Abstract
Three types of aggregate, including metallurgical slag aggregate (steel slag, copper slag, and iron sand), rare earth porcelain sand (REPS) aggregate as artificial aggregate, and recycled aggregate, were selected to produce concrete with the same basic mixture proportions in order to investigate the influence of aggregate types and aggregate replacement rates on their mechanical properties. Three levels of aggregate replacement rate—20%, 35%, and 50% for coarse aggregate (CA) and 20%, 30%, and 40% for fine aggregate (FA)—were employed in this study. The results indicate that replacing natural sand with metallurgical slag aggregate as FA enhances the mechanical properties of concrete. Among these, iron sand (IS) shows superior enhancement effects compared with copper slag (CS), and CS outperforms steel slag (SS). Specifically, at a 30% IS replacement rate, the compressive strength and splitting tensile strength of IS aggregate concrete are 32.8% and 35.6% higher than those of natural aggregate concrete, respectively. REPS used as CA demonstrates significant improvements in compressive strength, while REPS used as FA notably enhances splitting tensile strength. For recycled aggregate concrete with recycled coarse aggregate replacement rates of 35% and 50%, mechanical properties are effectively strengthened by incorporating CS as FA at a 30% replacement rate and REPS as CA at a 20% substitution ratio, respectively. Additionally, XRF and XRD techniques were employed to confirm aggregate composition and were combined with SEM and EDS techniques to analyze the concrete microstructure, clarifying the strengthening mechanisms of metallurgical and artificial aggregates on concrete.
1. Introduction
As the most-consumed building material globally, billions of tons of fresh concrete are used in new construction projects annually, while the demolition of existing buildings generates a large amount of waste concrete [1,2]. This situation poses significant challenges to environmental protection and sustainable resource utilization [3]. Therefore, to address these issues, it is essential to minimize the use of natural aggregates in concrete and maximize the recycling and reusing of waste concrete [4,5].
Currently, several effective methods can improve the mechanical properties of natural aggregate concrete (NAC) and recycled aggregate concrete (RAC), including (i) aggregate treatment, which combines physical and chemical treatments [6,7]; (ii) aggregate–paste interface enhancement, such as the addition of fiber reinforcement, chemical admixtures, and mineral additives [8,9]; and (iii) aggregate substitution, for instance, by replacing natural aggregates with metallurgical slag or artificial aggregates [10,11,12]. Considering economic feasibility and environmental impact, aggregate substitution is increasingly gaining attention [13,14,15].
Steel slag (SS), copper slag (CS), and iron sand (IS) are the major byproducts of the metallurgical industry. Due to their high hardness and strength, they have the potential to replace natural aggregate in concrete [16]. Experimental studies have shown that steel slag aggregate in concrete can promote the hydration products of the cement matrix [17,18]. The elastic modulus of steel slag aggregate concrete (SSC) is higher than that of NAC [19,20]. A substitution ratio of 20–40% for fine SS aggregates or 40–50% for coarse SS aggregates has a positive effect on the compressive strength of SSC [21,22,23,24,25,26,27].
Due to the excellent physical and mechanical properties (e.g., compact structure, high strength, sharp edges, and low water absorption) of CS, it provides a sustainable and environmentally friendly solution for the excessive consumption of river sand in concrete [28,29,30,31,32,33]. Specifically, a substitution level of CS in the range of 30–40% can significantly improve the mechanical properties and durability of copper slag aggregate concrete (CSC) [34,35,36,37,38]. The details of the literature [21,22,23,24,25,26,27], and [34,35,36,37,38] are shown in Table 1.

Table 1.
Literature list of the optimal replacement rate of metallurgical slag aggregate.
Iron sand (IS) is characterized by its high iron oxide content and high specific gravity, making it a potential substitute for natural aggregates [39,40]. However, compared with the attention given to SSC and CSC, there is relatively little research on concrete or mortar containing IS [41,42]. Literature analysis suggests that, due to the similar chemical composition of metallurgical slag and cement and their good physical and mechanical properties, there is potential for manufacturing cement, substituting natural aggregates to produce metallurgical slag aggregate concrete (MSC), or enhancing RAC [43,44]. However, experimental research on using metallurgical slag aggregates for RAC is scarce, which hampers the recycling of waste concrete and metallurgical slag [23,45].
Artificial aggregates are man-made construction materials produced by granulating and hardening industrial byproducts such as fly ash, ground granulated blast furnace slag, and municipal solid waste [11,46]. Replacing natural aggregates with artificial aggregates can provide environmentally friendly and economical solutions for the concrete construction industry [47]. However, compared with natural aggregates, artificial aggregates in concrete tend to have lower density, lower aggregate strength, higher water absorption, and lower compressive strength, making them less suitable for reinforcing RAC [48].
From the analysis of existing literature, many experimental studies have been conducted on the mechanical properties of RAC and MSC. However, there is currently limited research on RAC incorporating metallurgical slag aggregate. Even less is known about artificial aggregate concrete (AAC) made with high-strength artificial aggregates such as rare earth porcelain sand (REPS), which possess characteristics like high strength, corrosion resistance, and long service life. In this study, three types of aggregates (metallurgical slag aggregate, artificial aggregate, and recycled aggregate) were utilized to prepare MSC, AAC, and RAC, respectively. The effects of aggregate types and aggregate replacement rates on the mechanical properties of MSC, AAC, and RAC were investigated. Meanwhile, X-ray fluorescence (XRF) and X-ray diffraction (XRD) techniques were employed to confirm the aggregate compositions, and the microstructures of the concretes were characterized using scanning electron microscopy (SEM) and energy-dispersive X-ray spectroscopy (EDS). These microstructure analyses facilitate the clarification of the strengthening mechanisms of metallurgical and artificial aggregates in concrete.
2. Materials and Experimental Program
2.1. Materials
2.1.1. Cement
Ordinary Portland cement with a 42.5 grade (P.O. 42.5) and a specific gravity of 3100 kg/m3 was used in this study according to the Chinese standards of GB 50164-2011 and GB 175-2020 [49,50].
2.1.2. Natural Aggregate
Locally available river sand was used as natural fine aggregate (NFA) with a specific gravity of 2587 kg/m3 and a fineness modulus of 2.65. Natural gravel, with a specific density of 2667 kg/m3 and grain distribution ranging from 4.75 mm to 26.5 mm, was utilized as natural coarse aggregate (NCA). Both natural aggregates meet the requirements of the Chinese standard (JGJ 52-2006) [51]. The grain size distributions of fine aggregate (FA) and coarse aggregate (CA) are illustrated in Figure 1.
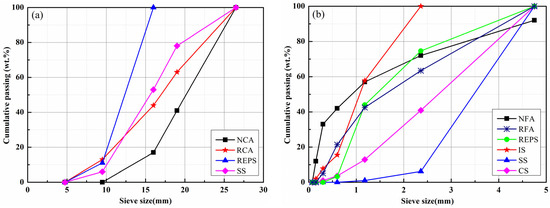
Figure 1.
Grain size distributions of (a) CA and (b) FA.
2.1.3. Recycled Aggregate
The recycled aggregate used in this study was sourced from waste concrete derived from the demolition of the former Qiqihar Public Security Bureau Office Building. The recycled aggregate underwent artificial crushing and screening processes, resulting in recycled coarse aggregate (RCA) and recycled fine aggregate (RFA) with specific gravities of 2538 kg/m3 and 2514 kg/m3, respectively. According to the Chinese standards of GB/T 25177-2010 and GB/T 25176-2010 [52,53], the water absorptions of RCA and RFA were 4.08% and 9.45%, respectively.
