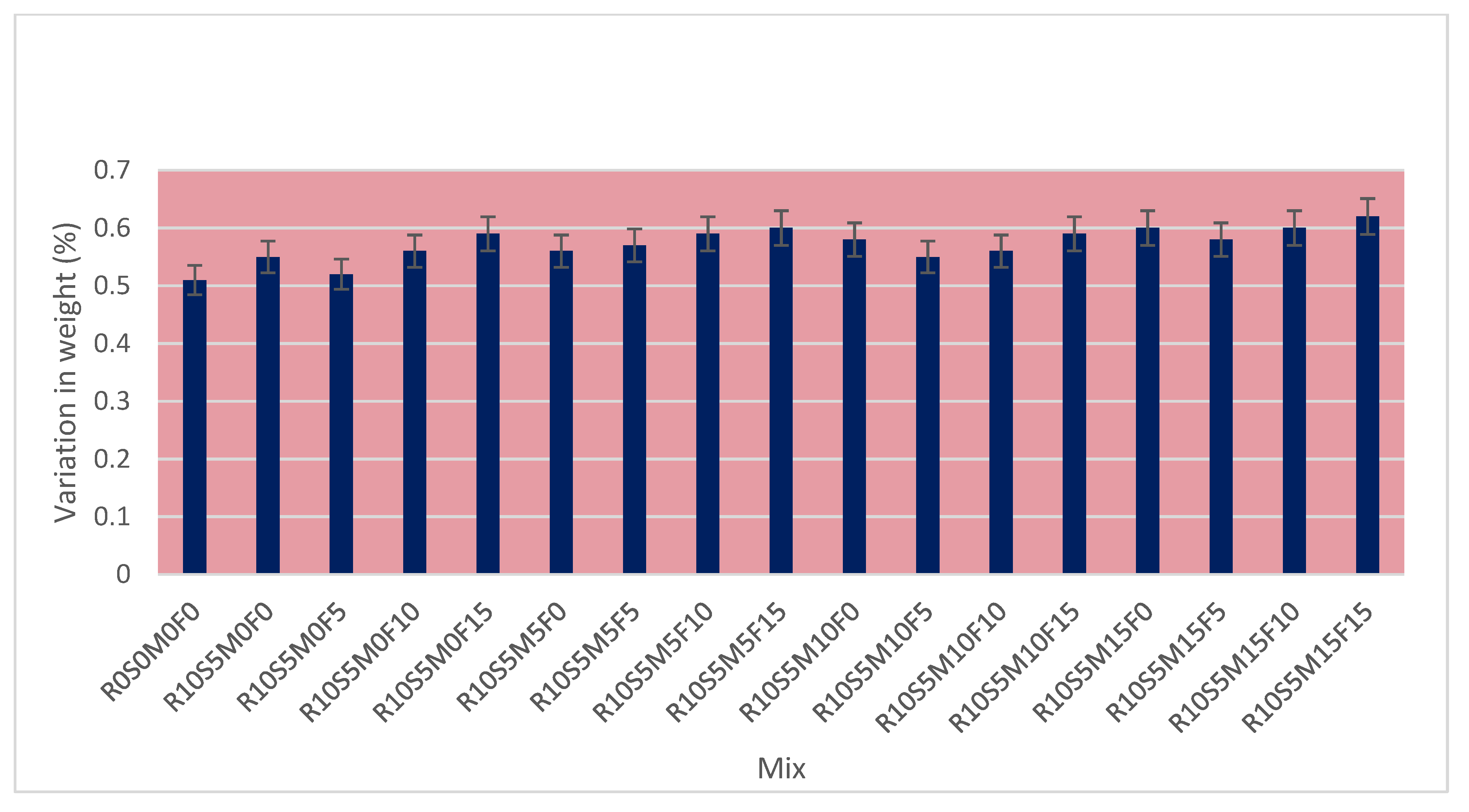
4.4.2. Sulfate Attack
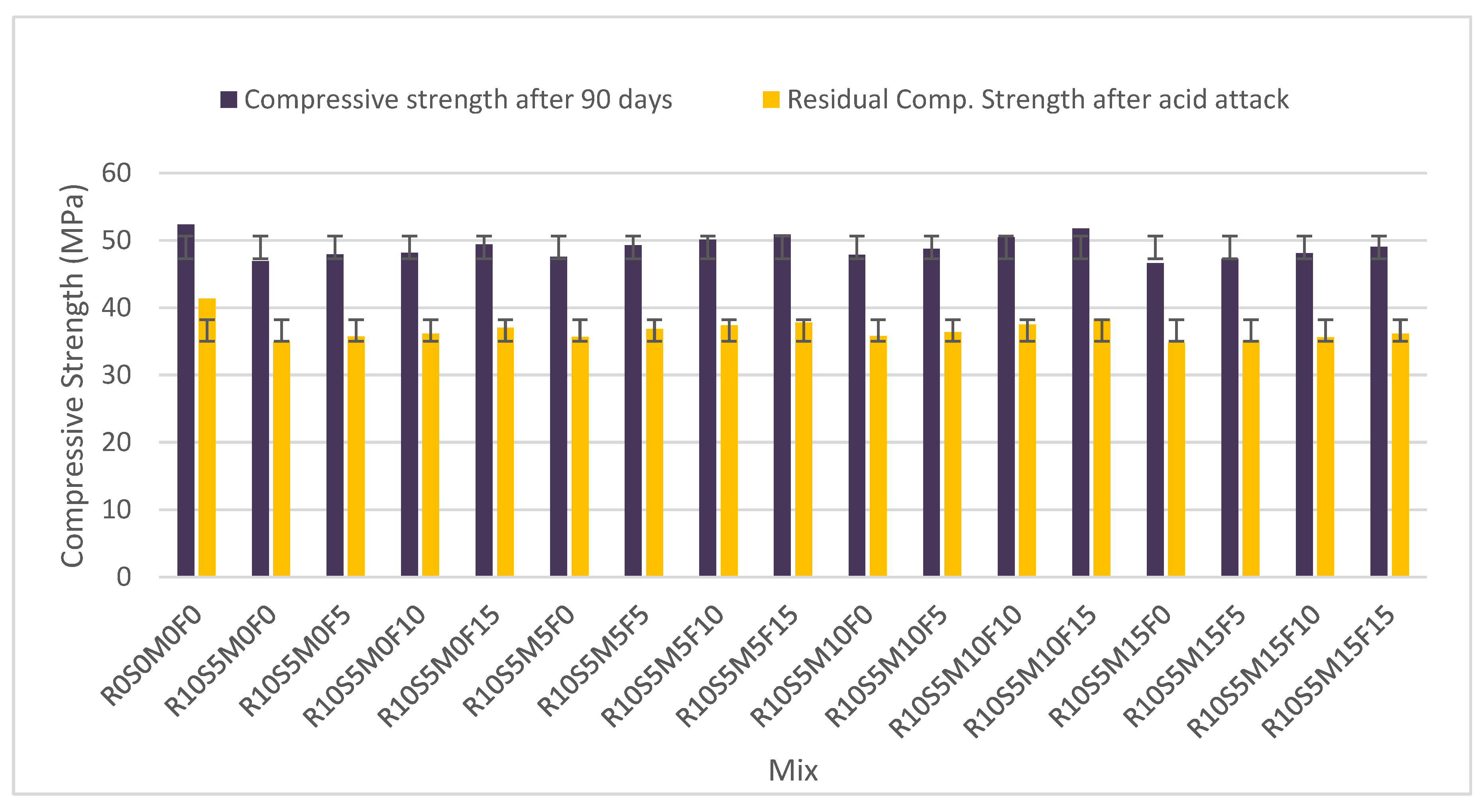
4.4.3. Acid Attack
5. Summary of Research Findings
6. Conclusions
- MSP improves workability by acting as fillers, enhancing particle packing, while FA enhances flow and reduces cracking risk.
