1. Introduction
Currently, the construction sector accounts for 30% of global greenhouse gas emissions [
1,
2], while mining and mineral processing operations contribute between 4% and 7% of global greenhouse gas emissions [
3]. Both sectors face significant pressure to reduce their emissions. Additionally, the world faces widespread energy and resource scarcity, as well as environmental pollution problems resulting from the annual increase in various industrial waste. The rational utilization of solid waste in the construction industry can help reduce the extraction and consumption of new resources to alleviate resource scarcity, while also reducing environmental pollution and promoting sustainable development [
4].
Slag is an industrial waste generated through high-temperature processing in processes such as metallurgy and energy production. The long-term stockpiling of slag can occupy a significant amount of land, impacting the effective utilization of land resources. Furthermore, the soluble components of slag may infiltrate downwards from the surface with water, thereby contaminating soil and water systems, leading to soil acidification, alkalization, and hardening, as well as polluting water sources and human health [
5]. However, slag contains a large amount of oxides of Ca, Si, Al, Mg, and Fe, along with small amounts of sulfides. This unique composition enables slag to exhibit potential cementitious activity under specific conditions, which makes slag highly valuable for reuse in the construction industry [
6].
On the other hand, China is one of the major leather production centers in the world. Tannery sludge comes from activated sludge produced in the process of tannery wastewater treatment. The composition of tannery sludge is complex, containing 20–30% inorganic substances, such as Si, Al, Fe, and Ca, but containing high concentrations of heavy metal Cr ions [
7]. Traditional tannery sludge treatment methods are mainly landfill and incineration. If it cannot be well treated, it will cause certain pollution to soil and water resources [
8] and even endanger human health [
9,
10]. Therefore, many scholars propose to treat tannery sludge with fixed/stable methods for resource reuse. Basegio et al. [
11] used tannery sludge and clay as raw materials to synthesize ceramics and believe that this material can be used as bricks in the construction industry. Filibeli et al. [
12] combined tannery sludge mixed with cement, sand, and fly ash and maintained it for 28 d. The strength of the cured body could reach the requirements of filler material. Jin et al. [
13] synthesized tannery sludge with metakaolin as a curing agent, and the cured product had good resistance to high temperature, acid and alkali, and acid rain erosion. Amin et al. [
14] used 10% sludge for the preparation of clay roof tiles and showed that the dry shrinkage and raw strength of the tiles decreased with the addition of waste. However, the problem of Cr ion exudation must be solved in the material utilization of tannery sludge. Ivanov et al. [
15] studied the solidification effect of Portland cement on Cr (VI). The results showed that the hydration product C-S-H of Portland cement could not cure Cr (VI) well, and it also needed to add a reductant, which increased the cost of waste treatment. In contrast, geopolymer is a better choice for the treatment of hazardous waste [
16].
Currently, numerous scholars are attempting to utilize industrial waste in the preparation of alkali-activated cementitious materials and geopolymers. Prasittisopin et al. [
17,
18] examined the modification effects of alkaline solutions on a mixed cementitious system containing rice husk ash, finding that the setting speed of the cementitious system is accelerated after alkali activation, leading to higher early compressive strengths and improved modification effects. Odimegwu et al. [
19] utilized 50% alum sludge as a substitute for fly ash in the preparation of geopolymers, yielding products with good mechanical properties, with the peak compressive strength reaching approximately 80 MPa. Huang et al. [
20] prepared alkali-activated mortars using urban solid waste incineration ash and slag and investigated the promotion of polymerization reactions by varying NaOH contents through microscopic analysis. The spatial structure of geopolymer is composed of a Si-O-Al polymer skeleton. Cross-linked Si-O tetrahedrons and Al-O tetrahedrons share all bridged oxygen atoms [
21], in which the intermolecular force includes covalent bonds and ionic bonds, which have good mechanical properties [
22]. In addition, geopolymers can form closed cage-like cavities by combining the “crystal-like” structure of their cyclic molecular chains to immobilize heavy metals or other contaminants in the cavities [
23,
24]. El-Eswed et al. [
25] used kaolin/zeolite-based polymers for curing/stabilization of the heavy metals Pb, Cu, Cd, and Cr. The experimental results showed that Na
+ and K
+ are released from the geopolymer structure, while the heavy metal ions are effectively immobilized. Nikolić et al. [
26] investigated the effect of fly ash activity and hydration product structure on the efficiency of curing Cr (VI) by alkali-excited fly ash geopolymer and concluded that the higher the strength of the prepared geopolymer, the higher the curing efficiency, indicating that physical curing action plays an important role in the curing of Cr (VI). Zhao et al. [
27] used slag as a reducing agent to construct a self-heating system and were able to completely remove Cr (VI) from industrial wastewater. Galiano et al. [
28] compared the effects of granulated blast furnace slag, kaolin, and metakaolin on the efficiency of fly ash geopolymer solidification of municipal solid waste incineration ash. The results showed that granulated blast furnace slag geopolymer had the highest Cr (VI) solidification rate, and the Cr (VI) leaching concentration was two orders of magnitude lower than that of Portland cement. At the same time, alkali-activated slag material also shows many superior properties, such as high early strength, low permeability, better chemical corrosion resistance [
29,
30], fire resistance [
31], and a stronger aggregate–substrate interface zone [
32]. In conclusion, the preparation of geopolymer from alkali-activated slag can provide a solution to the problem of heavy metal pollution in the process of tannery sludge as building materials [
33,
34].
Based on this, this study aims to utilize tannery sludge in a resource-oriented manner. Utilizing tannery sludge and blast furnace slag particles (hereinafter referred to as slag) as raw materials, an alkali-activated tannery sludge–slag solidification product (hereinafter referred to as ATSSP) was prepared. Through response surface experiments, the optimal mixture ratio with alkali activators was explored, and its strength properties and chromium ion release concentration were tested. Microscopic tests were also conducted to investigate the hydration and solidification mechanisms of ATSSP, in order to promote the construction material utilization of tannery sludge.
2. Materials and Methods
2.1. Main Raw Materials
The slag was taken from S95 slag of Henan Zhengzhou Hengyuan New Materials Co, Zhengzhou, China. The FBT-9 fully automatic cement-specific surface area tester was used to determine its specific surface area was 450.03m
2/kg, and the density was 2.93 g/cm
3. The main chemical composition of the slag was obtained by X-ray fluorescence (XRF) analysis, and the obtained results are given in
Table 1. The main component of slag is CaO, which contains high levels of SiO
2 and Al
2O
3. Under the action of alkaline activators, the silicon–oxygen bonds and aluminum–oxygen bonds are easily broken and recombined into stable calcium silicate and calcium aluminate minerals. Therefore, this slag is suitable for preparing geological polymers. According to the chemical composition of slag, the quality index of slag is calculated [
35], and the results are shown in
Table 2.
According to
Table 2, it can be seen that the slag used in this article has an alkalinity coefficient of 1.21 > 1, which belongs to alkaline slag. The activity coefficient is 0.50 > 0.25, which belongs to high activity slag. The quality coefficient is 2.15 > 1.2, which belongs to high-quality slag. The water hardness coefficient is 2.31 > 1; the content of active components in the slag is greater than the content of inactive components; the slag is of good quality and meets the requirements of this test.
