
Experimental Study on the Mechanical Properties of Metallurgical Slag Aggregate Concrete and Artificial Aggregate Concrete

Abstract
:1. Introduction
2. Materials and Experimental Program
2.1. Materials
2.1.1. Cement
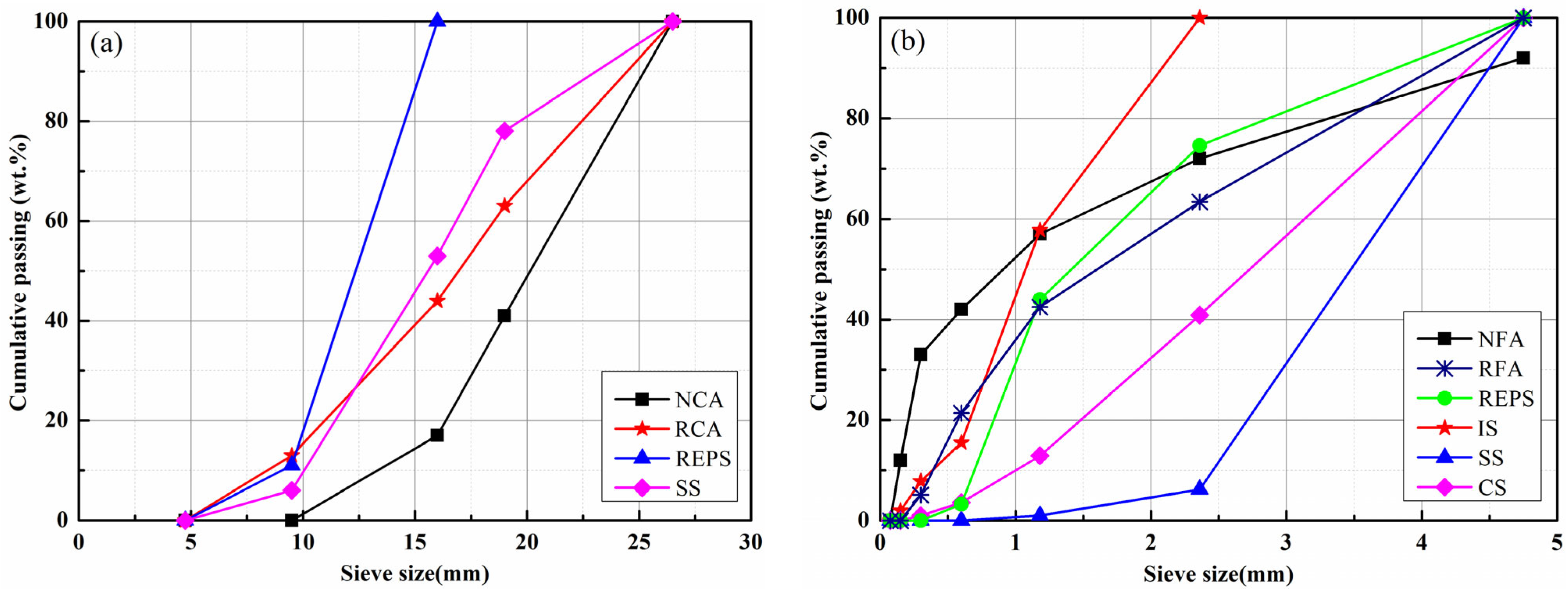
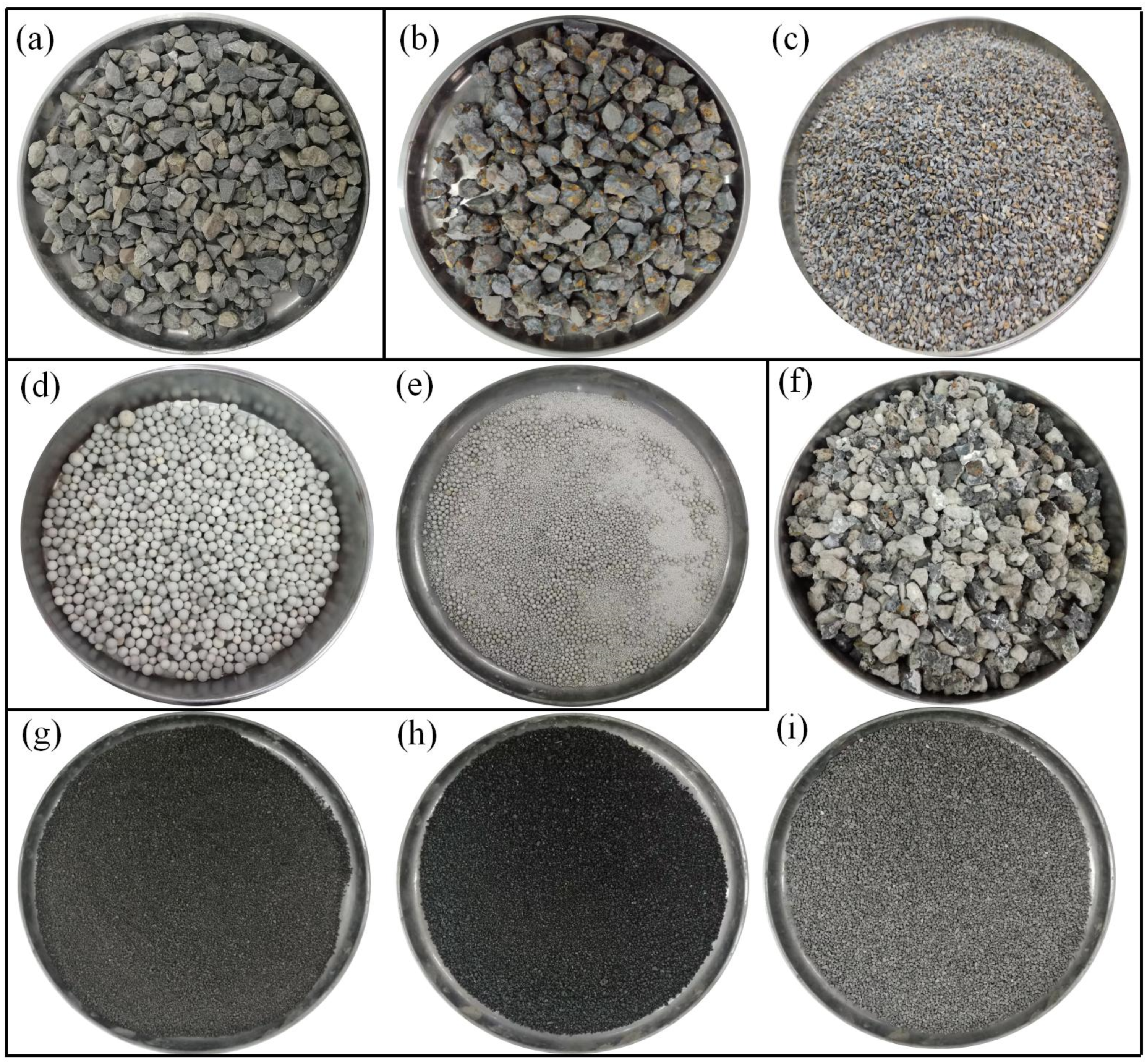
2.1.2. Natural Aggregate
2.1.3. Recycled Aggregate
