
Recycling Marble Waste from Afghan Mining Sites as a Replacement for Cement and Sand



Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
2.1.1. Cement
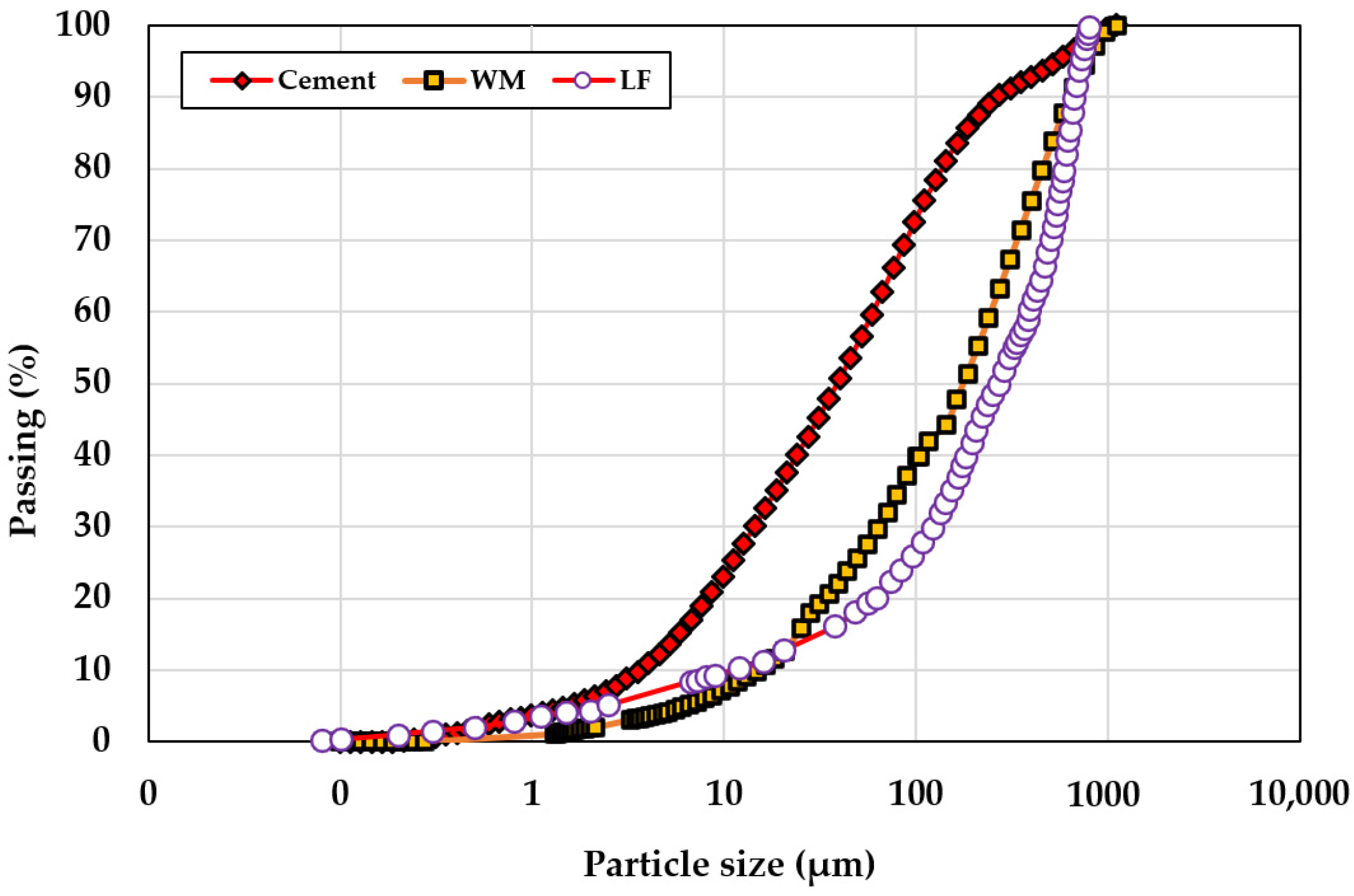
2.1.2. Waste Marble
2.1.3. Limestone Filler
2.1.4. Aggregates
2.1.5. Chemical Composition

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Components | Chemical Composition (%) | Physical Properties | ||||
|---|---|---|---|---|---|---|
| GHORI Cement | Waste Marble | Properties | Cement | Waste Marble | Limestone Fillers | |
| SiO2 | 17.63 | 2.18 | Specific gravity (g/cm2) | 2.904 | 2.70 | 2.70 |
| Al2O3 | 4.892 | 0.53 | ||||
| Fe2O3 | 2.016 | 0.04 | Specific surface area (cm2/g) | 2500 | 3894 | 3000 |
| MgO | 1.327 | 3.394 | ||||
| CaO | 63.44 | 51.21 | Consistency (%) | 0.280 | - | - |
| Na2O | 1.374 | 0.536 | Initial and final setting times (mins) | 97 | - | - |
| SO3 | 4.215 | 0.054 | 186 | - | - | |
2.1.6. Superplasticizer
2.2. Research Methodology
2.2.1. Concrete Formulation
2.2.2. Workability
2.2.3. Density and Porosity Accessible to Water
2.2.4. Gas Permeability
2.2.5. Drying Shrinkage
2.2.6. Microstructural Analysis and State of the Paste–Aggregate Interface