2.1.4. Metallurgical Slag Aggregate
Three types of metallurgical slag aggregates were utilized in this investigation, including steel slag aggregate (used as FA and CA), CS, and IS (used as FA). The specific gravities of SS fine aggregate, SS coarse aggregate, CS, and IS were 3353 kg/m3, 3286 kg/m3, 3193 kg/m3, and 4297 kg/m3, respectively. The chemical composition of the metallurgical slag and artificial aggregate confirmed by X-ray fluorescence (XRF) is shown in Table 2 and Figure 2.
Table 2.
Chemical composition of the metallurgical slag and artificial aggregate (%).
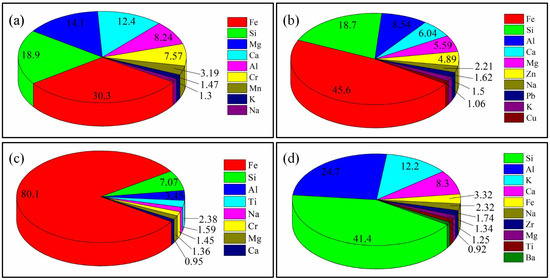
Figure 2.
Elements present in the metallurgical slag and artificial aggregate by XRF analysis: (a) SS, (b) CS, (c) IS, and (d) REPS.
2.1.5. Artificial Aggregate
REPS is an artificial aggregate made from kaolin, agglomerant, pore-forming agent, and rare earth anti-corrosion agent, processed through drying, roasting, and other methods. It has the characteristics of a gray color, a spherical shape, and high strength. The specific gravities of REPS as coarse aggregate and fine aggregate are 2498 kg/m3 and 2525 kg/m3, respectively. The water absorption of REPS coarse aggregate is 5.37%. The chemical composition and grain size distribution of REPS are shown in Table 2, Figure 1 and Figure 2. The natural aggregate, recycled aggregate, metallurgical slag aggregate, and artificial aggregate used in this experiment are displayed in Figure 3.
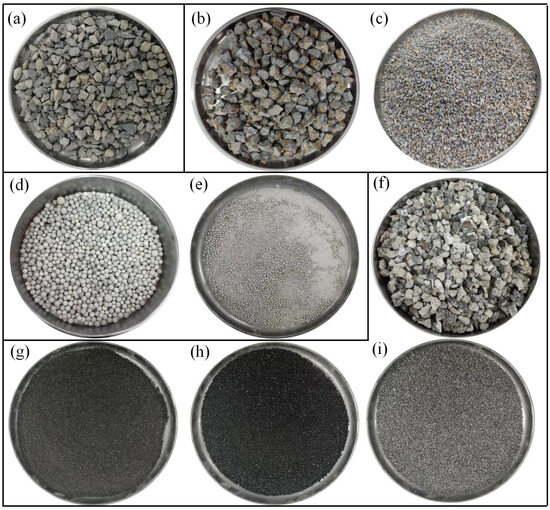
Figure 3.
Photos of the used aggregates: (a) NCA, (b,c) RCA, and RFA; (d,e) REPS coarse aggregate and REPS fine aggregate; (f–i) SS coarse aggregate, IS fine aggregate, CS fine aggregate, and SS fine aggregate.
The mineralogical compositions of the metallurgical slag aggregates (SS, CS, and IS) and artificial aggregate (REPS) were determined by XRD, as shown in Figure 4. It can be observed that SS and REPS are rich in non-metallic oxides, while CS and IS are enriched in iron oxides, which is consistent with the chemical composition shown in Table 2.
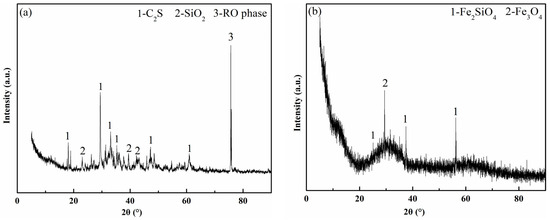
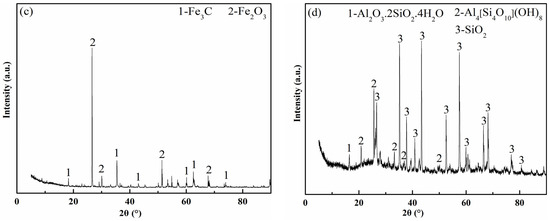
Figure 4.
XRD pattern of the metallurgical slag aggregate and artificial aggregate: (a) SS, (b) CS, (c) IS, and (d) REPS.
Moreover, a scanning electron microscope (SEM) test was conducted on the CA and FA used in this study to analyze their morphologies (see Figure 5 and Figure 6). It can be seen that the surfaces of the SS coarse aggregate and the REPS coarse aggregate are wrapped by noncrystal. Additionally, a uniform microporous structure inside the aggregate surface is clearly presented, which is similar to the report by Lai [24] and He [54]. Combined with Table 2 and Figure 4, it can be found that the morphology characteristics of SS and REPS presented by SEM correspond to the information presented by the XRF and XRD tests. Furthermore, comparing Figure 5a with Figure 5b, it can be seen that there are some differences in the cementation characteristics of the surface between REPS aggregate and SS coarse aggregate, which may influence the aggregate strength.
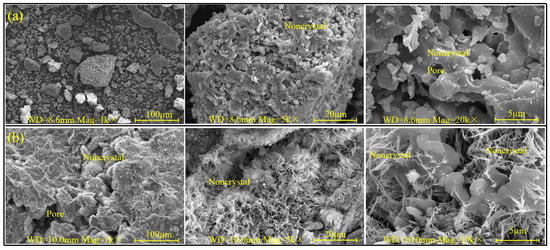
Figure 5.
SEM images of (a) REPS coarse aggregate and (b) SS coarse aggregate.
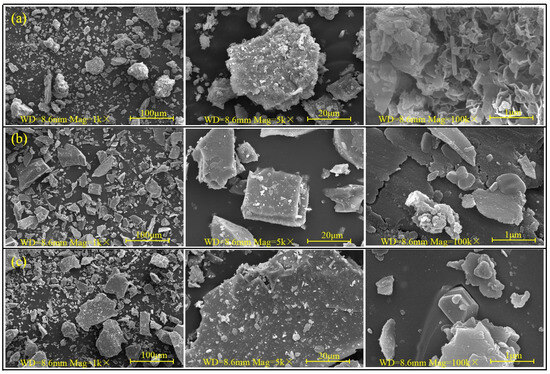
Figure 6.
SEM images of the metallurgical slag fine aggregate: (a) SS, (b) CS, and (c) IS.
The SEM images of the fine aggregates used in this study are shown in Figure 6. Contrary to the REPS and SS coarse aggregates, the surfaces of the CS fine aggregate and IS fine aggregate are smooth and uniformly distributed, with crystal-like minerals. This is consistent with the information reflected by the XRF and XRD tests. The morphological characteristics of CS and IS contribute to their higher strength in concrete compared with REPS and SS, as evidenced by the aggregate destruction in the following text. Compared with the IS aggregate, the crystal-like minerals on the surface of the CS aggregate are more uniformly distributed, which may result in more stable mechanical properties in ordinary concrete and RAC incorporated with CS aggregate.
2.2. Experimental Program
To investigate the effect of metallurgical slag aggregate and artificial aggregates on ordinary concrete and RAC, concrete with single additional aggregates (e.g., metallurgical slag aggregate, artificial aggregate, or recycled aggregate) was prepared to replace natural aggregate. RAC with composite additional aggregates (steel slag aggregate and recycled aggregate, artificial aggregate and recycled aggregate) to replace natural aggregate was also prepared in this study.
In detail, single coarse aggregates (SS, RCA, and REPS) were prepared at replacement ratios of 20%, 35%, and 50%, respectively, to substitute NCA. Meanwhile, SS, CS, IS, REPS, and RFA were employed as single fine aggregates to replace river sand, with the replacement ratios at three levels of 20%, 30%, and 40%. Moreover, to clarify the influence of metallurgical slag aggregate and artificial aggregates on the mechanical properties of RAC, RAC with SS, RAC with REPS as coarse aggregate, and RAC with metallurgical slag aggregate as fine aggregate were prepared. The mix proportions of NCA follow the Chinese standard of JGJ 55-2011 [55] with 1:1.66:2.93 (cement/FA/CA) with a water/cement ratio of 0.55. The experimental program is shown in Table 3 and Table 4.