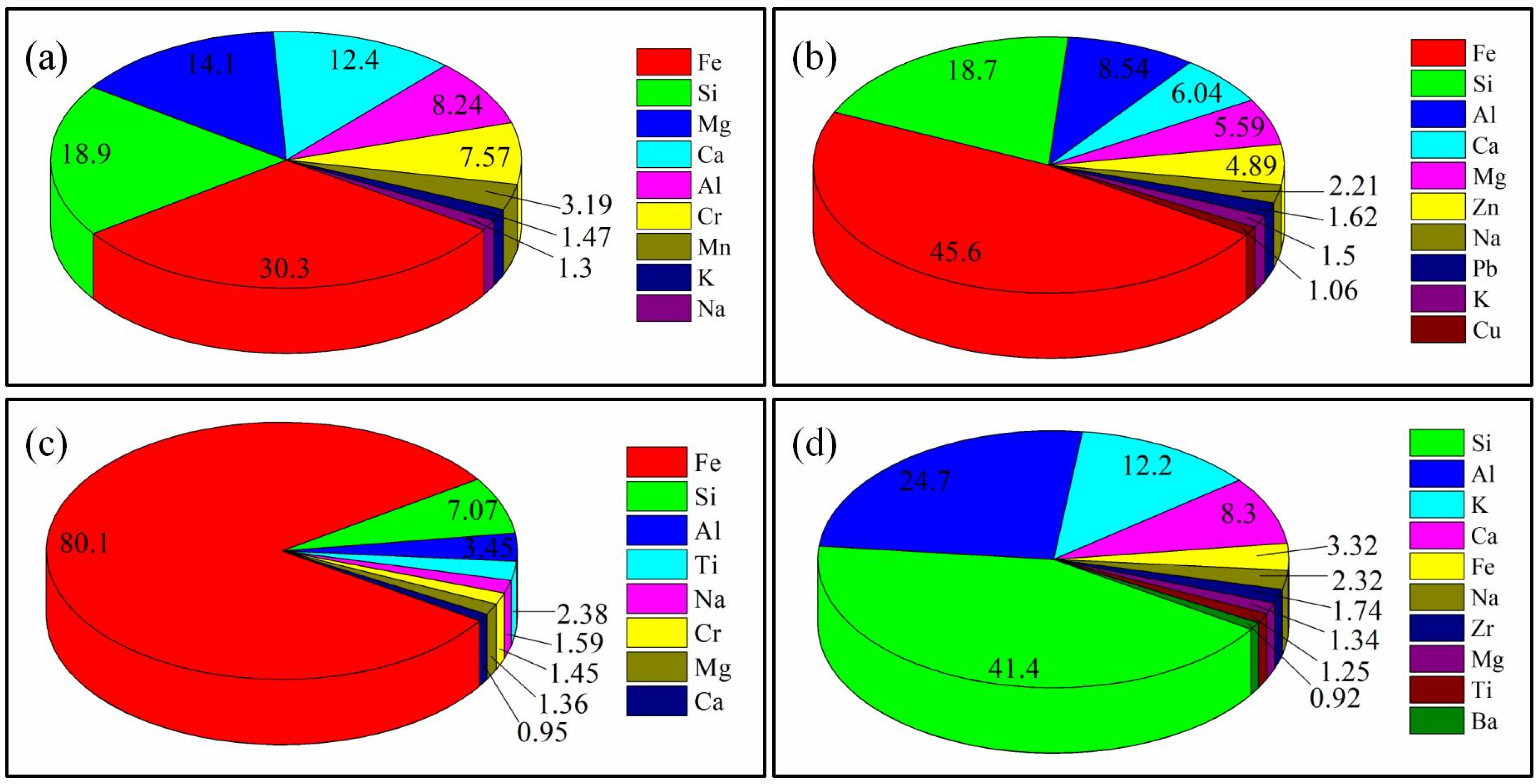
2.1.4. Metallurgical Slag Aggregate
2.1.5. Artificial Aggregate
2.2. Experimental Program
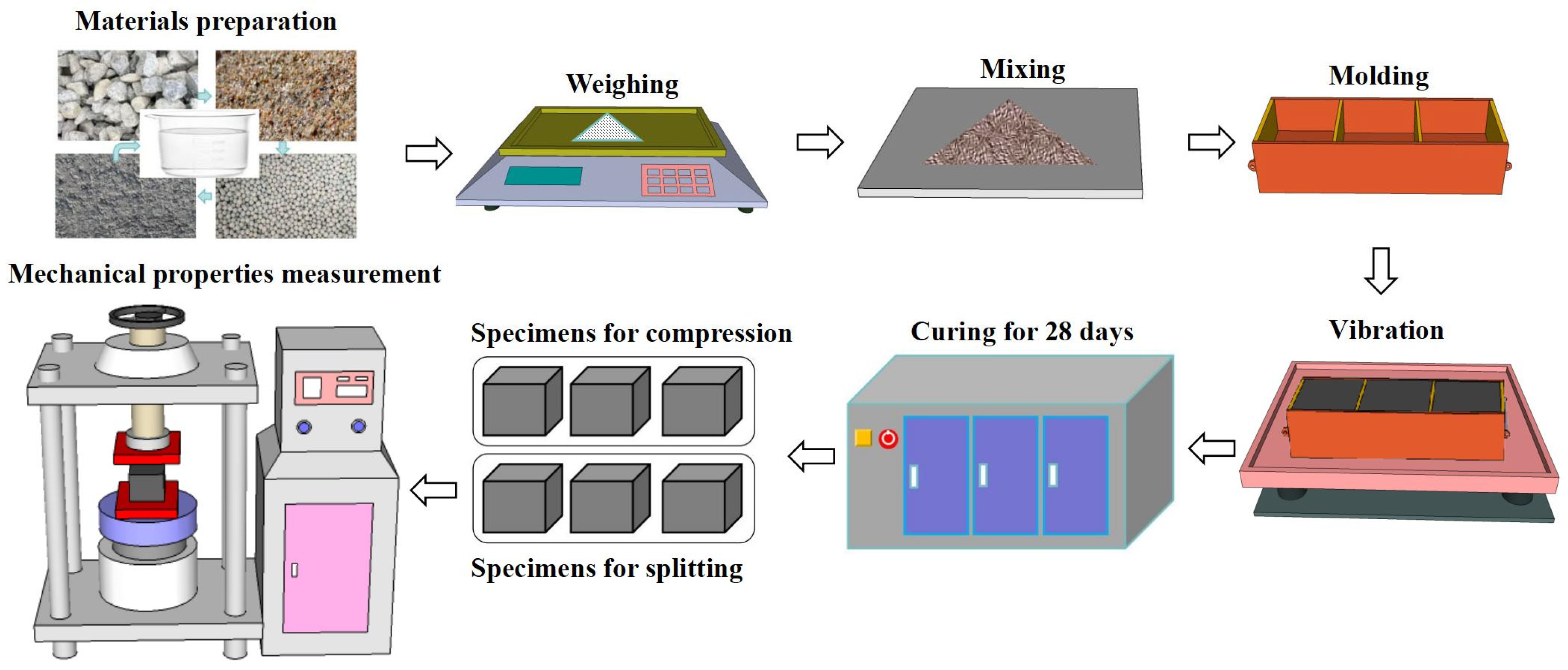
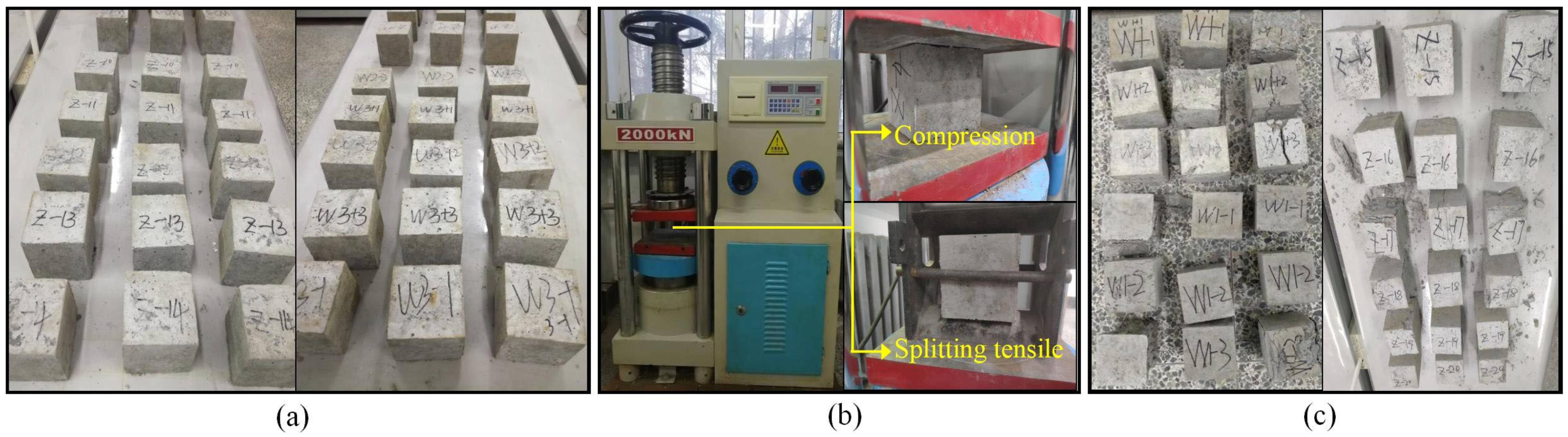
2.3. Specimen Preparation, Curing, and Testing
3. Results and Discussion
3.1. The Effect of the Replacement Ratio of CA on the Mechanical Properties of Concrete