2.2.7. Compressive and Splitting Tensile Strengths
2.2.8. Ultrasonic Pulse Velocity (UPV) of Concrete
3. Results and Discussion
3.1. Effects of Waste Marble and Limestone Filler Addition on the Physical Properties of Concrete
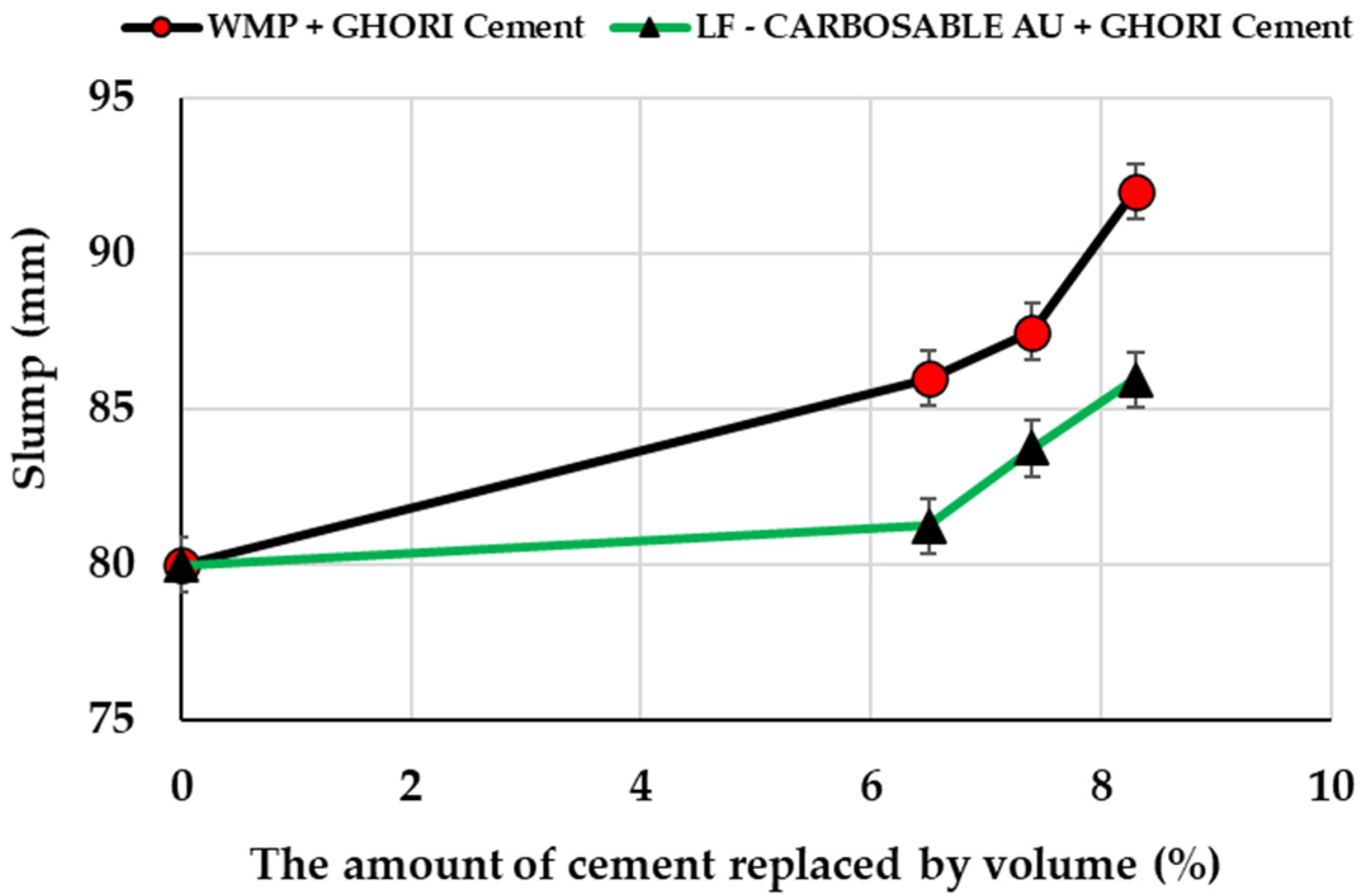
3.1.1. Workability
3.1.2. Dry Density
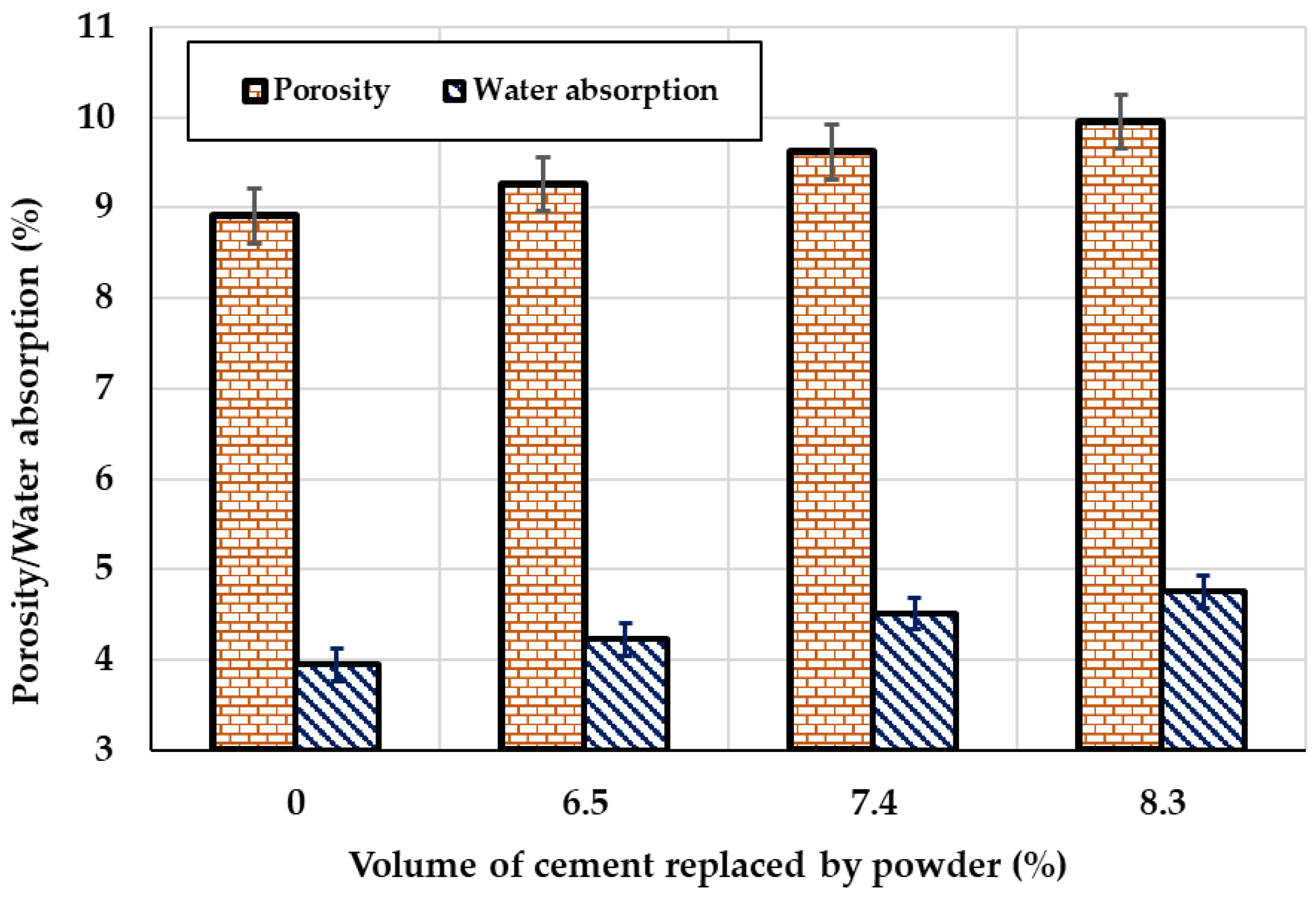
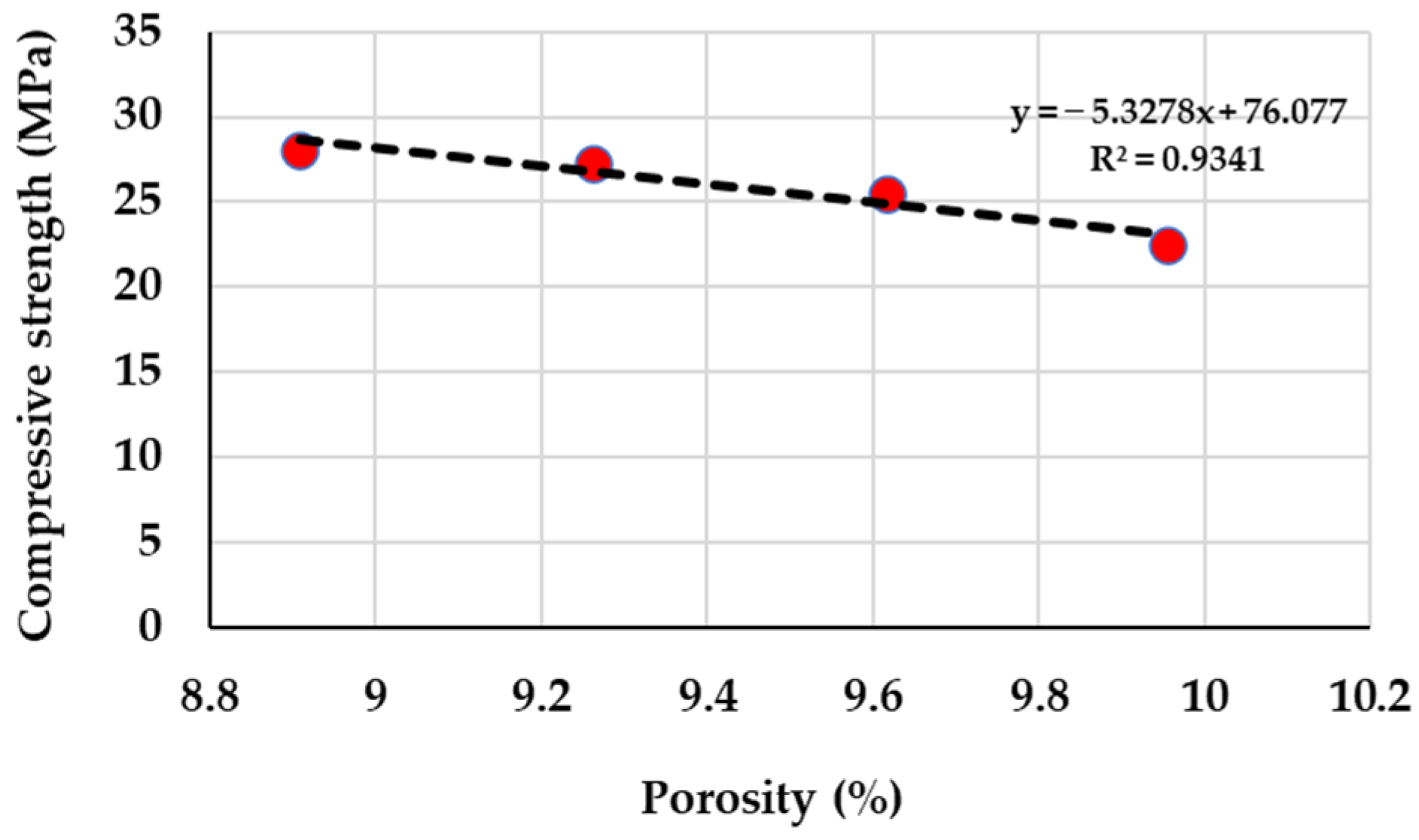
3.1.3. Water Absorption and Porosity
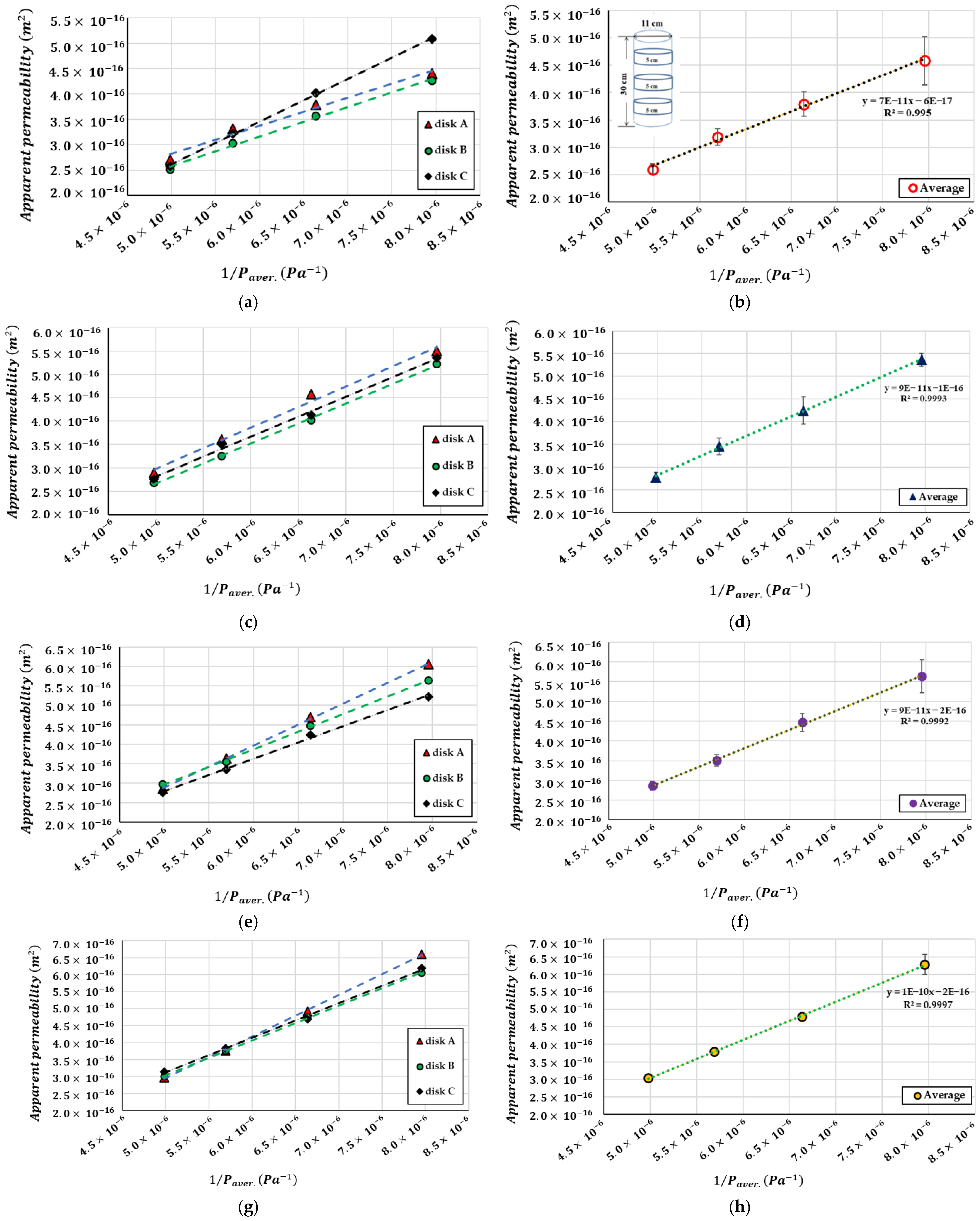
3.1.4. Gas Permeability
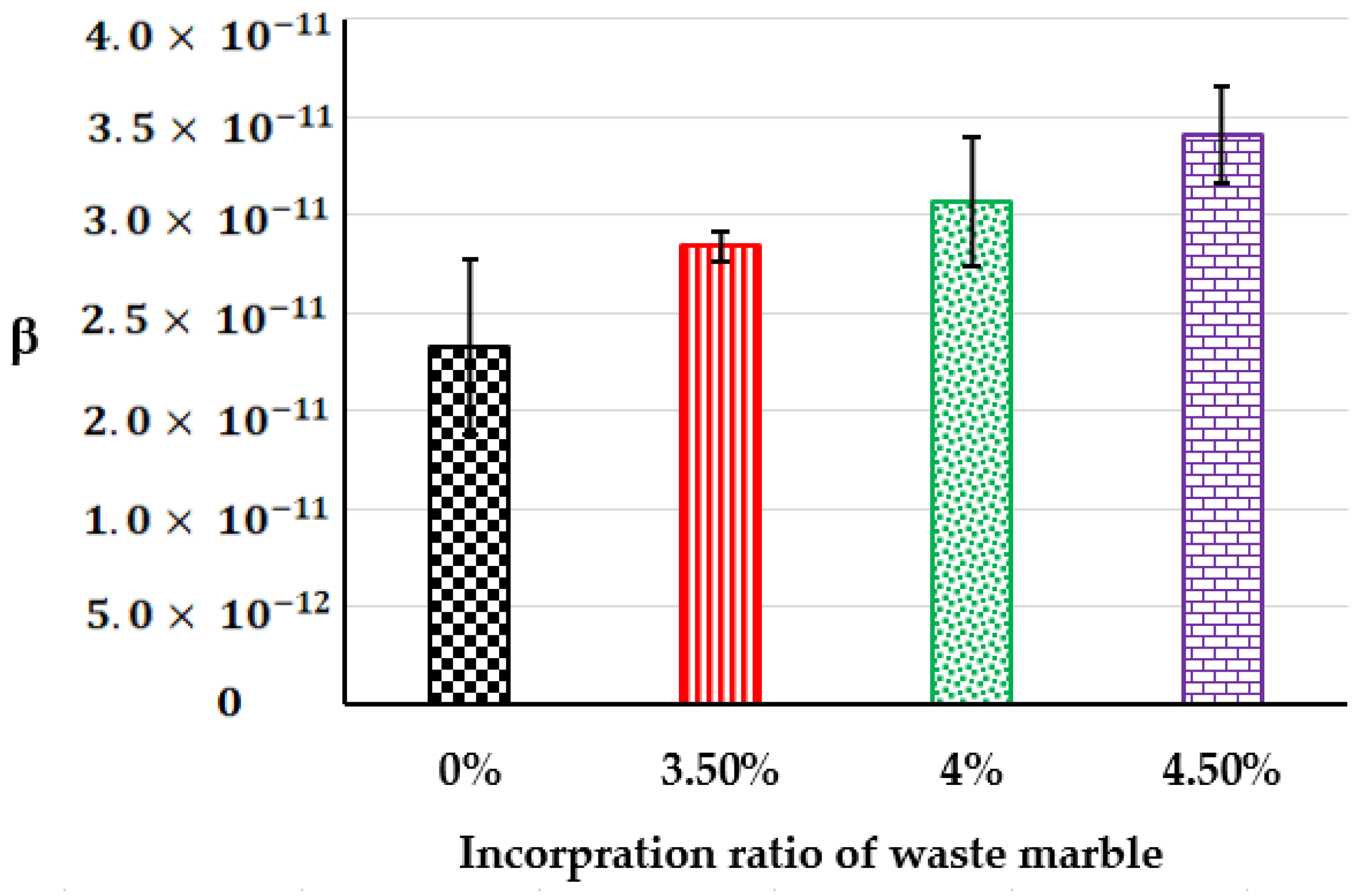
- The Klingenberg coefficient varied. Some authors associate it with the average pore diameter, suggesting that its reduction may reflect a decrease in the size of the pores. Indeed, ref. [35] related the Klingenberg coefficient to the mean pore diameter by considering the viscosity of the gas, , where μ is the viscosity of the gas, R is the ideal gas constant, T is the absolute temperature, c is a constant close to 1, and M is the molecular mass of the gas. Other studies have shown that the Klingenberg coefficient strongly depends on the degree of saturation of the concrete [33]. The results obtained in this study are attributed to the utilization of marble waste.
