
Research on Path Planning Technology of a Line Scanning Measurement Robot Based on the CAD Model

Abstract
:1. Introduction
2. Materials and Methods
2.1. Line Laser Scanner Scanning Measurement
2.1.1. Measuring Principle of the Line Laser Scanner
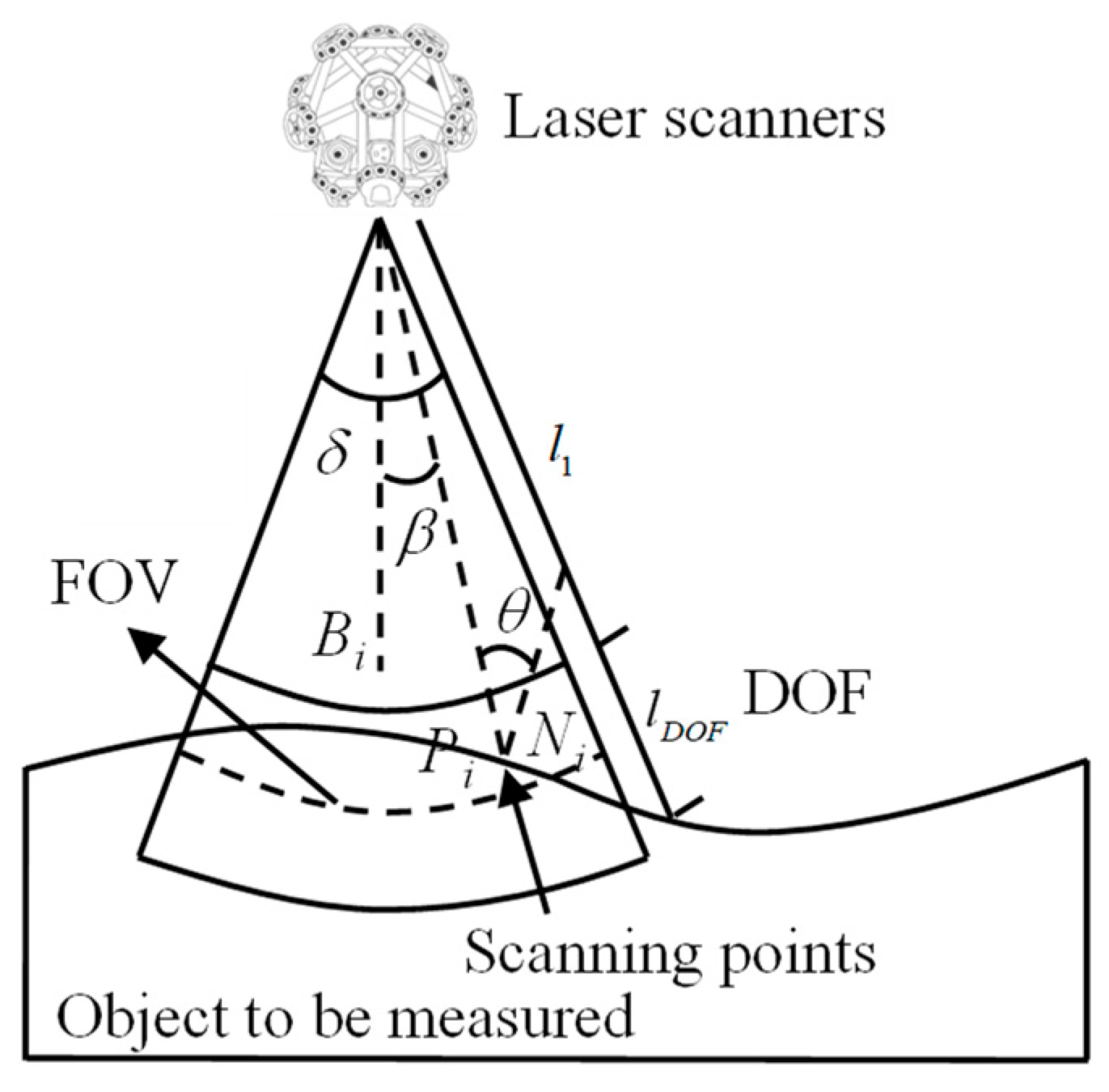
2.1.2. Measurement Constraints of the Line Laser Scanner
- (1)
- Measurement inclination: the angle between the inverse vector of the normal vector of the surface measurement point and the incident laser line . The angle directly determines whether the laser scanner can receive the reflected light from the surface to be measured. When , the maximum density of surface measurement points can be collected. In practice, cannot exceed the limiting threshold γ; it can be written by the following equations:
- (2)
- Measuring field of view (FOV): the surface measurement point needs to lie within the field of view angle boundary line, i.e., the angle between the scan direction vector and vector is less than half the field of view angle, to ensure that the surface measurement point lies within the effective length of the laser stripe, which is subject to the following conditions:
- (3)
- Measuring depth of field (DOF): the laser scanner can only guarantee the acquisition of a surface measurement point when it is within a certain distance from the surface to be measured, a distance that satisfies the following conditions:
- (4)
- Optimal measurement distance: the distance at which the highest quality surface measurement points can be acquired, which is at half-field depth.
