
Harnessing Path Optimization to Enhance the Strength of Three-Dimensional (3D) Printed Concrete



Abstract
1. Introduction
2. Materials, Fabrication, and Testing Methods
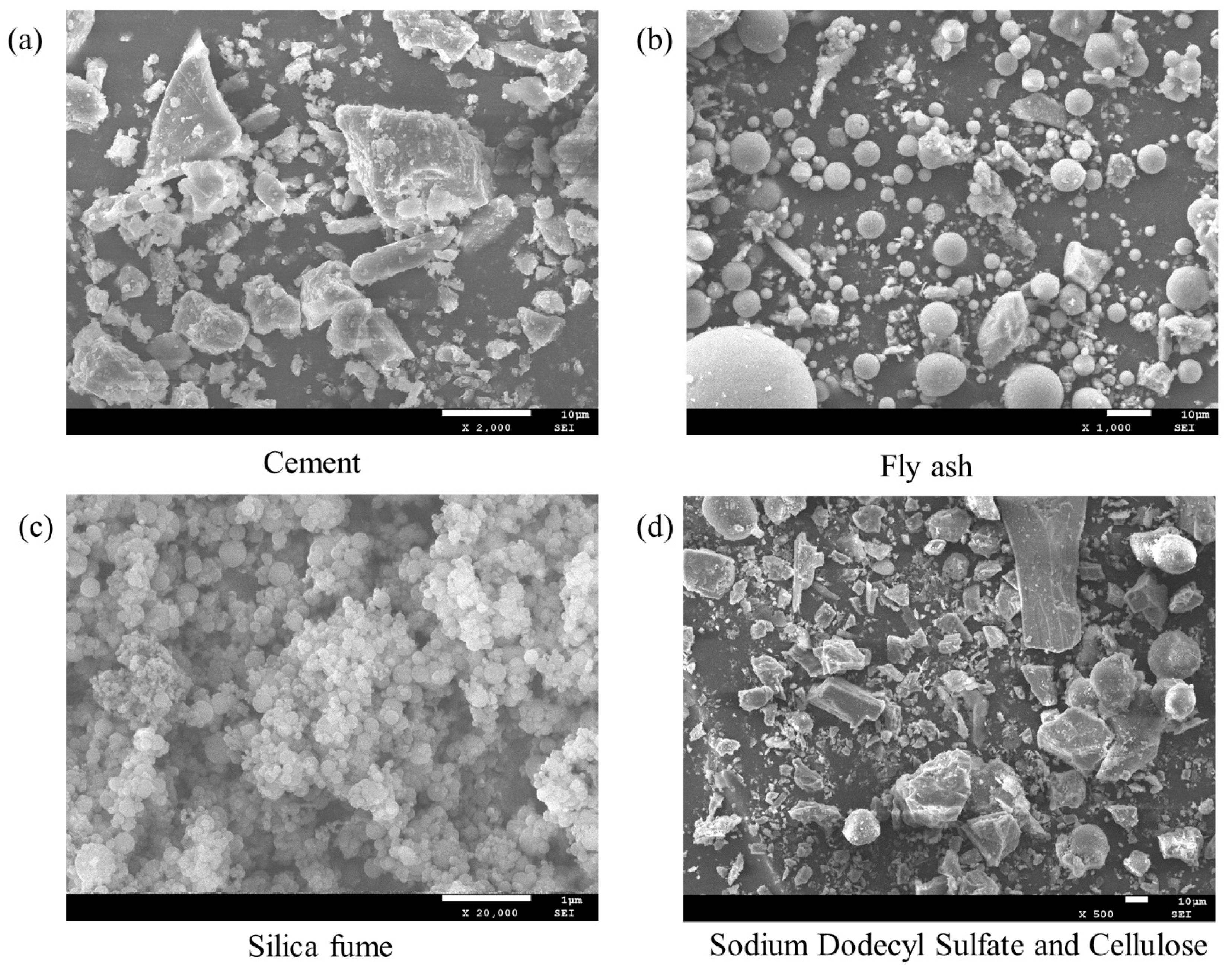
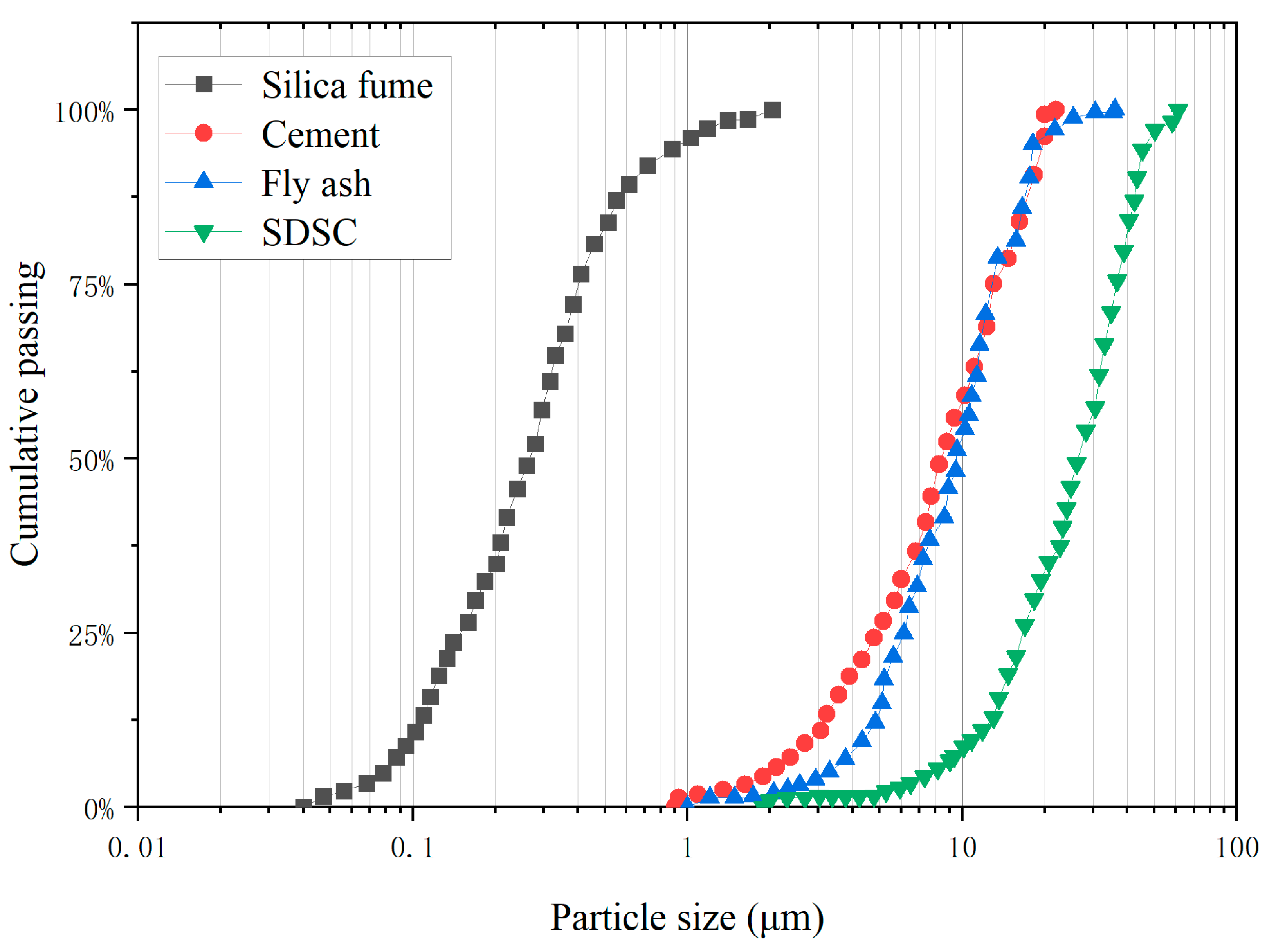
2.1. Mixing Design
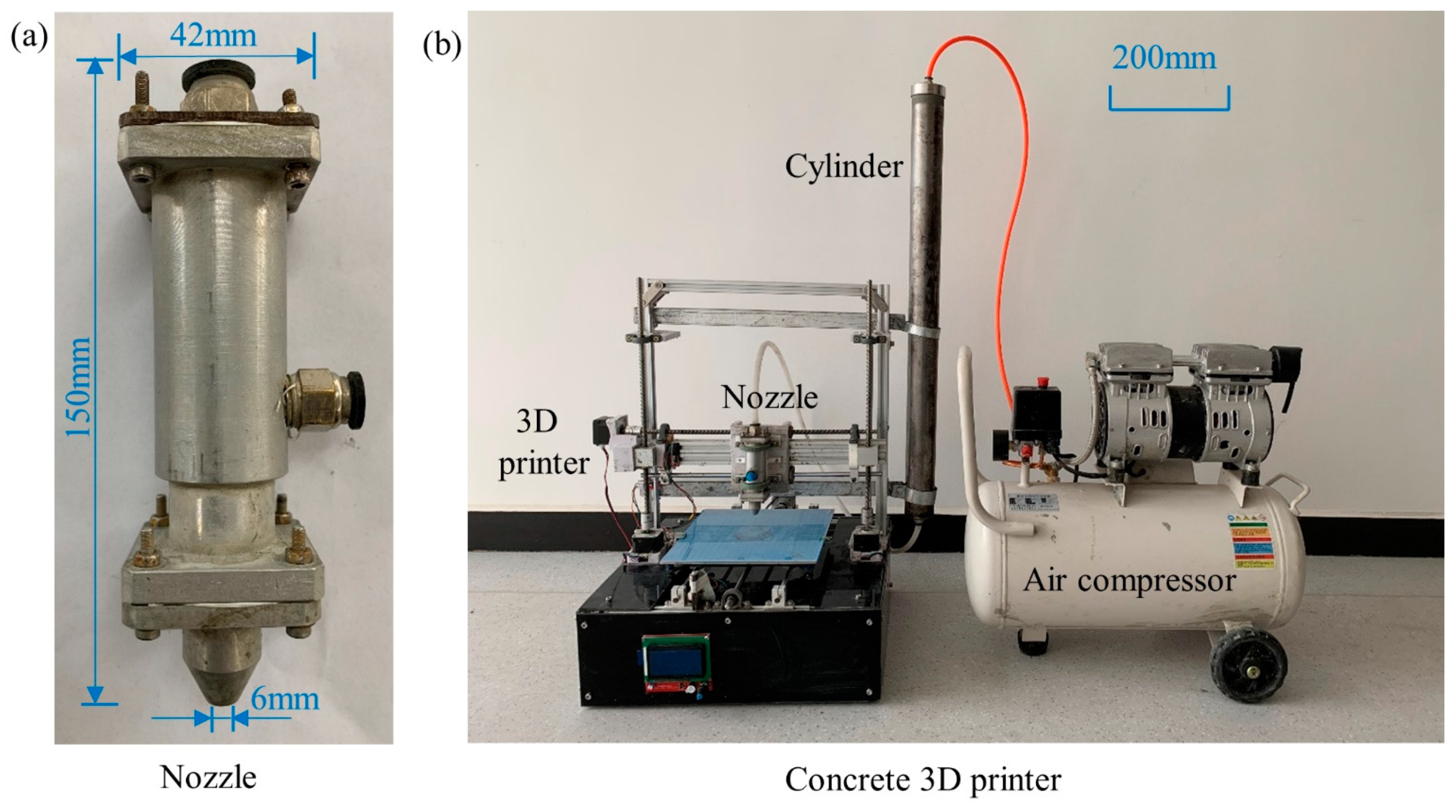
2.2. Desktop 3DPC Printer
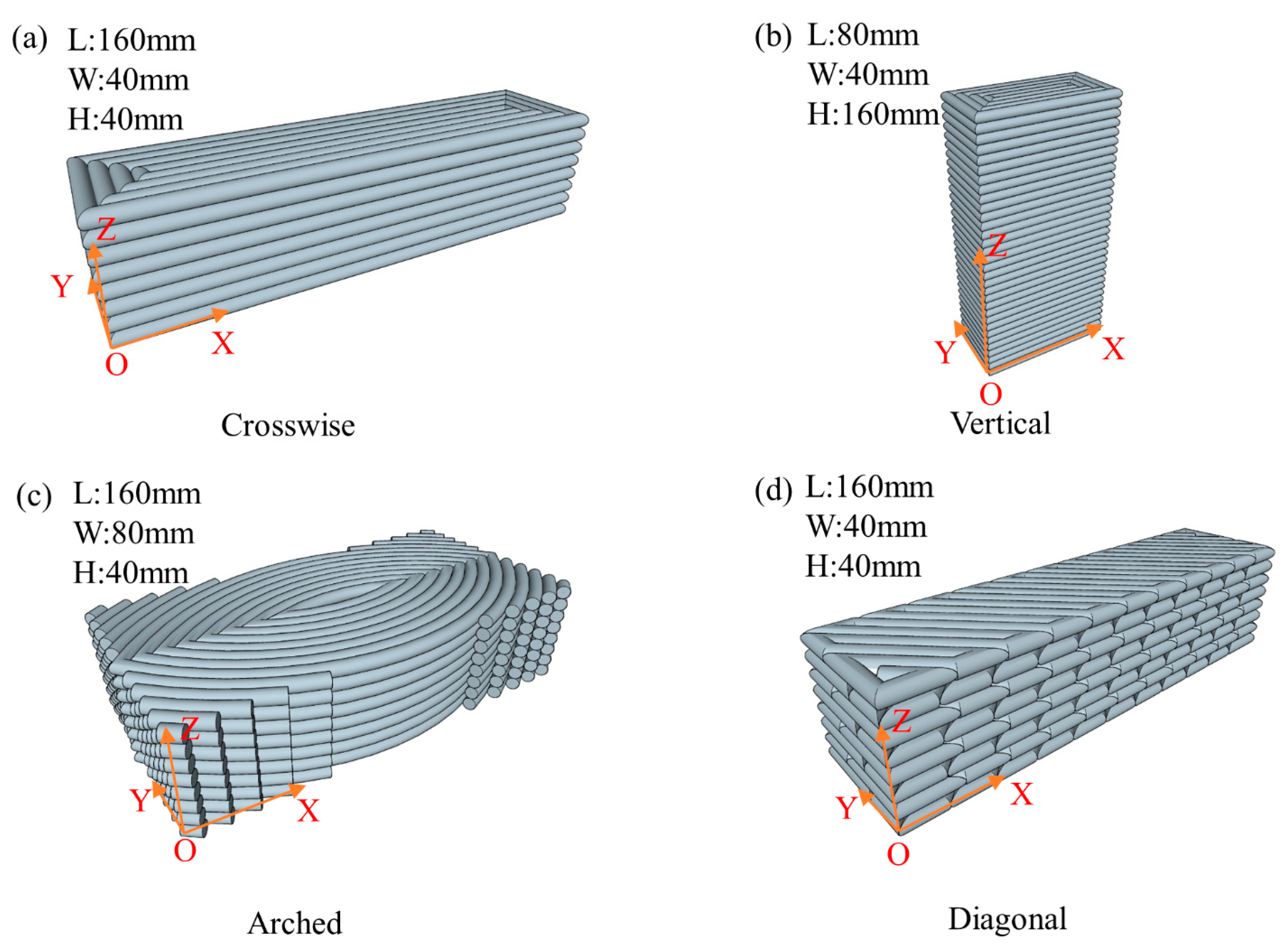
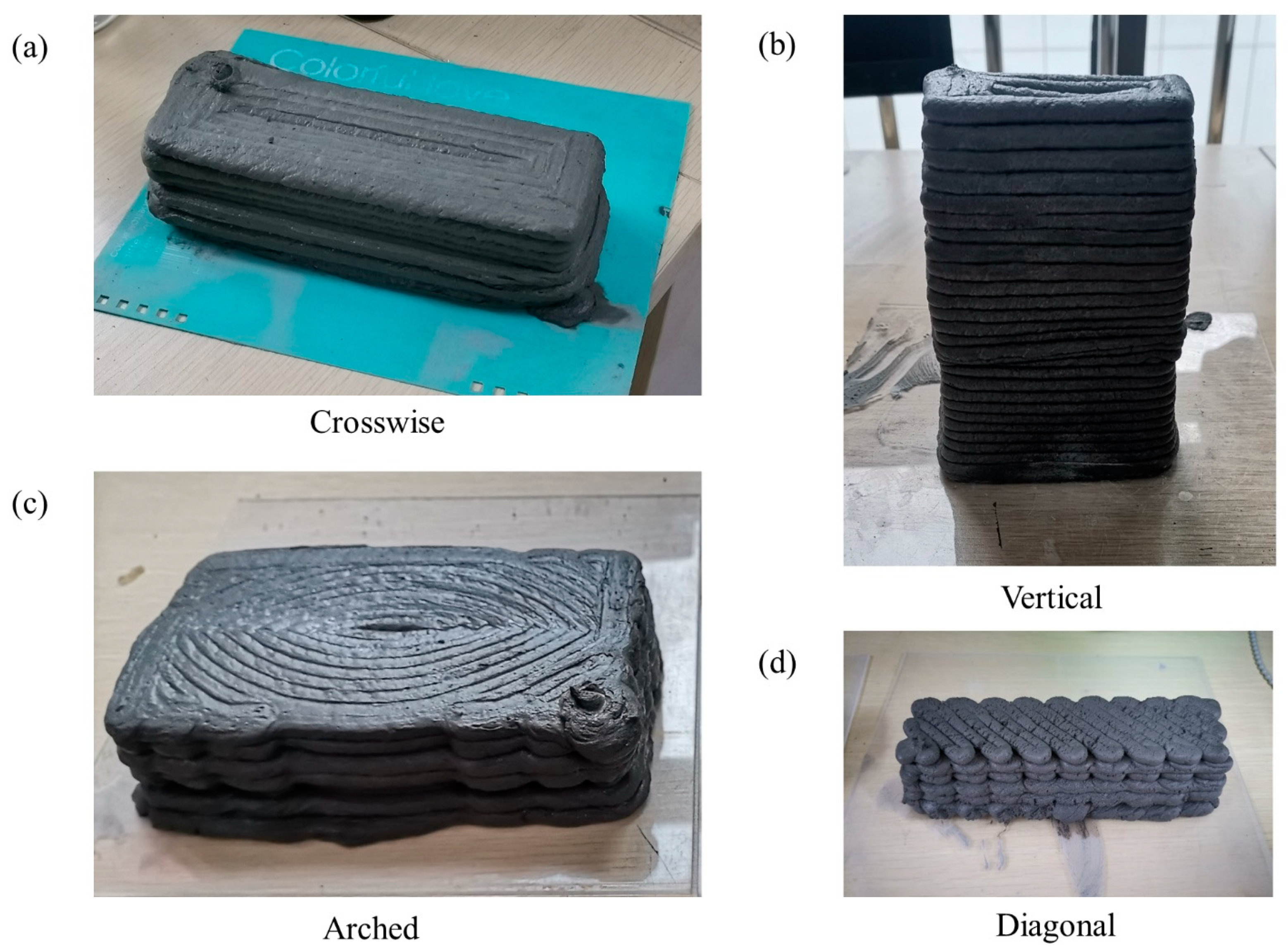
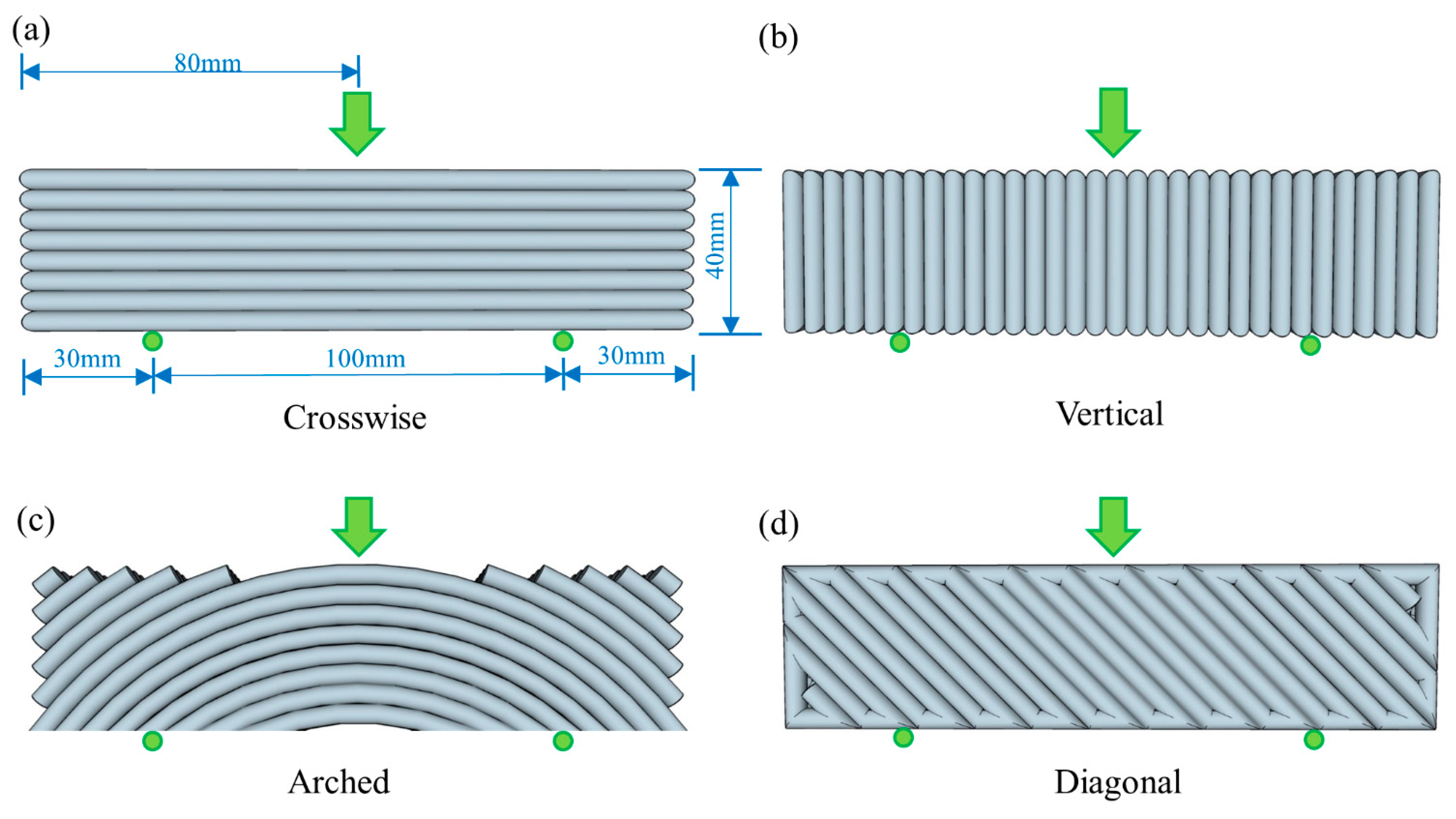
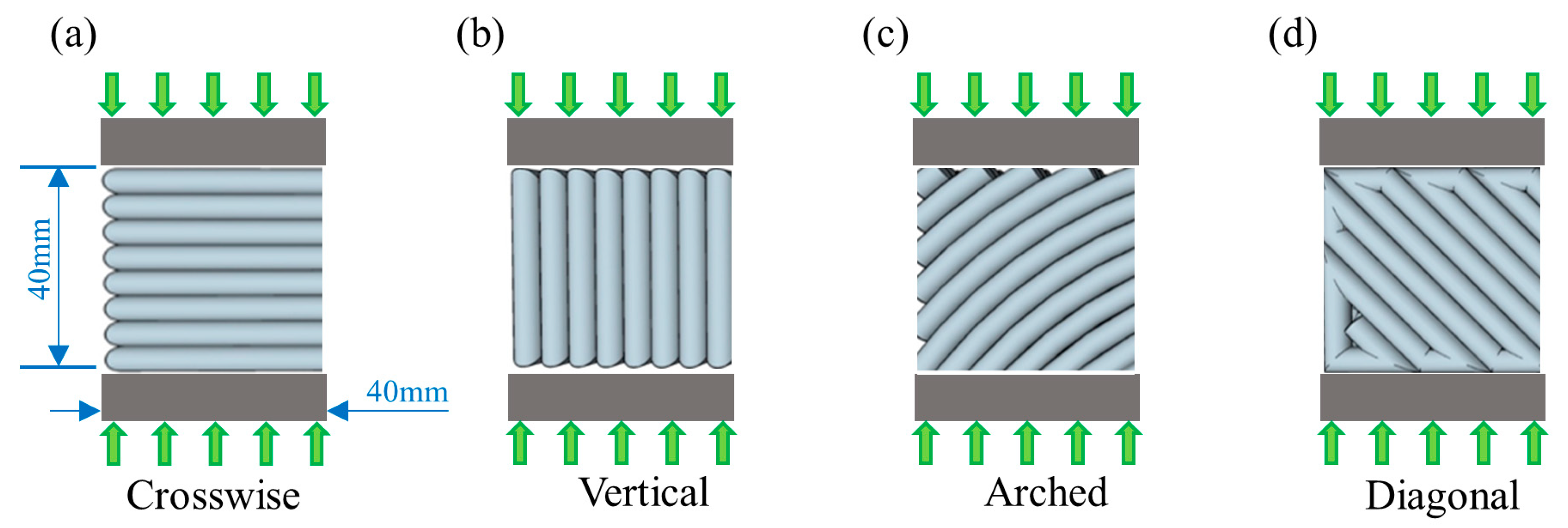
2.3. Fabrication
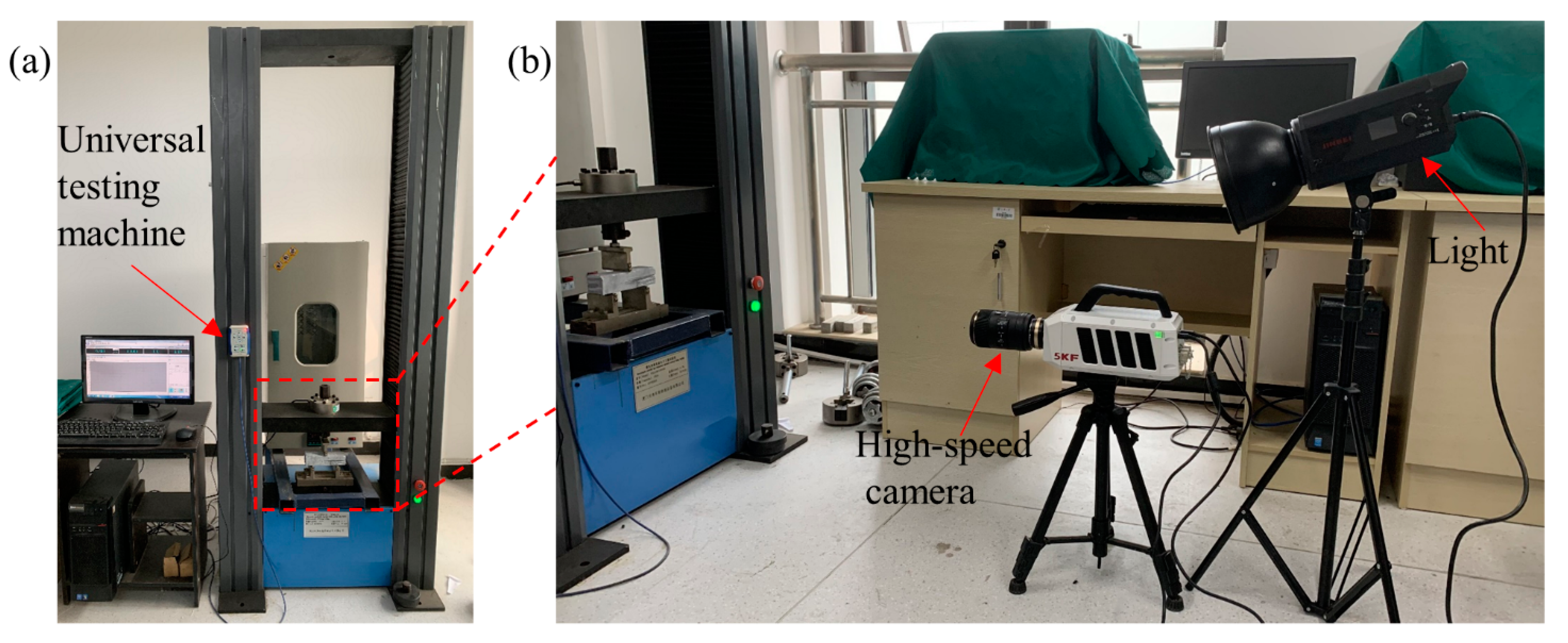
2.4. Testing Methods
3. Results and Discussion
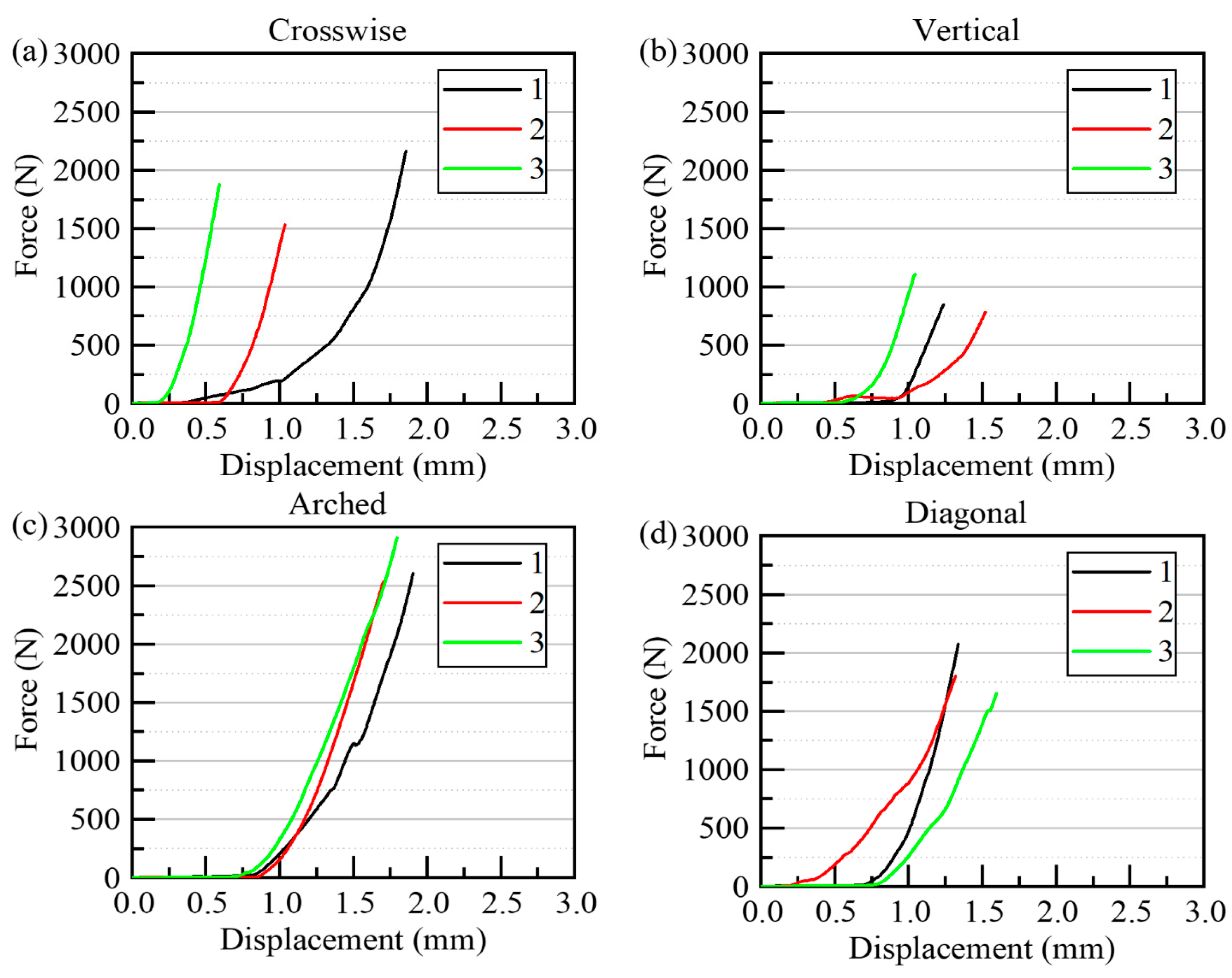
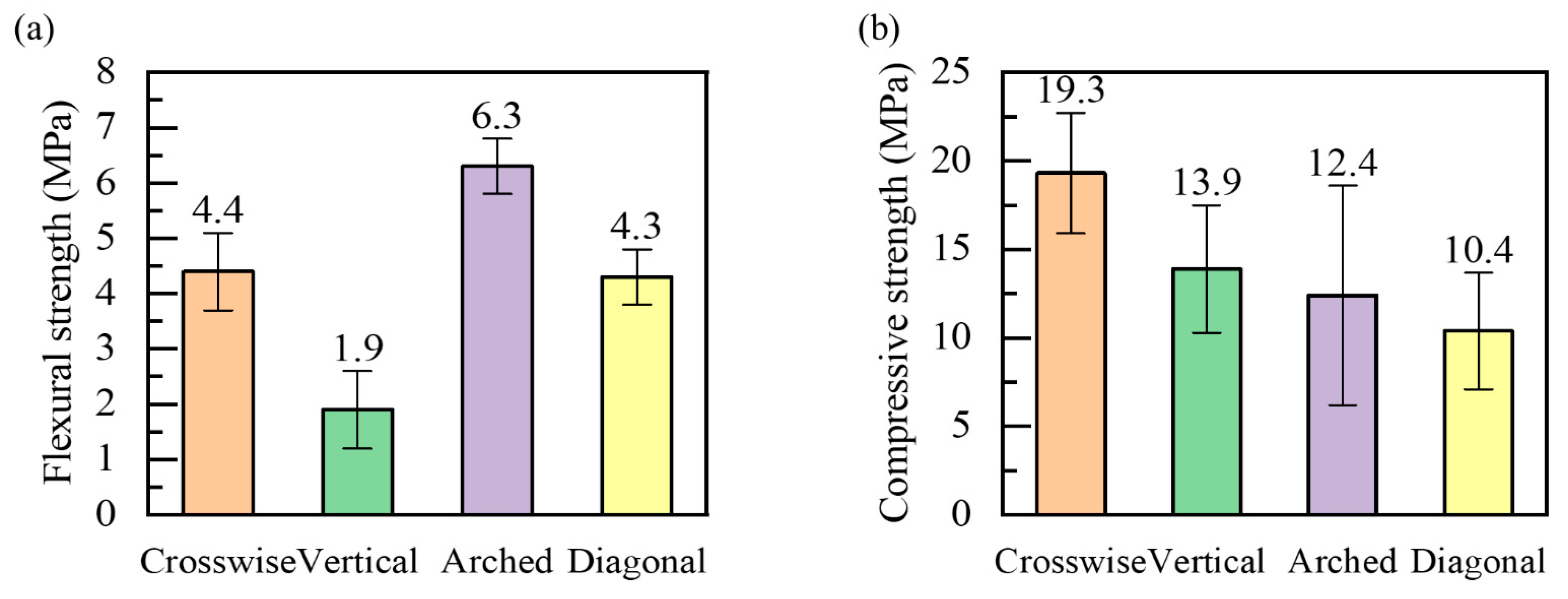
3.1. Flexural Strength
3.2. Compressive Strengths
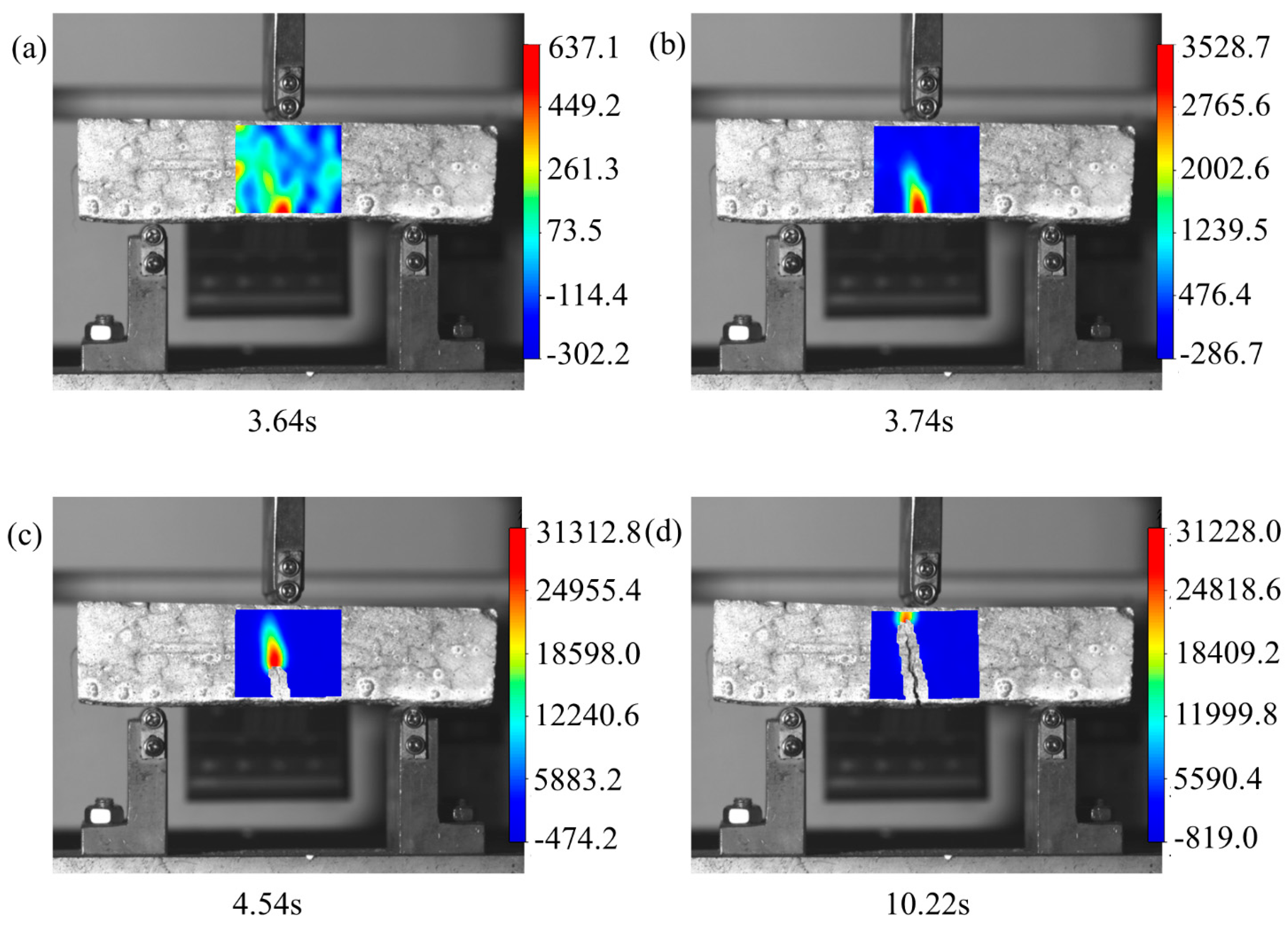
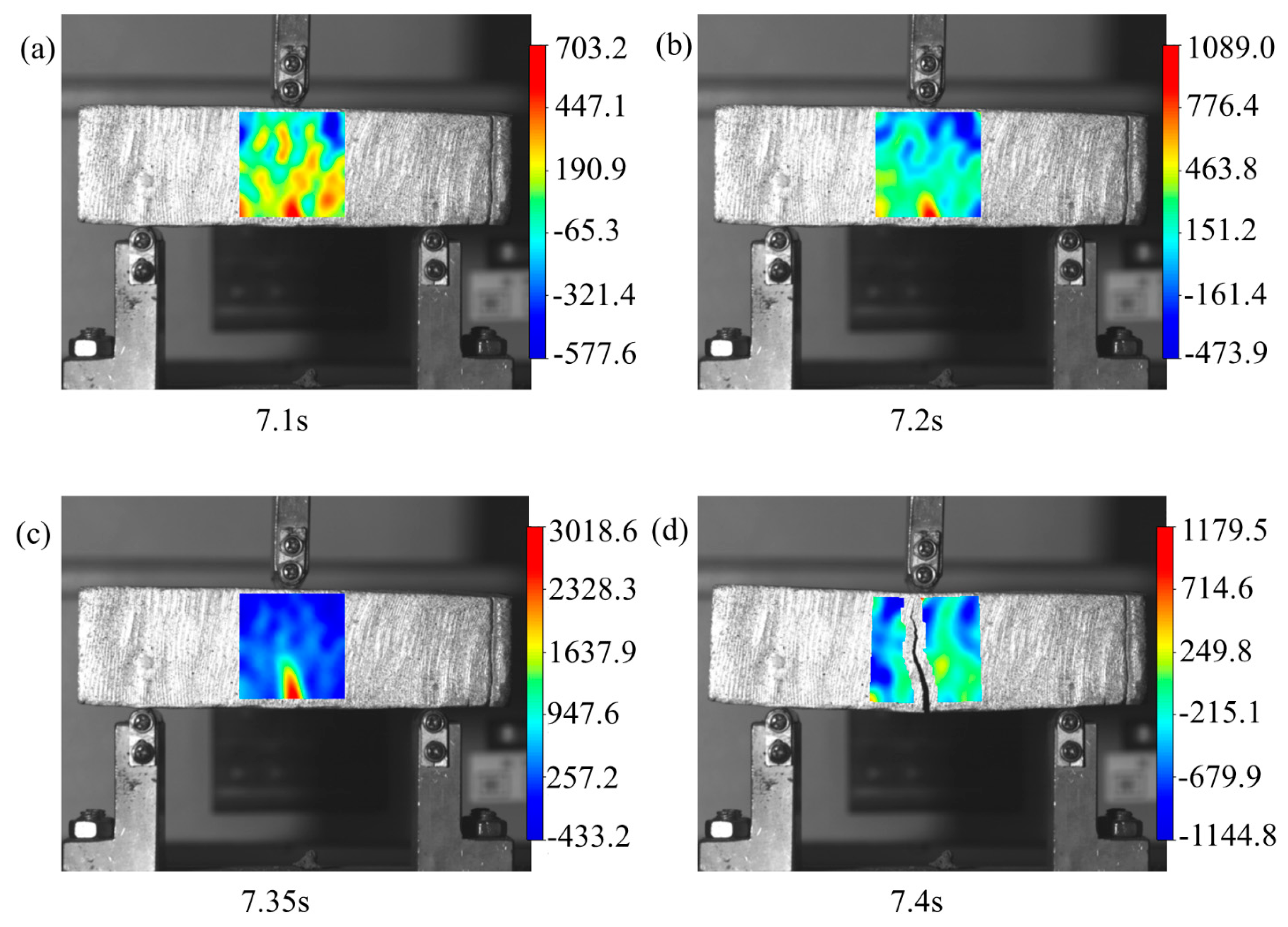
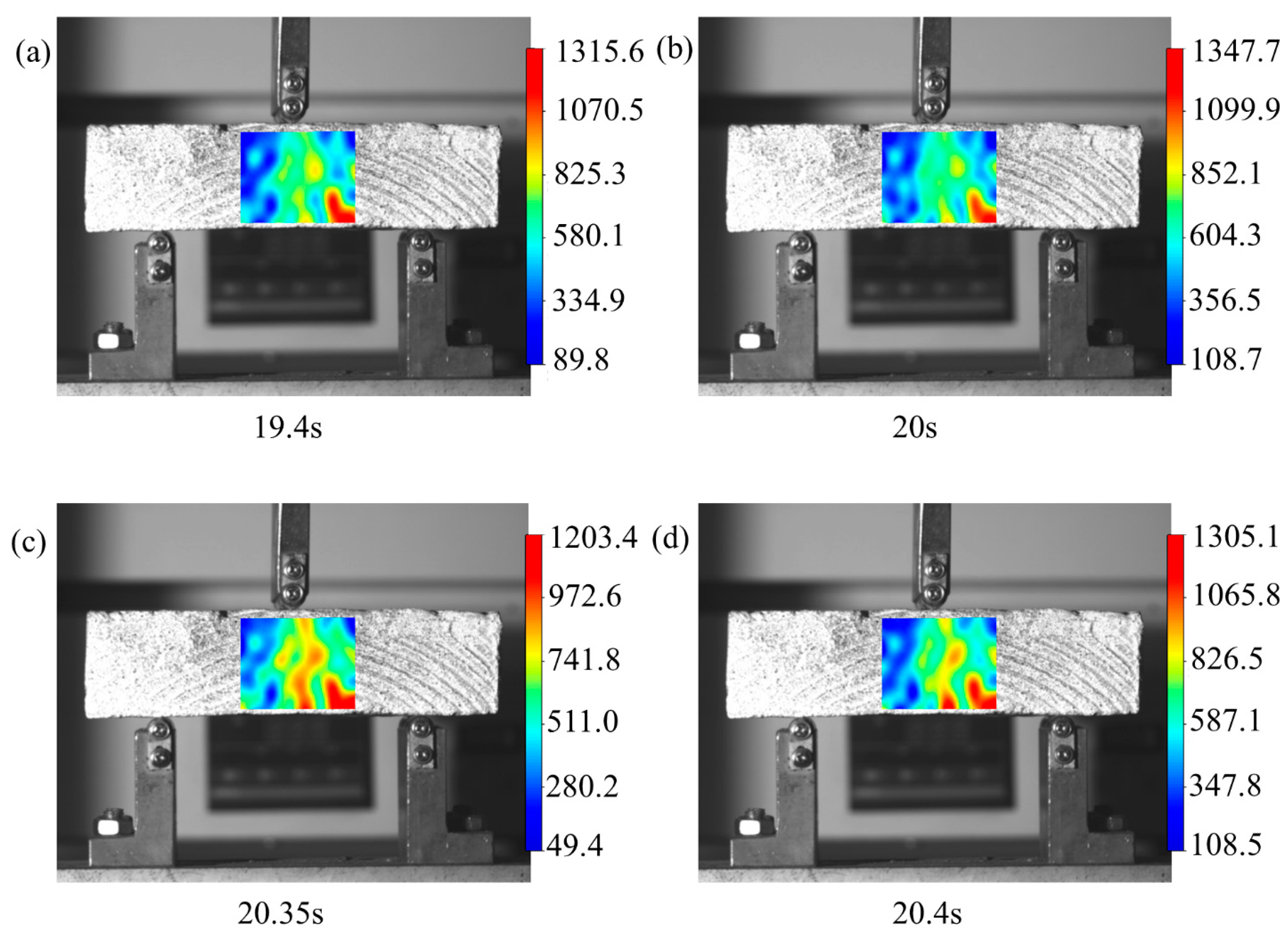
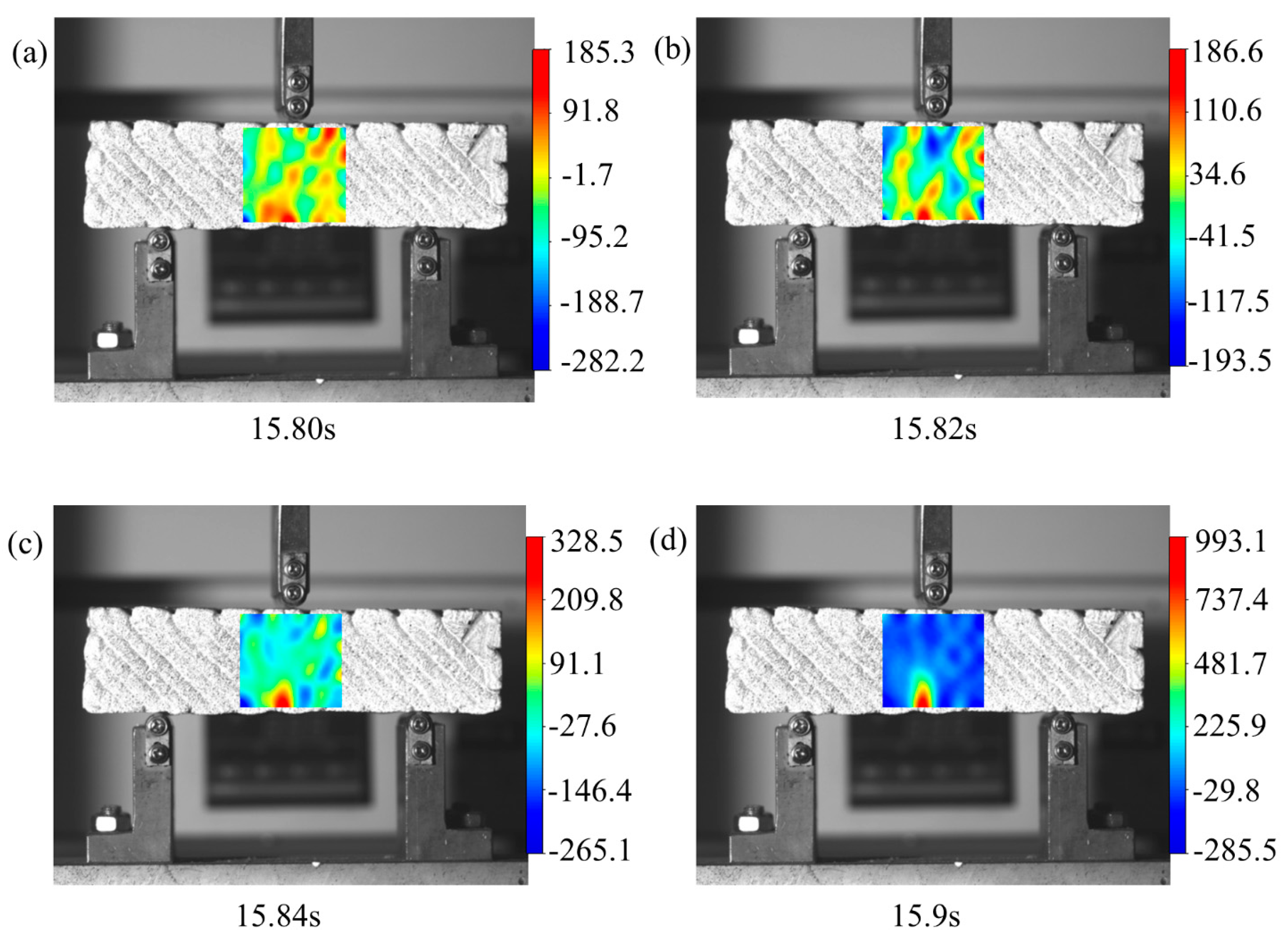
3.3. Progressive Fracture Process
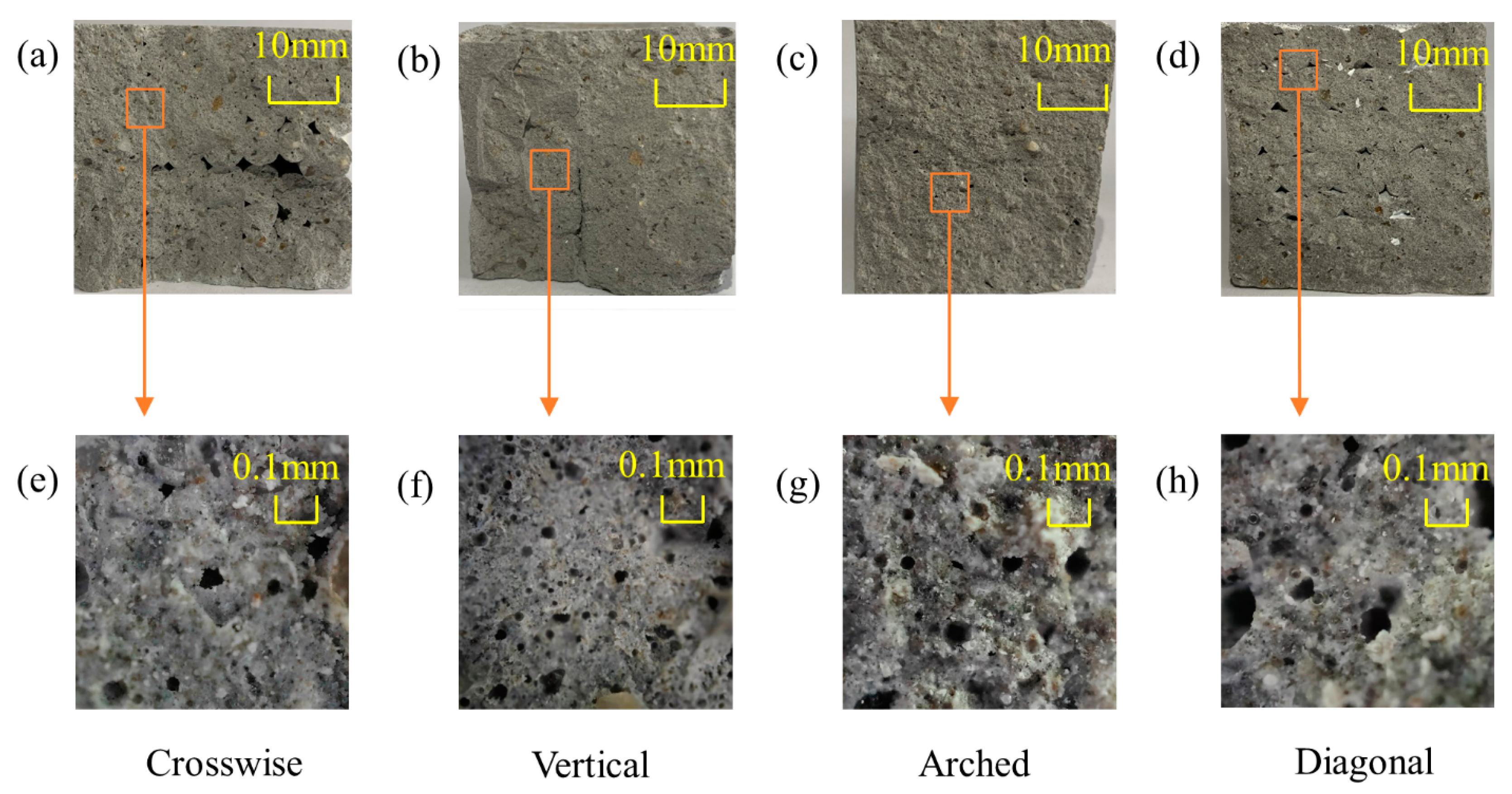
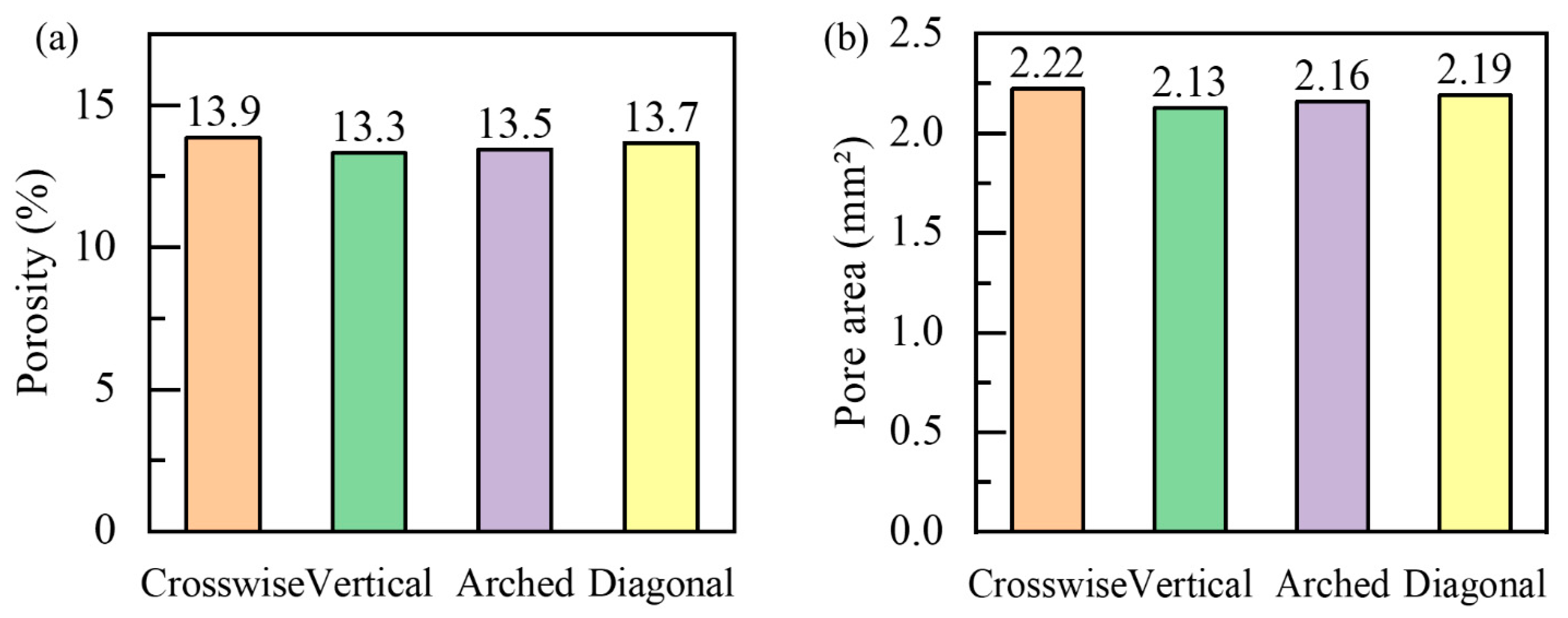
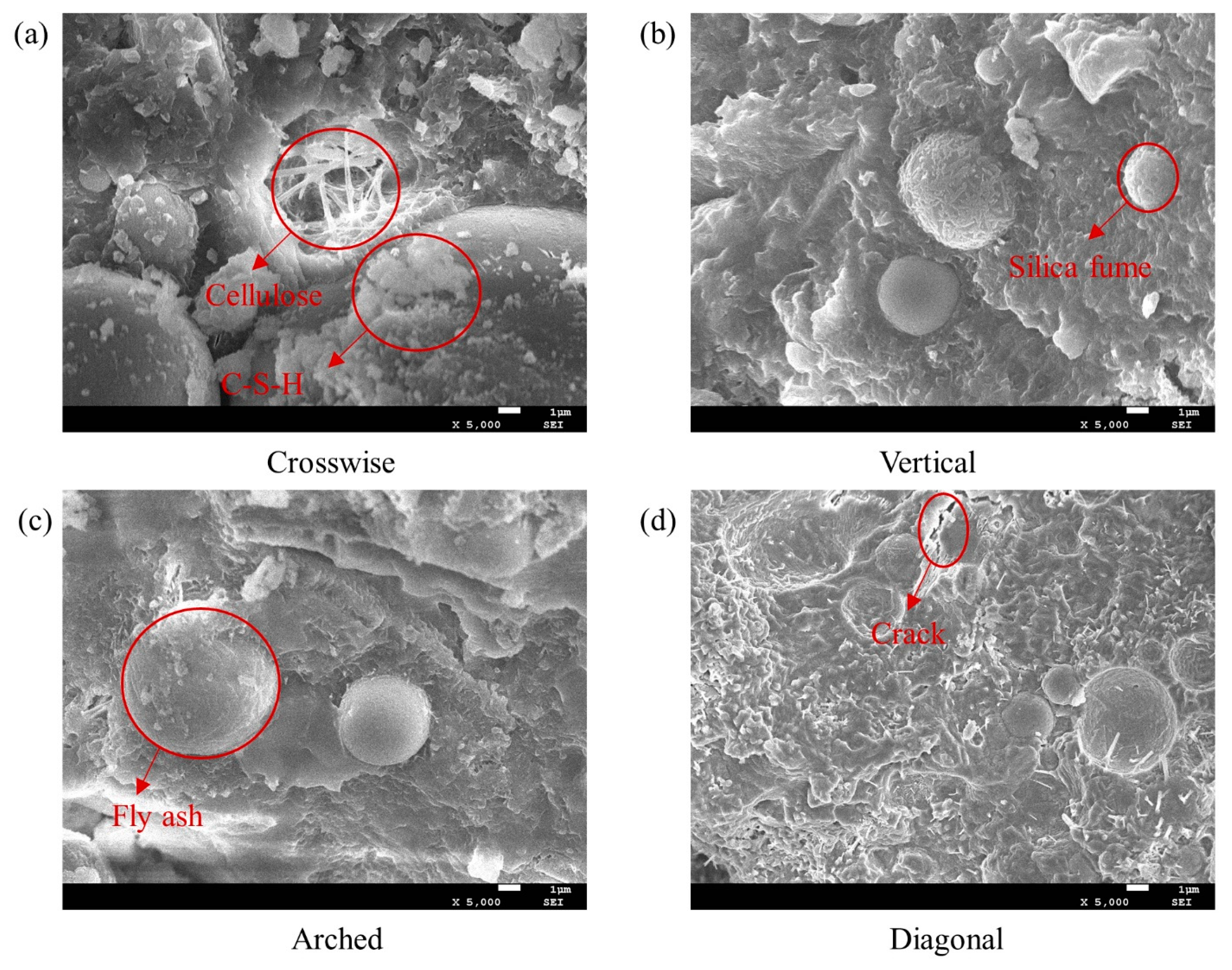
3.4. Meso- and Microstructures
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Hager, I.; Golonka, A.; Putanowicz, R. 3D printing of buildings and building components as the future of sustainable construction? Procedia Eng. 2016, 151, 292–299. [Google Scholar] [CrossRef]