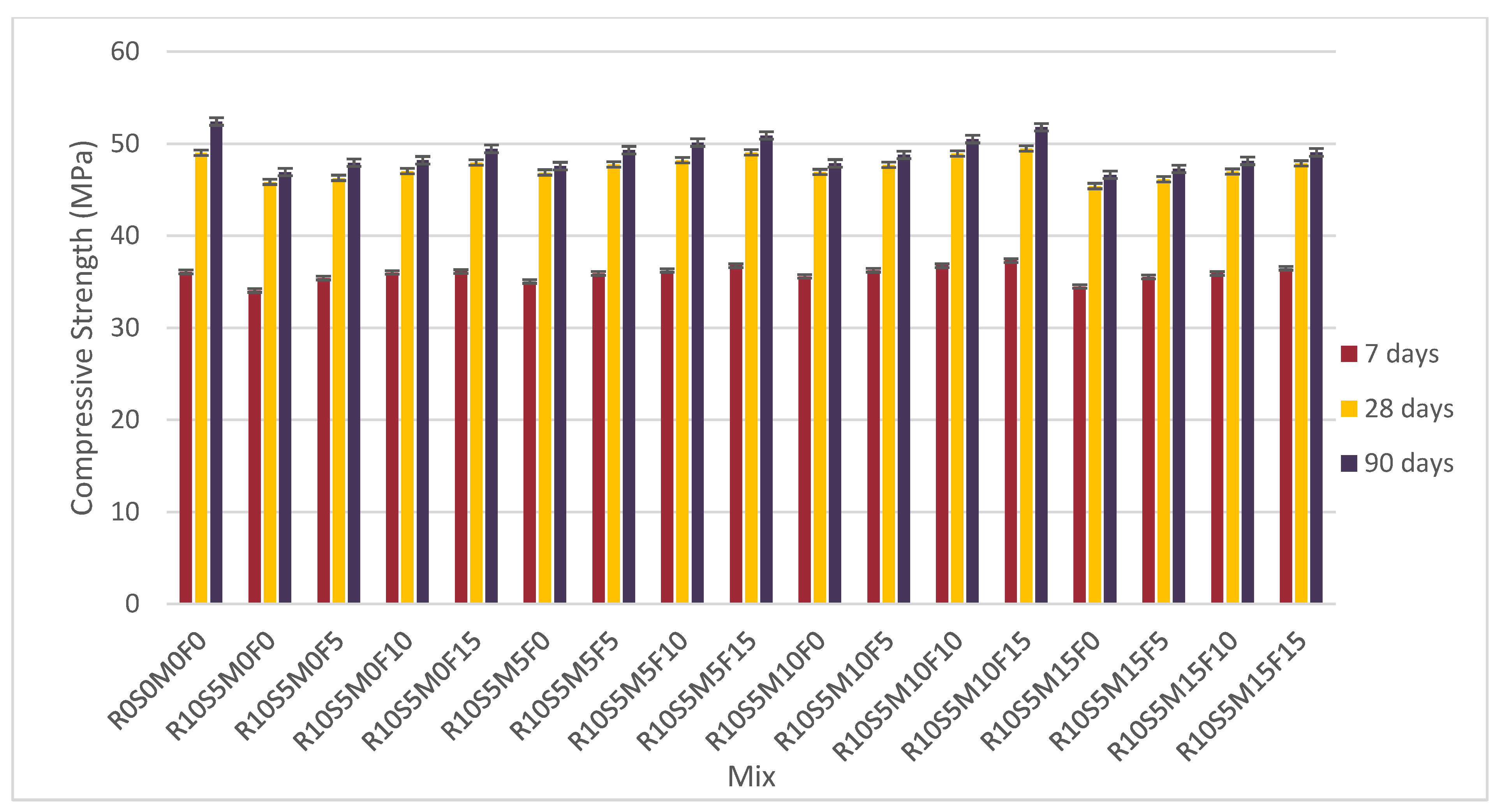
- The R10S5M10F15 mix achieves similar compressive strength to the control mix, due to the synergistic effects of SF, MSP, and FA.
- Using rubber in place of traditional aggregates lowers compressive strength, primarily due to its physical and mechanical properties.
- Rubberized concrete shows more ductility under load, with CR, SF, MSP, and FA collectively improving flexural tensile strength.
- The addition of rubber lowers tensile strength, but 5% SF replacement and 10% MSP substitution improve it, while higher MSP levels and FA substitution reduce it.
- Rubberized concrete absorbs more water than control concrete, but the R10S5M10F15 mix shows a marginal decrease due to pore refinement from FA and SF.
- Rubberized concrete offers better resistance than control concrete, thanks to crumb rubber preventing material separation and the pore refining and grain interlocking effects of SF, FA, and MSP.
- Rubberized concrete shows a lower loss in compressive strength after acid exposure, benefitting from crumb rubber’s protective properties and the pore structure refinement from SF, and grain interlocking from FA and MSP.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
Abbreviations
| BIS | Bureau of Indian Standards |
| CR | Crumb Rubber |
| CTM | Compression Testing Machine |
| FA | Fly Ash |
| MSP | Marble Slurry Powder |
| OPC | Ordinary Portland Cement |
| RCC | Reinforced Cement Concrete |
| SF | Silica Fume |
| XRD | X-ray Diffraction |
References
- Liu, Z.; Takasu, K.; Koyamada, H.; Suyama, H. A study on engineering properties and environmental impact of sustainable concrete with fly ash or GGBS. Constr. Build. Mater. 2022, 316, 125776. [Google Scholar] [CrossRef]
- Khodabakhshian, A.; de Brito, J.; Ghalehnovi, M.; Shamsabadi, E.A. Mechanical, environmental and economic performance of structural concrete containing silica fume and marble industry waste powder. Constr. Build. Mater. 2018, 169, 237–251. [Google Scholar] [CrossRef]
- Ghanim, A.A.; Rahman, F.U.; Adil, W.; Zeyad, A.M.; Magbool, H.M. Experimental investigation of industrial wastes in concrete: Mechanical and microstructural evaluation of pumice powder and Fly Ash in concrete. Case Stud. Constr. Mater. 2023, 18, e01999. [Google Scholar] [CrossRef]
- Jang, J.G.; Lee, H.K. Microstructural densification and CO2 uptake promoted by the carbonation curing of belite-rich Portland cement. Cem. Concr. Res. 2016, 82, 50–57. [Google Scholar] [CrossRef]
- The Portland Cement Association. Carbon Footprint. 2011. Available online: https://www.cement.org/docs/default-source/th-paving-pdfs/sustainability/carbon-foot-print.pdf (accessed on 1 August 2023).