- (5)
- No occlusion constraint: the incident and reflected laser lines of the laser scanner need to be unobstructed. Obstruction of the incident laser line will result in the laser not being able to illuminate the surface to be measured, and obstruction of the reflected laser line will result in the vision sensor not being able to calculate the measurement point data.
- (6)
- Collision-free constraint: during the scanning and measuring process of the part to be measured, collisions between the laser scanner, the robot, and the part must be avoided to prevent damage of the laser scanner or the part to be measured.
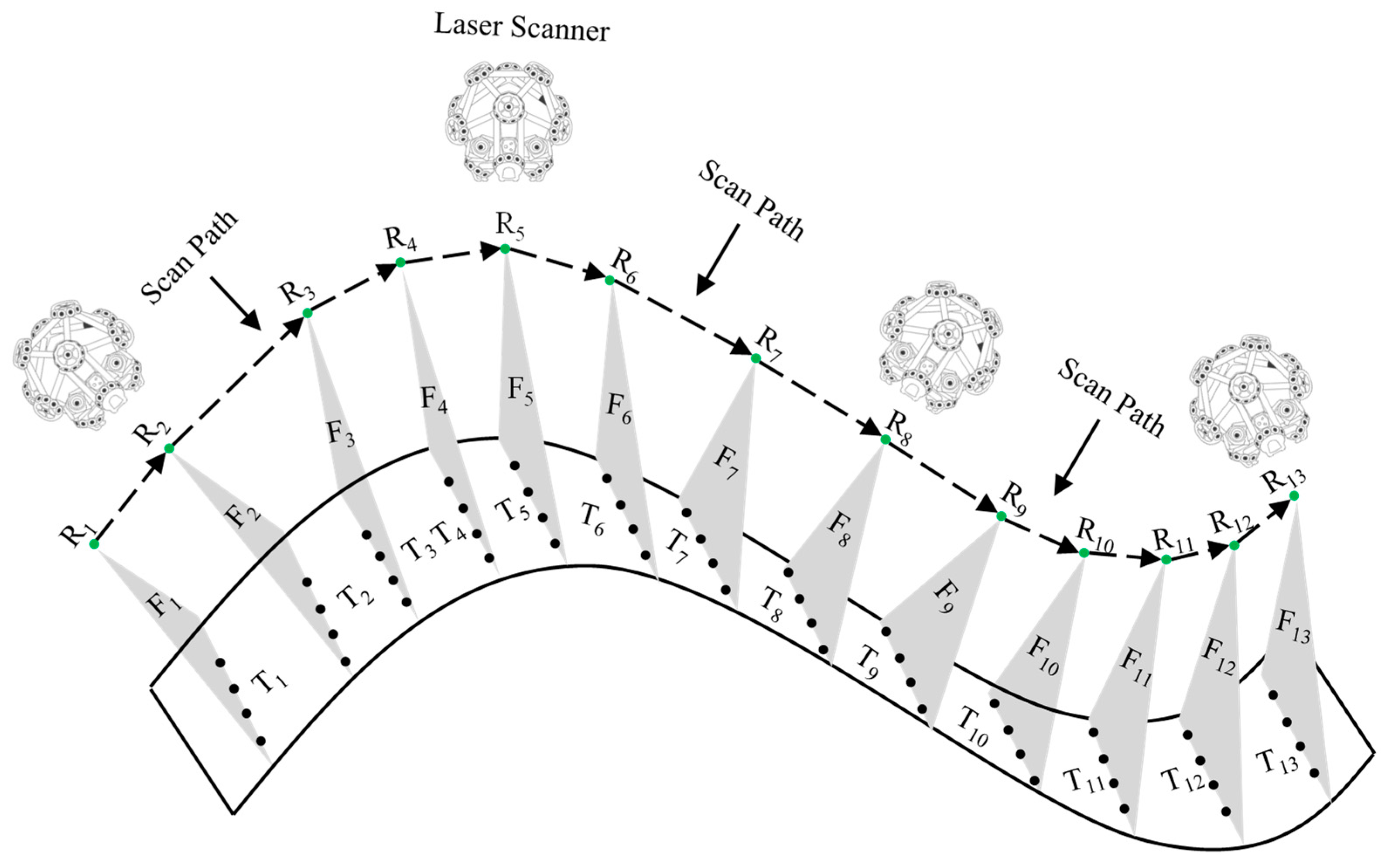