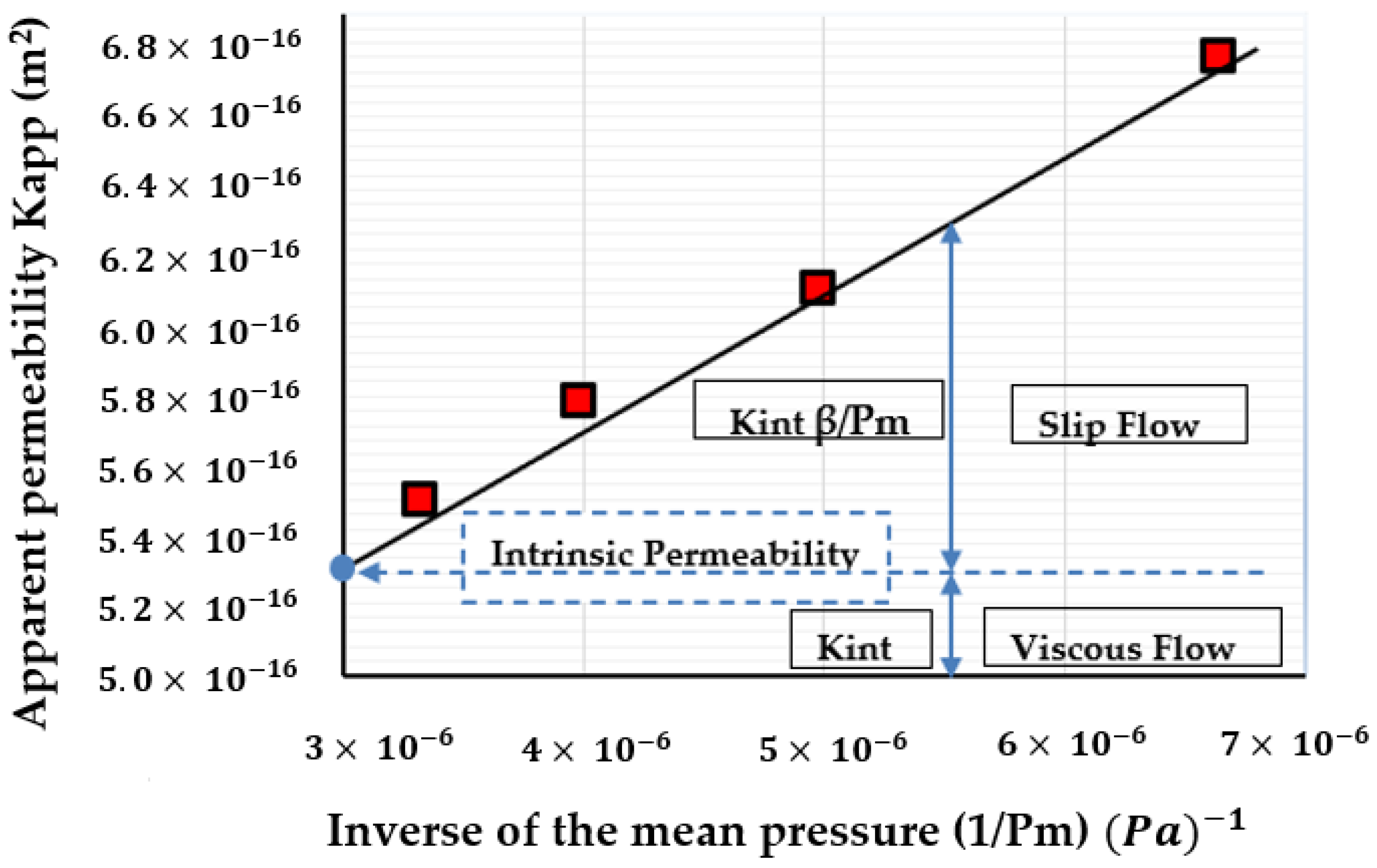
- The experimental values of the intrinsic permeability, Kint, determined using the Klingenberg method, are illustrated in Figure 11. It can be seen that the intrinsic permeability is affected by the introduction of waste marble (Figure 11). Kint increases with incorporation rates above 4% waste marble, but the change is not significant compared to the reference.
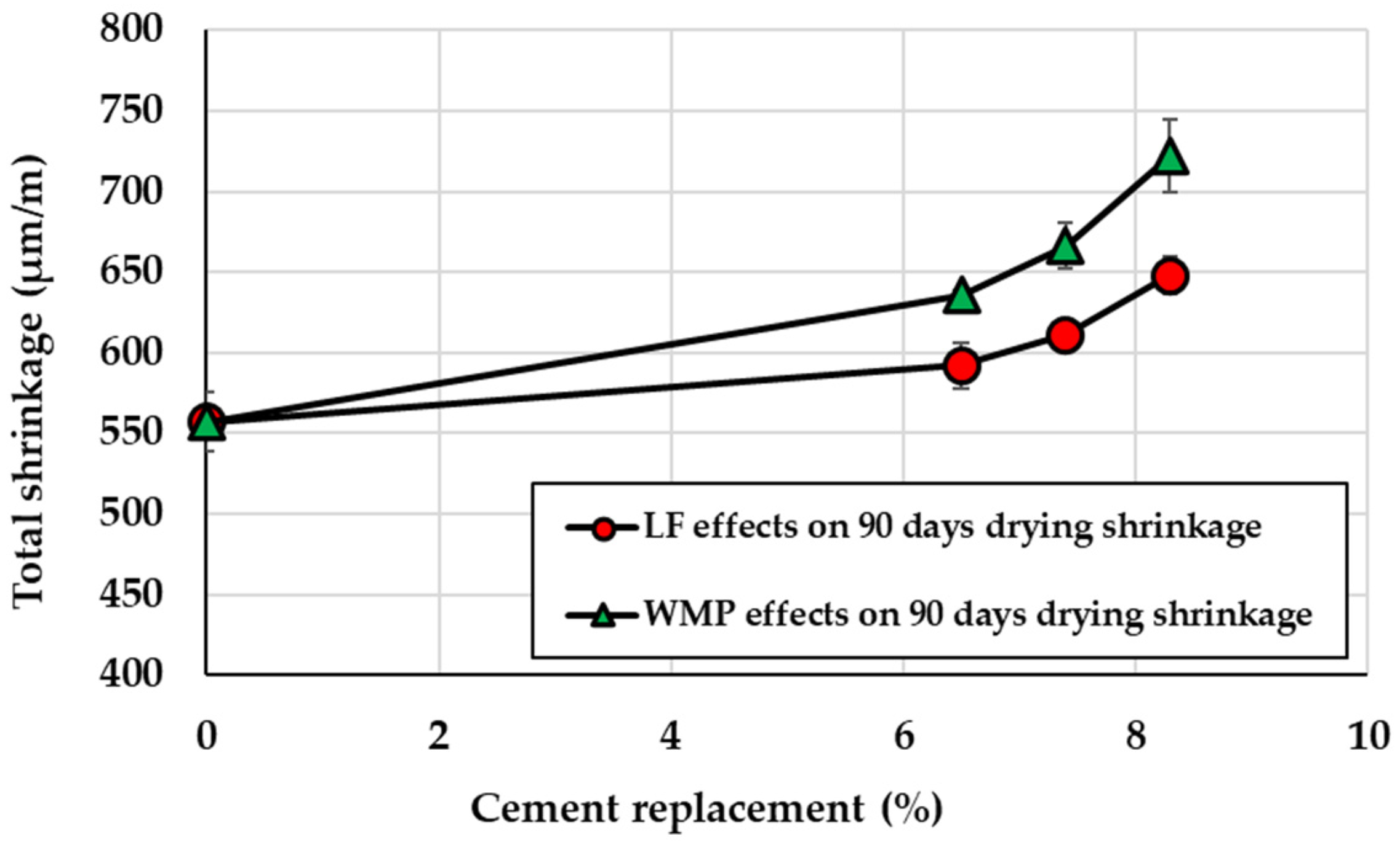
3.1.5. Drying Shrinkage
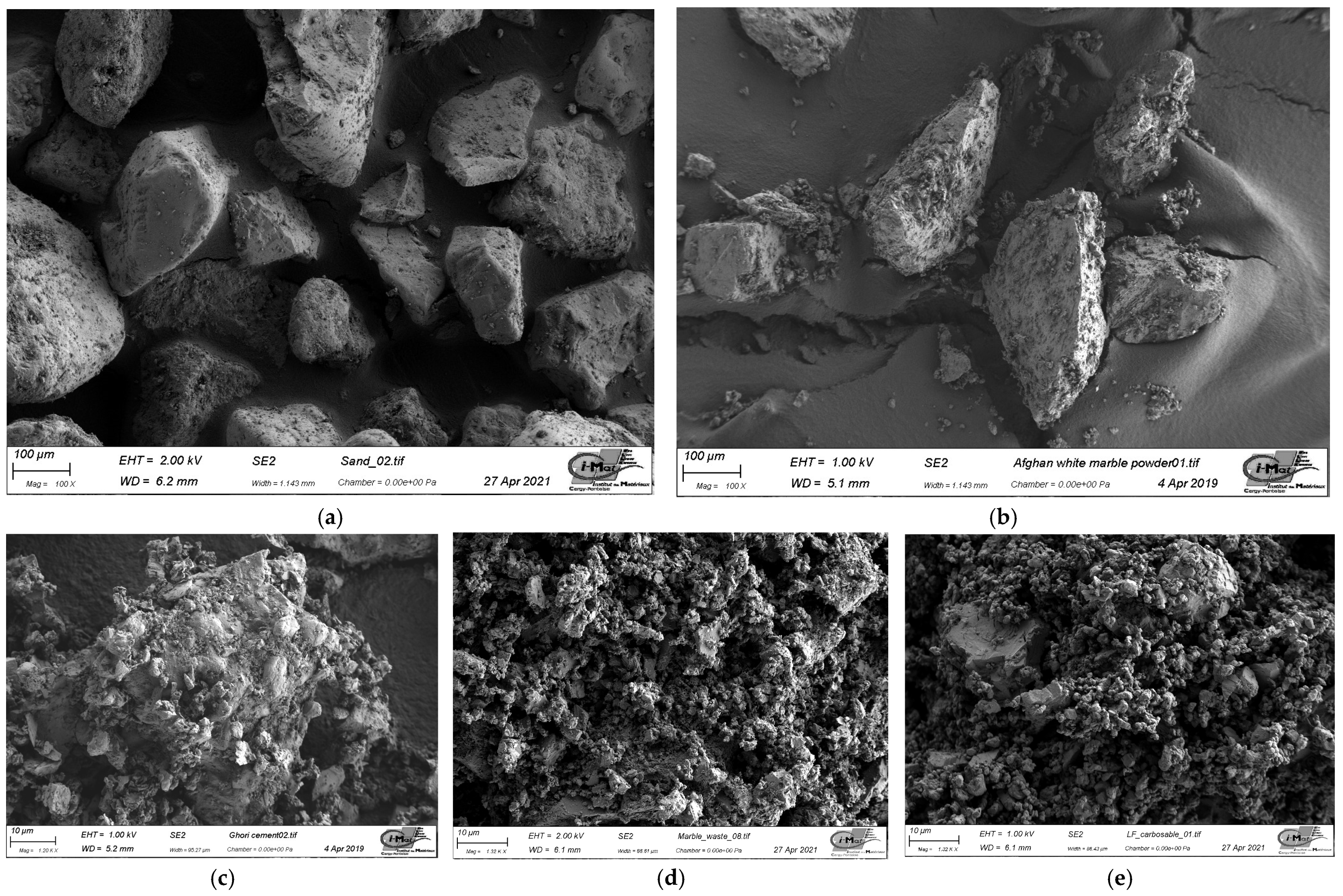
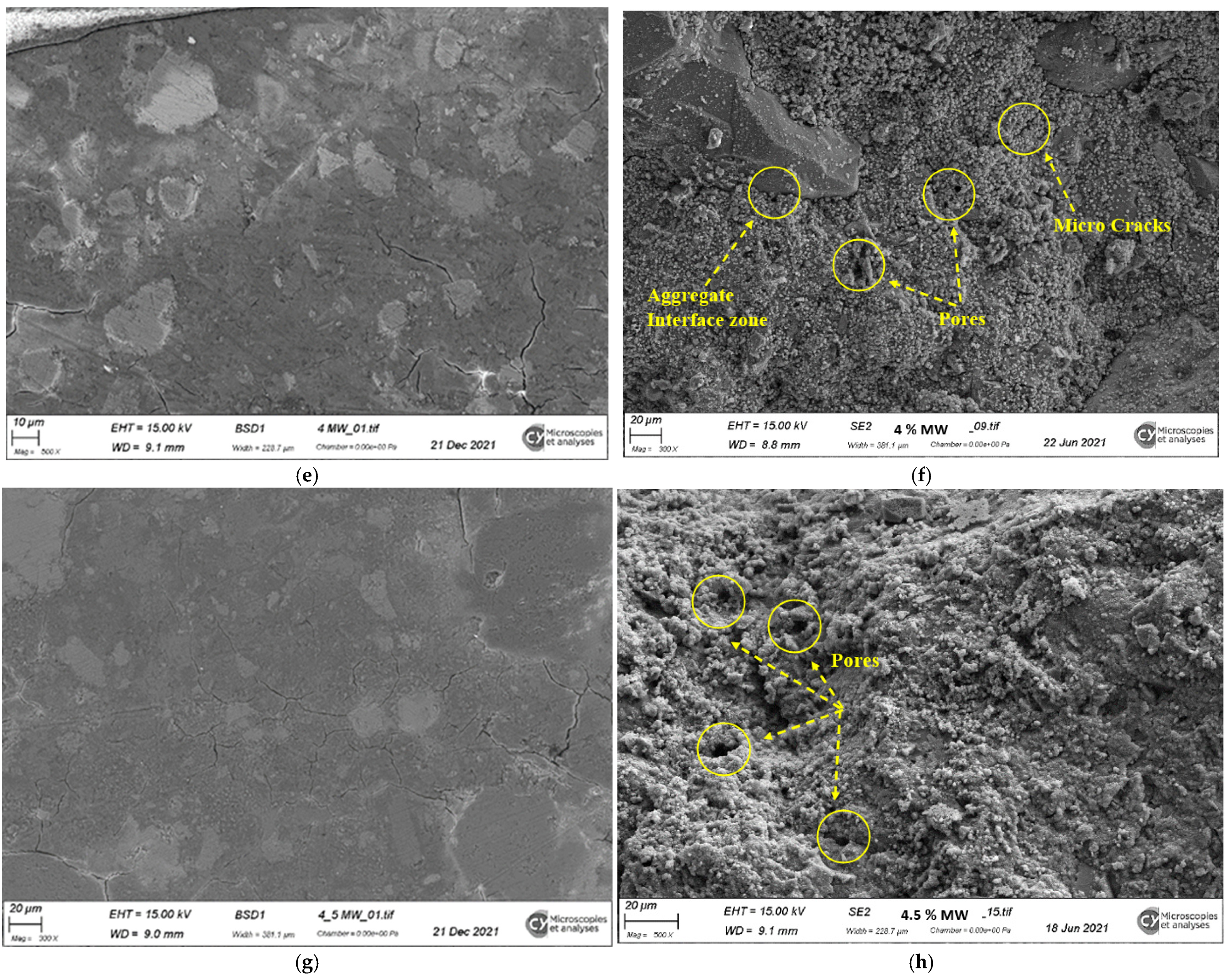
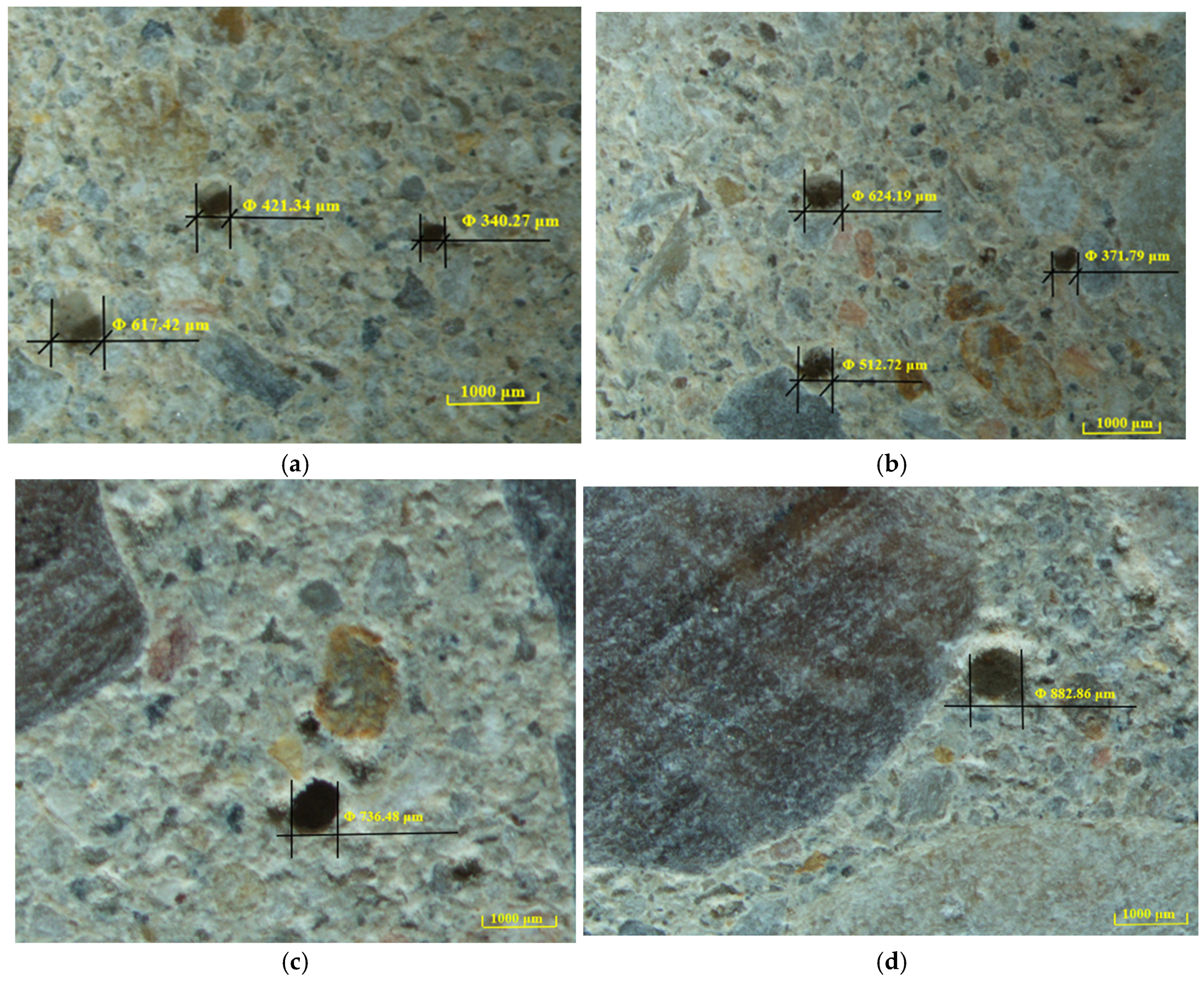
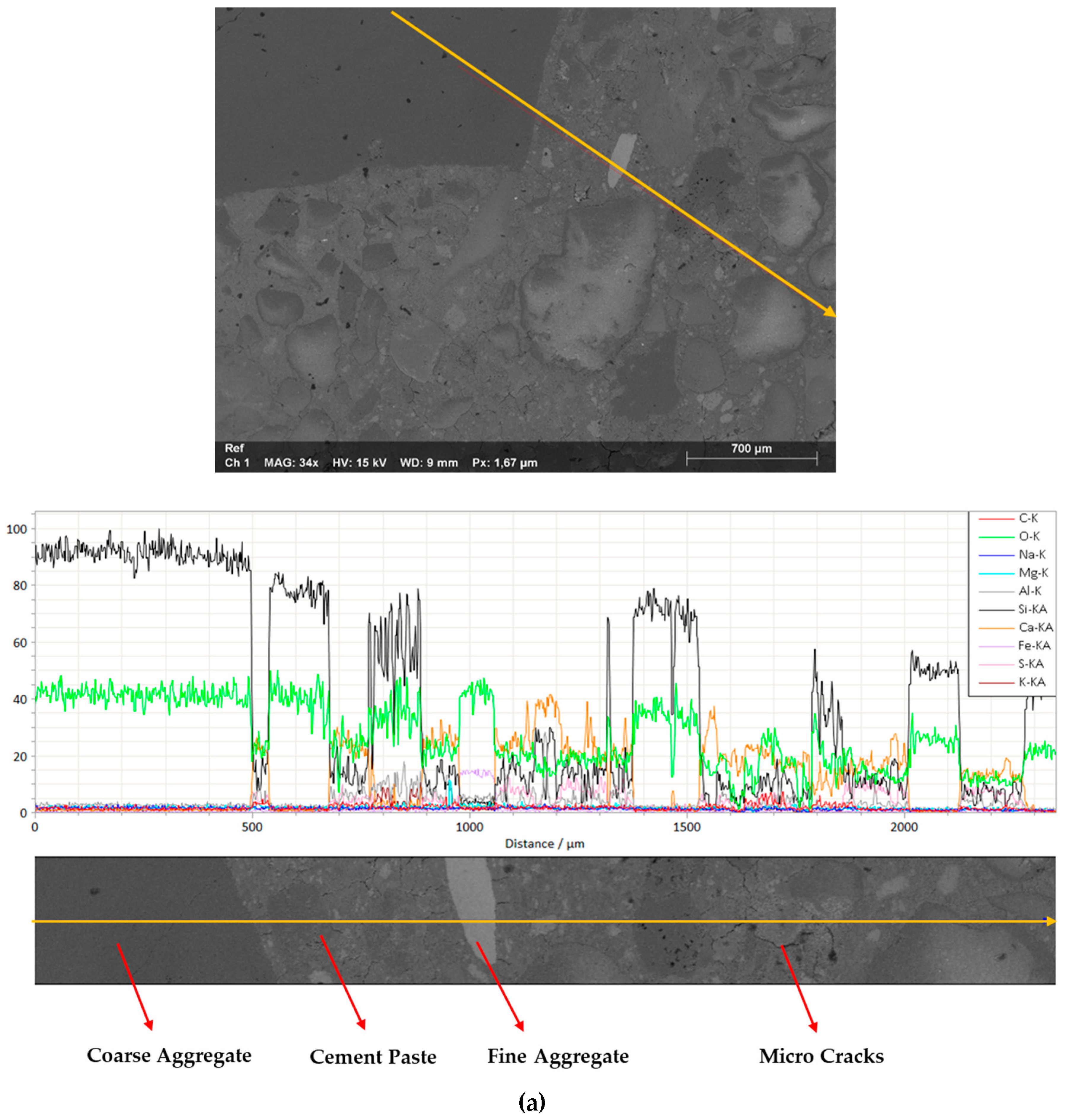
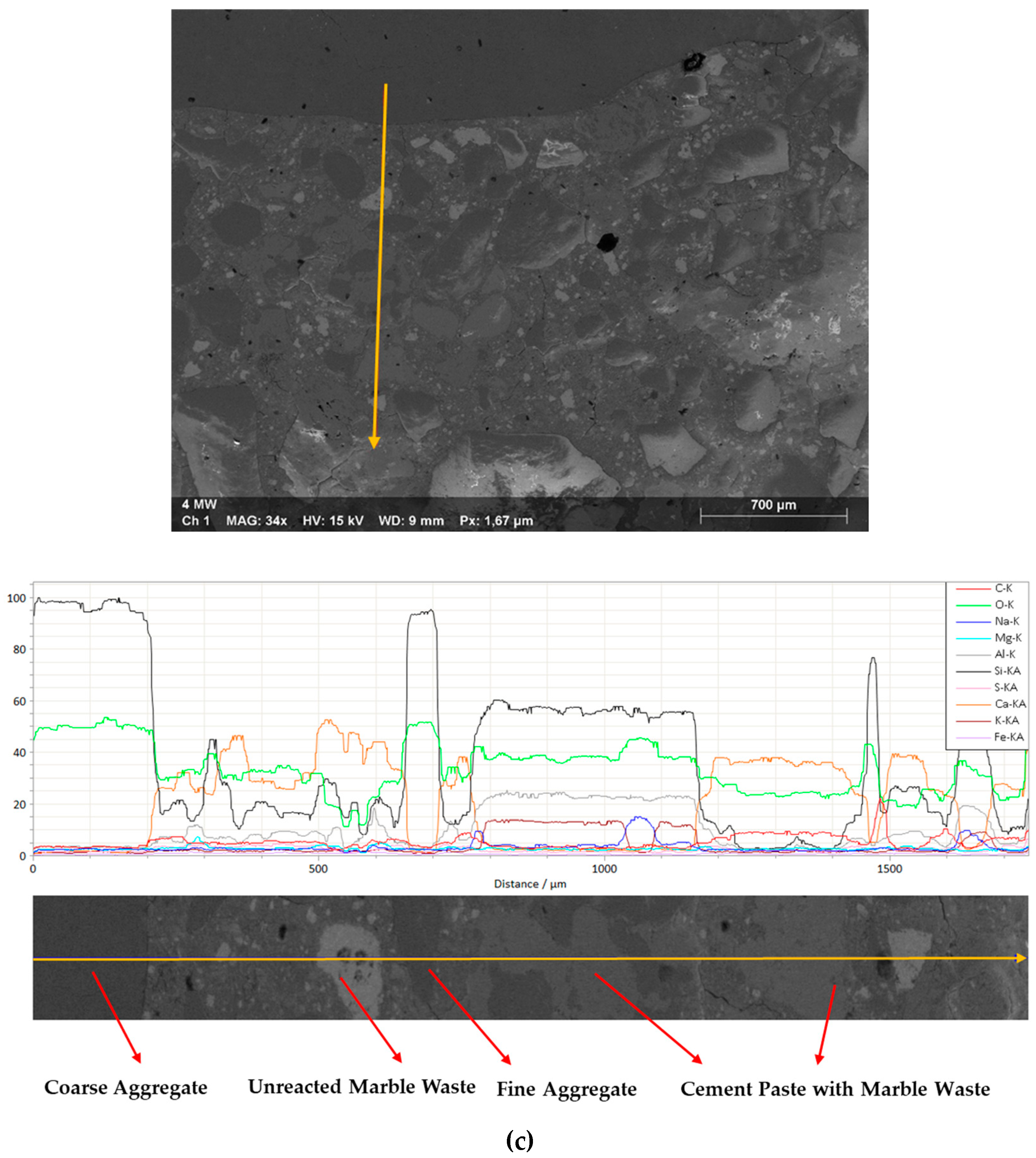
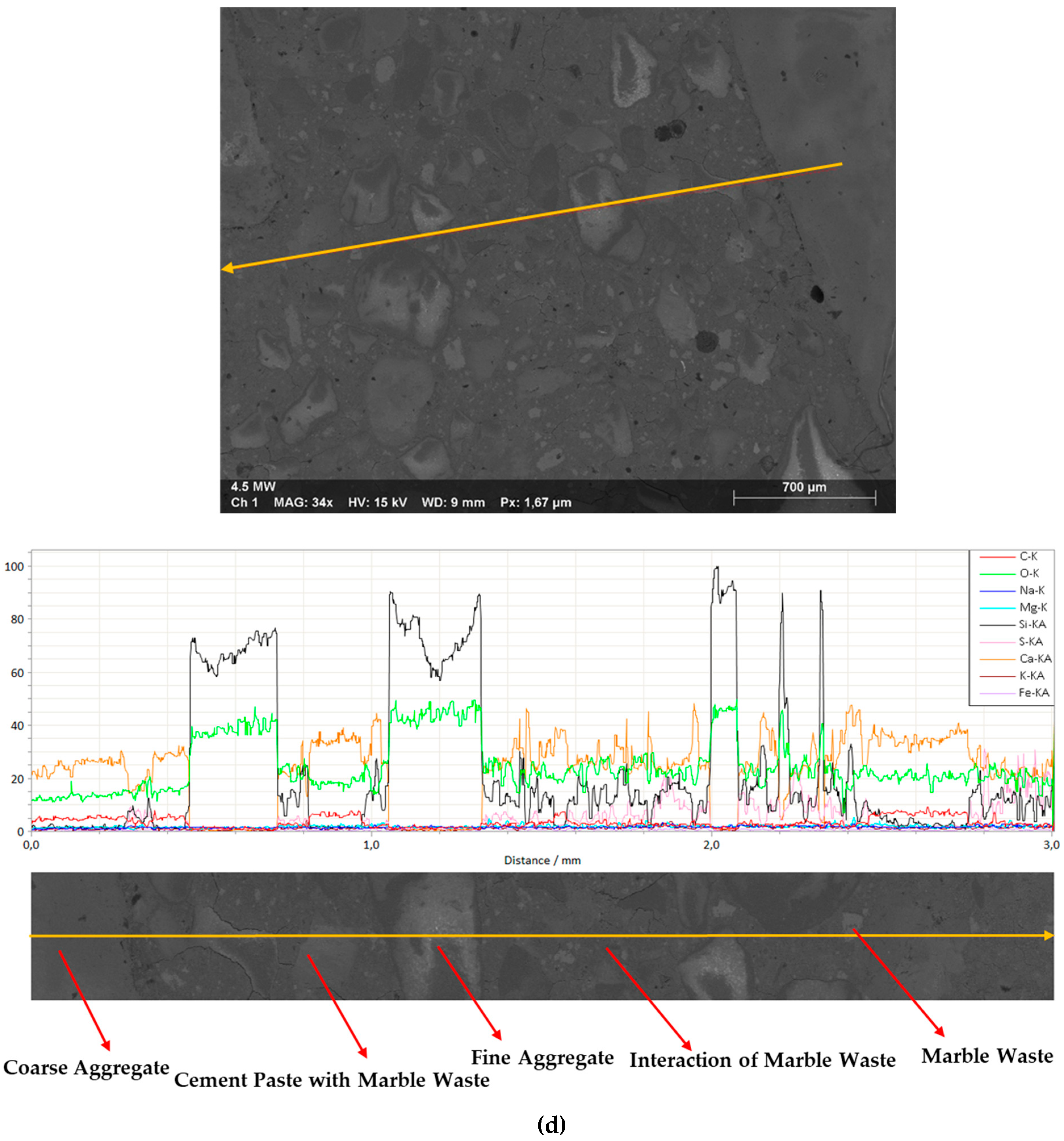
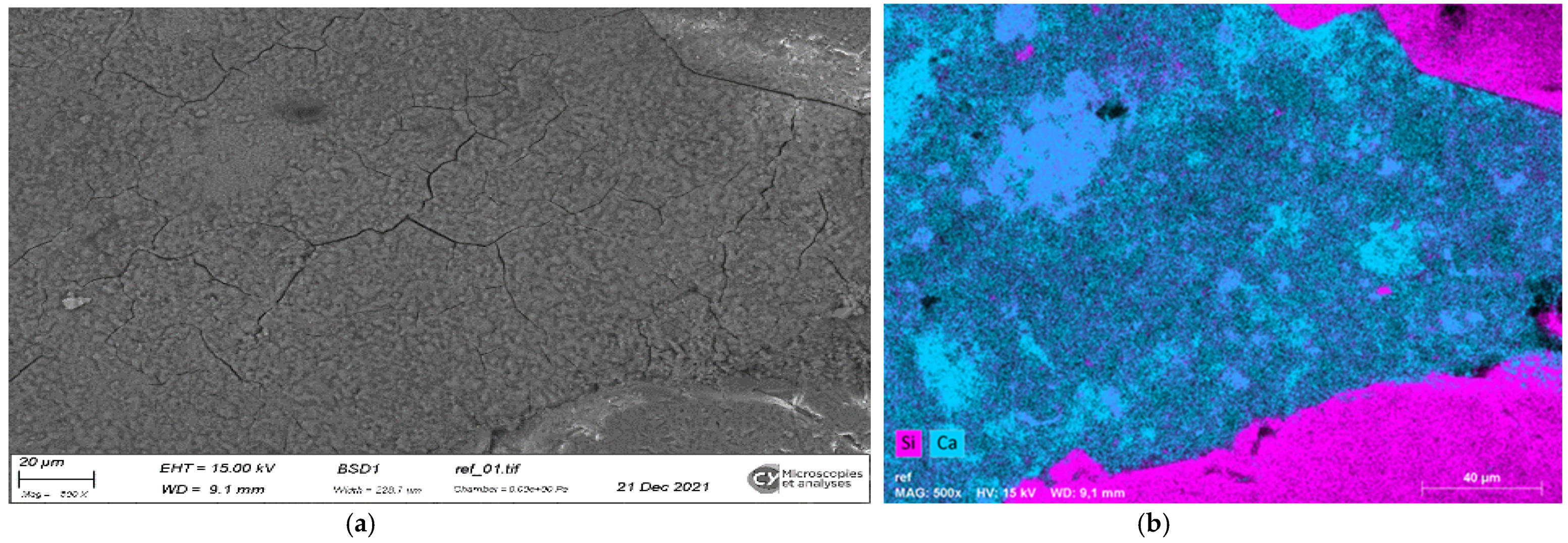
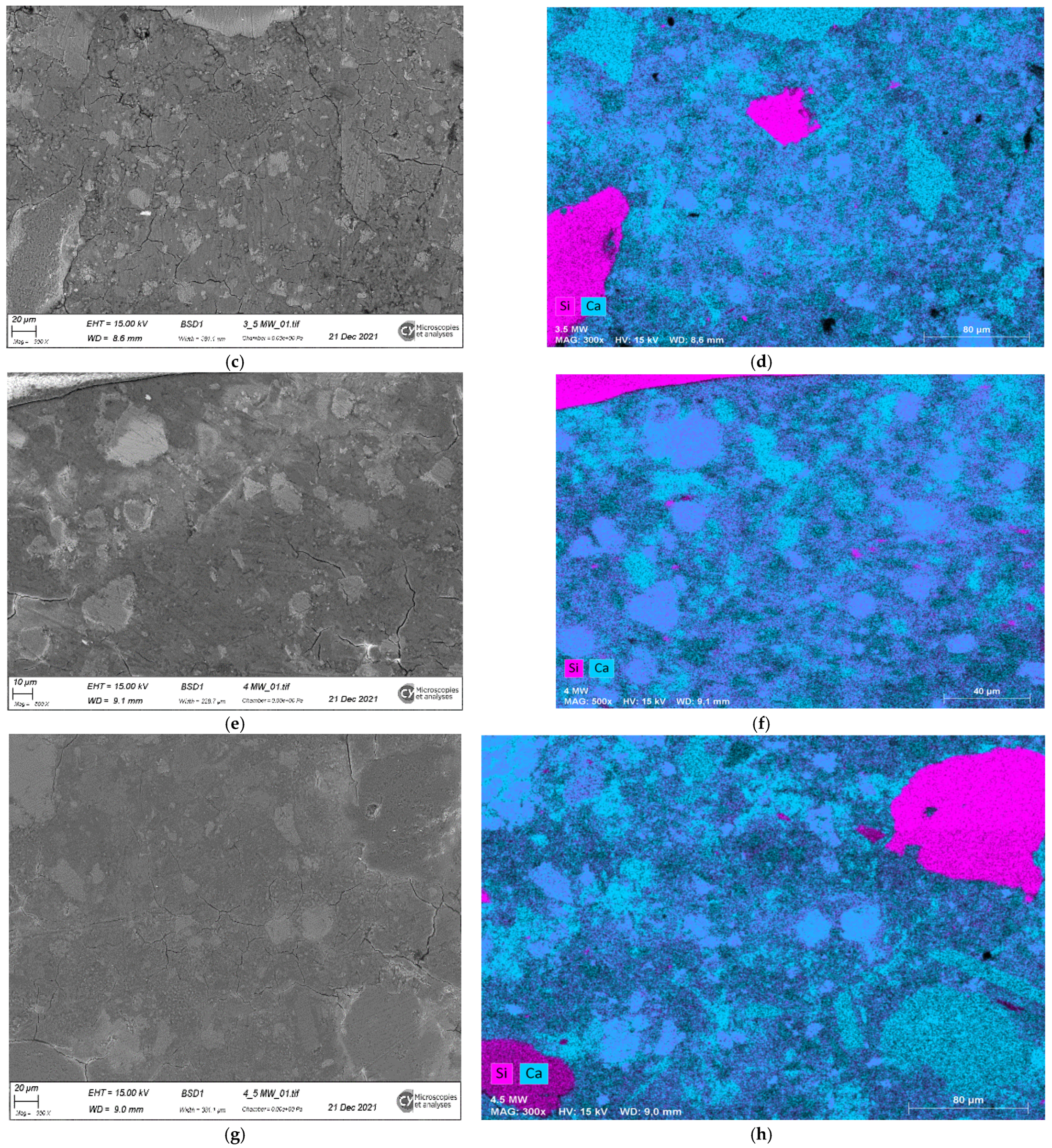
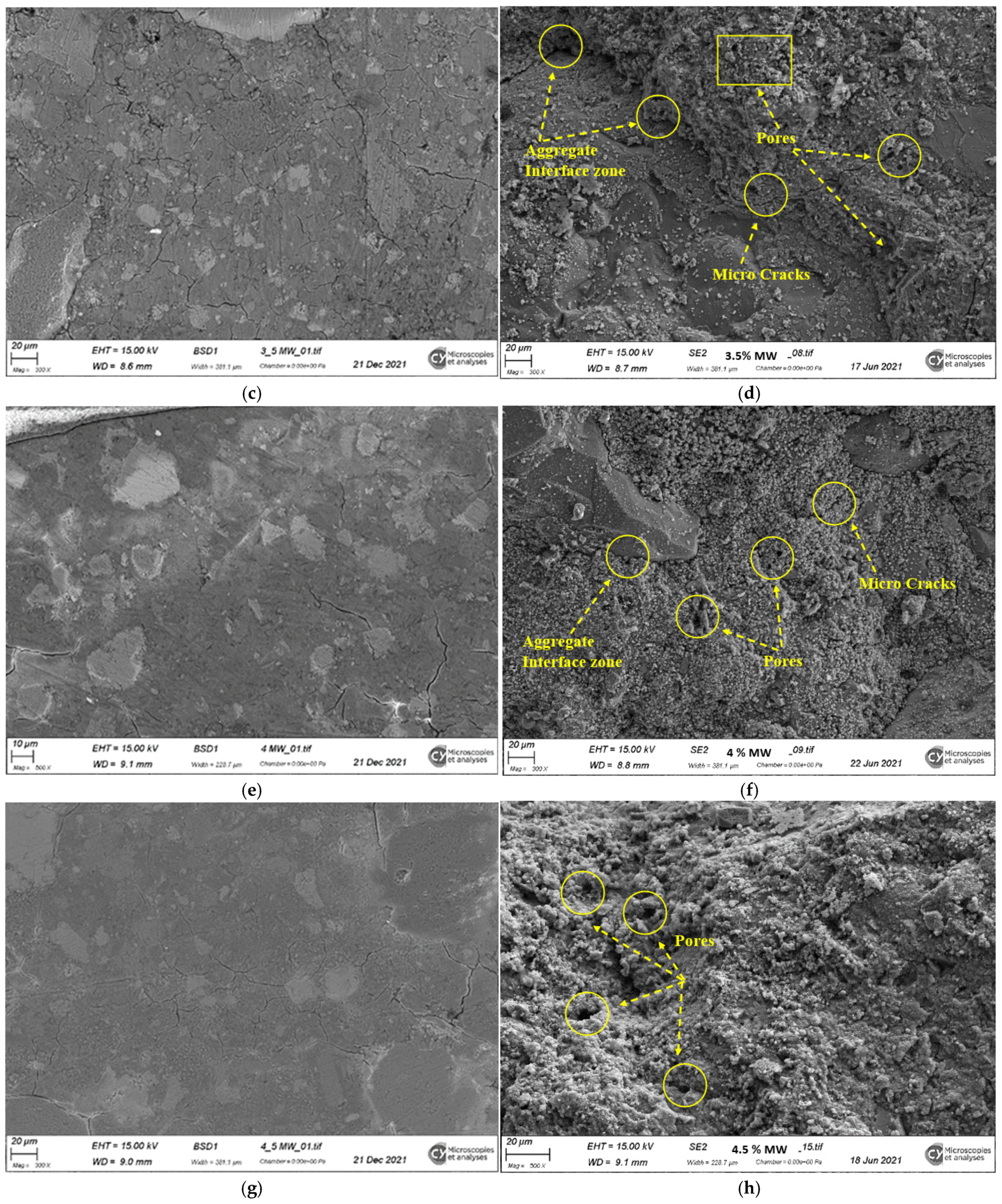
3.1.6. Microstructural Analysis and State of the Paste–Aggregate Interface
3.2. Effects of Waste Marble Valorization on Concrete’s Mechanical Properties
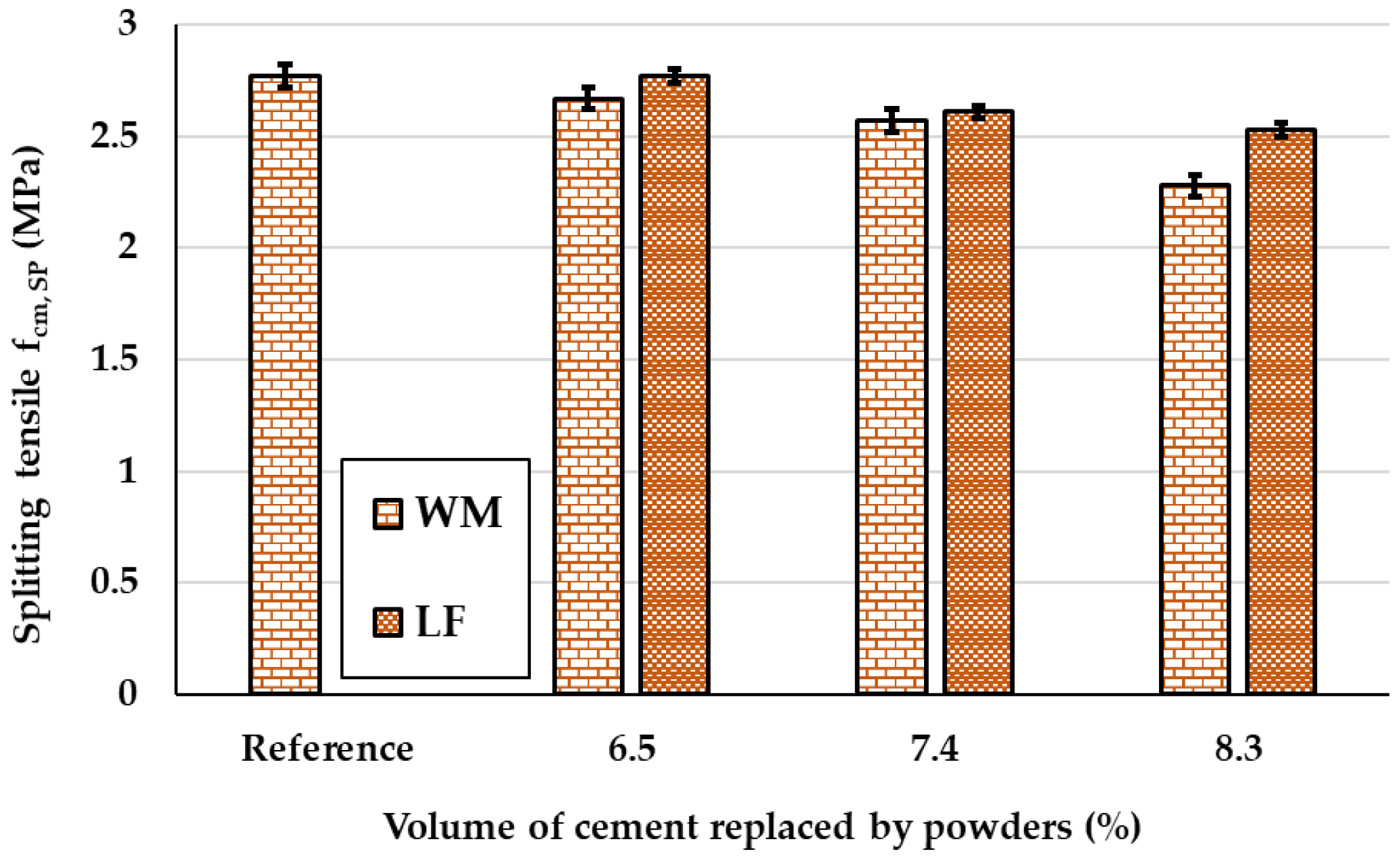
3.2.1. Compressive and Splitting Tensile Strengths
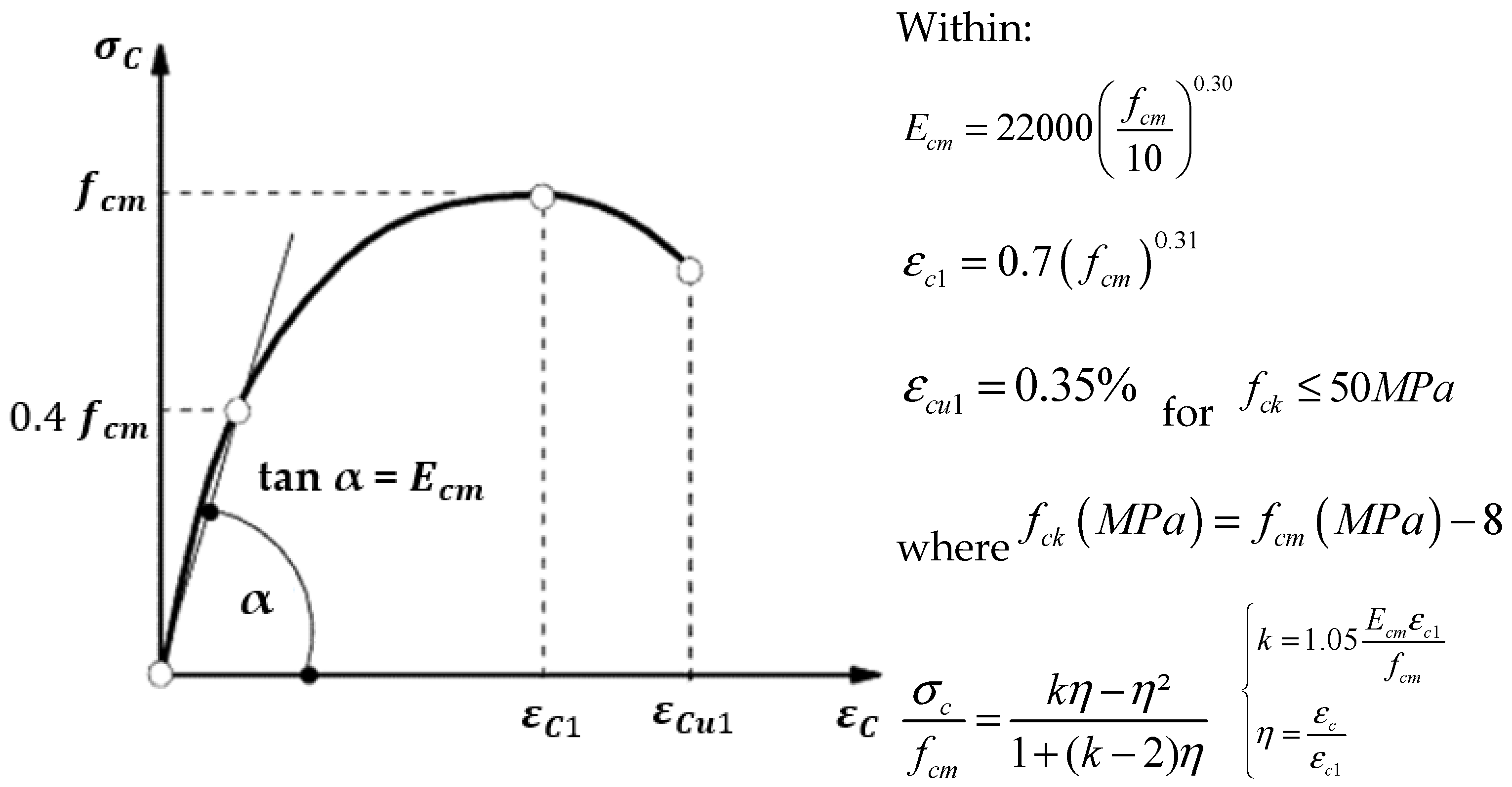
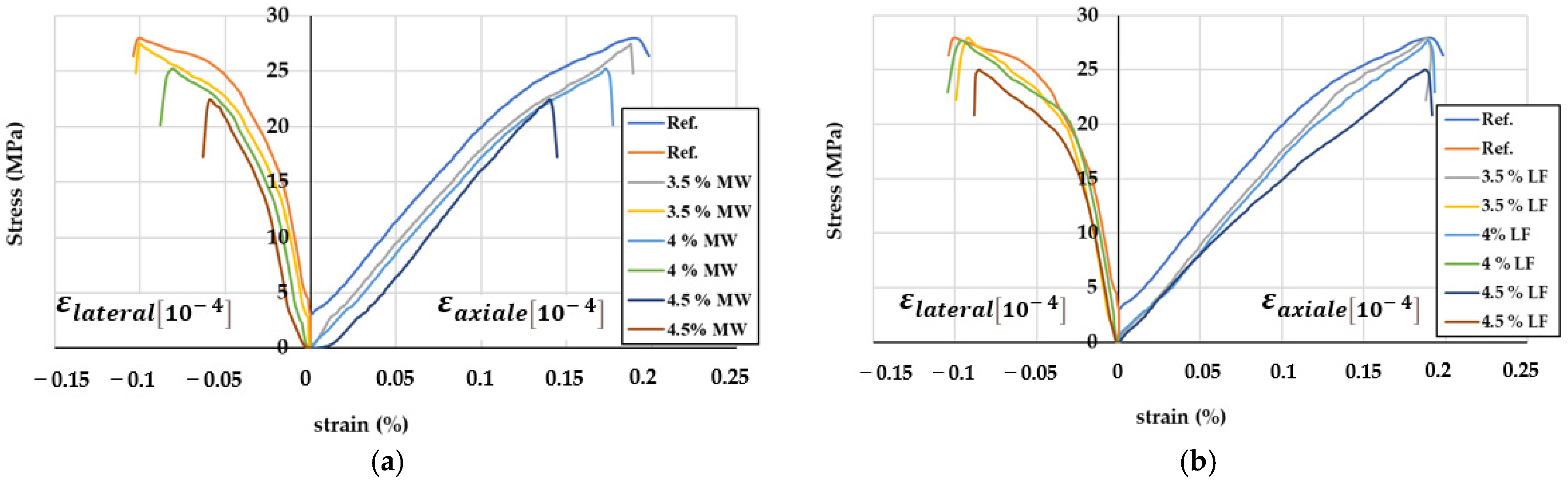
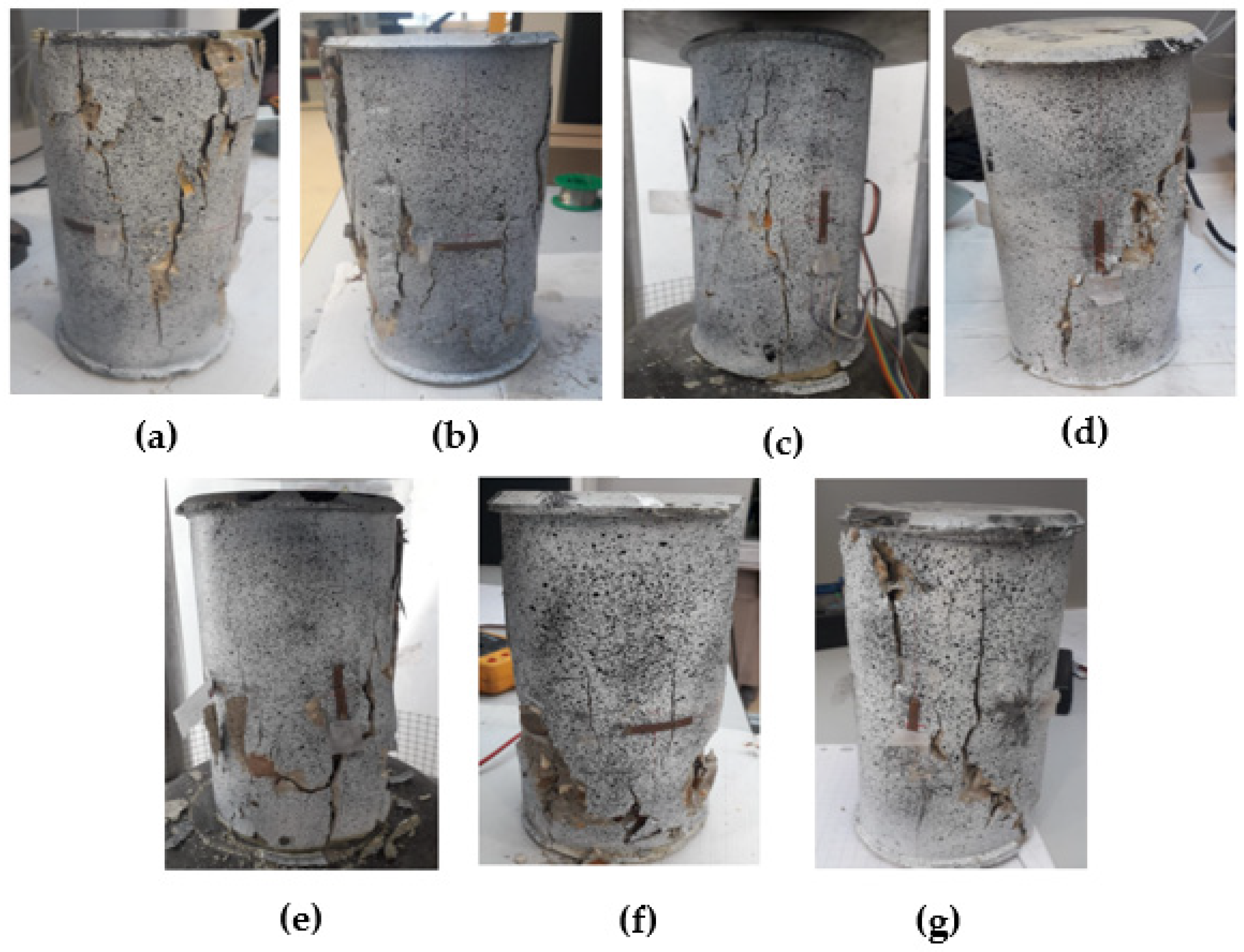
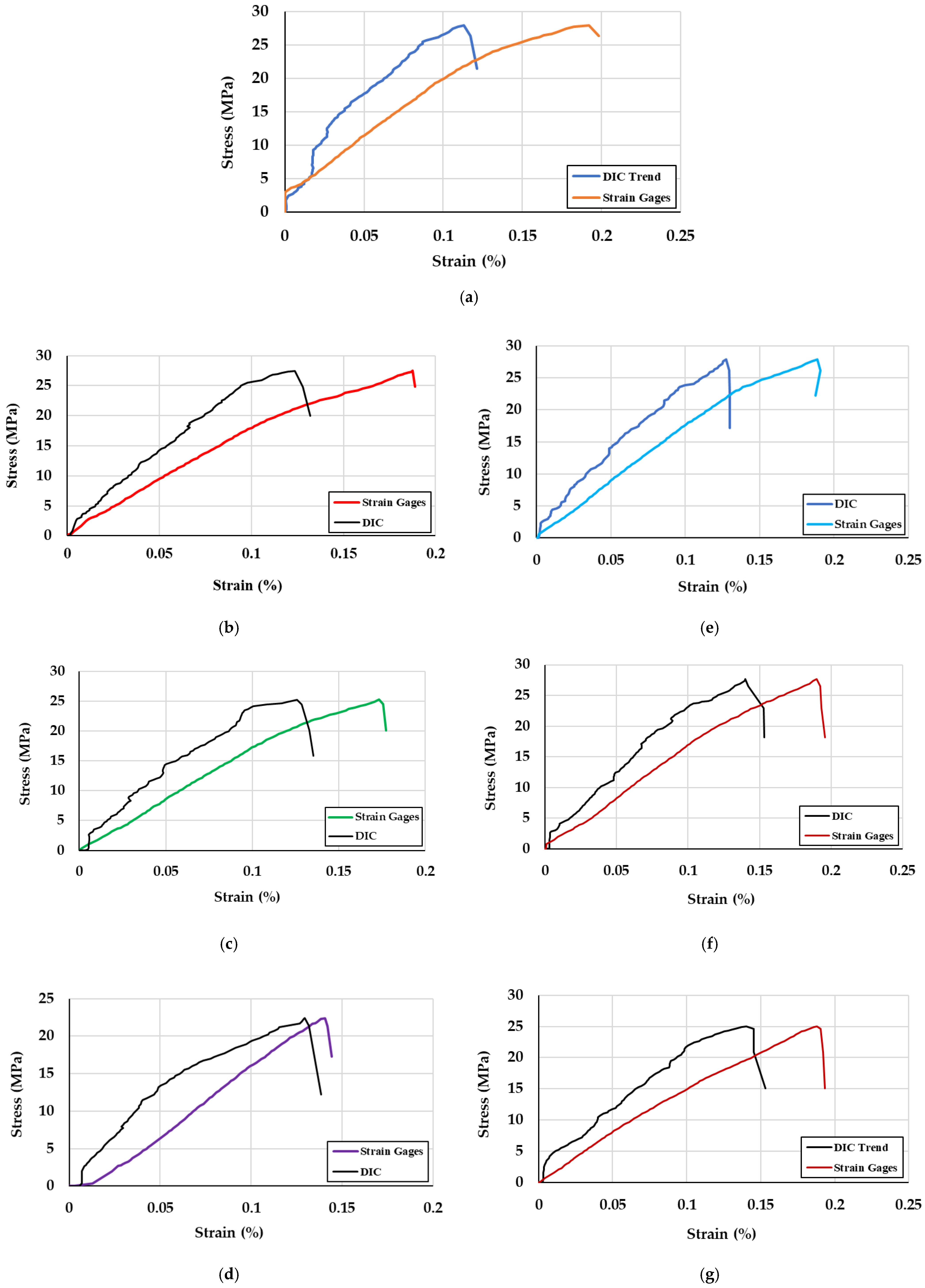
3.2.2. Stress–Strain Correlation
3.2.3. Young’s Modulus of Elasticity and Poisson’s Ratio
3.2.4. Ultrasonic Pulse Velocity (UPV) of Concrete
4. Eco-Environmental Analysis
5. Conclusions
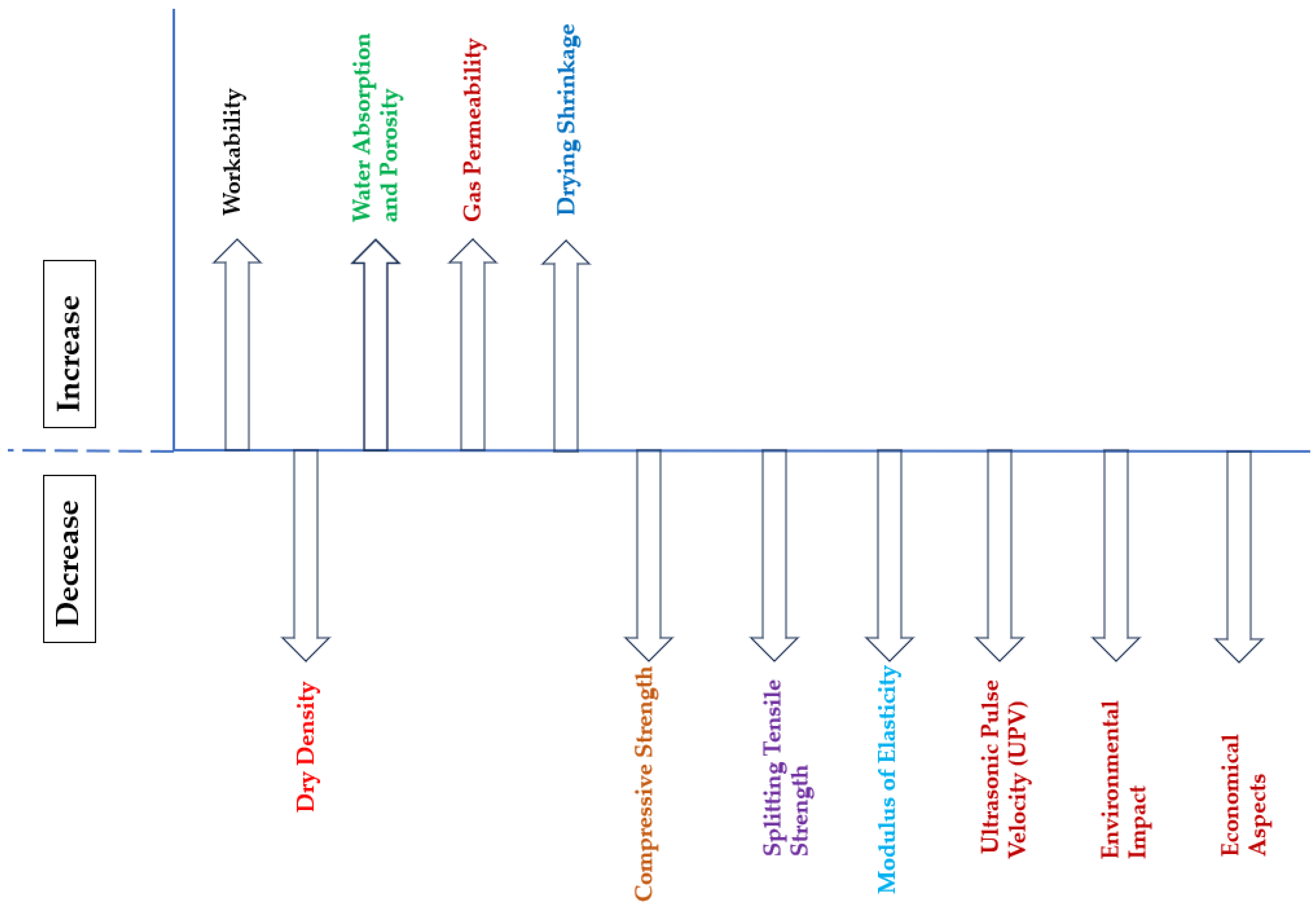
- The investigation reveals that using waste marble (WM) as a cement replacement for better utilization and influence depends on three essential factors for application in concrete production. First, the chemical composition affects the mechanical behavior and