- IEA. Technology Roadmap–Low-Carbon Transition in the Cement Industry; IEA: Paris, France, 2018; Available online: https://www.iea.org/reports/technology-roadmap-low-carbon-transition-in-the-cement-industry (accessed on 11 June 2023).
- Jain, A.; Gupta, R.; Chaudhary, S. Performance of self-compacting concrete comprising granite cutting waste as fine aggregate. Constr. Build. Mater. 2019, 221, 539–552. [Google Scholar] [CrossRef]
- Jain, A.; Choudhary, R.; Gupta, R.; Chaudhary, S. Abrasion resistance and sorptivity characteristics of SCC containing granite waste. Mater. Today Proc. 2019, 27, 524–528. [Google Scholar] [CrossRef]
- Gautam, L.; Bansal, S.; Sharma, K.V.; Kalla, P. Bone-china ceramic powder and granite industrial by-product waste in self-compacting concrete: A durability assessment with statistical validation. Structures 2023, 54, 837–856. [Google Scholar] [CrossRef]
- Gautam, L.; Kalla, P.; Jain, J.K.; Choudhary, R.; Jain, A. Robustness of self-compacting concrete incorporating bone china ceramic waste powder along with granite cutting waste for sustainable development. J. Clean. Prod. 2022, 367, 132969. [Google Scholar] [CrossRef]
- Islam, M.M.U.; Li, J.; Roychand, R.; Saberian, M. Microstructure, thermal conductivity and carbonation resistance properties of sustainable structural lightweight concrete incorporating 100% coarser rubber particles. Constr. Build. Mater. 2023, 408, 133658. [Google Scholar] [CrossRef]
- Material Recycling Association of India, Rubber & Tyre. Available online: https://mrai.org.in/theindustry/rubber.html (accessed on 14 June 2023).
- Roychand, R.; Gravina, R.J.; Zhuge, Y.; Ma, X.; Youssf, O.; Mills, J.E. A comprehensive review on the mechanical properties of waste tire rubber concrete. Constr. Build. Mater. 2020, 237, 117651. [Google Scholar] [CrossRef]
- Ferdous, W.; Manalo, A.; Siddique, R.; Mendis, P.; Zhuge, Y.; Wong, H.S.; Lokuge, W.; Aravinthan, T.; Schubel, P. Recycling of landfill wastes (tyres, plastics and glass) in construction—A review on global waste generation, performance, application and future opportunities. Resour. Conserv. Recycl. 2021, 173, 105745. [Google Scholar] [CrossRef]
- Youssf, O.; Elchalakani, M.; Hassanli, R.; Roychand, R.; Zhuge, Y.; Gravina, R.J.; Mills, J.E. Mechanical performance and durability of geopolymer lightweight rubber concrete. J. Build. Eng. 2021, 45, 103608. [Google Scholar] [CrossRef]
- De Maeijer, P.K.; Craeye, B.; Blom, J.; Bervoets, L. Crumb Rubber in Concrete—The Barriers for Application in the Construction Industry. Infrastructures 2021, 6, 116. [Google Scholar] [CrossRef]
- Zhang, P.; Wang, X.; Wang, J.; Zhang, T. Workability and Durability of Concrete Incorporating Waste Tire Rubber: A Review. J. Renew. Mater. 2023, 11, 745–776. [Google Scholar] [CrossRef]
- Choudhary, R.; Gupta, R.; Nagar, R.; Jain, A. Sorptivity characteristics of high strength self-consolidating concrete produced by marble waste powder, fly ash, and micro silica. Mater. Today Proc. 2020, 32, 531–535. [Google Scholar] [CrossRef]
- Farooq, O.; Bilal, H.; Cavaleri, L.; Khan, A. Properties of blended mortars produced with recycled by-products from different waste streams. Dev. Built Environ. 2023, 14, 100156. [Google Scholar] [CrossRef]
- Prakash, B.; Saravanan, T.J.; Kabeer, K.S.A.; Bisht, K. Exploring the potential of waste marble powder as a sustainable substitute to cement in cement-based composites: A review. Constr. Build. Mater. 2023, 401, 132887. [Google Scholar] [CrossRef]