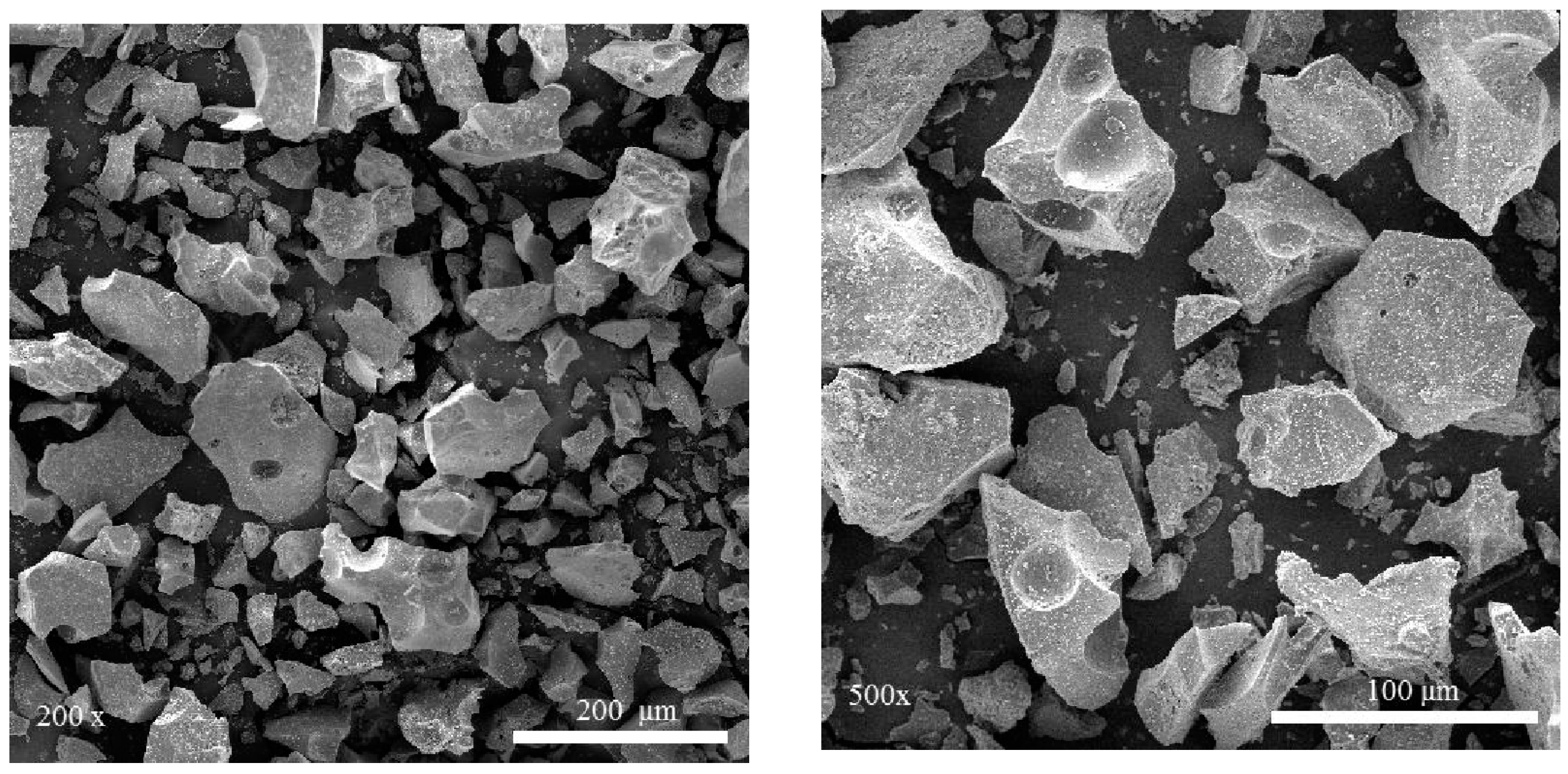
Figure 1 shows the microscopic morphology of the slag. The main phases of the slag are CaCO
3 and SiO
2, and the main composition is amorphous phase aluminosilicate [
36] The physical phase composition of the slag is mainly glassy. In addition, the particles in the slag are of different shapes with obvious angles, mainly in an amorphous state, and there is rarely a regular crystal structure. The particles are well-dispersed, although they are of different sizes. At the same time, it is found that the surface of slag produces many defects during the high temperature and rapid cooling water quenching process; the surface is the most unstable part of slag and the place where its hydration reaction is most likely to occur. When using alkaline activators to excite slag, it first causes the slag glass to dissociate into unstable structural units and then forms new cohesive structures through reaction. The depolymerization process includes the breaking process of Si-O-Si and Al-O-Si of two covalent bonds under the polarization of high concentration of OH
− and alkali metal ions and then transforms into a large amount of silica–aluminum gel phase, and the gel phase accumulates to a certain degree to form a cohesive structure, leading to the formation of new phases and the development of a dense structure.
Of note, the slag itself contains some low valence reducing sulfur, generally in the form of S
2− and elemental S [
37], and with the continuous dissociative hydration of the slag, the reducing sulfur will also continuously enter the pore solution and hydration products. Eventually, the reducing sulfur inside the pore solution mainly exists in the form of S
2− and S
2O
32−, and the low valence S is useful for the solidification/stabilization of Cr (VI), which is beneficial.
Tannery sludge was obtained from a tannery wastewater treatment plant in Pingji County, Henan Province, China.
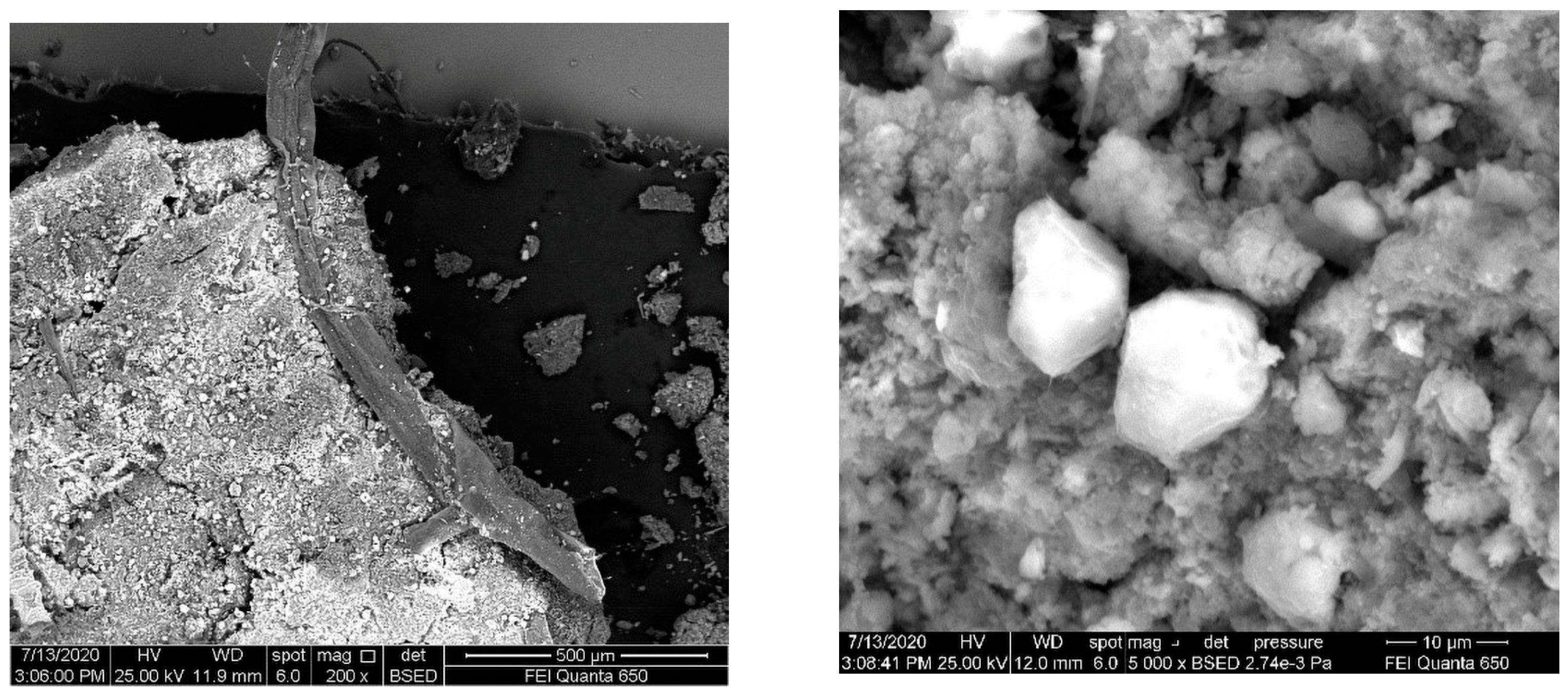
Table 3 shows the main components of the sludge based on XRF analysis, and
Figure 2 shows the SEM image of tannery sludge. From
Table 3, there are more CaO, SO
3, and some other metal oxides in the tannery sludge, which are mainly generated by the addition of quicklime and sulfate in the tannery sludge tanning precipitation process. The abundance of calcium helps to compensate for the deficiency of calcium ions in the sludge, thus avoiding the phenomenon of reduced strength caused by the excess generation of indeterminate substances from the remaining silica aluminates caused by a single alkali excitation of the sludge. Sulfate within tannery sludge regulates the coagulation time of ATSSP and generates calcium alumina to consume Ca
2+ and promote slag depolymerization [
38]. According to the chemical composition of tannery sludge, the quality indexes of tannery sludge are calculated, and the results are given in
Table 4.