Table 3.
Mix proportions of the concrete incorporated with metallurgical slag as FA.
Table 4.
Mix proportions of concrete incorporated with metallurgical slag aggregate and artificial aggregate as CA.
2.3. Specimen Preparation, Curing, and Testing
According to the Chinese standard (GB/T 50081-2019) [56], and as shown in Table 3 and Table 4, 80 sets of concrete specimens, each consisting of three 100 × 100 × 100 mm specimens, were produced in the laboratory. The specimen production process is shown in Figure 7. Considering the water absorption of RCA, the RCA was pre-wetted before mixing. The method is as follows: soak the RCA in water for 10 min, then wipe the surface of the RCA with a dry towel to remove the excess water [57]. Slump tests per GB/T 50080-2016 [58] were conducted to measure the workability of concrete in this study. The results show CSC and REPS aggregate concrete (REPSC) exhibit the greatest slump, while NAC and RAC fall within an intermediate range, and SSC and IS aggregate concrete (ISC) manifest the lowest values. This observed variance in slump is primarily ascribed to the morphology and surface roughness of the incorporated aggregate. The workability of all concrete specimens could satisfy the Chinese standard GB 50164-2011 [49]. The mold filled with concrete was compacted using a concrete vibrating table with a vibration frequency of 50 ± 2 Hz and a vibration duration of 30–50 s. After 24 h of indoor curing, the specimens were demolded, marked, and placed in a curing box with an internal temperature of 20 ± 2 °C and a relative humidity of 95% for curing. After 28 days, the mechanical properties of the specimens were measured.
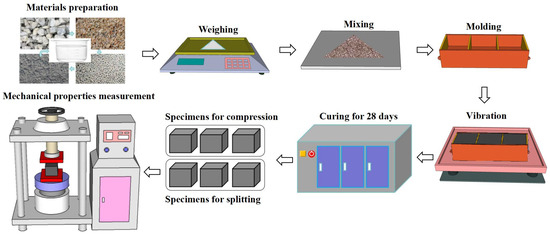
Figure 7.
Process diagram of concrete specimen preparation and curing.
The hydraulic pressure machine (Model YE-2000) was used for measuring the mechanical properties of the concrete specimens. According to the Chinese standard (GB/T 50081-2019), the loading speeds for the compressive strength test and splitting tensile strength test were 0.5 MPa/s and 0.05 MPa/s, respectively. Several specimens prepared for testing are shown in Figure 8.
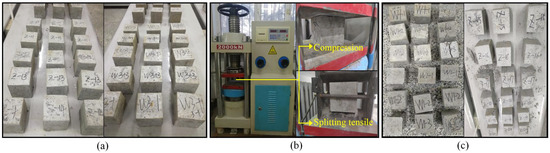
Figure 8.
Specimens used to obtain mechanical properties: (a) specimens before loading, (b) specimens under loading, and (c) specimens after loading.
3. Results and Discussion
3.1. The Effect of the Replacement Ratio of CA on the Mechanical Properties of Concrete
The test results for the RCA, SS aggregate, and REPS aggregate replacing NCA at replacement ratios of 20%, 35%, and 50% in RAC, MSC, and AAC, respectively, are shown in Figure 9. It can be seen that the NAC, numbered Z-1 (see Table 4) as a reference specimen, exhibits a compressive strength of 24.1 MPa and a splitting tensile strength of 1.48 MPa. As the RCA replaces the NCA at the replacement ratios of 20%, 35%, and 50%, the compressive strength of RAC shows respective increases of 17.4%, 12.0%, and 13.3%, while the splitting tensile strength shows respective changes of 14.9%, −2.7%, and 0.8% compared with NAC. The higher mechanical properties of the RAC are primarily attributed to the good strength, high porosity and water absorption, and the gradation characteristics of the recycled aggregates [59,60].
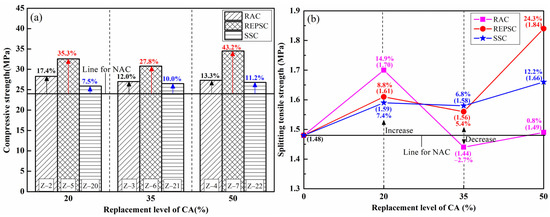
Figure 9.
The strength properties of concrete under the different replacement levels of CA: (a) compressive strength and (b) splitting strength.
In general, the compressive strength and splitting tensile strength of the RAC decrease with an increase in the replacement ratio of the RCA. The rate of decrease in splitting tensile strength is more pronounced than that of compressive strength. This phenomenon arises from the micro-cracks that occur during the artificial crushing process to obtain RCA, which compromises the structural integrity of the aggregate. Additionally, a weak interfacial transition zone (ITZ) forms between the RCA and the new mortar, making the RCA more susceptible to splitting under principal tensile stress. It should be noted that the mechanical properties of the 35% RAC are lower than those of the 50% RAC. This difference is primarily attributed to aggregate gradation characteristics and the increase in bonding between the rough surfaces of recycled aggregates and cement paste compared with natural aggregate [61,62], consistent with findings by Xiao et al. [63] and Al Ajmani et al. [64].
It is evident from Figure 9a that both REPS and SS aggregate can enhance the mechanical properties of concrete when used to replace NCA. However, concrete strengthened with REPS coarse aggregate demonstrates better mechanical performance than concrete with SS coarse aggregate at the same level of coarse aggregate replacement rate. Specifically, when the coarse aggregate replacement rate is 20%, 35%, and 50%, the compressive strength of REPSC is 32.6 MPa, 30.8 MPa, and 34.5 MPa, respectively. This is higher than that of SSC, which measures 25.9 MPa, 26.5 MPa, and 26.8 MPa, respectively. The significant difference in compressive strength can be attributed to the following factors: REPS coarse aggregate exhibits high hardness (as shown in Figure 5, the surface of the REPS aggregate shows more dense cementation characteristics than that of the SS coarse aggregate, which indicates that the aggregate strength of REPS is higher than that of SS), as well as a uniform and smooth surface, which promotes a stable ITZ around the coarse aggregate. This enhances the overall mechanical properties of the concrete.
Regarding the splitting tensile strength of concrete, both SS and REPS aggregate can strengthen the concrete when used to replace NCA, as shown in Figure 9b. The REPSC and SSC exhibit similar splitting tensile strengths at CA replacement rates of 20% and 35%, with values of 1.61 MPa and 1.59 MPa for the REPSC and 1.56 MPa and 1.58 MPa for the SSC, respectively. However, at a replacement rate of 50%, the splitting tensile strength of REPSC shows a significant increase, to 1.84 MPa, which is 24.3% higher than that of the reference specimen (Z-1) without replacement. Combining Figure 9a,b, it can be observed that the splitting tensile strength of REPSC is also superior to that of SSC. Furthermore, the impact of REPS as coarse aggregate on the splitting tensile strength of concrete is not as pronounced as its effect on the compressive strength. The good performance of the REPSC in compressive strength can be explained by Figure 10. Taking specimen Z-7 as an example, the REPS aggregate experiences crushed damage or fracture during compressive testing, indicating that the strength of the REPS aggregate is fully utilized. Additionally, the cylinder compression strength of the REPS aggregate is measured at 30.2 MPa, further illustrating its strength characteristics under compression.