- Zhu, B.; Pan, J.; Nematollahi, B.; Zhou, Z.; Zhang, Y.; Sanjayan, J. Development of 3D printable engineered cementitious composites with ultra-high tensile ductility for digital construction. Mater. Des. 2019, 181, 108088. [Google Scholar] [CrossRef]
- Feng, P.; Meng, X.; Chen, J.-F.; Ye, L. Mechanical properties of structures 3D printed with cementitious powders. Constr. Build. Mater. 2015, 93, 486–497. [Google Scholar] [CrossRef]
- Chung, J.; Lee, G.; Kim, J.-H. Framework for technical specifications of 3D concrete printers. Autom. Constr. 2021, 127, 103732. [Google Scholar] [CrossRef]
- Chen, Y.; Jansen, K.; Zhang, H.; Rodriguez, C.R.; Gan, Y.; Çopuroğlu, O.; Schlangen, E. Effect of printing parameters on interlayer bond strength of 3D printed limestone-calcined clay-based cementitious materials: An experimental and numerical study. Constr. Build. Mater. 2020, 262, 120094. [Google Scholar] [CrossRef]
- Vantyghem, G.; De Corte, W.; Shakour, E.; Amir, O. 3D printing of a post-tensioned concrete girder designed by topology optimization. Autom. Constr. 2020, 112, 103084. [Google Scholar] [CrossRef]
- Tay, Y.W.D.; Li, M.Y.; Tan, M.J. Effect of printing parameters in 3D concrete printing: Printing region and support structures. J. Am. Acad. Dermatol. 2019, 271, 261–270. [Google Scholar] [CrossRef]
- Ma, G.; Wang, L.; Ju, Y. State-of-the-art of 3D printing technology of cementitious material—An emerging technique for construction. Sci. China Technol. Sci. 2017, 61, 475–495. [Google Scholar] [CrossRef]