durability of concrete over time. Second, the grain size positively influences concrete workability. Finally, the water demand is related to the water absorption of the marble itself. It can be observed that the smaller the marble waste particles and the more similar the chemical composition is to cement, the higher the replacement dosage that can be effectively applied. However, considering the higher hydraulicity of cement and its pozzolanic properties, more than a 10% replacement dosage of cement can significantly impact the rheological behavior and reduce the mechanical and durability properties of the concrete.
- Both WM and limestone filler (LF) can be utilized at specific dosages (8–10% by volume of cement and 4% by volume of the overall concrete mix) to maintain the same properties as reference OPC concrete. Further increases in cement reduction negatively impact the concrete’s properties.
- The use of mining site waste marble (MSWM) as a replacement for cement and sand reduced dry density, resulting in lightweight and cost-effective concrete.
- Workability improved with the application of both WM and LF as cement replacements because the water demand and specific gravity of both powders are lower than that of OPC.
- The water absorption coefficient and porosity of concrete samples containing WM gradually increased with the increase in WM dosage due to changes in pore structure.
- The results of applying Digital Image Correlation (DIC) techniques for strain measurements were consistent with the strain measurements collected from the strain gauges, showing excellent agreement.
- As the incorporation dosage of waste increased, the mechanical properties decreased due to the reduction in cement content and increased porosity.