- Singh, M.; Choudhary, P.; Bedi, A.K.; Yadav, S.; Chhabra, R.S. Compressive Strength Estimation of Waste Marble Powder Incorporated Concrete Using Regression Modelling. Coatings 2022, 13, 66. [Google Scholar] [CrossRef]
- Choudhary, R.; Gupta, R.; Nagar, R.; Jain, A. Mechanical and abrasion resistance performance of silica fume, marble slurry powder, and fly ash amalgamated high strength self-consolidating concrete. Constr. Build. Mater. 2021, 269, 121282. [Google Scholar] [CrossRef]
- Choudhary, R.; Gupta, R.; Alomayri, T.; Jain, A.; Nagar, R. Permeation, corrosion, and drying shrinkage assessment of self-compacting high strength concrete comprising waste marble slurry and fly ash, with silica fume. Structures 2021, 33, 971–985. [Google Scholar] [CrossRef]
- Bentlemsan, N.; Yahiaoui, W.; Kenai, S. Strength and durability of self-compacting mortar with waste marble as sand substitution. Case Stud. Constr. Mater. 2023, 19, e02331. [Google Scholar] [CrossRef]
- Ahmadi, M.; Abdollahzadeh, E.; Kioumarsi, M. Using marble waste as a partial aggregate replacement in the development of sustainable self-compacting concrete. Mater. Today Proc. 2023. [Google Scholar] [CrossRef]
- Khankhaje, E.; Kim, T.; Jang, H.; Kim, C.-S.; Kim, J.; Rafieizonooz, M. Properties of pervious concrete incorporating fly ash as partial replacement of cement: A review. Dev. Built Environ. 2023, 14, 100130. [Google Scholar] [CrossRef]
- Shukla, B.K.; Gupta, A.; Gowda, S.; Srivastav, Y. Constructing a greener future: A comprehensive review on the sustainable use of fly ash in the construction industry and beyond. Mater. Today Proc. 2023, 93, 257–264. [Google Scholar] [CrossRef]
- Jurczak, R.; Szmatuła, F. Evaluation of the Possibility of Replacing Fly Ash with Glass Powder in Lower-Strength Concrete Mixes. Appl. Sci. 2021, 11, 396. [Google Scholar] [CrossRef]
- Anish, C.; Krishnaiah, R.V.; Raju, K.V.B. Strength behavior of green concrete by using fly ash and silica fume. Mater. Today Proc. 2023. [Google Scholar] [CrossRef]
- Mohana, R.; Bharathi, S.L. Sustainability of pre-treated and nano-fly ash powder on the thermal stability and environmental impact of green mortars under ambient conditions. J. Build. Eng. 2023, 71, 106494. [Google Scholar] [CrossRef]
- Cantero, B.; Bravo, M.; de Brito, J.; del Bosque, I.F.S.; Medina, C. The Influence of Fly Ash on the Mechanical Performance of Cementitious Materials Produced with Recycled Cement. Appl. Sci. 2022, 12, 2257. [Google Scholar] [CrossRef]
- Sarıdemir, M. Effect of silica fume and ground pumice on compressive strength and modulus of elasticity of high strength concrete. Constr. Build. Mater. 2013, 49, 484–489. [Google Scholar] [CrossRef]
- IS 269-2015; Ordinary Portland Cement—Specification. Bureau of Indian Standards: New Delhi, India, 2015.
- IS: 383-1970; Specification for Coarse and Fine Aggregates from Natural Sources for Concrete. Bureau of Indian Standards: New Delhi, India, 1970.
- IS: 3812-2003; Indian Standard on Pulverised Fuel Ash–Specification. Part 2. For Use as Admixture in Cement Mortar and Concrete. Bureau of Indian Standards: New Delhi, India, 2003.
- IS 15388-2003; Silica Fume—Specification. Bureau of Indian Standards: New Delhi, India, 2003.
- ASTM C 1240-2020; Standard Specification for Silica Fume used in Cementitious Mixtures. ASTM International: West Conshohocken, PA, USA, 2020.
- Sika India, SikaPlast®-5202 NS. Available online: https://ind.sika.com/content/dam/dms/in01/g/sikaplast_-5202_ns.pdf (accessed on 4 July 2023).