- Bos, F.; Wolfs, R.; Ahmed, Z.; Salet, T. Additive manufacturing of concrete in construction: Potentials and challenges of 3D concrete printing. Virtual Phys. Prototyp. 2016, 11, 209–225. [Google Scholar] [CrossRef]
- Xiao, J.; Ji, G.; Zhang, Y.; Ma, G.; Mechtcherine, V.; Pan, J.; Wang, L.; Ding, T.; Duan, Z.; Du, S. Large-scale 3D printing concrete technology: Current status and future opportunities. Cem. Concr. Compos. 2021, 122, 104115. [Google Scholar] [CrossRef]
- Panda, B.; Paul, S.C.; Mohamed, N.A.N.; Tay, Y.W.D.; Tan, M.J. Measurement of tensile bond strength of 3D printed geopolymer mortar. Measurement 2018, 113, 108–116. [Google Scholar] [CrossRef]
- Kruger, J.; Zeranka, S.; van Zijl, G. 3D concrete printing: A lower bound analytical model for buildability performance quantification. Autom. Constr. 2019, 106, 102904. [Google Scholar] [CrossRef]
- Mechtcherine, V.; Bos, F.P.; Perrot, A.; da Silva, W.R.L.; Nerella, V.N.; Fataei, S.; Wolfs, R.J.M.; Sonebi, M.; Roussel, N. Extrusion-based additive manufacturing with cement-based materials–production steps, processes, and their underlying physics: A review. Cem. Concr. Res. 2020, 132, 106037. [Google Scholar] [CrossRef]
- Buswell, R.A.; De Silva, W.R.L.; Jones, S.Z.; Dirrenberger, J. 3D printing using concrete extrusion: A roadmap for research. Cem. Concr. Res. 2018, 112, 37–49. [Google Scholar] [CrossRef]