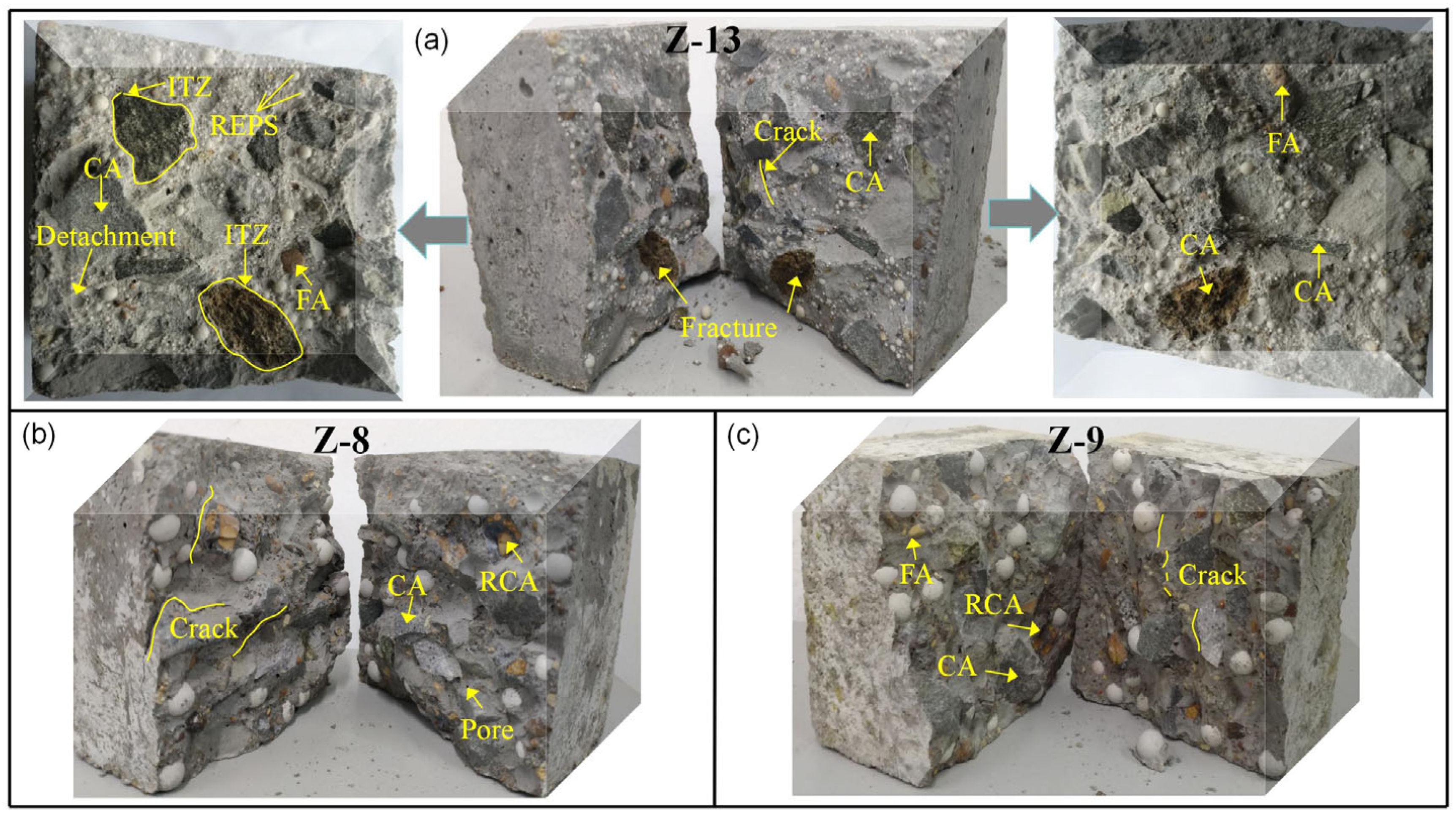
3.2. The Effect of RCA on REPS-Recycled Aggregate Concrete and SS-Recycled Aggregate Concrete
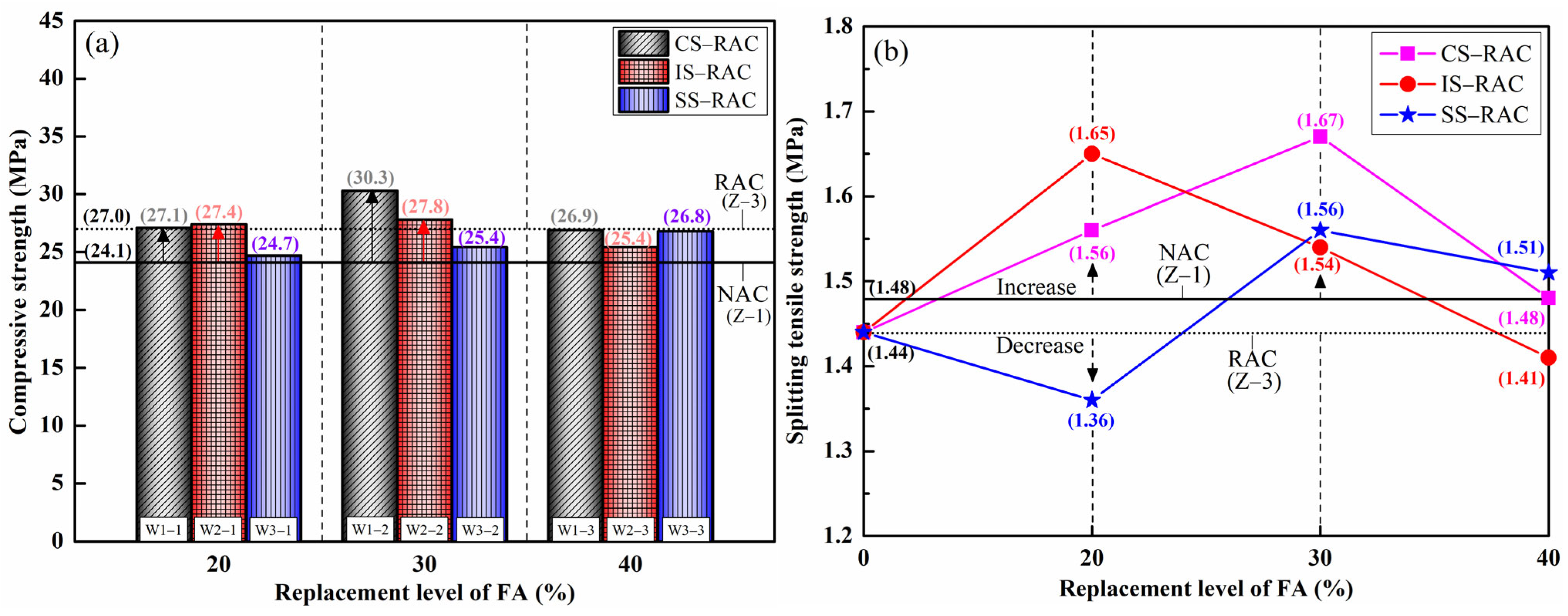
3.3. The Effect of the Replacement Level of Fine Aggregate (FA) on Concrete
3.4. The Effect of the Replacement Level of FA on RAC
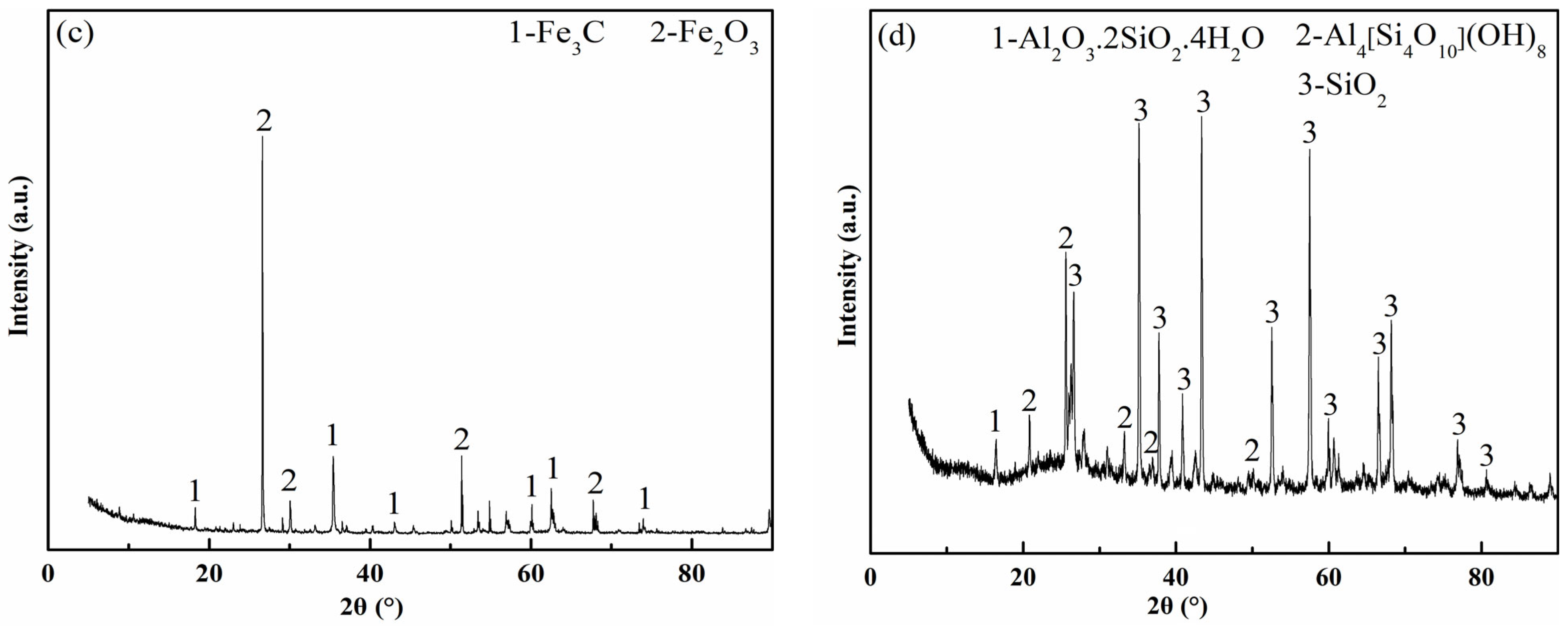