- IS 4031(Part 11)-1988; Methods of Physical Tests for Hydraulic Cement. Part 11: Determination of Density. Bureau of Indian Standards: New Delhi, India, 1988.
- IS 4031(Part 4)-1988; Methods of Physical Tests for Hydraulic Cement. Part 4: Determination of Consistency of Standard Cement Paste. Bureau of Indian Standards: New Delhi, India, 1988.
- IS 4031(Part 5)-1988; Methods of Physical Tests for Hydraulic Cement. Part 5. Determination of Initial and Final Setting Times. Bureau of Indian Standards: New Delhi, India, 1988.
- IS 4031(Part 3)-1988; Methods of Physical Tests for Hydraulic Cement. Part 3. Determination of Soundness. Bureau of Indian Standards: New Delhi, India, 1988.
- IS: 456-2000; Plain and Reinforced Concrete-Code of Practice (Third Revision). Bureau of Indian Standards: New Delhi, India, 2000.
- IS: 1199-1959; Methods of Sampling and Analysis of Concrete (Reaffirmed 2004). Bureau of Indian Standards: New Delhi, India, 1959.
- IS: 516-1959; Method of Tests for Strength of Concrete (Reaffirmed 2004). Bureau of Indian Standards: New Delhi, India, 1959.
- ASTM C 496-2004; Standard Test Method for Splitting Tensile Strength of Cylindrical Concrete Specimens. ASTM International: West Conshohocken, PA, USA, 2004.
- IS 5816-1999; Splitting Tensile Strength of Concrete-Method of Test. Bureau of Indian Standards: New Delhi, India, 1999.
- Deshmukh, K.; Kovářík, T.; Muzaffar, A.; Ahamed, M.B.; Pasha, S.K.K. Mechanical analysis of polymers. In Polymer Science and Innovative Applications; Elsevier Inc.: Amsterdam, The Netherlands, 2020. [Google Scholar] [CrossRef]
- ASTM C 78-2002; Standard Test Method for Flexural Strength of Concrete (Using Simple Beam with Third-Point Loading). ASTM International: West Conshohocken, PA, USA, 2002.
- ASTM C 642-2006; Standard Test Method for Density, Absorption, and Voids in Hardened Concrete. ASTM International: West Conshohocken, PA, USA, 2006.
- ASTM C 1012-2004; Standard Test Method for Length Change of Hydraulic-Cement Mortars Exposed to a Sulfate Solution. ASTM International: West Conshohocken, PA, USA, 2004.
- Bucea, L.; Cao, H.T.; Ferguson, O.; Mateo, J. Sulfate Resistance of Cement and Concrete—Materials Selection. In Proceedings of the Austroads Bridge Conference, Sydney, Australia, 3–5 December 1997; Volume 3. Available online: https://railknowledgebank.com/Presto/content/GetDoc.axd?ctID=MjE1ZTI4YzctZjc1YS00MzQ4LTkyY2UtMDJmNTgxYjg2ZDA5&rID=NTk0Mg==&pID=MTQ3Ng==&attchmnt=True&uSesDM=False&rIdx=MTAzODU=&rCFU= (accessed on 15 June 2023).
- Etris, S.; Fiorni, Y.; Lieb, K.; Moore, I.; Batik, A.; Mehta, P.; Gjo̸rv, O. A New Test for Sulfate Resistance of Cements. J. Test. Eval. 1974, 2, 510–515. [Google Scholar] [CrossRef]
- Van Tittelboom, K.; De Belie, N.; Doug Hooton, R. Test methods for resistance of concrete to sulfate attack—A critical review. In Performance of Cement-Based Materials in Aggressive Aqueous Environments; RILEM State-of-the-Art Reports; Springer: Dordrecht, The Netherlands, 2013; Volume 10, pp. 251–288. [Google Scholar] [CrossRef]
- ASTM C 267-2001; Standard Test Methods for Chemical Resistance of Mortars, Grouts, and Monolithic Surfacings and Poly-mer Concretes (Reapproved 2006). ASTM International: West Conshohocken, PA, USA, 2001.