At the same time, the only harmful heavy metal in the tannery sludge is Cr ion, so it is necessary to determine the leaching concentration of chromium ion in the tannery sludge to ensure the safety of ATSSP. After testing, the Cr (VI) leaching concentration of tannery sludge used in this study was tested to be 0.317 mg/L, and the total Cr content was 78.60 mg/L.
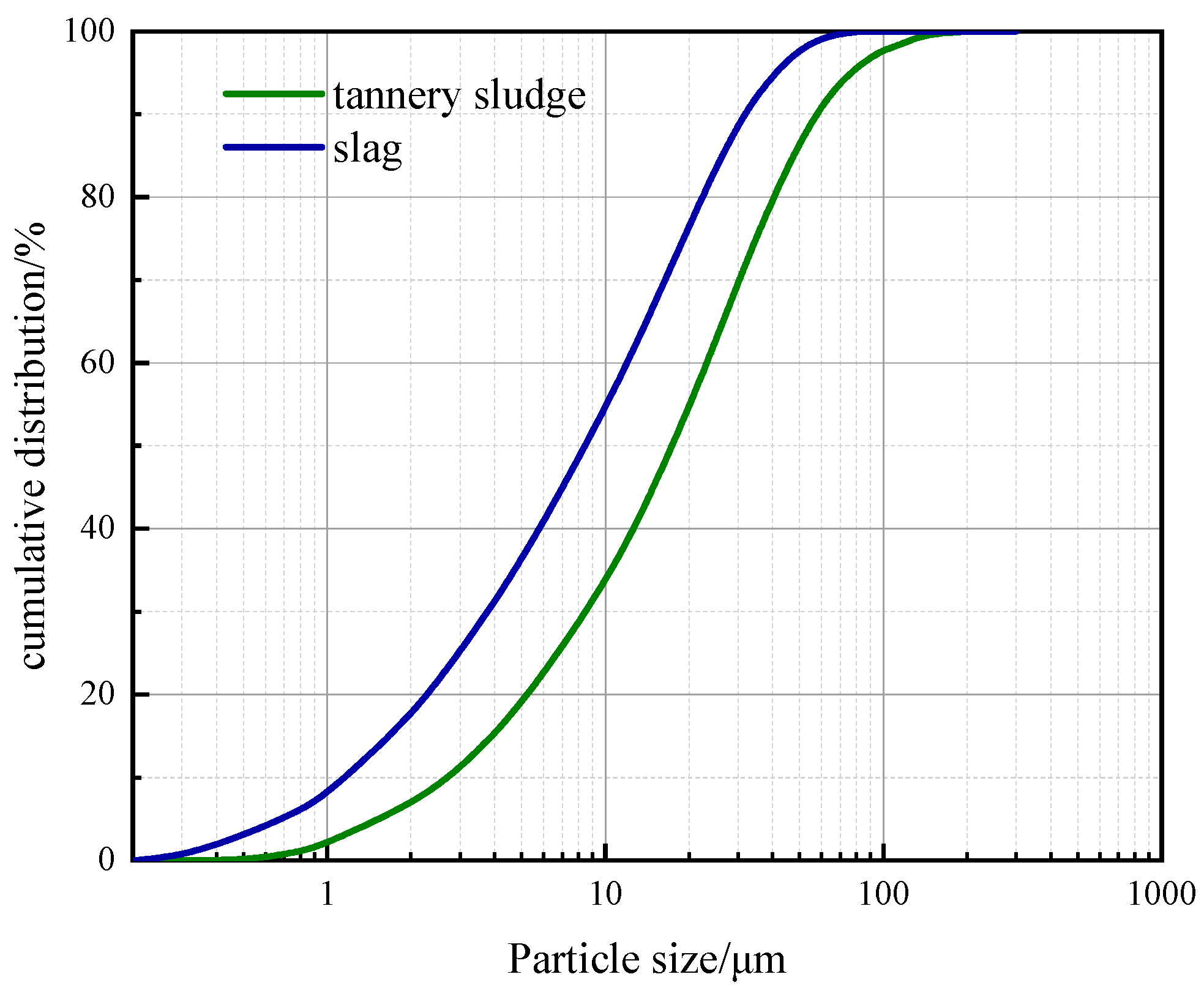
To ensure the physical properties of ATSSP and make tannery sludge react with slag rapidly, tannery sludge was pretreated in this study. Firstly, a crusher was used to crush the filtered and dehydrated sludge board into small particles and remove the obvious animal fur tissue. Then the powder mill was run for 1 min to crush the granular sludge into powder and pass it through a 0.15 mm sieve. Finally, the screened sludge was put into an oven for drying treatment before use.
The particle size distribution curves of slag and tannery sludge used in this article are shown in
Figure 3.
The alkali exciter was prepared with water glass with an initial modulus of 3.3 and a water content of 64.16% together with solid NaOH of 95% purity.
2.2. Test Preparation and Process Flow
2.2.1. Single-Factor Test Validation at an Early Age
The composite geopolymer is synthesized from a blend of various raw materials or multiple geopolymers, presenting a more complex composition and structure compared to single geopolymers. Currently, there are no studies on the preparation of composite geopolymers by combining tannery sludge with slag. To achieve composite geopolymer materials with superior mechanical properties, this study first conducts early-stage single-factor tests to validate the feasibility and strength patterns of ATSSP and to determine the appropriate ranges for the three variables: activator modulus, activator–binder ratio, and water–binder ratio, for subsequent response surface methodology (RSM) experimental design. Where the activator modulus is the ratio of the amount of SiO
2 to Na
2O in its component sodium water glass, and the value is adjusted by adding NaOH and water to the water glass; the activator–binder ratio is the ratio of the mass of alkali activator to binding materials (slag, tannery sludge); the water–binder ratio is the mass ratio of water to the binding materials.