- Muthukrishnan, S.; Ramakrishnan, S.; Sanjayan, J. Technologies for improving buildability in 3D concrete printing. Cem. Concr. Compos. 2021, 122, 104144. [Google Scholar] [CrossRef]
- Paul, S.C.; Tay, Y.W.D.; Panda, B.; Tan, M.J. Fresh and hardened properties of 3D printable cementitious materials for building and construction. Arch. Civ. Mech. Eng. 2018, 18, 311–319. [Google Scholar] [CrossRef]
- Revelo, C.F.; Colorado, H.A. Colorado, 3D printing of kaolinite clay ceramics using the Direct Ink Writing (DIW) technique. Ceram. Int. 2018, 44, 5673–5682. [Google Scholar] [CrossRef]
- De Schutter, G.; Lesage, K.; Mechtcherine, V.; Nerella, V.N.; Habert, G.; Agusti-Juan, I. Vision of 3D printing with concrete—Technical, economic and environmental potentials. Cem. Concr. Res. 2018, 112, 25–36. [Google Scholar] [CrossRef]
- Furet, B.; Poullain, P.; Garnier, S. 3D printing for construction based on a complex wall of polymer-foam and concrete. Addit. Manuf. 2019, 28, 58–64. [Google Scholar] [CrossRef]
- Lim, S.; Buswell, R.; Le, T.; Austin, S.; Gibb, A.; Thorpe, T. Developments in construction-scale additive manufacturing processes. Autom. Constr. 2012, 21, 262–268. [Google Scholar] [CrossRef]
- Qaidi, S.; Yahia, A.; Tayeh, B.A.; Unis, H.; Faraj, R.; Mohammed, A. 3D printed geopolymer composites: A review. Mater. Today Sustain. 2022, 20, 100240. [Google Scholar] [CrossRef]