- Choudhary, R.; Gupta, R.; Nagar, R. Impact on fresh, mechanical, and microstructural properties of high strength self-compacting concrete by marble cutting slurry waste, fly ash, and silica fume. Constr. Build. Mater. 2019, 239, 117888. [Google Scholar] [CrossRef]
- Kontoleontos, F.; Tsakiridis, P.; Marinos, A.; Katsiotis, N.; Kaloidas, V.; Katsioti, M. Dry-grinded ultrafine cements hydration. physicochemical and microstructural characterization. Mater. Res. 2013, 16, 404–416. [Google Scholar] [CrossRef]
- Muttashar, H.L.; Bin Ali, N.; Ariffin, M.A.M.; Hussin, M.W. Microstructures and physical properties of waste garnets as a promising construction materials. Case Stud. Constr. Mater. 2018, 8, 87–96. [Google Scholar] [CrossRef]
- Lanzón, M.; Cnudde, V.; De Kock, T.; Dewanckele, J. Microstructural examination and potential application of rendering mortars made of tire rubber and expanded polystyrene wastes. Constr. Build. Mater. 2015, 94, 817–825. [Google Scholar] [CrossRef]
- Castellón, F.; Ayala, M.; Lanzón, M. Influence of tire rubber waste on the fire behavior of gypsum coatings of construction and structural elements. Mater. Construcción 2022, 72, e275. [Google Scholar] [CrossRef]
- Belouadah, M.; Rahmouni, Z.E.A.; Tebbal, N. Influence of the addition of glass powder and marble powder on the physical and mechanical behavior of composite cement. Procedia Comput. Sci. 2019, 158, 366–375. [Google Scholar] [CrossRef]
- El-Sayed, H.A.; Farag, A.; Kandeel, A.; Younes, A.A.; Yousef, M.M. Characteristics of the marble processing powder waste at Shaq El-Thoaban industrial area, Egypt, and its suitability for cement manufacture. HBRC J. 2018, 14, 171–179. [Google Scholar] [CrossRef]
- Ye, Y.; Zeng, X.; Qian, W.; Wang, M. Synthesis of pure zeolites from supersaturated silicon and aluminum alkali extracts from fused coal fly ash. Fuel 2008, 87, 1880–1886. [Google Scholar] [CrossRef]
- Rafieizonooz, M.; Salim, M.R.; Hussin, M.W.; Mirza, J.; Yunus, S.M.; Khankhaje, E. Workability, compressive strength & leachability of coal ash concrete. Chem. Eng. Trans. 2017, 56, 439–444. [Google Scholar] [CrossRef]
- Tennich, M.; Kallel, A.; Ben Ouezdou, M. Incorporation of fillers from marble and tile wastes in the composition of self-compacting concretes. Constr. Build. Mater. 2015, 91, 65–70. [Google Scholar] [CrossRef]
- Ganjian, E.; Khorami, M.; Maghsoudi, A.A. Scrap-tire-rubber replacement for aggregate and filler in concrete. Constr. Build. Mater. 2009, 23, 1828–1836. [Google Scholar] [CrossRef]
- Topçu, I.B.; Bilir, T.; Uygunoğlu, T. Effect of waste marble dust content as filler on properties of self-compacting concrete. Constr. Build. Mater. 2009, 23, 1947–1953. [Google Scholar] [CrossRef]
- Islam, M.M.U.; Li, J.; Roychand, R.; Saberian, M. Investigation of durability properties for structural lightweight concrete with discarded vehicle tire rubbers: A study for the complete replacement of conventional coarse aggregates. Constr. Build. Mater. 2023, 369, 130634. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Mix Label | Cementitious Materials | Fine Aggregates | Coarse Aggregates | Super Plasticizer | Water | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| OPC | Fly Ash | Silica Fume | Marble Slurry Powder | River Sand | Crumb Rubber | Basalt Rock | ||||||||