- The mechanical properties did not change significantly until a specific dosage, with 8% cement and 13% sand replacement by waste marble. Similarly, when LF was used for up to 8% cement replacement, the variation in mechanical properties was minimal. Due to the high fineness and micro-filler properties of limestone filler, the strength reduction in the specimens with limestone filler was less pronounced compared to those with waste marble powder.
- Gas permeability gradually increased for both concrete specimens containing WM and LF due to the increase in porosity values.
- Utilizing waste marble in mortar/concrete production helps to create a safer environment by reducing waste, benefiting both human and plant life.
- Finally, based on the results of various experiments, the correlations between cementitious mixtures and concrete properties demonstrate good accuracy. This means that certain properties of such types of mortar/concrete can be predicted based on other behaviors. Additionally, the trends in the research results were compared with the work of other researchers to refine the accuracy of the conducted study.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Ministry of Mining and Petroleum of Afghanistan. Series Price of Marble in Afghanistan, Kabul, Afghanistan. 2019. Available online: https://momp.gov.af/sites/default/files/momp_-_investment_opportunities_-_extractive_industry_afghanistan-min.pdf (accessed on 27 December 2024).
- Shirule, P.A.; Rahman, A.; Gupta, R.D. Partial Replacement of Cement With Marble Dust Powder. Int. J. Adv. Eng. Res. Stud. 2012, 1, 2249. [Google Scholar]
- Aruntas, H.Y.; Gürü, M.; Dayı, M.D.; Tekin, I. Utilization of waste marble dust as an additive in cement production. Mater. Des. 2010, 31, 4039–4042. [Google Scholar] [CrossRef]