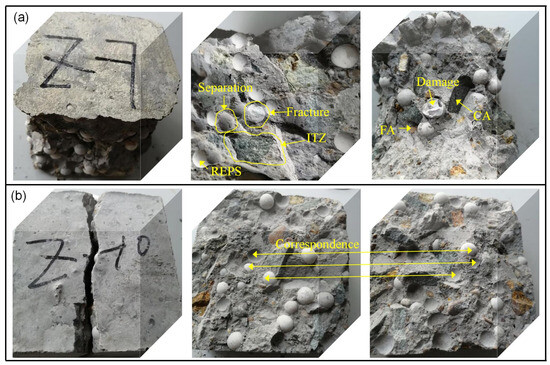
Figure 10.
Loading failure of the concrete with REPS coarse aggregate: (a) compression failure and (b) splitting tensile failure.
On the contrary, the REPS aggregate does not exhibit any fractures or damage during spitting testing; it only separates from the cement paste interface around it. This behavior can be attributed to the chemical composition and shape of the REPS aggregate. As shown in Table 2 and Figure 4d, SiO2 is the main chemical composition of REPS, which is consistent with that of NCA and cement. Consequently, the REPS aggregate can effectively bond with the cement slurry, enabling it to withstand compressive loads through the frictional forces between CA and FA. However, due to the spherical shape and smooth surface characteristics of the REPS aggregate, it is easy for the separation of REPS aggregate from ITZ around the REPS aggregate to occur when concrete is subjected to splitting tension, as shown in Figure 10b.
3.2. The Effect of RCA on REPS-Recycled Aggregate Concrete and SS-Recycled Aggregate Concrete
In order to investigate the effect of recycled aggregate replacement rates (20%, 35%, and 50%) on the mechanical properties of REPS-recycled aggregate concrete (REPS-RAC) and SS-recycled aggregate concrete (SS-RAC), considering the total CA replacement rate, the REPS-RAC (REPS coarse aggregate replacement rate of 20%) and SS-RAC (SS coarse replacement rate of 20%) with recycled coarse aggregate (RCA) replacement rates at 20%, 35%, and 50% were prepared, respectively. The results are shown in Figure 11.
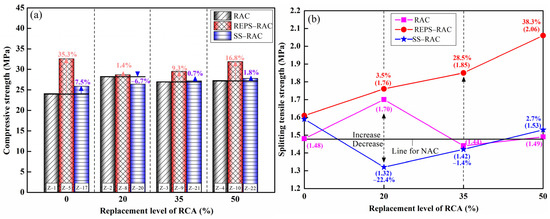
Figure 11.
The strength properties of concrete with different replacement levels of RCA: (a) the compressive strength and (b) the splitting strength.
Taking the example of the REPS-RAC group shown in Figure 11, consisting of the specimens Z-5, Z-8, Z-9, and Z-10, the compressive strength and splitting tensile strength increase with the increase in RCA replacement rate. For instance, the compressive strength of the REPS-RAC is 28.7 MPa, 29.5 MPa, and 31.9 MPa for the case of the RCA replacement rate at 20%, 35%, and 50%, respectively, which is 1.4%, 9.3%, and 16.8% higher than that of RAC with the same RCA replacement rate. In terms of splitting tensile strength, the REPS-RAC exhibits 1.76 MPa, 1.85 MPa, and 2.06 MPa at RCA replacement rates of 20%, 35%, and 50%, respectively. This reflects respective improvements of 3.5%, 28.5%, and 38.3% compared with RAC with the same RCA replacement rate. It can be concluded that the REPS-RAC demonstrates better mechanical properties than the RAC, particularly in terms of splitting tensile strength. This enhancement can be attributed to the chemical composition, strength, and shape characteristics of the REPS aggregate.
In the SS-RAC group, the addition of the RCA does not result in a significant improvement in the mechanical properties of concrete, as shown in Figure 11. The SS-RAC with RCA replacement rates of 20%, 35%, and 50% has compressive strengths of 26.4 MPa, 27.2 MPa, and 27.8 MPa, respectively. These values represent respective changes of −6.7%, 0.7%, and 1.8% compared with the RAC with the same RCA replacement rates. Regarding the splitting tensile strength, the SS-RAC shows values of 1.32 MPa, 1.42 MPa, and 1.53 MPa at RCA respective replacement rates of 20%, 35%, and 50%, which are higher than those of RAC with the same respective RCA replacement rates of −22.4%, −1.4%, and 2.7%. It can be found that the SS-RAC with RCA replacement rates of 35% and 50% shows similar mechanical properties to the RAC with the same RCA replacement rates. This similarity is attributed to the similar strength characteristics between the SS aggregate and natural aggregate, as reflected by Figure 9a. From an engineering application perspective, SS-RAC with 50% RCA and 20% SS coarse aggregate shows promise for certain applications in engineering.
3.3. The Effect of the Replacement Level of Fine Aggregate (FA) on Concrete
The mechanical properties of concrete incorporating various types of aggregates with FA replacement rates of 20%, 30%, and 40% are depicted in Figure 12. Both the compressive strength and splitting tensile strength of RAC decrease as the replacement rate of RFA increases. Compared with NAC specimen Z-1, the compressive strength of RAC specimens Z-14, Z-15, and Z-16 decreases by 13.3%, 20.3%, and 28.6%, respectively, while the splitting tensile strength decreases by −8.1%, 14.9%, and 33.1%, respectively. These findings align with previous studies by Nedeljković et al. [4].
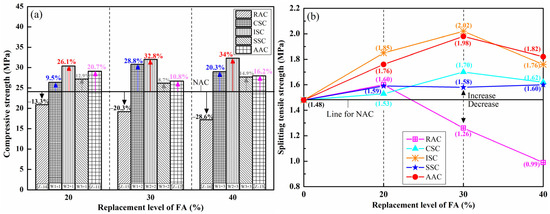
Figure 12.
The strength properties of concrete with different replacement levels of FA: (a) the compressive strength and (b) the splitting strength.
Metallurgical slag aggregate, unlike the RFA, enhances the strength of concrete. For instance, the compressive strength and splitting tensile strength of SSC are 27.2 MPa, 26.2 MPa, and 27.7 MPa, and 1.59 MPa, 1.58 MPa, and 1.60 MPa, respectively, representing respective increases of 12.9%, 8.7%, and 14.9% in the compressive strength and 7.4%, 6.8%, and 8.1% in the splitting tensile strength compared with NAC specimen Z-1. Analysis of the mechanical properties of SS aggregate concrete (e.g., specimens W3+1, W3+2, and W3+3) indicates a gradual improvement with increasing SS as fine aggregate, reaching the optimal mechanical properties at a 40% replacement rate. In contrast, the CSC demonstrates superior mechanical properties compared with the SSC. Specifically, the compressive strength and splitting tensile strength of CSC at replacement rates of 20%, 30%, and 40% are 26.4 MPa, 30.8 MPa, 29.0 MPa, and 1.53 MPa, 1.70 MPa, and 1.62 MPa, respectively, showing respective increases of 9.5%, 28.8%, and 20.3%, and 3.4%, 14.9%, and 9.5% relative to NAC. The mechanical properties of CSC initially improve with an increasing replacement rate, peaking at 30% replacement. This conclusion is supported by studies conducted by Zalnezhad et al. [38].
In comparison with SS and CS aggregates, concrete incorporating IS demonstrates superior mechanical properties. When IS substitutes natural sand at replacement rates of 20%, 30%, and 40%, the compressive strength and splitting tensile strength of ISC exceed those of NAC by 26.1%, 32.8%, and 34.0%, and 25.0%, 36.5%, and 18.9%, respectively. Similar to CSC, ISC achieves optimal mechanical properties at a 30% replacement rate.
Generally, the ISC shows outstanding performance in both compressive strength and split tensile strength. In comparison, the CSC achieves a similar level of compressive strength as the ISC but does not match its superior performance. Specifically, the CSC demonstrates comparable compressive strength to the ISC only at a 30% FA replacement rate. Conversely, the mechanical properties of the SSC are inferior to those of CSC and significantly fall short of those of the ISC in both compressive strength and splitting tensile strength.