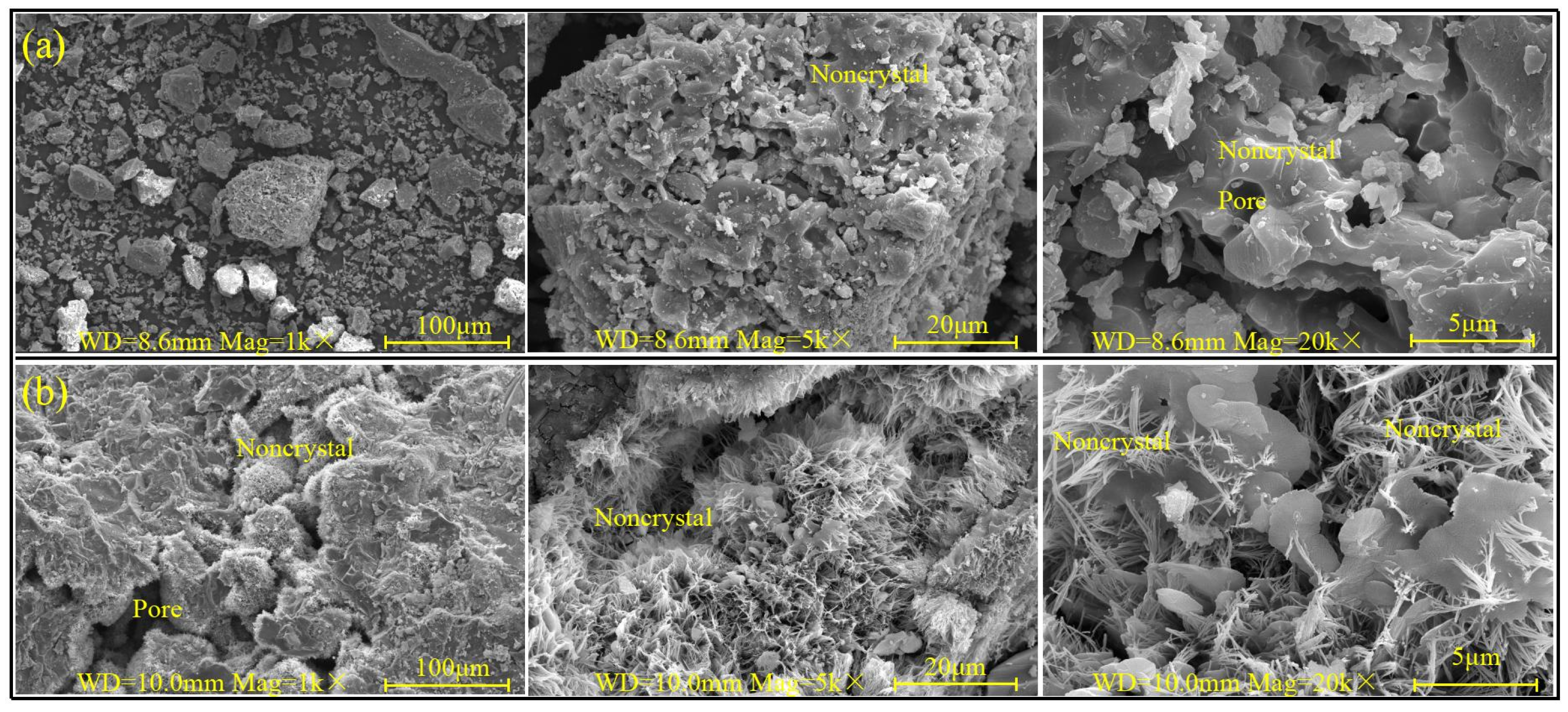
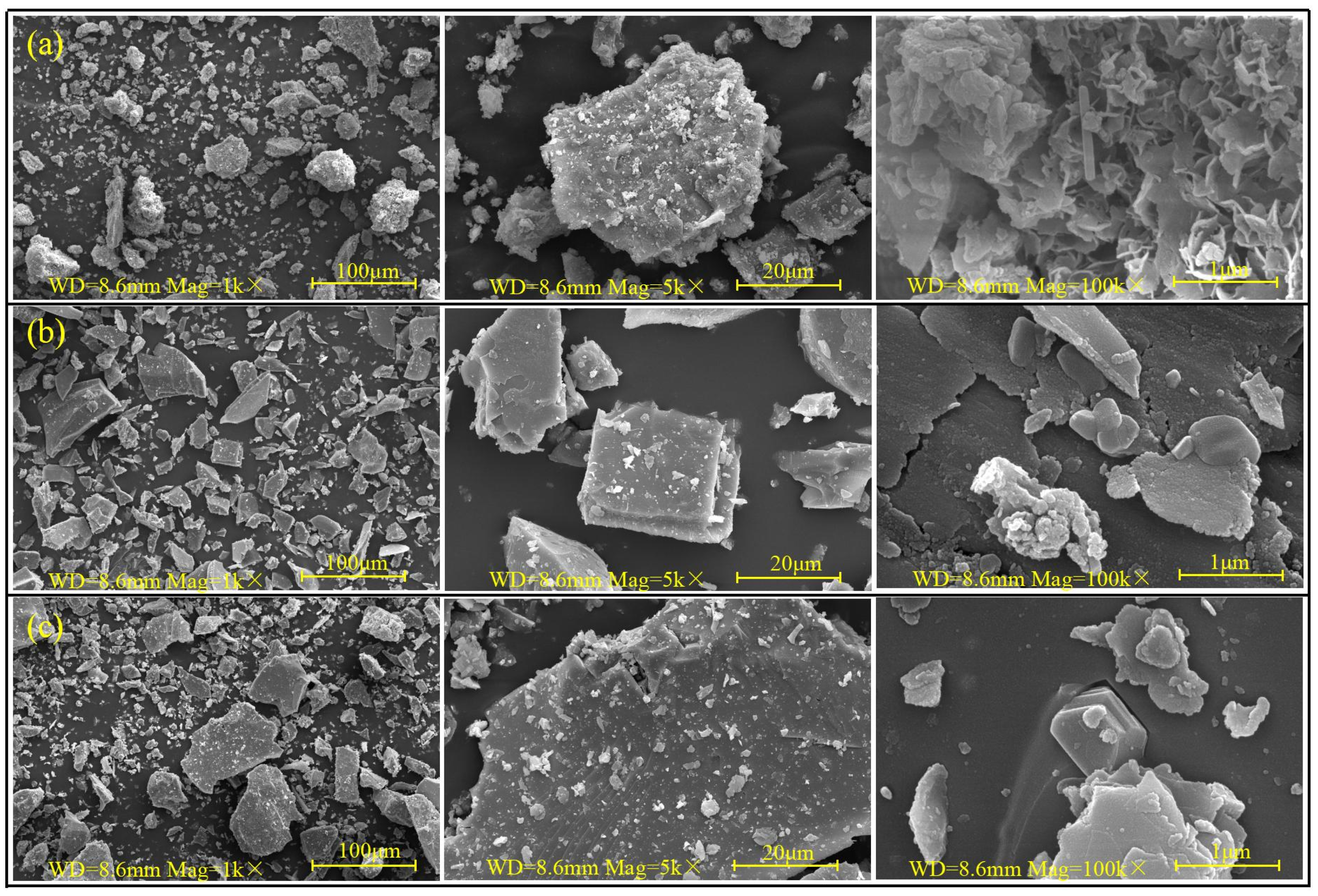
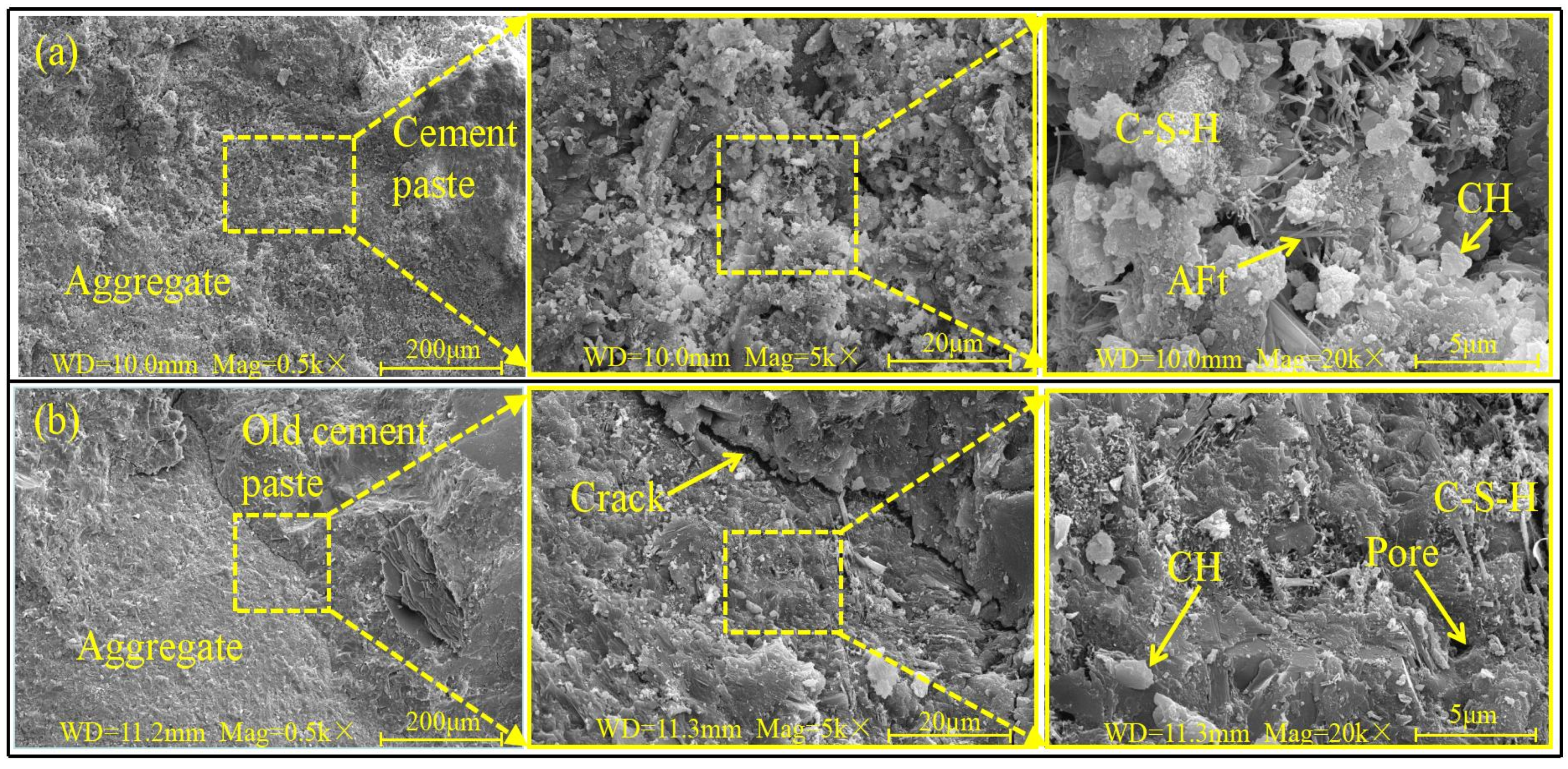
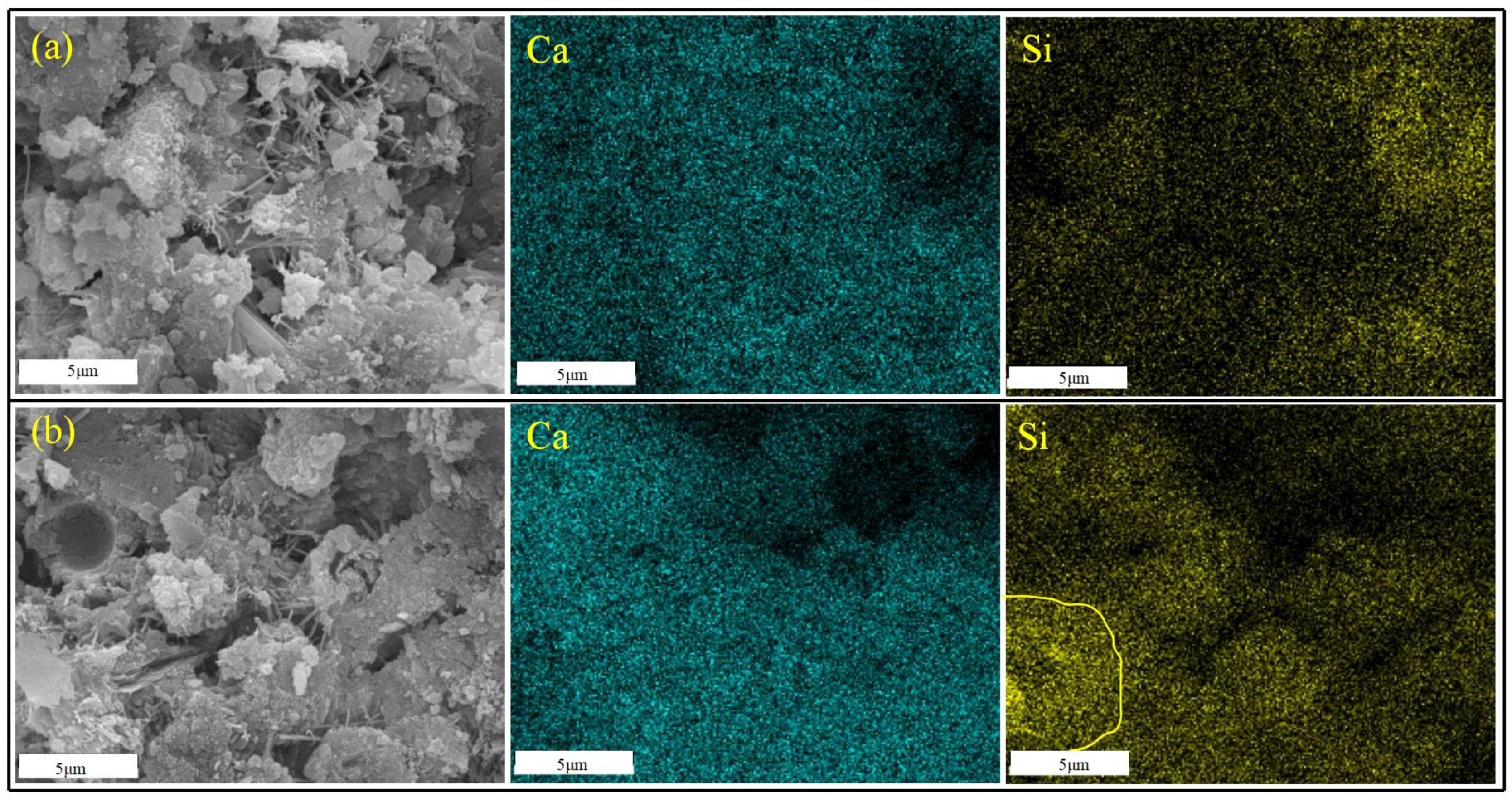
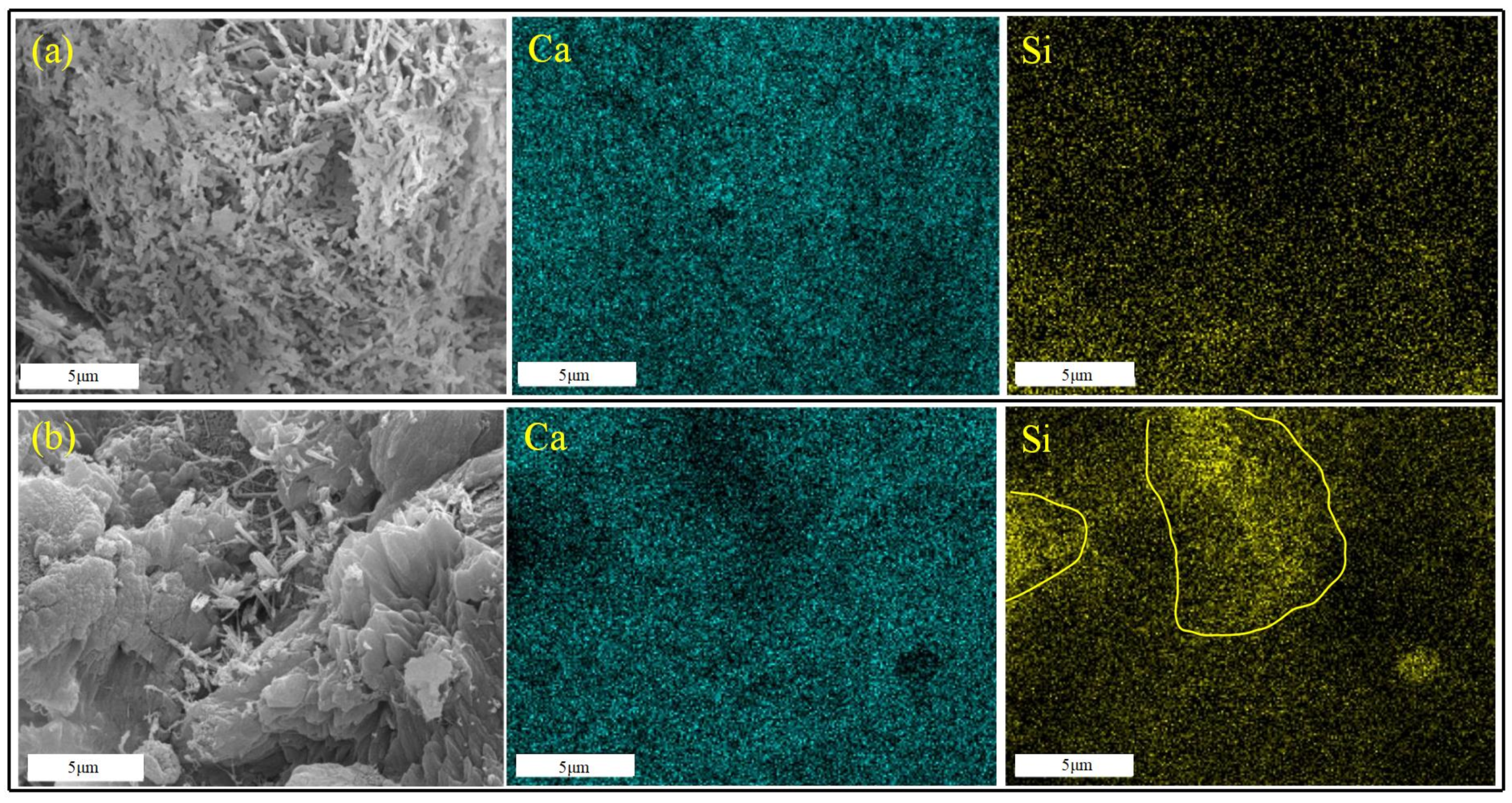
4. Microstructure Analysis
5. Conclusions
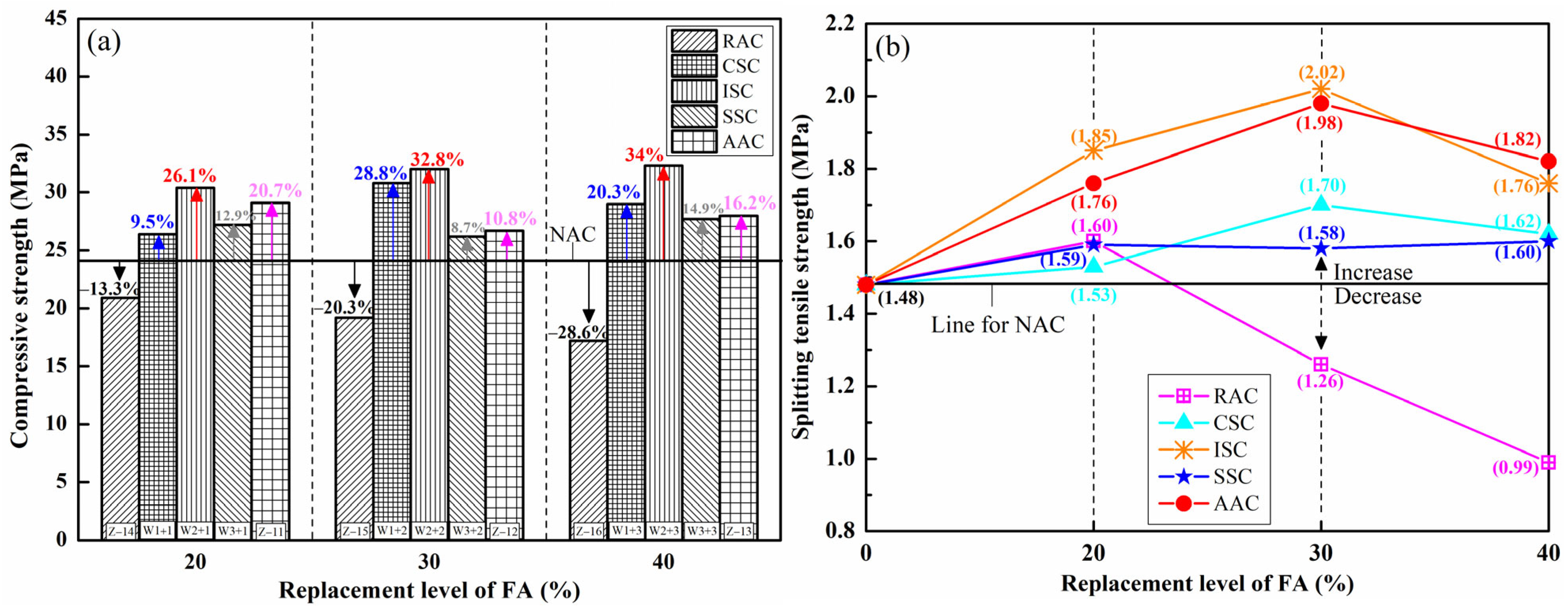
- When the FA replacement rates are set at 20%, 30%, and 40%, substituting natural fine aggregate with SS, CS, and IS enhances the mechanical properties of concrete. ISC demonstrates superior compressive and splitting tensile strengths compared with CSC and SSC. Specifically, at a 30% IS replacement rate, the compressive strength and splitting tensile strength of ISC are 32.8% and 35.6% higher than those of NAC, respectively.