| kg/m3 | % | kg/m3 | % | kg/m3 | % | kg/m3 | % | kg/m3 | % | kg/m3 | kg/m3 | kg/m3 | kg/m3 | |
| R0S0M0F0 | 540 | 0 | 0 | 5 | 0 | 0 | 0 | 100 | 695 | 0 | 0 | 955 | 3.5 | 180 |
| R10S5M0F0 | 513 | 0 | 0 | 5 | 27 | 0 | 0 | 90 | 625.5 | 10 | 69.5 | 955 | 4.9 | 180 |
| R10S5M0F5 | 486 | 5 | 27 | 5 | 27 | 0 | 0 | 90 | 625.5 | 10 | 69.5 | 955 | 4.71 | 180 |
| R10S5M0F10 | 459 | 10 | 54 | 5 | 27 | 0 | 0 | 90 | 625.5 | 10 | 69.5 | 955 | 4.67 | 180 |
| R10S5M0F15 | 432 | 15 | 81 | 5 | 27 | 0 | 0 | 90 | 625.5 | 10 | 69.5 | 955 | 4.65 | 180 |
| R10S5M5F0 | 486 | 0 | 0 | 5 | 27 | 5 | 27 | 90 | 625.5 | 10 | 69.5 | 955 | 5.45 | 180 |
| R10S5M5F5 | 459 | 5 | 27 | 5 | 27 | 5 | 27 | 90 | 625.5 | 10 | 69.5 | 955 | 5.36 | 180 |
| R10S5M5F10 | 432 | 10 | 54 | 5 | 27 | 5 | 27 | 90 | 625.5 | 10 | 69.5 | 955 | 4.645 | 180 |
| R10S5M5F15 | 405 | 15 | 81 | 5 | 27 | 5 | 27 | 90 | 625.5 | 10 | 69.5 | 955 | 4.62 | 180 |
| R10S5M10F0 | 459 | 0 | 0 | 5 | 27 | 10 | 54 | 90 | 625.5 | 10 | 69.5 | 955 | 4.64 | 180 |
| R10S5M10F5 | 432 | 5 | 27 | 5 | 27 | 10 | 54 | 90 | 625.5 | 10 | 69.5 | 955 | 4.625 | 180 |
| R10S5M10F10 | 405 | 10 | 54 | 5 | 27 | 10 | 54 | 90 | 625.5 | 10 | 69.5 | 955 | 4.61 | 180 |
| R10S5M10F15 | 378 | 15 | 81 | 5 | 27 | 10 | 54 | 90 | 625.5 | 10 | 69.5 | 955 | 4.59 | 180 |
| R10S5M15F0 | 432 | 0 | 0 | 5 | 27 | 15 | 81 | 90 | 625.5 | 10 | 69.5 | 955 | 4.65 | 180 |
| R10S5M15F5 | 405 | 5 | 27 | 5 | 27 | 15 | 81 | 90 | 625.5 | 10 | 69.5 | 955 | 4.63 | 180 |
| R10S5M15F10 | 378 | 10 | 54 | 5 | 27 | 15 | 81 | 90 | 625.5 | 10 | 69.5 | 955 | 4.6 | 180 |
| R10S5M15F15 | 351 | 15 | 81 | 5 | 27 | 15 | 81 | 90 | 625.5 | 10 | 69.5 | 955 | 4.53 | 180 |
| Specifications | OPC | MSP | FA | SF | CR |
|---|---|---|---|---|---|
| Form | Powder | Powder | Powder | Powder | Granules |
| Grain Size (µm) | 100% < 90 µm | 92% < 75 µm | 82% < 45 µm | 100% < 600 µm | 75–4750 µm |
| Colour | Dark Grey | Off-white | Light Grey | Grey | Black |
| Specific Gravity | 3.16 | 2.7 | 2.45 | 2.23 | 0.85 |
| Compounds | OPC | MSP | FA | SF | CR |
|---|---|---|---|---|---|
| SiO2 (%) | 30.59 | 6.11 | 55.94 | 94.83 | 2.19 |
| CaO (%) | 48.24 | 45.86 | 2.90 | 0.91 | 17.21 |
| Al2O3 (%) | 3.65 | 0.94 | 23.81 | 0.65 | - |
| Fe2O3 (%) | 3.49 | 0.80 | 6.10 | 0.74 | 1.04 |
| K2O (%) | 0.61 | 0.24 | 1.02 | 0.41 | - |
| MgO (%) | 0.89 | 6.59 | 1.34 | 0.70 | - |
| Na2O (%) | 0.05 | - | 0.60 | 0.15 | - |
| P2O5 (%) | 0.21 | 0.09 | 0.38 | 0.48 | - |
| ZnO (%) | - | - | - | - | 55.68 |
| TiO2 (%) | 0.34 | 0.08 | 1.52 | 0.12 | 0.50 |
| MnO (%) | 0.09 | 0.08 | 0.07 | 0.06 | - |
| Loss on Ignition (%) | 3.10 | 36.25 | 0.47 | 0.51 | 4.5 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Moolchandani, K.; Sharma, A.; Kishan, D. Enhancing Concrete Performance with Crumb Rubber and Waste Materials: A Study on Mechanical and Durability Properties. Buildings 2024, 14, 161. https://doi.org/10.3390/buildings14010161
Moolchandani K, Sharma A, Kishan D. Enhancing Concrete Performance with Crumb Rubber and Waste Materials: A Study on Mechanical and Durability Properties. Buildings. 2024; 14(1):161. https://doi.org/10.3390/buildings14010161
Chicago/Turabian StyleMoolchandani, Karan, Abhay Sharma, and Dharavath Kishan. 2024. "Enhancing Concrete Performance with Crumb Rubber and Waste Materials: A Study on Mechanical and Durability Properties" Buildings 14, no. 1: 161. https://doi.org/10.3390/buildings14010161