Figure 13 shows photos of concrete with metallurgical slag aggregate after loading. The ISC (e.g., specimen W2+3) shows a dense internal structure. This characteristic suggests that the IS aggregates can effectively bond with cement slurry, thereby forming a strong ITZ around the IS aggregate. The higher density and smaller particle size of IS aggregates compared with the SS and CS aggregates lead to notable macroscopic differences in mechanical properties and failure modes between ISC, CSC, and SSC. In Figure 13, the ISC displays instances of coarse aggregate damage or the appearance of tiny cracks. In contrast, the SSC exhibits separation between CA and FA or the occurrence of larger cracks. These observations are directly linked to the bond strength between CA and FA within the concrete matrix.
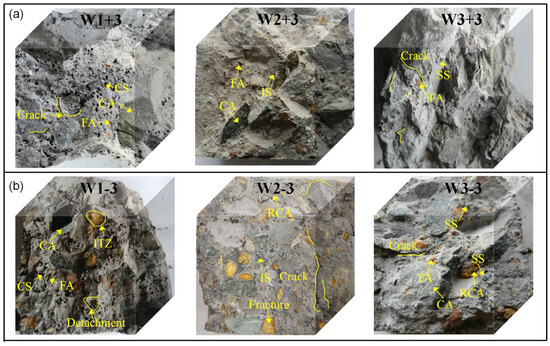
Figure 13.
Loading failure of concrete with different types of FA: (a) the compression failure and (b) the splitting tensile failure.
The REPS fine aggregate also contributes positively to enhancing concrete strength. At replacement rates of 20%, 30%, and 40% of REPS as FA in concrete, the compressive strength and splitting tensile strength are observed to be 20.7%, 10.8%, and 19.2%, and 18.9%, 33.8%, and 23.0% higher than that of NAC, respectively (refer to Figure 9). This indicates that incorporating 20% REPS as FA in place of natural sand yields commendable mechanical properties. A comparison between Figure 9 and Figure 12 suggests that, while REPS as CA notably enhances compressive strength, the use of REPS as FA leads to a more significant improvement in the splitting tensile strength of concrete.
Figure 14 illustrates the fracture sections of concrete with REPS aggregate after experiencing splitting tensile failure. Observations from Figure 14b,c reveal that some REPS coarse aggregates are separated from the surrounding cement paste. In contrast, the fracture sections show that the REPS fine aggregate achieves dense integration within the concrete without any detachment of aggregates. This macroscopic observation underscores one of the reasons behind the favorable splitting tensile properties observed in REPS fine aggregate concrete.
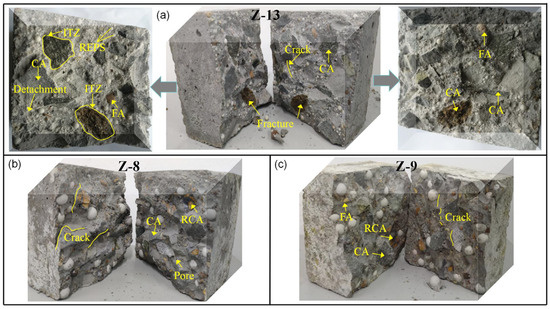
Figure 14.
Splitting tensile failure of concrete with REPS aggregate: (a) specimen Z-13, (b) specimen Z-8, and (c) specimen Z-9.
3.4. The Effect of the Replacement Level of FA on RAC
Based on the RAC with a 35% replacement rate of RCA, various formulations using metallurgical slag aggregates (SS, CS, and IS) as FA were prepared, and their mechanical properties were evaluated as shown in Figure 15. For SS-RAC (SS as fine aggregate), the compressive strength shows gradual growth with increasing FA replacement rates, as follows: 24.7 MPa at 20%, 25.4 MPa at 30%, and 26.8 MPa at 40%. In contrast, both CS-recycled aggregate concrete (CS-RAC) and IS-recycled aggregate concrete (IS-RAC) initially demonstrate an increase in compressive strength followed by a decrease. Optimal mechanical performance is achieved at a 30% replacement ratio, where CS-RAC achieves 30.3 MPa and IS-RAC achieves 27.8 MPa. These values represent improvements of 25.7% and 15.4% over NAC, and 12.2% and 3.0% over RAC specimen Z-3, respectively.
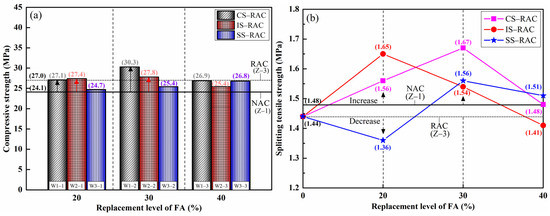
Figure 15.
The strength properties of RAC with different replacement levels of FA: (a) the compressive strength and (b) the splitting tensile strength.
In terms of splitting tensile strength, both CS-RAC and SS-RAC exhibit a trend of initially increasing and then decreasing. At a 30% replacement rate of FA, CS-RAC demonstrates notable mechanical properties, achieving 1.67 MPa for the splitting tensile strength. This represents improvements of 16.0% and 12.8% compared with RAC (Z-3) and NAC, respectively. Comparing Figure 12 and Figure 15, it can be concluded that using CS as FA to replace natural sand at a 30% replacement ratio results in concrete with excellent mechanical properties compared with both NAC and RAC (with a 35% RCA replacement rate). The IS aggregate significantly enhances the strength of NAC; however, its effect on RAC is less pronounced.
4. Microstructure Analysis
The SEM images of NAC (specimen Z-1) and RAC (specimen Z-4) are depicted in Figure 16. These images reveal abundant hydration products such as C-S-H gel, AFt, and CH on the surface of natural aggregates, indicating sufficient cement hydration. In contrast, around recycled aggregates, cement hydration appears insufficient due to the presence of old cement mortar on the aggregate surface and internal defects such as cracks [65]. These factors are detrimental to the strength of recycled aggregate concrete, consistent with the strength characteristics observed in Figure 9.
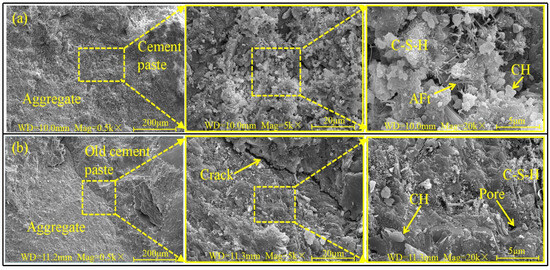
Figure 16.
SEM images of NAC and RAC: (a) NAC (specimen Z-1) and (b) RAC (specimen Z-4).
When selecting metallurgical slag (such as CS or IS) or artificial aggregates (like REPS) to replace natural fine aggregate, new characteristics of cement hydration around the aggregates emerge, as depicted in Figure 17. In the case of CS fine aggregate, villous granular-like C-S-H gel and CH are observed around the aggregate. On the other hand, using IS fine aggregate results in the predominant presence of C-S-H gel and AFt as cement hydration products. The C-S-H gel structure and quantity are superior compared with those observed in concrete using copper slag aggregate, contributing to better mechanical properties in ISC compared with CSC. The REPS, rich in SiO2 and Al2O3 similar to cement composition, exhibits multiple types of hydration products around the aggregate, including a denser ITZ due to sufficient hydration reactions. This microscopic observation aligns with the macroscopic findings presented in Figure 12, Figure 13 and Figure 14.