- Perrot, A.; Rangeard, D.; Pierre, A. Structural built-up of cement-based materials used for 3D-printing extrusion techniques. Mater. Struct. 2015, 49, 1213–1220. [Google Scholar] [CrossRef]
- Zareiyan, B.; Khoshnevis, B. Effects of interlocking on interlayer adhesion and strength of structures in 3D printing of concrete. Autom. Constr. 2017, 83, 212–221. [Google Scholar] [CrossRef]
- Hambach, M.; Rutzen, M.; Volkmer, D. Properties of 3D-printed fiber-reinforced Portland cement paste. Cem. Concr. Compos. 2019, 79, 73–113. [Google Scholar] [CrossRef]
- Liu, M.; Huang, Y.; Wang, F.; Sun, J.; Ma, G. Tensile and flexural properties of 3D-printed jackets-reinforced mortar. Constr. Build. Mater. 2021, 296, 123639. [Google Scholar] [CrossRef]
- Li, Y.-F.; Tsai, P.-J.; Syu, J.-Y.; Lok, M.-H.; Chen, H.-S. Mechanical Properties of 3D-Printed Carbon Fiber-Reinforced Cement Mortar. Fibers 2023, 11, 109. [Google Scholar] [CrossRef]
- Li, Z.; Liu, H.; Nie, P.; Cheng, X.; Zheng, G.; Jin, W.; Xiong, B. Mechanical properties of concrete reinforced with high-performance microparticles for 3D concrete printing. Constr. Build. Mater. 2024, 411, 134676. [Google Scholar] [CrossRef]
- Alghamdi, H.; Neithalath, N. Synthesis and characterization of 3D-printable geopolymeric foams for thermally efficient building envelope materials. Cem. Concr. Compos. 2019, 104, 103377. [Google Scholar] [CrossRef]