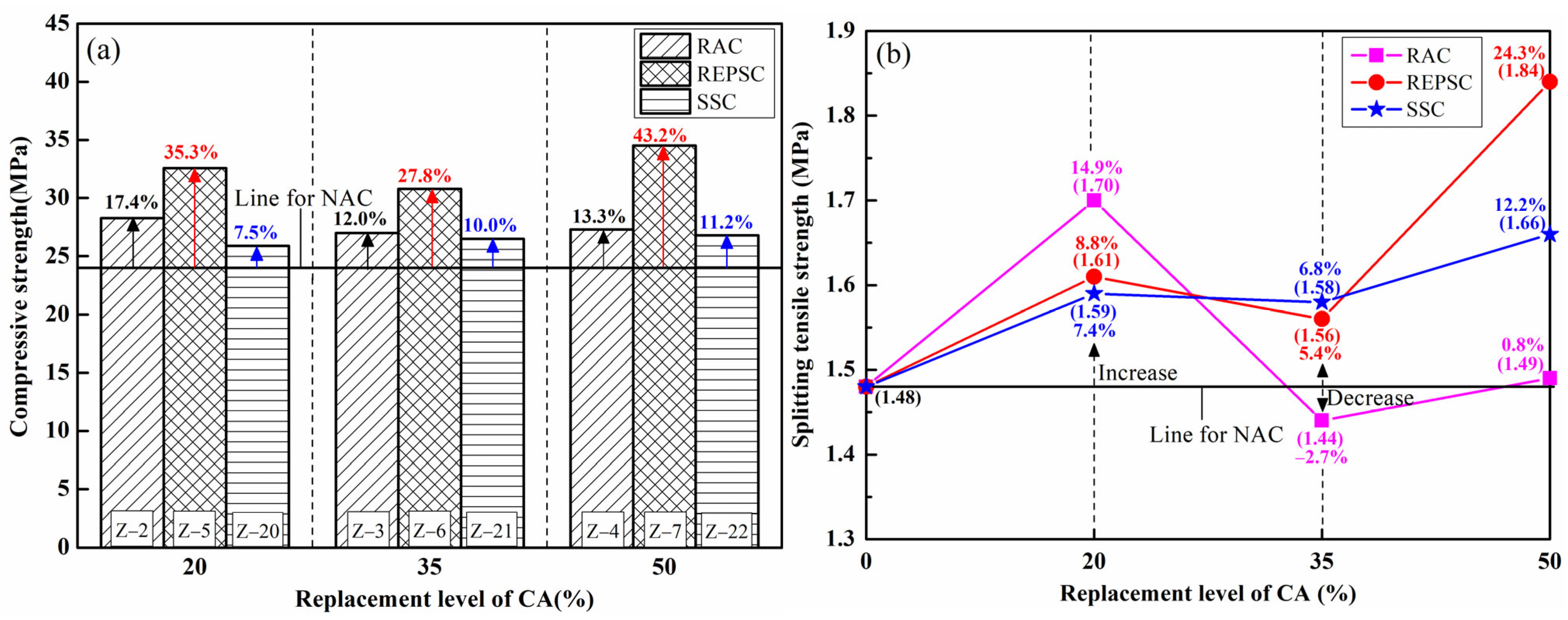
- The impact of REPS coarse aggregate on concrete compressive strength surpasses that of REPS fine aggregate, whereas REPS fine aggregate excels in enhancing splitting tensile strength. Specifically, at a 20% replacement rate of REPS as coarse aggregate, REPSC exhibits a 35.3% increase in compressive strength and an 8.8% increase in splitting tensile strength compared with NAC. Conversely, at a 20% replacement rate of REPS as fine aggregate, REPSC shows a 20.7% increase in compressive strength and an 18.9% increase in splitting tensile strength compared with NAC.
- As the replacement rate of RCA increases from 20% to 35% to 50%, the mechanical properties of RAC gradually decrease. Substituting natural aggregate with CS fine aggregate or REPS coarse aggregate improves the mechanical properties of RAC. Specifically, at a 35% replacement rate of RCA, CS-RAC (30% CS as fine aggregate) shows a 12.2% increase in compressive strength and a 16.0% increase in splitting tensile strength compared with RAC with the same replacement rate of RCA. Meanwhile, at a 50% replacement rate of RCA, REPS-RAC (REPS as coarse aggregate at a 20% replacement rate) exhibits superior mechanical properties, with a 16.8% increase in compressive strength and a 38.3% increase in splitting tensile strength compared with RAC under the same RCA replacement rate.
- Considering environmental protection and engineering costs, it is advisable to use CS or IS as fine aggregate to replace natural aggregate. For RAC, REPS coarse aggregate or CS fine aggregate can be considered as suitable alternatives.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Miller, S.A.; Horvath, A.; Monteiro, P.J.M. Impacts of booming concrete production on water resources worldwide. Nat. Sustain. 2018, 1, 69–76. [Google Scholar] [CrossRef]
- Ravikumar, D.; Zhang, D.; Keoleian, G.; Miller, S.; Sick, V.; Li, V. Carbon dioxide utilization in concrete curing or mixing might not produce a net climate benefit. Nat. Commun. 2021, 12, 855. [Google Scholar] [CrossRef]
- Oltra-Badenes, R.; Guerola-Navarro, V.; Gil-Gómez, J.-A.; Botella-Carrubi, D. Design and implementation of teaching-learning activities focused on improving the knowledge, the awareness and the perception of the relationship between the SDGs and the future profession of university students. Sustianability 2023, 15, 5324. [Google Scholar] [CrossRef]
- Nedeljković, M.; Visser, J.; Šavija, B.; Valcke, S.; Schlangen, E. Use of fine recycled concrete aggregates in concrete: A critical review. J. Build. Eng. 2021, 38, 102196. [Google Scholar] [CrossRef]
- Coffetti, D.; Crotti, E.; Gazzaniga, G.; Carrara, M.; Pastore, T.; Coppola, L. Pathways towards sustainable concrete. Cem. Concr. Res. 2022, 154, 106718. [Google Scholar] [CrossRef]
- Pandurangan, K.; Dayanithy, A.; Prakash, S.O. Influence of treatment methods on the bond strength of recycled aggregate concrete. Constr. Build. Mater. 2016, 120, 212–221. [Google Scholar] [CrossRef]
- Wang, J.; Zhang, J.; Cao, D.; Dang, H.; Ding, B. Comparison of recycled aggregate treatment methods on the performance for recycled concrete. Constr. Build. Mater. 2020, 234, 117366. [Google Scholar] [CrossRef]
- Amran, M.; Fediuk, R.; Abdelgader, H.S.; Murali, G.; Ozbakkaloglu, T.; Lee, Y.H.; Lee, Y.Y. Fiber-reinforced alkali-activated concrete: A review. J. Build. Eng. 2022, 45, 103638. [Google Scholar] [CrossRef]
- Sharma, R.; Jang, J.; Bansal, P.P. A comprehensive review on effects of mineral admixtures and fibers on engineering properties of ultra-high-performance concrete. J. Build. Eng. 2022, 45, 103314. [Google Scholar] [CrossRef]
- Dong, Q.; Wang, G.; Chen, X.; Tan, J.; Gu, X. Recycling of steel slag aggregate in portland cement concrete: An overview. J. Clean. Prod. 2021, 282, 124447. [Google Scholar] [CrossRef]
- Ren, P.F.; Ling, T.C.; Mo, K.H. Recent advances in artificial aggregate production. J. Clean. Prod. 2021, 291, 125215. [Google Scholar] [CrossRef]
- Li, Z.; Zhang, W.; Jin, H.; Fan, X.; Liu, J.; Xing, F.; Tang, L. Research on the durability and Sustainability of an artificial lightweight aggregate concrete made from municipal solid waste incinerator bottom ash (MSWIBA). Constr. Build. Mater. 2023, 365, 129993. [Google Scholar] [CrossRef]
- Rashad, A.M. Behavior of steel slag aggregate in mortar and concrete—A comprehensive overview. J. Build. Eng. 2022, 53, 104536. [Google Scholar] [CrossRef]
- Wang, R.; Shi, Q.; Li, Y.; Cao, Z.; Si, Z. A critical review on the use of copper slag (CS) as a substitute constituent in concrete. Constr. Build. Mater. 2021, 292, 123371. [Google Scholar] [CrossRef]
- Liu, J.; Li, Z.; Zhang, W.; Jin, H.; Xing, F.; Tang, L. The impact of cold-bonded artificial lightweight aggregates produced by municipal solid waste incineration bottom ash (MSWIBA) replace natural aggregates on the mechanical, microscopic and environmental properties, durability of sustainable concrete. J. Clean. Prod. 2022, 337, 130479. [Google Scholar] [CrossRef]
- Ho, Q.V.; Huynh, T.P. A comprehensive investigation on the impacts of steel slag aggregate on characteristics of high-performance concrete incorporating industrial by-products. J. Build. Eng. 2023, 80, 107982. [Google Scholar]
- Xue, G.; Fu, Q.; Xu, S.; Li, J. Macroscopic mechanical properties and microstructure characteristics of steel slag fine aggregate concrete. J. Build. Eng. 2022, 56, 104742. [Google Scholar] [CrossRef]
- Cheng, X.; Tian, W.; Gao, J.; Gao, Y. Performance evaluation and lifetime prediction of steel slag coarse aggregate concrete under sulfate attack. Constr. Build. Mater. 2022, 344, 128203. [Google Scholar] [CrossRef]
- Ren, Z.Y.; Li, D.S. Uniaxial compressive behavior study of normal-strength concrete using waste steel slag aggregate through laboratory tests and numerical simulation. J. Build. Eng. 2024, 85, 108720. [Google Scholar] [CrossRef]
- Gencel, O.; Karadag, O.; Oren, O.H.; Bilir, T. Steel slag and its applications in cement and concrete technology: A review. Constr. Build. Mater. 2021, 283, 122783. [Google Scholar] [CrossRef]
- Saxena, S.; Tembhurkar, A.R. Impact of use of steel slag as coarse aggregate and wastewater on fresh and hardened properties of concrete. Case Stud. Constr. Mat. 2018, 165, 126–137. [Google Scholar] [CrossRef]
- Guo, Y.; Xie, J.; Zhao, J.; Zuo, K. Utilization of unprocessed steel slag as fine aggregate in normal- and high-strength concrete. Constr. Build. Mater. 2019, 204, 41–49. [Google Scholar] [CrossRef]
- Sharba, A.A. The efficiency of steel slag and recycled concrete aggregate on the strength properties of concrete. KSCE J. Civ. Eng. 2019, 23, 4846–4851. [Google Scholar] [CrossRef]
- Lai, M.H.; Zou, J.J.; Yao, B.Y.; Ho, J.C.M.; Zhuang, X.; Wang, Q. Improving mechanical behavior and microstructure of concrete by using BOF steel slag aggregate. Constr. Build. Mater. 2021, 277, 122269. [Google Scholar] [CrossRef]
- Baalamurugan, J.; Kumar, V.G.; Chandrasekaran, S.; Balasundar, S.; Venkatraman, B.; Padmapriya, R.; Bupesh Raja, V.K. Recycling of steel slag aggregates for the development of high density concrete: Alternative & environment-friendly radiation shielding composite. Compos. Part B Eng. 2021, 216, 108885. [Google Scholar]