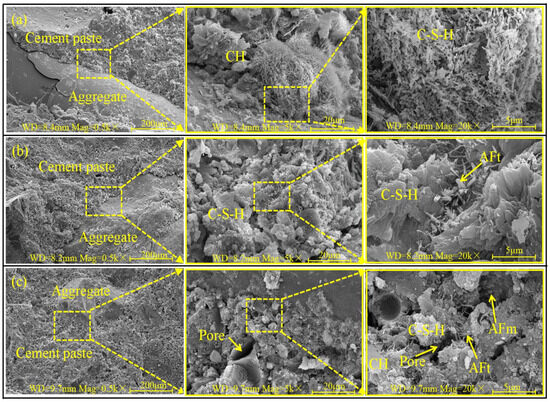
Figure 17.
SEM images of MSC and AAC: (a) CSC (specimen W1+3), (b) ISC (specimen W2+3), and (c) REPSC (specimen Z-13).
Moreover, EDS was employed for mapping scanning to analyze element distribution. Figure 18 and Figure 19 depict the mapping scanning results for NAC (specimen Z-1) and REPSC (specimen Z-12), as well as CSC (specimen W1+3) and ISC (specimen W2+3), respectively.
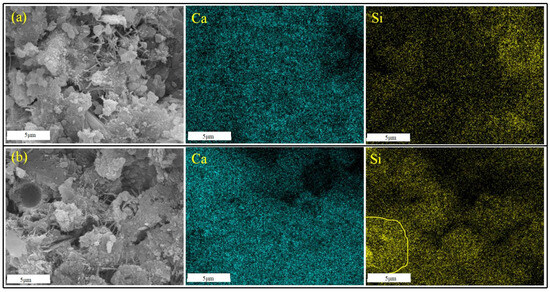
Figure 18.
Mapping scanning images of EDS of NAC and REPSC: (a) NAC (specimen Z-1) and (b) REPSC (specimen Z-13).
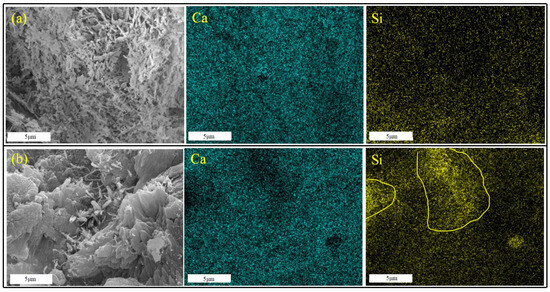
Figure 19.
Mapping scanning images of EDS of CSC and ISC: (a) CSC (specimen W1+3) and (b) ISC (specimen W2+3).
According to Taylor’s research [66], Table 5 shows the atomic percentages of Ca, Si, Al, and Fe. It can be observed that the hydration products of NAC (specimen Z-1) and REPSC (specimen Z-13) are in an intermediate state with high levels of C-S-H and CH. In contrast, ISC (W2+3) exhibits high levels of Al and Fe, indirectly indicating that ISC has higher strength compared with REPSC and NAC.
Table 5.
Element atom ratio in mapping scanning.
Furthermore, by analyzing the distribution forms and concentrations of Ca and Si elements from surface scanning results, insights into the degree of cement hydration reaction can be gleaned. Comparing Figure 18a with Figure 18b and Figure 19a with Figure 19b it is evident that the hydration reaction in REPSC and ISC is notably stronger compared with NAC and CSC, respectively. This observation aligns with the macroscopic mechanical properties of concrete.
5. Conclusions
In this study, three types of aggregates (metallurgical slag aggregate, artificial aggregate, and recycled aggregate) were utilized to prepare MSC, AAC, and RAC, respectively. The investigation focused on evaluating the impact of aggregate type and replacement rates: CA at 20%, 35%, and 50%, and FA at 20%, 30%, and 40%, on the mechanical properties of concrete. The conclusions drawn are as follows:
- When the FA replacement rates are set at 20%, 30%, and 40%, substituting natural fine aggregate with SS, CS, and IS enhances the mechanical properties of concrete. ISC demonstrates superior compressive and splitting tensile strengths compared with CSC and SSC. Specifically, at a 30% IS replacement rate, the compressive strength and splitting tensile strength of ISC are 32.8% and 35.6% higher than those of NAC, respectively.
- The impact of REPS coarse aggregate on concrete compressive strength surpasses that of REPS fine aggregate, whereas REPS fine aggregate excels in enhancing splitting tensile strength. Specifically, at a 20% replacement rate of REPS as coarse aggregate, REPSC exhibits a 35.3% increase in compressive strength and an 8.8% increase in splitting tensile strength compared with NAC. Conversely, at a 20% replacement rate of REPS as fine aggregate, REPSC shows a 20.7% increase in compressive strength and an 18.9% increase in splitting tensile strength compared with NAC.
- As the replacement rate of RCA increases from 20% to 35% to 50%, the mechanical properties of RAC gradually decrease. Substituting natural aggregate with CS fine aggregate or REPS coarse aggregate improves the mechanical properties of RAC. Specifically, at a 35% replacement rate of RCA, CS-RAC (30% CS as fine aggregate) shows a 12.2% increase in compressive strength and a 16.0% increase in splitting tensile strength compared with RAC with the same replacement rate of RCA. Meanwhile, at a 50% replacement rate of RCA, REPS-RAC (REPS as coarse aggregate at a 20% replacement rate) exhibits superior mechanical properties, with a 16.8% increase in compressive strength and a 38.3% increase in splitting tensile strength compared with RAC under the same RCA replacement rate.
- Considering environmental protection and engineering costs, it is advisable to use CS or IS as fine aggregate to replace natural aggregate. For RAC, REPS coarse aggregate or CS fine aggregate can be considered as suitable alternatives.
The utilization of metallurgical slag aggregate, artificial aggregate, or recycled aggregate as substitutes for natural aggregate in concrete mixtures presents a promising avenue for advancing sustainable development within the realm of building materials. However, owing to time constraints, the scope of this study was confined to the compressive strength and splitting tensile strength of MSC, AAC, and RAC. Other properties, including deformation performance, impact resistance, and durability, have yet to be explored. To achieve a comprehensive and systematic understanding of MSC, AAC, and RAC, it is recommended to conduct further analysis encompassing their elastic modulus, flexural strength, tensile strength, impact strength, and durability evaluation.
Author Contributions
Conceptualization, methodology, data curation, investigation, writing—original draft, writing—review draft and editing, X.Z.; methodology, validation, resources, investigation, M.G.; supervision, methodology, validation, D.Z.; investigation, validation, B.Z. and M.W. All authors have read and agreed to the published version of the manuscript.
Funding
The work presented in this paper was supported by the Fundamental Research Funds for Heilongjiang Provincial Universities (Grant No. 145309209; Funder: Education Department of Heilongjiang Province) and the Central Guidance Fund for Local Scientific and Technological Development (Grant No. ZY23QY12; Funder: Science and Technology Department of Heilongjiang Province). This financial support is gratefully acknowledged.
Data Availability Statement
Data are contained within the article.
Conflicts of Interest
Author Meiling Gao was employed by the company Beijing General Municipal Engineering Design & Research Institute Co., Ltd., The remaining authors declare that the research was conducted in the absence of any commercial or financial relationships that could be construed as a potential conflict of interest.