- Alghamdi, H.; Nair, S.A.; Neithalath, N. Insights into material design, extrusion rheology, and properties of 3D-printable alkali-activated fly ash-based binders. Mater. Des. 2019, 167, 107634. [Google Scholar] [CrossRef]
- Li, Z.; Hojati, M.; Wu, Z.; Piasente, J.; Ashrafi, N.; Duarte, J.P.; Nazarian, S.; Bilén, S.G.; Memari, A.M.; Radlińska, A. Fresh and hardened properties of extrusion-based 3D-printed cementitious materials: A review. Sustainability 2020, 12, 5628. [Google Scholar] [CrossRef]
- Al-Qutaifi, S.; Nazari, A.; Bagheri, A. Mechanical properties of layered geopolymer structures applicable in concrete 3D-printing. Constr. Build. Mater. 2018, 176, 690–699. [Google Scholar] [CrossRef]
- Lim, J.H.; Zhang, X.; Ting, G.H.A.; Pham, Q.-C. Stress-cognizant 3D printing of free-form concrete structures. J. Build. Eng. 2021, 39, 102221. [Google Scholar] [CrossRef]
- Weng, Y.; Li, M.; Zhang, D.; Tan, M.J.; Qian, S. Investigation of interlayer adhesion of 3D printable cementitious material from the aspect of printing process. Cem. Concr. Res. 2021, 143, 106386. [Google Scholar] [CrossRef]
- Long, W.-J.; Lin, C.; Tao, J.-L.; Ye, T.-H.; Fang, Y. Printability and particle packing of 3D-printable limestone calcined clay cement composites. Constr. Build. Mater. 2021, 282, 122647. [Google Scholar] [CrossRef]