- Olofinnade, O.; Morawo, A.; Okedairo, O.; Kim, B. Solid waste management in developing countries: Reusing of steel slag aggregate in eco-friendly interlocking concrete paving blocks production. Case Stud. Constr. Mat. 2021, 14, e00532. [Google Scholar] [CrossRef]
- Sun, X.; Li, Y.; Wei, X.; Yu, J.; Wang, M. High contents of steel slag in the road concrete: Hydration mechanism, mechanical property and durability performance. Constr. Build. Mater. 2023, 400, 132703. [Google Scholar] [CrossRef]
- Lori, A.R.; Bayat, A.; Azimi, A. Influence of the replacement of fine copper slag aggregate on physical properties and abrasion resistance of pervious concrete. Road Mater. Pavement. 2019, 22, 835–851. [Google Scholar] [CrossRef]
- Gu, X.; Sun, W.; Ai, Y. Application of copper slag in ultra-high performance concrete. JOM 2023, 75, 1059–1067. [Google Scholar] [CrossRef]
- Rohini, I.; Padmapriya, R. Properties of bacterial copper slag concrete. Building 2023, 13, 290. [Google Scholar] [CrossRef]
- Siddique, R.; Singh, M.; Jain, M. Recycling copper slag in steel fibre concrete for sustainable construction. J. Clean. Prod. 2020, 271, 122559. [Google Scholar] [CrossRef]
- Santhosh, K.G.; Subhani, S.M.; Bahurudeen, A. Cleaner production of concrete by using industrial by-products as fine aggregate: A sustainable solution to excessive river sand mining. J. Build. Eng. 2021, 42, 102415. [Google Scholar] [CrossRef]
- Ameri, F.; Shoaei, P.; Zahedi, M.; Karimzadeh, M.; Musaeei, H.R.; Cheah, C.B. Physico-mechanical properties and micromorphology of AAS mortars containing copper slag as fine aggregate at elevated temperature. J. Build. Eng. 2021, 39, 102289. [Google Scholar] [CrossRef]
- Zhang, L.; Gong, H.; Liu, J.; Li, H. Mechanical properties and chloride penetration resistance of copper slag aggregate concrete. Fractal Fract. 2022, 6, 427. [Google Scholar] [CrossRef]
- Sharma, R.; Khan, R.A. Sulfate resistance of self compacting concrete incorporating copper slag as fine aggregates with mineral admixtures. Constr. Build. Mater. 2021, 287, 122985. [Google Scholar] [CrossRef]
- Yaswanth, K.K.; Revathy, J.; Gajalakshmi, P. Influence of copper slag on mechanical, durability and microstructural properties of GGBS and RHA blended strain hardening geopolymer composites. Constr. Build. Mater. 2022, 342, 128042. [Google Scholar] [CrossRef]
- Zalnezhad, A.; Hosseini, S.A.; Shirinabadi, R.; Korandeh, M.E. Feasibility of using copper slag as natural aggregate replacement in microsurfacing for quality enhancement: Microscopic and mechanical analysis. Constr. Build. Mater. 2022, 354, 129175. [Google Scholar] [CrossRef]
- Sheikh, E.; Mousavi, S.R.; Afshoon, I. Producing green roller compacted concrete (RCC) using fine copper slag aggregates. J. Clean. Prod. 2022, 386, 133005. [Google Scholar] [CrossRef]
- Ismail, Z.; AL-Hashmi, E.A. Reuse of waste iron as a partial replacement of sand in concrete. Waste Manag. 2008, 28, 2048–2053. [Google Scholar] [CrossRef]
- Liu, K.; Li, Y.; Wang, F.; Ren, J.; Xie, H. Modeling and experimental study of multiple factors on mechanical strength of iron sand modified cement mortars. Constr. Build. Mater. 2018, 178, 144–152. [Google Scholar] [CrossRef]
- Yeh, C.W.; Huang, M.C.; Hsu, C.W.; Hsu, U.K.; Wu, M.T.; Hsiao, C.L. Study on the mechanical property of cement-based composites with the addition of iron sand. In Proceedings of the IEEE International Conference on Applied System Innovation, Chiba, Japan, 13–17 April 2018. [Google Scholar]
- Sugito, S.; Sofia, W.A.; Hery, R. Modeling of mechanical performance from concrete made by combining iron sand and glass powder filler under hot water curing condition. Math. Probl. Eng. 2022, 9, 418. [Google Scholar] [CrossRef]
- Roslan, N.H.; Ismail, M.; Abdul-Majid, Z.; Ghoreishiamiri, S.; Muhammad, B. Performance of steel slag and steel sludge in concrete. Constr. Build. Mater. 2016, 104, 16–24. [Google Scholar] [CrossRef]
- Gómez-Casero, M.A.; Pérez-Villarejo, L.; Sánchez-Soto, P.J.; Eliche-Quesada, D. Comparative study of alkali activated cements based on metallurgical slags, in terms of technological properties developed. Sustain. Chem. Pharm. 2022, 29, 100746. [Google Scholar] [CrossRef]
- Sahu, A.; Kumar, S.; Srivastava, A.K.L.; Pratap, B. Performance of recycled aggregate concrete using copper slag as fine aggregate. J. Build. Eng. 2024, 82, 108364. [Google Scholar] [CrossRef]
- Liu, H.; Li, Q. Preparation of artificial aggregates from concrete slurry waste and waste brick masonry powder: CO2 uptake and performance evaluation. Constr. Build. Mater. 2023, 382, 131356. [Google Scholar] [CrossRef]
- Bekkeri, G.B.; Shetty, K.K.; Nayak, G. Synthesis of artifcial aggregates and their impact on performance of concrete: A review. J. Mater. Cycles Waste 2023, 25, 1988–2011. [Google Scholar] [CrossRef]
- İpek, S.; Ayodele, O.A.; Mermerdaş, K. Influence of artificial aggregate on mechanical properties, fracture parameters and bond strength of concretes. Constr. Build. Mater. 2020, 238, 117756. [Google Scholar] [CrossRef]
- GB 500164-2011; Standard for Quality Control for Concrete. China Architecture & Building Press: Beijing, China, 2011. (In Chinese)
- GB 175-2020; Common Portland Cement. Standards Press of China: Beijing, China, 2020. (In Chinese)
- JGJ 52-2006; Standard for Technical Requirements and Test Method of Sand and Crushed Stone (or Gravel) for Ordinary Concrete. China Architecture & Building Press: Beijing, China, 2006. (In Chinese)
- GB/T 25177-2010; Recycled Coarse Aggregate for Concrete. China Light Industry Press: Beijing, China, 2010. (In Chinese)
- GB/T 25176-2010; Recycled Fine Aggregate for Concrete and Mortar. Standards Press of China: Beijing, China, 2010. (In Chinese)
- He, Y.; Zeng, T.; Han, S.P.; Liu, S.B.; Xie, J.K. Effect of inert rare earth porcelain sand on sewage treatment efficiency by integrated device. Technol. Water Treat. 2019, 45, 101–105. (In Chinese) [Google Scholar]
- JGJ 55-2011; Specification for Mix Proportion Design of Ordinary Concrete. China Architecture & Building Press: Beijing, China, 2011. (In Chinese)
- GB/T 50081-2019; Standard for Test Methods of Concrete Physical and Mechanical Properties. China Architecture & Building Press: Beijing, China, 2019. (In Chinese)
- Wang, X.; Yang, X.; Ren, J.; Han, N.; Xing, F. A novel treatment method for recycled aggregate and the mechanical properties of recycled aggregate concrete. J. Mater. Res. Technol. 2021, 10, 1389–1401. [Google Scholar] [CrossRef]
- GB/T 50080-2016; Standard for Test Method of Performance on Ordinary Fresh Concrete. China Architecture & Building Press: Beijing, China, 2016. (In Chinese)
- Fonseca, N.; de Brito, J. The influence of curing conditions on the mechanical performance of concrete made with recycled concrete waste. Cem. Concr. Com. 2011, 33, 637–643. [Google Scholar] [CrossRef]
- Fiol, F.; Thomas, C.; Muñoz, C.; Ortega-López, V.; Manso, J.M. The influence of recycled aggregates from precast elements on the mechanical properties of structural self-compacting concrete. Constr. Build. Mater. 2018, 182, 309–323. [Google Scholar] [CrossRef]
- Bai, G.; Zhu, C.; Liu, C.; Liu, B. An evaluation of the recycled aggregate characteristics and the recycled aggregate concrete mechanical properties. Constr. Build. Mater. 2020, 240, 117978. [Google Scholar] [CrossRef]