References
- Miller, S.A.; Horvath, A.; Monteiro, P.J.M. Impacts of booming concrete production on water resources worldwide. Nat. Sustain. 2018, 1, 69–76. [Google Scholar] [CrossRef]
- Ravikumar, D.; Zhang, D.; Keoleian, G.; Miller, S.; Sick, V.; Li, V. Carbon dioxide utilization in concrete curing or mixing might not produce a net climate benefit. Nat. Commun. 2021, 12, 855. [Google Scholar] [CrossRef]
- Oltra-Badenes, R.; Guerola-Navarro, V.; Gil-Gómez, J.-A.; Botella-Carrubi, D. Design and implementation of teaching-learning activities focused on improving the knowledge, the awareness and the perception of the relationship between the SDGs and the future profession of university students. Sustianability 2023, 15, 5324. [Google Scholar] [CrossRef]
- Nedeljković, M.; Visser, J.; Šavija, B.; Valcke, S.; Schlangen, E. Use of fine recycled concrete aggregates in concrete: A critical review. J. Build. Eng. 2021, 38, 102196. [Google Scholar] [CrossRef]
- Coffetti, D.; Crotti, E.; Gazzaniga, G.; Carrara, M.; Pastore, T.; Coppola, L. Pathways towards sustainable concrete. Cem. Concr. Res. 2022, 154, 106718. [Google Scholar] [CrossRef]
- Pandurangan, K.; Dayanithy, A.; Prakash, S.O. Influence of treatment methods on the bond strength of recycled aggregate concrete. Constr. Build. Mater. 2016, 120, 212–221. [Google Scholar] [CrossRef]
- Wang, J.; Zhang, J.; Cao, D.; Dang, H.; Ding, B. Comparison of recycled aggregate treatment methods on the performance for recycled concrete. Constr. Build. Mater. 2020, 234, 117366. [Google Scholar] [CrossRef]
- Amran, M.; Fediuk, R.; Abdelgader, H.S.; Murali, G.; Ozbakkaloglu, T.; Lee, Y.H.; Lee, Y.Y. Fiber-reinforced alkali-activated concrete: A review. J. Build. Eng. 2022, 45, 103638. [Google Scholar] [CrossRef]
- Sharma, R.; Jang, J.; Bansal, P.P. A comprehensive review on effects of mineral admixtures and fibers on engineering properties of ultra-high-performance concrete. J. Build. Eng. 2022, 45, 103314. [Google Scholar] [CrossRef]
- Dong, Q.; Wang, G.; Chen, X.; Tan, J.; Gu, X. Recycling of steel slag aggregate in portland cement concrete: An overview. J. Clean. Prod. 2021, 282, 124447. [Google Scholar] [CrossRef]
- Ren, P.F.; Ling, T.C.; Mo, K.H. Recent advances in artificial aggregate production. J. Clean. Prod. 2021, 291, 125215. [Google Scholar] [CrossRef]
- Li, Z.; Zhang, W.; Jin, H.; Fan, X.; Liu, J.; Xing, F.; Tang, L. Research on the durability and Sustainability of an artificial lightweight aggregate concrete made from municipal solid waste incinerator bottom ash (MSWIBA). Constr. Build. Mater. 2023, 365, 129993. [Google Scholar] [CrossRef]
- Rashad, A.M. Behavior of steel slag aggregate in mortar and concrete—A comprehensive overview. J. Build. Eng. 2022, 53, 104536. [Google Scholar] [CrossRef]
- Wang, R.; Shi, Q.; Li, Y.; Cao, Z.; Si, Z. A critical review on the use of copper slag (CS) as a substitute constituent in concrete. Constr. Build. Mater. 2021, 292, 123371. [Google Scholar] [CrossRef]
- Liu, J.; Li, Z.; Zhang, W.; Jin, H.; Xing, F.; Tang, L. The impact of cold-bonded artificial lightweight aggregates produced by municipal solid waste incineration bottom ash (MSWIBA) replace natural aggregates on the mechanical, microscopic and environmental properties, durability of sustainable concrete. J. Clean. Prod. 2022, 337, 130479. [Google Scholar] [CrossRef]
- Ho, Q.V.; Huynh, T.P. A comprehensive investigation on the impacts of steel slag aggregate on characteristics of high-performance concrete incorporating industrial by-products. J. Build. Eng. 2023, 80, 107982. [Google Scholar]
- Xue, G.; Fu, Q.; Xu, S.; Li, J. Macroscopic mechanical properties and microstructure characteristics of steel slag fine aggregate concrete. J. Build. Eng. 2022, 56, 104742. [Google Scholar] [CrossRef]
- Cheng, X.; Tian, W.; Gao, J.; Gao, Y. Performance evaluation and lifetime prediction of steel slag coarse aggregate concrete under sulfate attack. Constr. Build. Mater. 2022, 344, 128203. [Google Scholar] [CrossRef]
- Ren, Z.Y.; Li, D.S. Uniaxial compressive behavior study of normal-strength concrete using waste steel slag aggregate through laboratory tests and numerical simulation. J. Build. Eng. 2024, 85, 108720. [Google Scholar] [CrossRef]
- Gencel, O.; Karadag, O.; Oren, O.H.; Bilir, T. Steel slag and its applications in cement and concrete technology: A review. Constr. Build. Mater. 2021, 283, 122783. [Google Scholar] [CrossRef]
- Saxena, S.; Tembhurkar, A.R. Impact of use of steel slag as coarse aggregate and wastewater on fresh and hardened properties of concrete. Case Stud. Constr. Mat. 2018, 165, 126–137. [Google Scholar] [CrossRef]
- Guo, Y.; Xie, J.; Zhao, J.; Zuo, K. Utilization of unprocessed steel slag as fine aggregate in normal- and high-strength concrete. Constr. Build. Mater. 2019, 204, 41–49. [Google Scholar] [CrossRef]
- Sharba, A.A. The efficiency of steel slag and recycled concrete aggregate on the strength properties of concrete. KSCE J. Civ. Eng. 2019, 23, 4846–4851. [Google Scholar] [CrossRef]
- Lai, M.H.; Zou, J.J.; Yao, B.Y.; Ho, J.C.M.; Zhuang, X.; Wang, Q. Improving mechanical behavior and microstructure of concrete by using BOF steel slag aggregate. Constr. Build. Mater. 2021, 277, 122269. [Google Scholar] [CrossRef]
- Baalamurugan, J.; Kumar, V.G.; Chandrasekaran, S.; Balasundar, S.; Venkatraman, B.; Padmapriya, R.; Bupesh Raja, V.K. Recycling of steel slag aggregates for the development of high density concrete: Alternative & environment-friendly radiation shielding composite. Compos. Part B Eng. 2021, 216, 108885. [Google Scholar]
- Olofinnade, O.; Morawo, A.; Okedairo, O.; Kim, B. Solid waste management in developing countries: Reusing of steel slag aggregate in eco-friendly interlocking concrete paving blocks production. Case Stud. Constr. Mat. 2021, 14, e00532. [Google Scholar] [CrossRef]
- Sun, X.; Li, Y.; Wei, X.; Yu, J.; Wang, M. High contents of steel slag in the road concrete: Hydration mechanism, mechanical property and durability performance. Constr. Build. Mater. 2023, 400, 132703. [Google Scholar] [CrossRef]
- Lori, A.R.; Bayat, A.; Azimi, A. Influence of the replacement of fine copper slag aggregate on physical properties and abrasion resistance of pervious concrete. Road Mater. Pavement. 2019, 22, 835–851. [Google Scholar] [CrossRef]
- Gu, X.; Sun, W.; Ai, Y. Application of copper slag in ultra-high performance concrete. JOM 2023, 75, 1059–1067. [Google Scholar] [CrossRef]
- Rohini, I.; Padmapriya, R. Properties of bacterial copper slag concrete. Building 2023, 13, 290. [Google Scholar] [CrossRef]
- Siddique, R.; Singh, M.; Jain, M. Recycling copper slag in steel fibre concrete for sustainable construction. J. Clean. Prod. 2020, 271, 122559. [Google Scholar] [CrossRef]
- Santhosh, K.G.; Subhani, S.M.; Bahurudeen, A. Cleaner production of concrete by using industrial by-products as fine aggregate: A sustainable solution to excessive river sand mining. J. Build. Eng. 2021, 42, 102415. [Google Scholar] [CrossRef]