- Liu, Y.; Shen, J.; Li, Y.; Ge, X.; Li, Y. Enhanced high-strain-rate impact resistance of helicoidal composites by fused deposition modelling. Mech. Adv. Mater. Struct. 2021, 29, 7796–7808. [Google Scholar] [CrossRef]
- Lu, X.; Zhang, X.; Li, Y.; Shen, Y.; Ma, Y.; Meng, Y. Enhanced Low-Velocity Impact Resistance of Helicoidal Composites by Fused Filament Fabrication (FFF). Polymers 2022, 14, 1440. [Google Scholar] [CrossRef]
- Yan, R.; Wang, Y.; Luo, P.; Li, Y.; Lu, X. Fused filament fabrication of continuous optic fiber reinforced polylactic acid composites. Rapid Prototyp. J. 2021, 28, 766–776. [Google Scholar] [CrossRef]
- Moini, M.; Olek, J.; Youngblood, J.P.; Magee, B.; Zavattieri, P.D. Additive manufacturing and performance of architectured cement—Based materials. Adv. Mater. 2018, 30, e1802123. [Google Scholar] [CrossRef]
- Anderson, T.L. Fracture Mechanics: Fundamentals and Applications; CRC Press: Boca Raton, FL, USA, 2017. [Google Scholar]
- Breseghello, L.; Naboni, R. Toolpath-based design for 3D concrete printing of carbon-efficient architectural structures. Addit. Manuf. 2022, 56, 102872. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Cement | Fly Ash | Silica Fume | Sand | Water | SDSC | Water Reducer |
|---|---|---|---|---|---|---|
| 1000 | 500 | 100 | 625 | 700 | 18.5 | 12.5 |
| Components of Binders | Chemical Composition (Mass %) | |||||
|---|---|---|---|---|---|---|