- Zaetang, Y.; Sata, V.; Wongsa, A.; Chindaprasirt, P. Properties of pervious concrete containing recycled concrete block aggregate and recycled concrete aggregate. Constr. Build. Mater. 2016, 111, 15–21. [Google Scholar] [CrossRef]
- Xiao, J.; Zhang, K.; Akbarnezhad, A. Variability of stress-strain relationship for recycled aggregate concrete under uniaxial compression loading. J. Clean. Prod. 2018, 181, 753–771. [Google Scholar] [CrossRef]
- Al Ajmani, H.; Suleiman, F.; Abuzayed, I.; Tamimi, A. Evaluation of Concrete Strength Made with Recycled Aggregate. Buildings 2019, 9, 9030056. [Google Scholar] [CrossRef]
- Wang, W.; Zhang, D.; Liu, L.; Zhang, X.; Wang, Y. Study on the effect of supplementary cementitious material on the regeneration performance of waste fresh concrete. Buildings 2023, 13, 687. [Google Scholar] [CrossRef]
- Taylor, H.F.W.; Newbury, D.E. An electron microprobe study of a mature cement paste. Cem. Concr. Res. 1984, 14, 565–573. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Authors [Literature] | Aggregate Types | Main Findings (on the Optimal Replacement Rate) |
|---|---|---|
| Saxena & Tembhurkar (2018) [21] | SS coarse aggregate | 50% replacement of basalt aggregate with SS |
| Guo et al. (2019) [22] | SS fine aggregate | SS content of 20% |
| Sharba (2019) [23] | SS fine aggregate | Mix (25% SS and 15% recycled aggregate) |
| Lai et al. (2021) [24] | SS aggregate | 50% for CA, 30% for FA |
| Baalamurugan et al. (2021) [25] | SS aggregate | Mix (40% of slag as CA and 100% as FA) |
| Olofinnade et al. (2021) [26] | SS fine aggregate | 40% (in consideration of compressive strength) |
| Sun et al. (2023) [27] | SS coarse aggregate | SS instead of 50% gravel |
| Zhang et al. (2022) [34] | CS fine aggregate | 40% CS replace natural sand |
| Sharma & Khan (2021) [35] | CS fine aggregate | 40% CS substitution |
| Yaswanth et al. (2022) [36] | CS fine aggregate | replacement of CS by upto 40% |
| Zalnezhad et al. (2022) [37] | CS fine aggregate | 30% CS as a partial replacement of aggregate |
| Sheikh et al. (2022) [38] | CS fine aggregate | Containing 40% CS |
| Chemical Composition | SiO2 | Fe2O3 | MgO | Al2O3 | CaO | TiO2 | Cr2O3 | MnO | K2O | Na2O |
|---|---|---|---|---|---|---|---|---|---|---|
| SS | 27.3 | 21.6 | 17.1 | 10.7 | 10.3 | 0.66 | 6.08 | 2.20 | 1.09 | 1.33 |
| CS | 27.5 | 37.2 | 0.73 | 11.4 | 5.34 | 0.55 | 0.45 | 0.73 | 1.16 | 2.69 |
| IS | 11.2 | 73.9 | 1.71 | 4.88 | 0.95 | 2.79 | 1.47 | 0.25 | 0.58 | 1.65 |
| REPS | 30.8 | 1.75 | 1.59 | 30.8 | 4.71 | 0.80 | 0.07 | 0.22 | 6.45 | 2.58 |
| Specimens | Replacement Ratio | Natural Aggregate | Recycled Aggregate | Metallurgical Slag as FA | Cement (kg/m3) | Water (kg/m3) | |||
|---|---|---|---|---|---|---|---|---|---|
| (by Volume) | FA (kg/m3) | CA (kg/m3) | CA (kg/m3) | SS (kg/m3) | CS (kg/m3) | IS (kg/m3) | |||
| W1+1 | 20% | 537 | 1093 | 0 | 0 | 166 | 0 | 373 | 205 |
| W1+2 | 30% | 470 | 1093 | 0 | 0 | 248 | 0 | 373 | 205 |
| W1+3 | 40% | 403 | 1093 | 0 | 0 | 332 | 0 | 373 | 205 |
| W1-1 | 20%∣35% | 537 | 710 | 361 (35%) | 0 | 166 (20%) | 0 | 373 | 205 |
| W1-2 | 30%∣35% | 470 | 710 | 361 (35%) | 0 | 248 (30%) | 0 | 373 | 205 |
| W1-3 | 40%∣35% | 403 | 710 | 361 (35%) | 0 | 332 (40%) | 0 | 373 | 205 |
| W2+1 | 20% | 537 | 1093 | 0 | 0 | 0 | 223 | 373 | 205 |
| W2+2 | 30% | 470 | 1093 | 0 | 0 | 0 | 334 | 373 | 205 |
| W2+3 | 40% | 403 | 1093 | 0 | 0 | 0 | 446 | 373 | 205 |
| W2-1 | 20%∣35% | 537 | 710 | 361 (35%) | 0 | 0 | 223 (20%) | 373 | 205 |
| W2-2 | 30%∣35% | 470 | 710 | 361 (35%) | 0 | 0 | 334 (30%) | 373 | 205 |
| W2-3 | 40%∣35% | 403 | 710 | 361 (35%) | 0 | 0 | 446 (40%) | 373 | 205 |
| W3+1 | 20% | 537 | 1093 | 0 | 174 | 0 | 0 | 373 | 205 |
| W3+2 | 30% | 470 | 1093 | 0 | 261 | 0 | 0 | 373 | 205 |
| W3+3 | 40% | 403 | 1093 | 0 | 348 | 0 | 0 | 373 | 205 |
| W3-1 | 20%∣35% | 537 | 710 | 361 (35%) | 174 (20%) | 0 | 0 | 373 | 205 |
| W3-2 | 30%∣35% | 470 | 710 | 361 (35%) | 261 (30%) | 0 | 0 | 373 | 205 |
| W3-3 | 40%∣35% | 403 | 710 | 361 (35%) | 348 (40%) | 0 | 0 | 373 | 205 |
| Specimens | Replacement Ratio | Natural Aggregate | Recycled Concrete Aggregate | Steel Slag Aggregate | Rare Earth Porcelain Sand | Cement (kg/m3) | Water (kg/m3) | |||
|---|---|---|---|---|---|---|---|---|---|---|
| (by Volume) | FA (kg/m3) | CA (kg/m3) | FA (kg/m3) | CA (kg/m3) | CA (kg/m3) | FA (kg/m3) | CA (kg/m3) | |||
| Z-1 | 0% | 671 | 1093 | 0 | 0 | 0 | 0 | 0 | 373 | 205 |
| Z-2 | 20% | 671 | 875 | 0 | 206 | 0 | 0 | 0 | 373 | 205 |
| Z-3 | 35% | 671 | 710 | 0 | 361 | 0 | 0 | 0 | 373 | 205 |
| Z-4 | 50% | 671 | 546 | 0 | 515 | 0 | 0 | 0 | 373 | 205 |
| Z-5 | 20% | 671 | 875 | 0 | 0 | 0 | 0 | 205 | 373 | 205 |
| Z-6 | 35% | 671 | 710 | 0 | 0 | 0 | 0 | 358 | 373 | 205 |
| Z-7 | 50% | 671 | 546 | 0 | 0 | 0 | 0 | 512 | 373 | 205 |
| Z-8 | 20%∣20% | 671 | 656 | 0 | 206 (20%) | 0 | 0 | 205 (20%) | 373 | 205 |
| Z-9 | 35%∣20% | 671 | 492 | 0 | 361 (35%) | 0 | 0 | 205 (20%) | 373 | 205 |
| Z-10 | 50%∣20% | 671 | 323 | 0 | 516 (50%) | 0 | 0 | 205 (20%) | 373 | 205 |
| Z-11 | 20% | 537 | 1093 | 0 | 0 | 0 | 131 | 0 | 373 | 205 |
| Z-12 | 30% | 470 | 1093 | 0 | 0 | 0 | 197 | 0 | 373 | 205 |
| Z-13 | 40% | 403 | 1093 | 0 | 0 | 0 | 264 | 0 | 373 | 205 |
| Z-14 | 20% | 537 | 1093 | 130 | 0 | 0 | 0 | 0 | 373 | 205 |
| Z-15 | 30% | 470 | 1093 | 195 | 0 | 0 | 0 | 0 | 373 | 205 |
| Z-16 | 40% | 403 | 1093 | 260 | 0 | 0 | 0 | 0 | 373 | 205 |
| Z-17 | 20% | 671 | 875 | 0 | 0 | 269 | 0 | 0 | 373 | 205 |
| Z-18 | 35% | 671 | 710 | 0 | 0 | 471 | 0 | 0 | 373 | 205 |
| Z-19 | 50% | 671 | 546 | 0 | 0 | 673 | 0 | 0 | 373 | 205 |
| Z-20 | 20%∣20% | 671 | 656 | 0 | 206 (20%) | 269 (20%) | 0 | 0 | 373 | 205 |
| Z-21 | 35%∣20% | 671 | 492 | 0 | 361 (35%) | 269 (20%) | 0 | 0 | 373 | 205 |
| Z-22 | 50%∣20% | 671 | 323 | 0 | 516 (50%) | 269 (20%) | 0 | 0 | 373 | 205 |
| Specimens | Element (wt%) | Atom Ratio | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| C | O | Na | Mg | Al | Si | K | Ca | Fe | Si:Ca | (Al + Fe):Ca | Mg:Ca | |
| Z-1 | 30.8 | 48.4 | 0.2 | 0.3 | 1.2 | 4.1 | 0.1 | 14.6 | 0.5 | 0.28 | 0.12 | 0.02 |
| Z-4 | 27.1 | 49.5 | 0.6 | 0.2 | 1.5 | 15.9 | 0.4 | 4.5 | 0.2 | 3.53 | 0.38 | 0.04 |
| Z-13 | 27.5 | 51.3 | 0.3 | 0.2 | 1.0 | 4.4 | 0.2 | 14.7 | 0.4 | 0.30 | 0.10 | 0.01 |
| W1+3 | 31.0 | 47.5 | 0.3 | 0.3 | 0.5 | 2.1 | 0.1 | 17.1 | 1.1 | 0.12 | 0.09 | 0.02 |
| W2+3 | 33.0 | 46.4 | 0.3 | 0.3 | 2.0 | 4.9 | 0.1 | 12.1 | 0.9 | 0.40 | 0.24 | 0.02 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, X.; Gao, M.; Zhang, D.; Zhang, B.; Wang, M. Experimental Study on the Mechanical Properties of Metallurgical Slag Aggregate Concrete and Artificial Aggregate Concrete. Buildings 2024, 14, 2548. https://doi.org/10.3390/buildings14082548
Zhang X, Gao M, Zhang D, Zhang B, Wang M. Experimental Study on the Mechanical Properties of Metallurgical Slag Aggregate Concrete and Artificial Aggregate Concrete. Buildings. 2024; 14(8):2548. https://doi.org/10.3390/buildings14082548
Chicago/Turabian StyleZhang, Xueyuan, Meiling Gao, Daoming Zhang, Biao Zhang, and Mengyao Wang. 2024. "Experimental Study on the Mechanical Properties of Metallurgical Slag Aggregate Concrete and Artificial Aggregate Concrete" Buildings 14, no. 8: 2548. https://doi.org/10.3390/buildings14082548