- Aukour, F.J. Incorporation of marble sludge in industrial building eco-blocks or cement bricks formulation. Jordan J. Civ. Eng. 2009, 3, 58–65. [Google Scholar]
- Rajgor, M.B.; Patel, N.C.; Pitroda, P.J. A Study on marble waste management: Opportunities and challenges in current age for making value. In Proceedings of the National Conference CRDCE13, Vasad, India, 20–21 December 2013; pp. 1–9. [Google Scholar]
- Almeida, N.; Branco, F.; Santos, J.R. Recycling of stone slurry in industrial activities: Application to concrete mixtures. Build. Environ. 2007, 42, 810–819. [Google Scholar] [CrossRef]
- Rana, A.; Kalla, P.; Verma, H.K.; Mohnot, J.K. Recycling of dimensional stone waste in concrete: A review. J. Clean. Prod. 2016, 6, 1–59. [Google Scholar] [CrossRef]
- MSME Development Institute. Status Report on Commercial Utilization of Marble Slurry in Rajasthan; Government of India: Jaipur, India, 2008. [Google Scholar]
- Majeed, M.; Khitab, A.; Anwar, W.; Bilal, R.; Khan, N. Evaluation of Concrete with Partial Replacement of Cement by Waste Marble Evaluation of Concrete with Partial Replacement of Cement by Waste Marble Powder. Civ. Eng. J. 2021, 7, 59–70. [Google Scholar] [CrossRef]
- Hafiz, S.S.; Malhotra, E.S.; Singh, E.T. Experimental Analysis of Addition of Marble Waste Dust Powder Partially Replacing Cement. Int. Res. J. Eng. Technol. 2019, 6, 487–491. [Google Scholar]
- Vardhan, K.; Goyal, S.; Siddique, R.; Singh, M. Mechanical properties and microstructural analysis of cement mortar incorporating marble powder as partial replacement of cement. Constr. Build. Mater. 2015, 96, 615–621. [Google Scholar] [CrossRef]