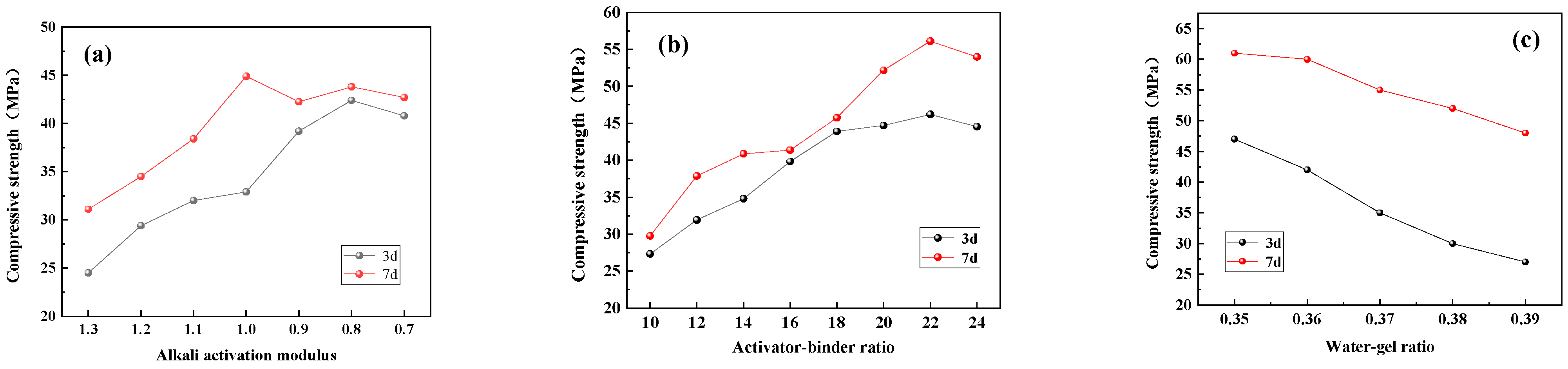
Figure 4 shows the effect law of the alkali-activation modulus, excitation gel ratio, and water–binder ratio on the early compressive strength of the ATSSP. From the single-factor test, the three factors have a greater influence on the early strength of the ATSSP. The lowest value of the 7 d compressive strength is 29.8 MPa, and the maximum value is approximately 61.0 MPa. The forming quality and apparent morphology of the specimens are good, which indicates that the ATSSP has good glue material characteristics.
With the designed activator–binder ratio of 15% and water–binder ratio of 0.35, the variation in the ATSSP strength was studied when the alkali activation modulus ranged from 0.7 to 1.3. When the alkali activation modulus is higher, the silica content is higher and the water glass is more viscous; conversely, the lower the alkali activation modulus, the higher the alkali content, and the greater the excitation effect on the silica-alumina material. As seen from the obtained results, with the increase in the alkali excitation model, the early compressive strength of the ATSSP shows a trend of first increasing and then decreasing; when the value is 1, the strength of the ATSSP reaches the maximum, 44.9 MPa. The alkali-activation modulus changes more obviously at 0.9 and 1.1. Considering the interaction between factors, the reasonable range of the alkali excitation model is 0.8–1.2.
A water–gel ratio of 0.35 and an alkali-activation modulus of 1.0 were designed to study the variation in the ATSSP strength when the activator–binder ratio was 10–24%. The alkali content (Na2O) of the equivalent alkali activator increases as the excitation glue ratio increases. From the obtained results, the early compressive strength of the ATSSP reaches a maximum at 22%, which is 56.1 MPa. The reasonable range of the activator–binder ratio is 20–24%.
With an alkali-activation modulus of 1.0 and a radical glue ratio of 22%, the variation in the ATSSP strength was studied from 0.35 to 0.39. From the obtained results, the compressive strength increases with the lower water–binder ratio, and the variation law is approximately linear, which is basically consistent with the law of cement-based materials. When the water–binder ratio is 0.35, the early compressive strength of the ATSSP is the largest, 47 MPa at 3 d and 61.6 MPa at 7 d; when the water–binder ratio is 0.39, the compressive strength is the lowest, 27 MPa at 3 d and 48 MPa at 7 d. When the water–binder ratio is too large, the concentration of exciter and OH- decreases, the reaction rate decreases, and the excitation effect on the slag ATSSP is weakened, while the ATSSP pore space increases and strength decreases [
39,
40]. Considering that the water–colloid ratio directly affects the alkali-activation modulus and the role of the activator–binder ratio, the range of the water–colloid ratio was selected as 0.35–0.39.
2.2.2. Process Flow
From the abovementioned single-factor test, the reasonable values of three variables, namely, the activator–binder ratio, alkali-activation modulus, and water–binder ratio, were determined to be in the ranges of 18–24%, 0.8–1.2%, and 0.35–0.39, respectively.
Based on this, the Box–Behnken model in response surface analysis (RSM) was used for the experimental design, and a single-factor asymptotic analysis was conducted with compressive strength as the response value.
Table 5 shows the test factor codes. For the convenience of analysis, the activator–binder ratio, alkali-activation modulus, and water–binder ratio are indicated by the coded values A, B, and C, respectively. The high and low coding levels are denoted by 1, 0, and −1, respectively.
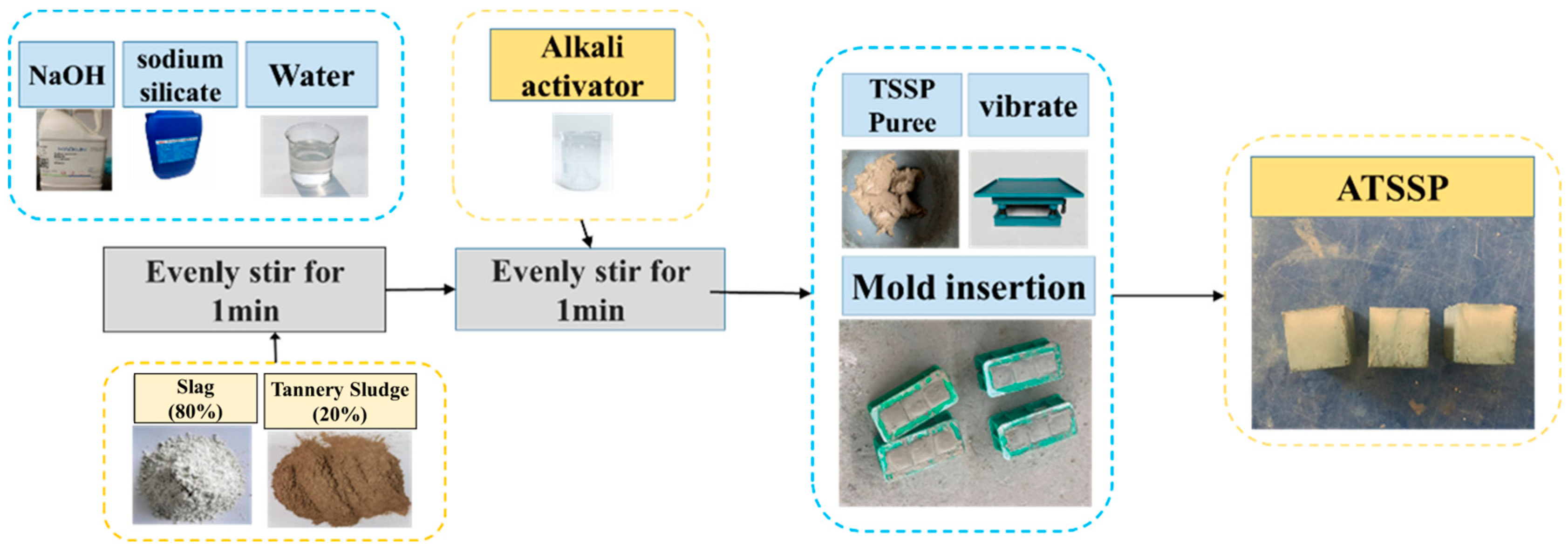
According to the abovementioned design results, the ATSSP was prepared, and the experimental operation flow is shown in
Figure 5.