| CaO | SiO2 | Fe2O3 | Al2O3 | MgO | SO3 | |
| Cement | >65 | 23–25 | 4–6 | 5–8 | 5–7 | - |
| Fly ash | 8–10 | 55–61 | 5–8 | 17–20 | 3–5 | <1 |
| Silica fume | 0.1–1 | 95–98 | 0.1–2 | 0.5–2 | - | - |
| Sand | <1 | 95–99 | <1 | <1 | <1 | - |
| Crosswise | Vertical | Arched | Diagonal | |
|---|---|---|---|---|
| FQ (kN) | 0.6 | 0.84 | 2.5 | 1.79 |
| GQ (N·m−1) | 221 | 161 | 604 | 487 |
| KQ (kN·m−1.5) | 429 | 600 | 1786 | 1278 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jiang, X.; Li, Y.; Yang, Z.; Li, Y.; Xiong, B. Harnessing Path Optimization to Enhance the Strength of Three-Dimensional (3D) Printed Concrete. Buildings 2024, 14, 455. https://doi.org/10.3390/buildings14020455
Jiang X, Li Y, Yang Z, Li Y, Xiong B. Harnessing Path Optimization to Enhance the Strength of Three-Dimensional (3D) Printed Concrete. Buildings. 2024; 14(2):455. https://doi.org/10.3390/buildings14020455
Chicago/Turabian StyleJiang, Xiongzhi, Yujia Li, Zhe Yang, Yangbo Li, and Bobo Xiong. 2024. "Harnessing Path Optimization to Enhance the Strength of Three-Dimensional (3D) Printed Concrete" Buildings 14, no. 2: 455. https://doi.org/10.3390/buildings14020455
APA StyleJiang, X., Li, Y., Yang, Z., Li, Y., & Xiong, B. (2024). Harnessing Path Optimization to Enhance the Strength of Three-Dimensional (3D) Printed Concrete. Buildings, 14(2), 455. https://doi.org/10.3390/buildings14020455