- Ameri, F.; Shoaei, P.; Zahedi, M.; Karimzadeh, M.; Musaeei, H.R.; Cheah, C.B. Physico-mechanical properties and micromorphology of AAS mortars containing copper slag as fine aggregate at elevated temperature. J. Build. Eng. 2021, 39, 102289. [Google Scholar] [CrossRef]
- Zhang, L.; Gong, H.; Liu, J.; Li, H. Mechanical properties and chloride penetration resistance of copper slag aggregate concrete. Fractal Fract. 2022, 6, 427. [Google Scholar] [CrossRef]
- Sharma, R.; Khan, R.A. Sulfate resistance of self compacting concrete incorporating copper slag as fine aggregates with mineral admixtures. Constr. Build. Mater. 2021, 287, 122985. [Google Scholar] [CrossRef]
- Yaswanth, K.K.; Revathy, J.; Gajalakshmi, P. Influence of copper slag on mechanical, durability and microstructural properties of GGBS and RHA blended strain hardening geopolymer composites. Constr. Build. Mater. 2022, 342, 128042. [Google Scholar] [CrossRef]
- Zalnezhad, A.; Hosseini, S.A.; Shirinabadi, R.; Korandeh, M.E. Feasibility of using copper slag as natural aggregate replacement in microsurfacing for quality enhancement: Microscopic and mechanical analysis. Constr. Build. Mater. 2022, 354, 129175. [Google Scholar] [CrossRef]
- Sheikh, E.; Mousavi, S.R.; Afshoon, I. Producing green roller compacted concrete (RCC) using fine copper slag aggregates. J. Clean. Prod. 2022, 386, 133005. [Google Scholar] [CrossRef]
- Ismail, Z.; AL-Hashmi, E.A. Reuse of waste iron as a partial replacement of sand in concrete. Waste Manag. 2008, 28, 2048–2053. [Google Scholar] [CrossRef]
- Liu, K.; Li, Y.; Wang, F.; Ren, J.; Xie, H. Modeling and experimental study of multiple factors on mechanical strength of iron sand modified cement mortars. Constr. Build. Mater. 2018, 178, 144–152. [Google Scholar] [CrossRef]
- Yeh, C.W.; Huang, M.C.; Hsu, C.W.; Hsu, U.K.; Wu, M.T.; Hsiao, C.L. Study on the mechanical property of cement-based composites with the addition of iron sand. In Proceedings of the IEEE International Conference on Applied System Innovation, Chiba, Japan, 13–17 April 2018. [Google Scholar]
- Sugito, S.; Sofia, W.A.; Hery, R. Modeling of mechanical performance from concrete made by combining iron sand and glass powder filler under hot water curing condition. Math. Probl. Eng. 2022, 9, 418. [Google Scholar] [CrossRef]
- Roslan, N.H.; Ismail, M.; Abdul-Majid, Z.; Ghoreishiamiri, S.; Muhammad, B. Performance of steel slag and steel sludge in concrete. Constr. Build. Mater. 2016, 104, 16–24. [Google Scholar] [CrossRef]
- Gómez-Casero, M.A.; Pérez-Villarejo, L.; Sánchez-Soto, P.J.; Eliche-Quesada, D. Comparative study of alkali activated cements based on metallurgical slags, in terms of technological properties developed. Sustain. Chem. Pharm. 2022, 29, 100746. [Google Scholar] [CrossRef]
- Sahu, A.; Kumar, S.; Srivastava, A.K.L.; Pratap, B. Performance of recycled aggregate concrete using copper slag as fine aggregate. J. Build. Eng. 2024, 82, 108364. [Google Scholar] [CrossRef]
- Liu, H.; Li, Q. Preparation of artificial aggregates from concrete slurry waste and waste brick masonry powder: CO2 uptake and performance evaluation. Constr. Build. Mater. 2023, 382, 131356. [Google Scholar] [CrossRef]
- Bekkeri, G.B.; Shetty, K.K.; Nayak, G. Synthesis of artifcial aggregates and their impact on performance of concrete: A review. J. Mater. Cycles Waste 2023, 25, 1988–2011. [Google Scholar] [CrossRef]
- İpek, S.; Ayodele, O.A.; Mermerdaş, K. Influence of artificial aggregate on mechanical properties, fracture parameters and bond strength of concretes. Constr. Build. Mater. 2020, 238, 117756. [Google Scholar] [CrossRef]
- GB 500164-2011; Standard for Quality Control for Concrete. China Architecture & Building Press: Beijing, China, 2011. (In Chinese)
- GB 175-2020; Common Portland Cement. Standards Press of China: Beijing, China, 2020. (In Chinese)
- JGJ 52-2006; Standard for Technical Requirements and Test Method of Sand and Crushed Stone (or Gravel) for Ordinary Concrete. China Architecture & Building Press: Beijing, China, 2006. (In Chinese)
- GB/T 25177-2010; Recycled Coarse Aggregate for Concrete. China Light Industry Press: Beijing, China, 2010. (In Chinese)
- GB/T 25176-2010; Recycled Fine Aggregate for Concrete and Mortar. Standards Press of China: Beijing, China, 2010. (In Chinese)
- He, Y.; Zeng, T.; Han, S.P.; Liu, S.B.; Xie, J.K. Effect of inert rare earth porcelain sand on sewage treatment efficiency by integrated device. Technol. Water Treat. 2019, 45, 101–105. (In Chinese) [Google Scholar]
- JGJ 55-2011; Specification for Mix Proportion Design of Ordinary Concrete. China Architecture & Building Press: Beijing, China, 2011. (In Chinese)
- GB/T 50081-2019; Standard for Test Methods of Concrete Physical and Mechanical Properties. China Architecture & Building Press: Beijing, China, 2019. (In Chinese)
- Wang, X.; Yang, X.; Ren, J.; Han, N.; Xing, F. A novel treatment method for recycled aggregate and the mechanical properties of recycled aggregate concrete. J. Mater. Res. Technol. 2021, 10, 1389–1401. [Google Scholar] [CrossRef]
- GB/T 50080-2016; Standard for Test Method of Performance on Ordinary Fresh Concrete. China Architecture & Building Press: Beijing, China, 2016. (In Chinese)
- Fonseca, N.; de Brito, J. The influence of curing conditions on the mechanical performance of concrete made with recycled concrete waste. Cem. Concr. Com. 2011, 33, 637–643. [Google Scholar] [CrossRef]
- Fiol, F.; Thomas, C.; Muñoz, C.; Ortega-López, V.; Manso, J.M. The influence of recycled aggregates from precast elements on the mechanical properties of structural self-compacting concrete. Constr. Build. Mater. 2018, 182, 309–323. [Google Scholar] [CrossRef]
- Bai, G.; Zhu, C.; Liu, C.; Liu, B. An evaluation of the recycled aggregate characteristics and the recycled aggregate concrete mechanical properties. Constr. Build. Mater. 2020, 240, 117978. [Google Scholar] [CrossRef]
- Zaetang, Y.; Sata, V.; Wongsa, A.; Chindaprasirt, P. Properties of pervious concrete containing recycled concrete block aggregate and recycled concrete aggregate. Constr. Build. Mater. 2016, 111, 15–21. [Google Scholar] [CrossRef]
- Xiao, J.; Zhang, K.; Akbarnezhad, A. Variability of stress-strain relationship for recycled aggregate concrete under uniaxial compression loading. J. Clean. Prod. 2018, 181, 753–771. [Google Scholar] [CrossRef]
- Al Ajmani, H.; Suleiman, F.; Abuzayed, I.; Tamimi, A. Evaluation of Concrete Strength Made with Recycled Aggregate. Buildings 2019, 9, 9030056. [Google Scholar] [CrossRef]
- Wang, W.; Zhang, D.; Liu, L.; Zhang, X.; Wang, Y. Study on the effect of supplementary cementitious material on the regeneration performance of waste fresh concrete. Buildings 2023, 13, 687. [Google Scholar] [CrossRef]
- Taylor, H.F.W.; Newbury, D.E. An electron microprobe study of a mature cement paste. Cem. Concr. Res. 1984, 14, 565–573. [Google Scholar] [CrossRef]
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).