(1) Blend the alkali exciter required for the test proportion 1 d in advance and seal it for natural cooling to avoid the effect of rapid temperature rise of caustic soda in contact with water.
(2) Weigh the slag (80%) and tannery sludge (20%) powder according to the mass ratio and pour them into the stirring pot with slow stirring for approximately 60 s to make their distribution completely uniform.
(3) Slowly inject the alkali exciter configured in step 1 into the mixing pot (keep the mixing pot stirring at a slow speed during the period) and stir it rapidly for 60 s after the injection is completed to make it fully mixed.
(4) Pour the homogeneous slurry into the triple touch (size 40 mm × 40 mm × 40 mm) and use the cementitious sand vibrating table to vibrate it while entering the mold to ensure that the air is discharged when the slurry is in the mold and to avoid delamination of the test block due to early setting of the slurry.
(5) Demold the test block after 24 h of natural curing and then put it into a constant temperature and humidity curing box for curing until reaching the specified age.
(6) After curing, the compressive strength was tested; the specimens for microscopic analysis were terminated with anhydrous ethanol for hydration to be measured.
2.3. Test Method
The ATSSP compressive strength test was performed using 40 mm × 40 mm × 40 mm cubic specimens, three in each group. The electro-hydraulic servo pressure testing machine is used for the test. The loading rate is set to 600 N/s.
X-ray fluorescence (XRF) is used to determine the types and contents of chemical elements in samples.
X-ray diffraction (XRD) was used to test the type of reaction products in the cured body of tannery sludge.
Scanning electr on microscopy (SEM) was used to observe the microscopic morphology of the raw materials and reaction products of tannery sludge–slag based composite geopolymers, which is also equipped with an EDS energy spectrometer.
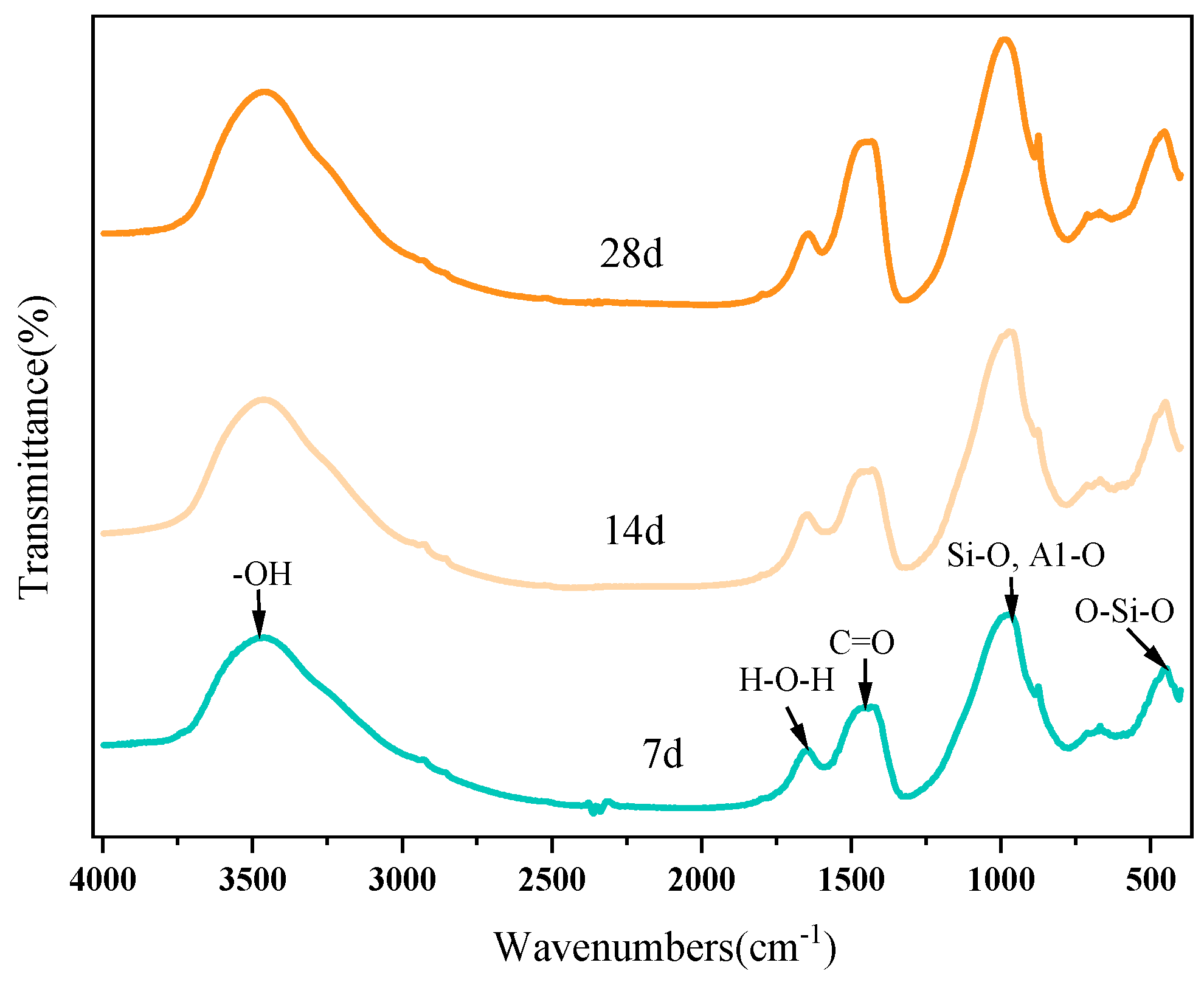
FT-IR analysis can determine the functional groups or chemical bonds or vibrational changes contained in the specimen, characterize the substance, quantify it, study the reaction process, and contribute to a deep understanding of the mechanism of alkali-excited slag curing/stabilization of tannery sludge.
The total chromium leaching concentration test method refers to the “Solid waste-Extraction procedure for leaching toxicity. Sulphuric acid & nitric acid method” [
41]; the hexavalent chromium leaching concentration test method refers to the “Solid waste-Determination of chromium (VI)-1,5-Diphenylcarbohydrazide spectrophotometric method” [
42]. In this study, leachate was digested using the US EPA 3010a (HNO
3-HCl digestion system) method.