- Rafi, M.R.; Omary, S.; Ghorbel, E.; Faqiri, A. Cement Reduction and Strength Development_compressed.pdf. In Advances in Materials, Mechanics and Manufacturing II; Springer International Publishing: Berlin/Heidelberg, Germany, 2021; pp. 11–21. [Google Scholar]
- NF EN 196-3; Méthodes D’Essais des Ciments—Partie 3: Détermination du Temps de Prise et de la Stabilité. AFNOR: Paris, France, 2009.
- NF EN 12620+A1; Aggregates for Concrete. Afnor, Saga Web: Paris, France, 2008.
- ILNAS-EN 12390-3; Essais pour Béton Durci—Partie 3: Résistance à la Compression des Éprouvettes. Afnor, Saga Web: Paris, France, 2012.
- ACI 211; Standard Practice for Selecting Proportions for Normal, Heavyweight, and Mass Concrete. American Concrete Institute: Farmington Hills, MI, USA, 2002.
- NF EN 12350-2; Tests for Fresh Concrete—Part 2: Slump Test. AFNOR: Paris, France, 2012.
- NF EN 196-1; Cement Test Methods—Part 1: Determination of Strengths. Afnor, Saga Web: Paris, France, 2016.
- NF P18-459; Concrete—Testing Porosity and Density. AFNOR: Paris, France, 2010; p. 11.
- XP 18-463; Concrete—Gas Permeability Test on Hardened Concrete. AFNOR: Paris, France, 2011.
- ASTM C426-16; Standard Test Method for Linear Drying Shrinkage of Concrete Masonry Units. ASTM International: West Conshohocken, PA, USA, 2016. Available online: https://www.astm.org/Standards/C426.htm (accessed on 27 December 2024).
- NF EN 12390-6; Tests for Hardened Concrete—Part 6: Determination of Tensile Strength by Splitting Test Specimens. AFNOR: Paris, France, 2012.
- ASTM C597-09; Standard Test Method for Pulse Velocity Through Concrete. ASTM International: West Conshohocken, PA, USA, 2009. Available online: https://www.astm.org/Standards/C597.htm (accessed on 27 December 2024).