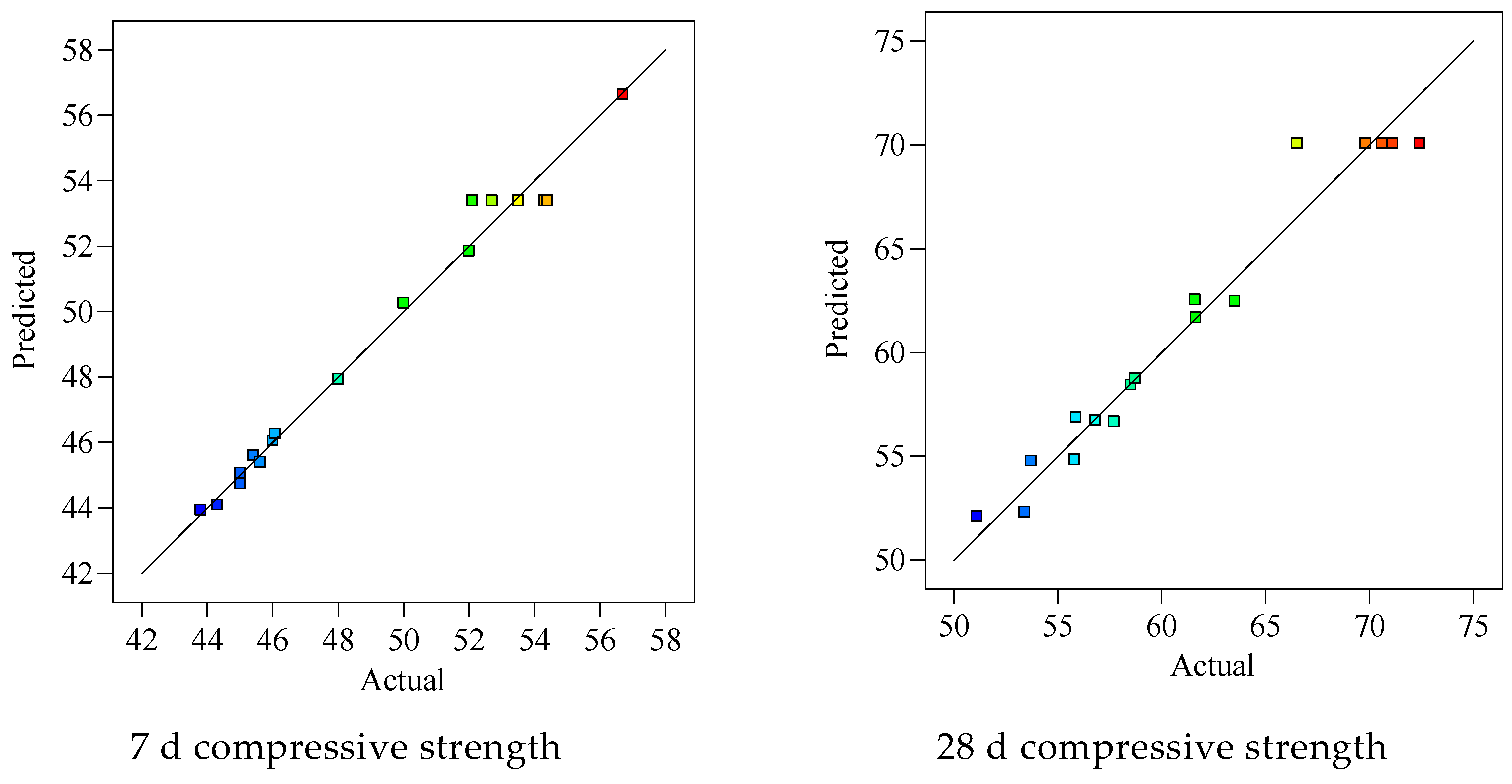
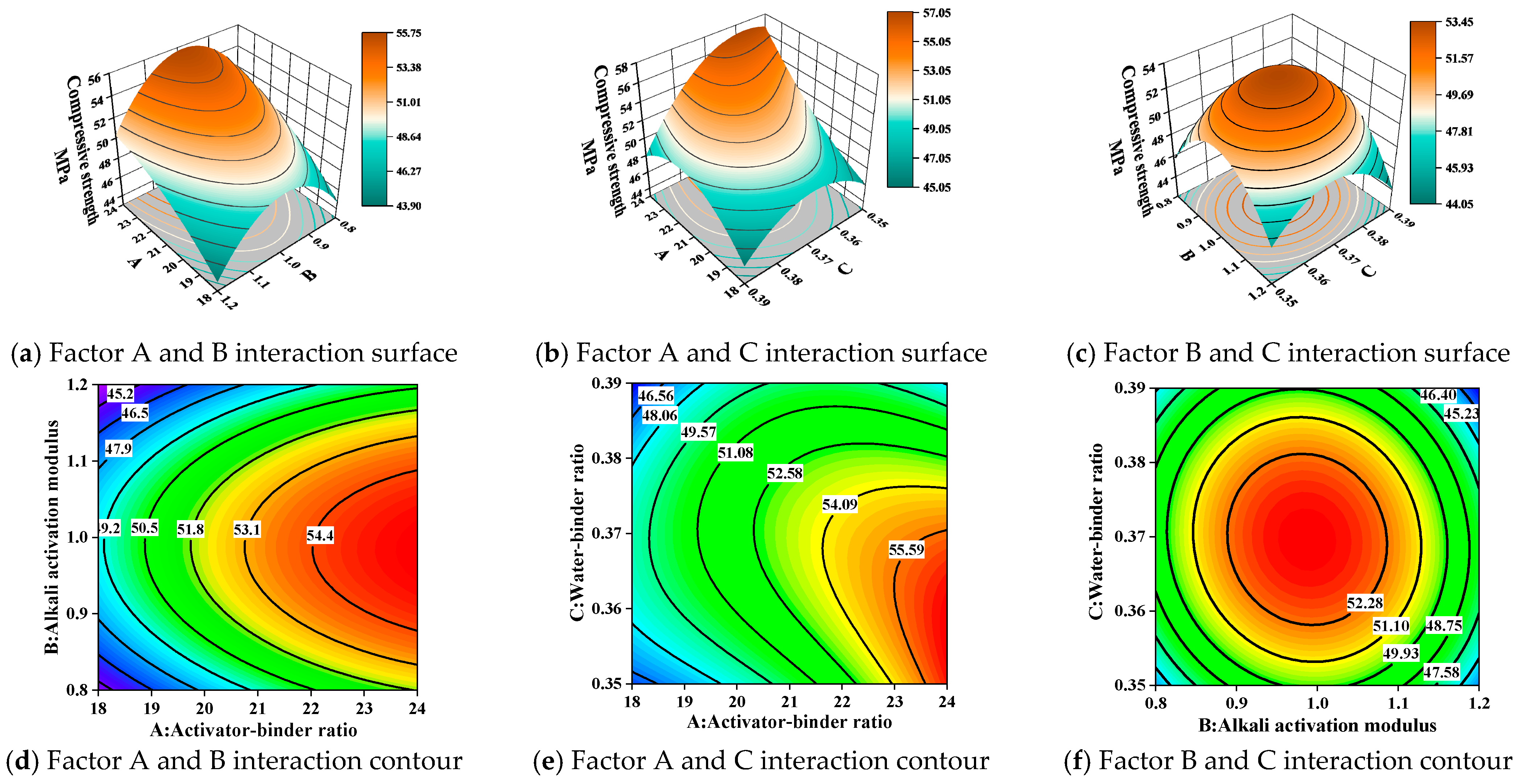
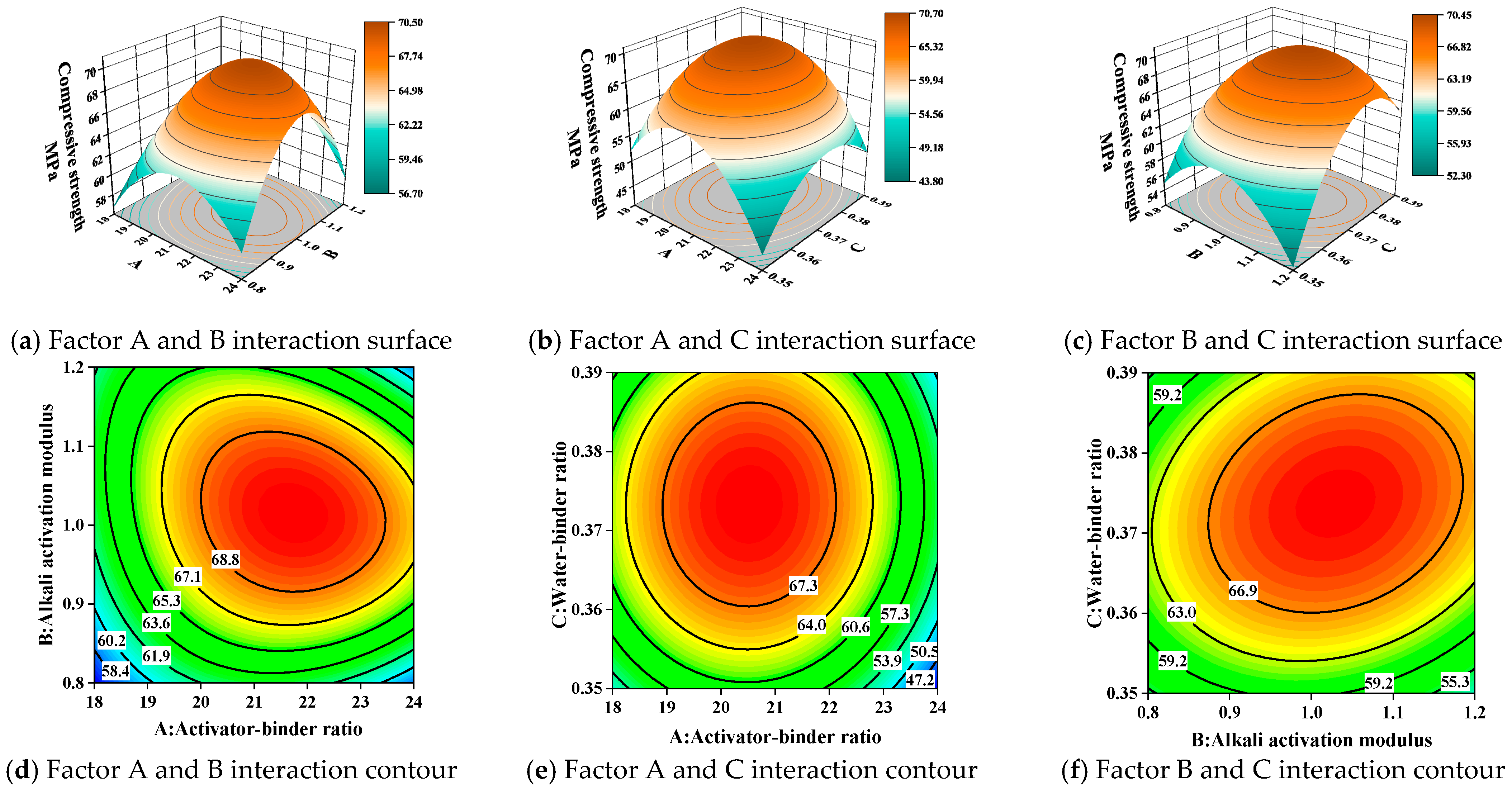
This study used the Box–Behnken design (BBD) model in the Design-Expert 13 software for RSM. The compressive strength of the material was used as the response variable, and the activator–binder ratio, alkali-activation modulus, and water–binder ratio were used as independent variables, with their value ranges including low, medium, and high values. The experimental design table was followed for experimental operation, and the response variable values for each test point were recorded. The experimental data were entered into the Design-Expert 13 software. An appropriate model was selected to describe the relationship between the independent variables and the response variables. The software will automatically perform statistical analysis based on the experimental data, including significance testing of the model, detection of non-fit items, and correlation testing. The relationship between variables can be visually understood through the graphical display of the model (such as the response surface plot and contour plot). Finally, based on the predicted results of the model, the optimal operating conditions or parameter combinations can be determined.
4. Conclusions
In this study, based on the RSM, an alkali-excited tannery sludge–slag curing body was prepared with tannery sludge and slag as materials, and the compressive strength characteristics and the curing effect on heavy metal Cr were investigated by multiscale tests. The main conclusions are as follows:
(1) The single-factor test verification showed that the alkali-excited tannery sludge–slag curing body has high early strength, and the 7 d average compressive strength can reach approximately 45 MPa. The three factors activator–binder ratio, alkali-activation modulus, and water–binder ratio have a large influence and a more significant regular relationship with the compressive strength of this material.
(2) By RSM test, a quadratic multiple regression model of 7 d and 28 d compressive strength of alkali-excited tannery sludge–slag curing body was established based on the three factors of activator–binder ratio, alkali-activation modulus, and water–binder ratio. Based on the model, the best ratio of alkali-excited tannery sludge–slag curing body is obtained by numerical optimization: The activator–binder ratio is approximately 21.74%, the modulus of excitation is approximately 1.02, and the water–binder ratio is 0.37. The ratio of 0.37 is the best. At this time, the measured 28 d compressive strength can reach 71.3 MP, and the relative error between the measured value and the predicted value (70.71 MPa) is only 0.82%, which is less than 1%. This study provides a reference for the design of alkali-excited cementitious material system ratios with important reference values and guidance significance.
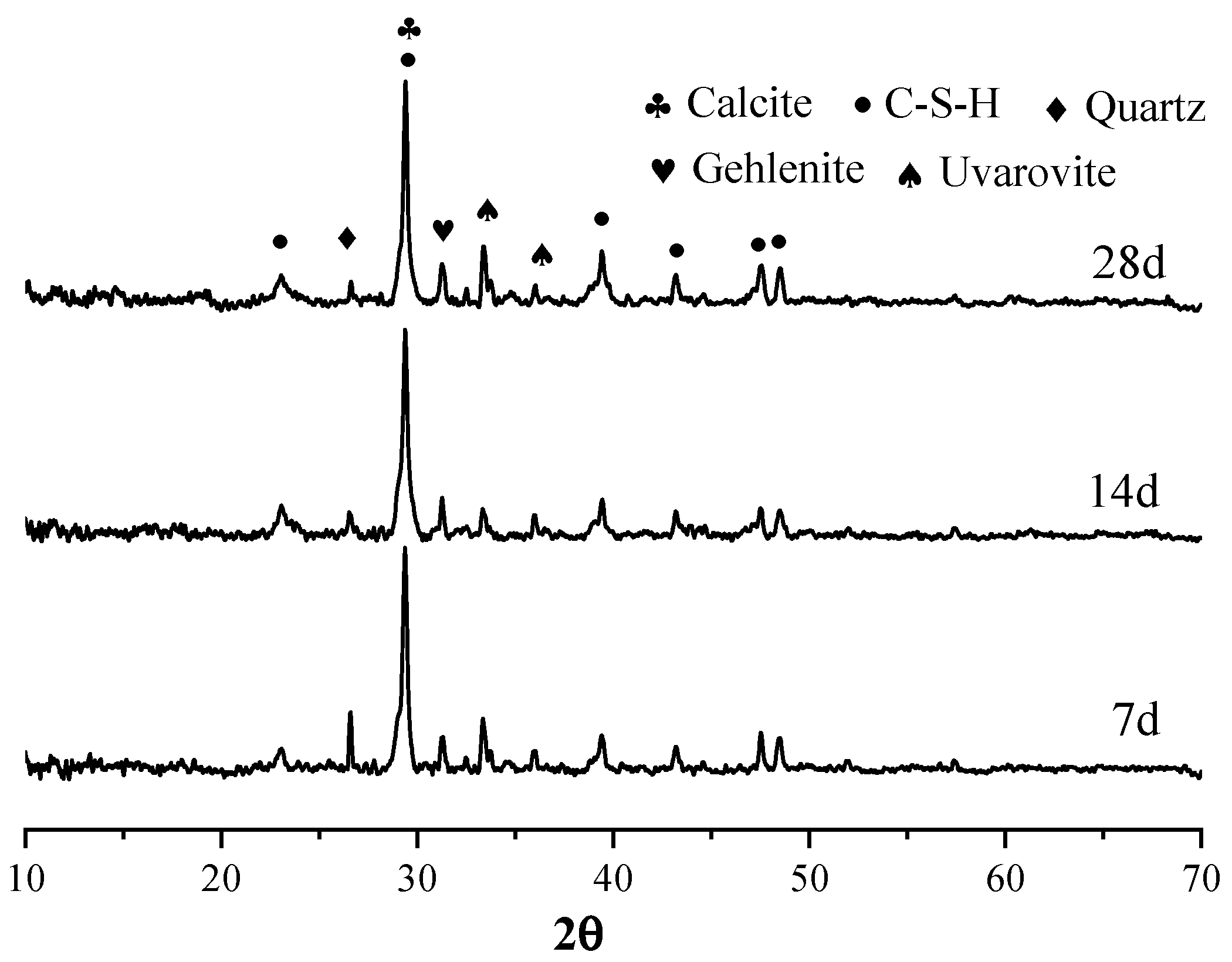
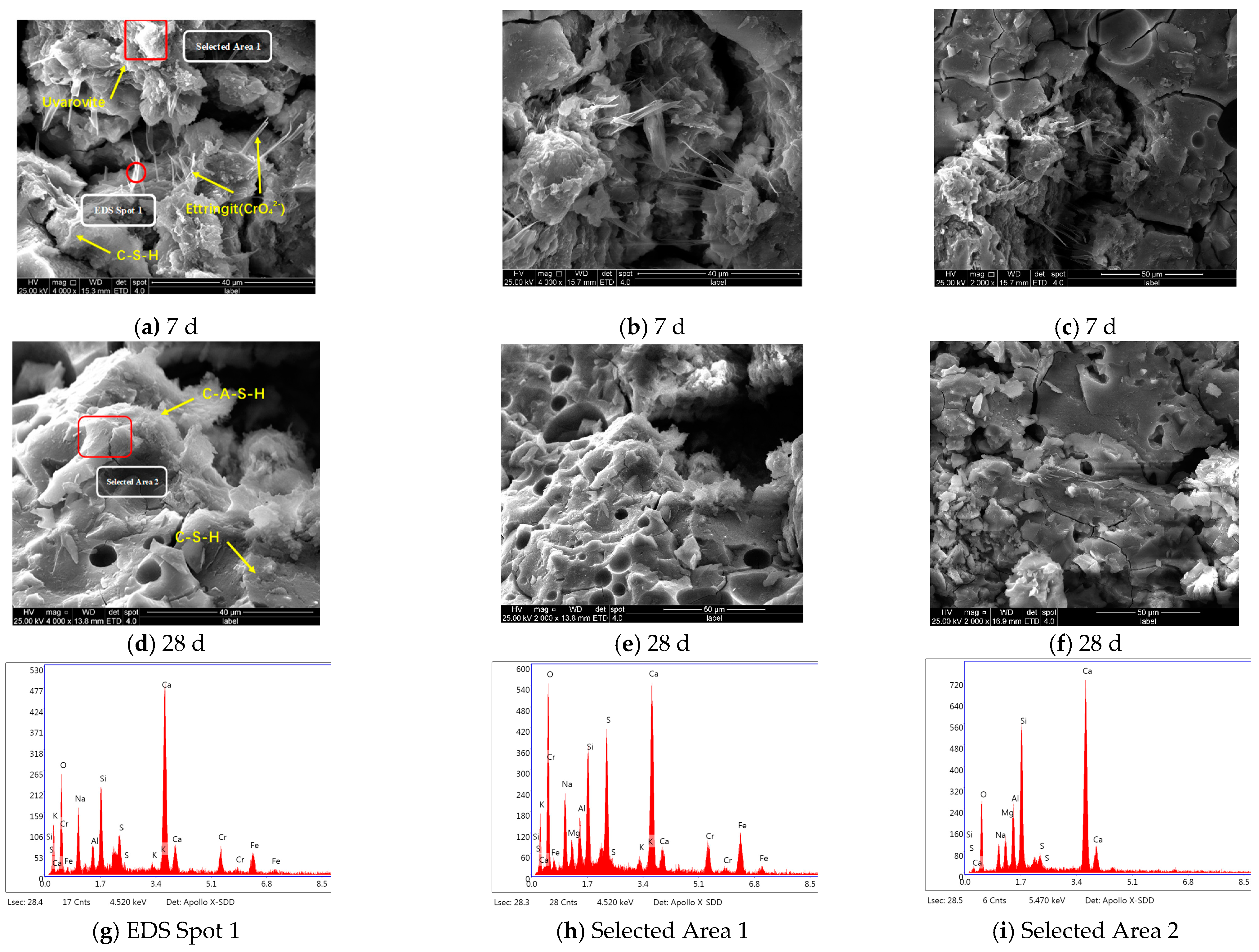
(3) Based on microscopic analysis, the hydration mechanism of the alkali-excited tannery sludge–slag curing body and its mechanism of curing heavy metals were investigated. On the one hand, the main hydration products of the material are hydrated calcium silicate (C-S-H) and calcite (CaCO3), which form a dense cage-like three-dimensional mesh structure, which ensures its excellent mechanical properties and good wrapping and adsorption of tannery sludge Cr (III). On the other hand, the material can also rely on slag-reducing components (Fe2+, S2−) to reduce part of Cr (VI) to Cr (III) and adsorb solid solution or form calcium-chromium garnet (Ca3Cr2[SiO4]3), while the unreduced Cr (VI) is mainly physically sequestered by the cage-like three-dimensional mesh structure of hydration products, achieving the effect of solidifying Cr.
(4) Under the optimal mix ratio, the total Cr and Cr (VI) precipitation concentration and leaching rate of the material are 1 mg/L and 1.27%, 0.05 mg/L and 15.77%, respectively, which meet the specification requirements. This provides important support for the utilization of building materials from tannery sludge.
The experimental results indicate that the blending of slag and tannery sludge can yield an eco-friendly cementitious material, with the product exhibiting superior mechanical properties and the ability to immobilize heavy metals. Based on the findings and observations, it is recommended to conduct further durability studies (such as thermostability and acid and alkali resistance) using these materials (slag and tannery sludge). This is to understand the behavior of slag and tannery sludge-based polymers when exposed to chemical environments and their resistance to adverse environmental conditions. Simultaneously, the concentration of Cr release and leaching rate of ATSSP should be monitored during this process. The understanding of the form and valence changes of heavy metal Cr during durability testing will provide further support for the harmless and construction material utilization of tannery sludge.













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}