- Sharma, A.K.; Mishra, N.; Gupta, S. Waste Marble Dust As a Partial Replacement of Cement and Fine. J. Crit. Rev. 2019, 6, 2633–2639. [Google Scholar]
- Okamura, H.; Ouchi, M. Self Compacting Concrete—Research Paper; Elsevier: Amsterdam, The Netherlands, 2014; pp. 1–34. [Google Scholar]
- Brouwers, H.J.H.; Radix, H. Self-Compacting Concrete: Theoretical and experimental study. Cem. Concr. Res. 2005, 35, 2116–2136. [Google Scholar] [CrossRef]
- Bheel, N.; Kalhoro, K.A.; Memon, T.A.; Lashari, Z.-Z.; Soomro, M.A.; Memon, U.A. Use of Marble Powder and Tile Powder as Cementitious Materials in Concrete. Eng. Technol. Appl. Sci. Res. 2020, 10, 5448–5451. [Google Scholar] [CrossRef]
- Rodrigues, R.; De Brito, J.; Sardinha, M. Mechanical properties of structural concrete containing very fine aggregates from marble cutting sludge. Constr. Build. Mater. 2015, 77, 349–356. [Google Scholar] [CrossRef]
- Vardhan, K.; Siddique, R.; Goyal, S. Strength, permeation and micro-structural characteristics of concrete incorporating waste marble. Constr. Build. Mater. 2019, 203, 45–55. [Google Scholar] [CrossRef]
- Djebri, N.; Rahmouni, Z.E.; Belagraa, L. Experimental Investigation on the Effect of Marble Powder on the Performance of Self-Compacting Concrete (SCC). Min. Sci. 2017, 24, 183–194. [Google Scholar] [CrossRef]
- Khodabakhshian, A.; de Brito, J.; Ghalehnovi, M.; Asadi Shamsabadi, E. Durability performance of structural concrete containing silica fume and marble industry waste powder. Constr. Build. Mater. 2018, 170, 42–60. [Google Scholar] [CrossRef]
- Boukhelkhal, A.; Azzouz, L.; Benabed, B.; Belaïdi, A. Strength and durability of low-impact environmental self-compacting concrete incorporating waste marble powder. Build. Mater. Struct. 2017, 4, 31–41. [Google Scholar] [CrossRef]
- Kameche, Z.E.-A.; Ghomari, F.; Khelidj, A.; Choinska, M. Relative permeability as an indicator of durability: Influence of the hydric state of the concrete and the size of the specimens. In Proceedings of the Rencontres Universitaires de Génie Civil, Chambéry, France, 6–8 June 2012. [Google Scholar]
- Rabehi, M. Apport à la Caractérisation de la Porosité Ouverte du Béton D’Enrobage par L’Utilisation des Tests D’Absorption Capillaire. Master’s Thesis, Université Mohamed Khider Biskra, Biskra, Algeria, 2014. [Google Scholar]
- Rose, W.D. Permeability and gas slippage phenomena. In Drilling and Production Practices; Am. Pet. Inst.: Washington, DC, USA, 1984; pp. 209–217. [Google Scholar]
- Sardinha, M.; de Brito, J.; Rodrigues, R. Durability properties of structural concrete containing very fine aggregates of marble sludge. Constr. Build. Mater. 2016, 119, 45–52. [Google Scholar] [CrossRef]
- Choudhary, R.; Gupta, R.; Nagar, R.; Jain, A. Mechanical and abrasion resistance performance of silica fume, marble slurry powder, and fly ash amalgamated high strength self-consolidating concrete. Constr. Build. Mater. 2021, 269, 121282. [Google Scholar] [CrossRef]
- Choudhary, R.; Gupta, R.; Nagar, R. Impact on fresh, mechanical, and microstructural properties of high strength self-compacting concrete by marble cutting slurry waste, fly ash, and silica fume. Constr. Build. Mater. 2020, 239, 117888. [Google Scholar] [CrossRef]
- Munir, M.J.; Kazmi, S.M.S.; Wu, Y.-F. Efficiency of waste marble powder in controlling alkali—Silica reaction of concrete: A sustainable approach. Constr. Build. Mater. 2017, 154, 590–599. [Google Scholar] [CrossRef]
- Eurocode2. Design of concrete structures_Part 1-1 General rules and rules for buildings. In Design of Concrete Structures_Part 1-1 General Rules and Rules for Buildings; AFNOR: Paris, France, 2004.
- Parmar, S.; Das, S.K. Effect of marble slurry as a partial substitution of ordinary Portland cement in lean concrete mixes. Struct. Concr. 2021, 22, E514–E527. [Google Scholar] [CrossRef]
- Khodabakhshian, A.; de Brito, J.; Ghalehnovi, M.; Asadi Shamsabadi, E. Mechanical, environmental and economic performance of structural concrete containing silica fume and marble industry waste powder. Constr. Build. Mater. 2018, 169, 237–251. [Google Scholar] [CrossRef]
- Nežerka, V.; Hrbek, V.; Somr, M.; Tesárek, P.; Fládr, J.; Prošek, Z. Micromechanical characterization and modeling of cement pastes containing waste marble powder. J. Clean. Prod. 2018, 195, 1081–1090. [Google Scholar] [CrossRef]
- Kabeer, K.I.S.A.; Vyas, A.K. Utilization of marble powder as fine aggregate in mortar mixes. Constr. Build. Mater. 2018, 165, 321–332. [Google Scholar] [CrossRef]
- Aliabdo, A.A.; Abd Elmoaty, A.E.M.; Auda, E.M. Re-use of waste marble dust in the production of cement and concrete. Constr. Build. Mater. 2014, 50, 28–41. [Google Scholar] [CrossRef]
- Singh, M.; Srivastava, A.; Bhunia, D. An investigation on effect of partial replacement of cement by waste marble slurry. Constr. Build. Mater. 2017, 134, 471–488. [Google Scholar] [CrossRef]
- Demirel, B. The effect of the using waste marble dust as fine sand on the mechanical properties of the concrete. Int. J. Phys. Sci. 2010, 5, 1372–1380. [Google Scholar] [CrossRef]
















| Components (Kg/m3) | Density (Kg/m3) | Mixes Code | ||||||
|---|---|---|---|---|---|---|---|---|
| Ref. | 1% LF | 1.2% LF | 1.3% LF | 3.5% WM | 4% WM | 4.5% WM | ||
| Total marble waste/fillers (Kg) | 0 | 27.81 | 31.78 | 35.76 | 92.52 | 105.74 | 118.95 | |
| FWM-LF/cement (%) in volume | 2740 | 0 | 6.5 | 7.4 | 8.3 | 6.5 | 7.4 | 8.3 |
| SWM/aggregates in volume (%) | 2604 | 0 | 0 | 0 | 0 | 10.3 | 11.7 | 13.2 |
| GHORI cement (Kg) | 2904 | 454.5 | 426.69 | 422.72 | 418.74 | 426.69 | 422.72 | 418.74 |
| Water (Kg) | 1000 | 200 | 199.98 | 199.98 | 199.98 | 199.98 | 199.98 | 199.98 |
| Fine waste marble “FWM”—LF (Kg) | 2740 | 0 | 27.81 | 31.78 | 35.76 | 27.81 | 31.78 | 35.76 |
| Sand waste marble “SWM” (Kg) | 2604 | 0 | 0 | 0 | 0 | 64.71 | 73.95 | 83.20 |
| Coarse natural aggregate 6.3/20 (Kg) | 2740 | 1028.7 | 1028.7 | 1028.7 | 1028.7 | 1028.7 | 1028.7 | 1028.7 |
| Fine natural aggregate 0/4 (Kg) | 2580 | 623.24 | 623.24 | 623.24 | 623.24 | 556.85 | 547.54 | 538.23 |
| Super plasticizer (%) | 1150 | 2.27 | 2.13 | 2.11 | 2.09 | 2.13 | 2.11 | 2.09 |
| Approximate air content (%) | 2.5 | 2.5 | 2.5 | 2.5 | 2.5 | 2.5 | 2.5 | |
| Ratio (W/B) | 0.44 | 0.44 | 0.44 | 0.44 | 0.44 | 0.44 | 0.44 | |
| Type of Paste | Sb (m2/kg) | αP | βP | VW/VP = αpГ + βP | Concrete Mix | Slump (mm) |
|---|---|---|---|---|---|---|
| GHORI cement | 250 | 0.545 | 0.799 | Y = 0.0546X + 0.799 | Reference | 80 |
| GHORI cement + 3% WMP | 254.17 | 0.054 | 0.794 | y = 0.0545X + 0.7935 | 6.5% WMP | 86 |
| GHORI cement + 6% WMP | 258.34 | 0.054 | 0.786 | y = 0.0545X + 0.7862 | 7.4% WMP | 87.5 |
| GHORI cement + 9% WMP | 262.51 | 0.053 | 0.768 | y = 0.0535X + 0.7681 | 8.3% WMP | 92 |
| GHORI cement + 3% LF | 251.5 | 0.054 | 0.796 | y = 0.0545X + 0.7965 | 6.5% WMP | 81.3 |
| GHORI cement + 6% LF | 253 | 0.054 | 0.789 | y = 0.0537X + 0.7895 | 7.4% WMP | 83.8 |
| GHORI cement + 9% LF | 254.5 | 0.051 | 0.784 | y = 0.0515X + 0.7837 | 8.3% WMP | 85.9 |
| Concrete Classes | C12/16 | C16/20 | C20/25 | C25/30 | C30/37 | C35/45 | C40/50 | C45/55 | C50/60 | C55/67 | C60/75 | C70/85 | C80/95 | C90/105 |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Characteristic resistance to compression on cylinder, fck | 12 | 16 | 20 | 25 | 30 | 35 | 40 | 45 | 50 | 55 | 60 | 70 | 80 | 90 |
| Characteristic resistance to compression on targeted cylinder, fcm | 20 | 24 | 28 | 33 | 38 | 43 | 48 | 53 | 58 | 63 | 68 | 78 | 88 | 98 |
| Characteristic resistance to compression on cube, fck-cube | 16 | 20 | 25 | 30 | 37 | 45 | 50 | 55 | 60 | 67 | 75 | 85 | 95 | 105 |
| Characteristic compressive strength on targeted cube, fcm-cube | 26 | 30 | 35 | 40 | 47 | 55 | 60 | 65 | 70 | 77 | 85 | 95 | 105 | 115 |
| Axial tensile strength, fctm | 1.6 | 1.9 | 2.2 | 2.6 | 2.9 | 3.2 | 3.5 | 3.8 | 4.1 | 4.2 | 4.4 | 4.6 | 4.8 | 5.0 |
| Tensile strength by splitting, fctm, sp | 1.7 | 2.1 | 2.5 | 2.8 | 3.2 | 3.6 | 3.9 | 4.2 | 4.5 | 4.7 | 4.8 | 5.1 | 5.4 | 5.6 |
| Flexural strength, fck-fl | 2.4 | 2.9 | 3.3 | 3.8 | 4.3 | 4.8 | 5.3 | 5.7 | 6.1 | 6.3 | 6.5 | 6.9 | 7.3 | 7.6 |
| Mixed Code | Maximum Stress (MPa) | Compression Machine (mm) | Strain Gauges mm/mm ε (%) | Digital Image Correlation ε (%) |
|---|---|---|---|---|
| Ref. | 28.1 | 1.286 | 0.198 | 0.112 |
| 3.5% WM | 27.22 | 1.318 | 0.189 | 0.123 |
| 4% WM | 25.46 | 1.307 | 0.173 | 0.128 |
| 4.5% WM | 22.465 | 1.343 | 0.4045 | 0.097 |
| 6.5% LF | 27.975 | 1.236 | 0.189 | 0.127 |
| 7.4% LF | 27.78 | 1.265 | 0.189 | 0.14 |
| 8.3% LF | 25.21 | 1.159 | 0.188 | 0.14 |
| Mixed Code | Maximum Strength (MPa) | Poisson’s Ratio | Young’s Modulus Elasticity (MPa) |
|---|---|---|---|
| Ref. | 28.10 | 0.227 | 28.3 |
| 3.5% WM | 27.22 | 0.229 | 28.0 |
| 4% WM | 25.46 | 0.23 | 27.8 |
| 4.5% WM | 22.47 | 0.255 | 25.7 |
| 1% LF | 27.98 | 0.223 | 28.2 |
| 1.2% LF | 27.78 | 0.224 | 28.0 |
| 1.3% LF | 25.21 | 0.226 | 27.4 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Rafi, M.R.; Omary, S.; Faqiri, A.; Ghorbel, E. Recycling Marble Waste from Afghan Mining Sites as a Replacement for Cement and Sand. Buildings 2025, 15, 164. https://doi.org/10.3390/buildings15020164
Rafi MR, Omary S, Faqiri A, Ghorbel E. Recycling Marble Waste from Afghan Mining Sites as a Replacement for Cement and Sand. Buildings. 2025; 15(2):164. https://doi.org/10.3390/buildings15020164
Chicago/Turabian StyleRafi, Mohammad Rafi, Safiullah Omary, Amanullah Faqiri, and Elhem Ghorbel. 2025. "Recycling Marble Waste from Afghan Mining Sites as a Replacement for Cement and Sand" Buildings 15, no. 2: 164. https://doi.org/10.3390/buildings15020164
APA StyleRafi, M. R., Omary, S., Faqiri, A., & Ghorbel, E. (2025). Recycling Marble Waste from Afghan Mining Sites as a Replacement for Cement and Sand. Buildings, 15(2), 164. https://doi.org/10.3390/buildings15020164