2.1.3. Line Laser Scanner Scan Path Composition
2.2. Free-Form Scan Path Planning Method
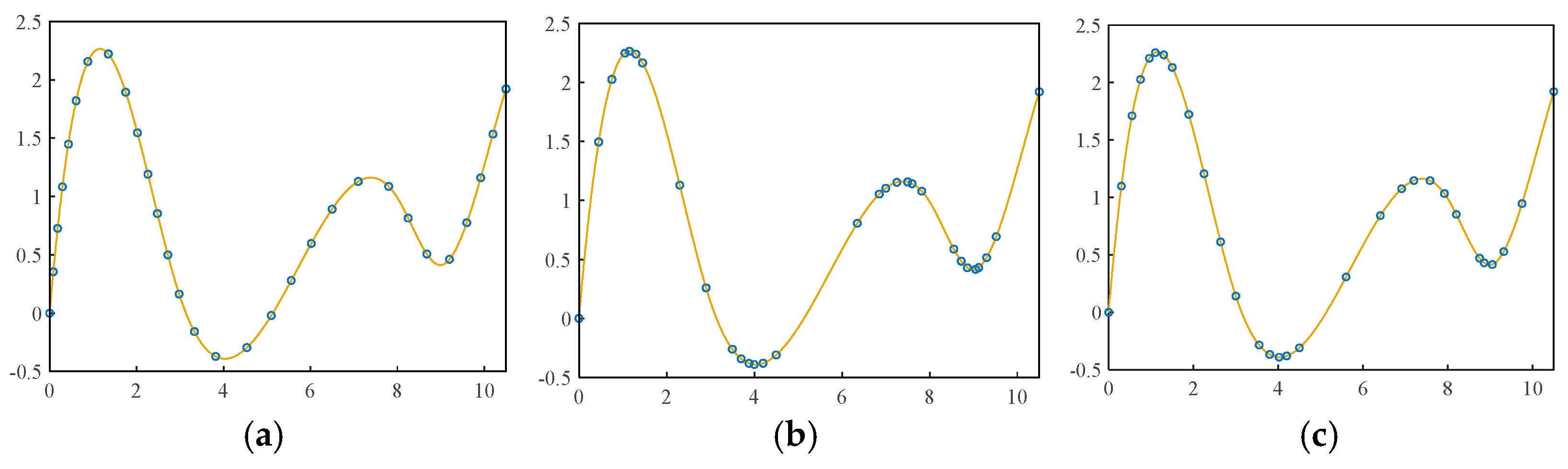
2.2.1. Adaptive Sampling Method
Adaptive Sampling Methods of Free Curves
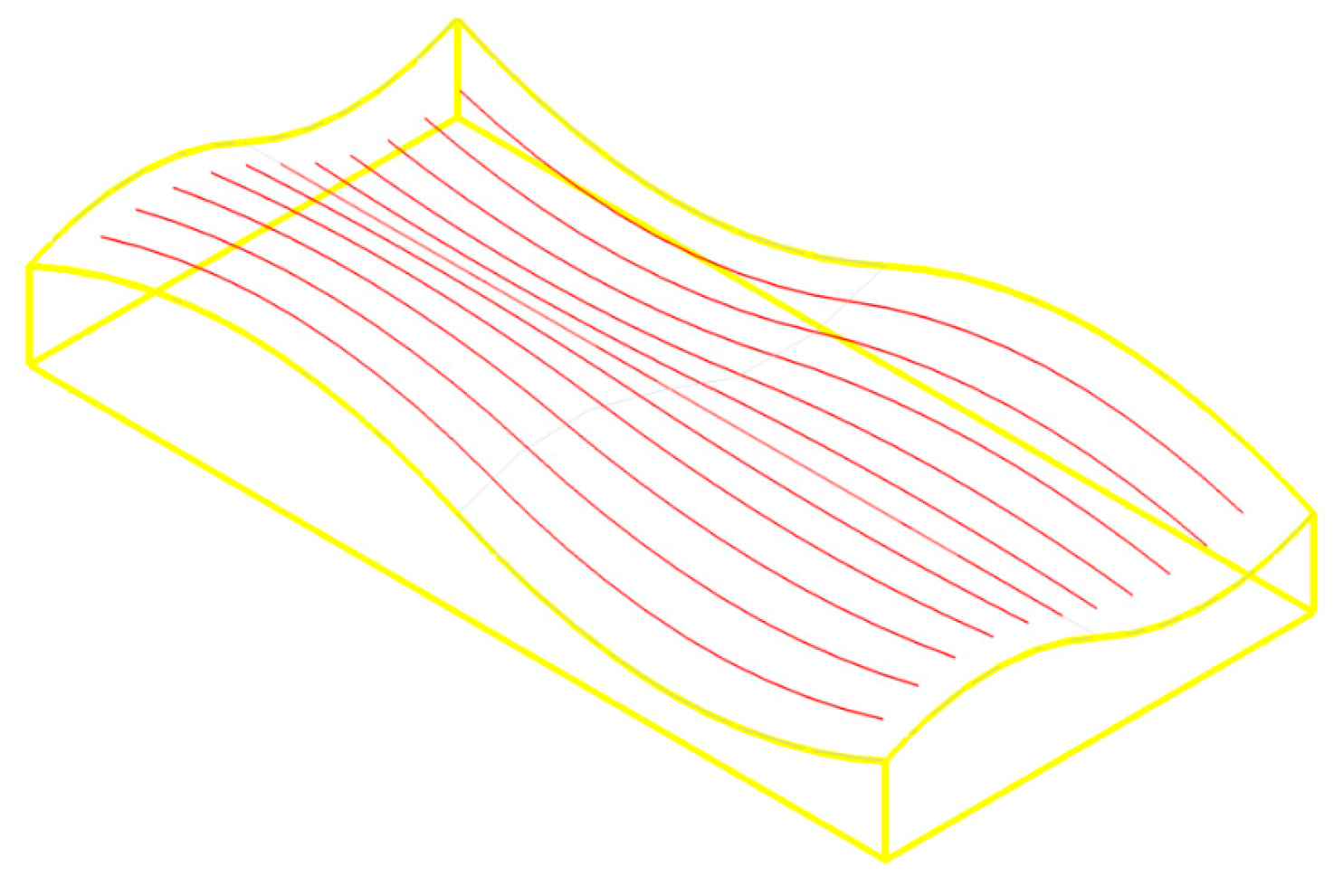
Adaptive Sampling Method for Laser Line Scan of Free-Form Surfaces
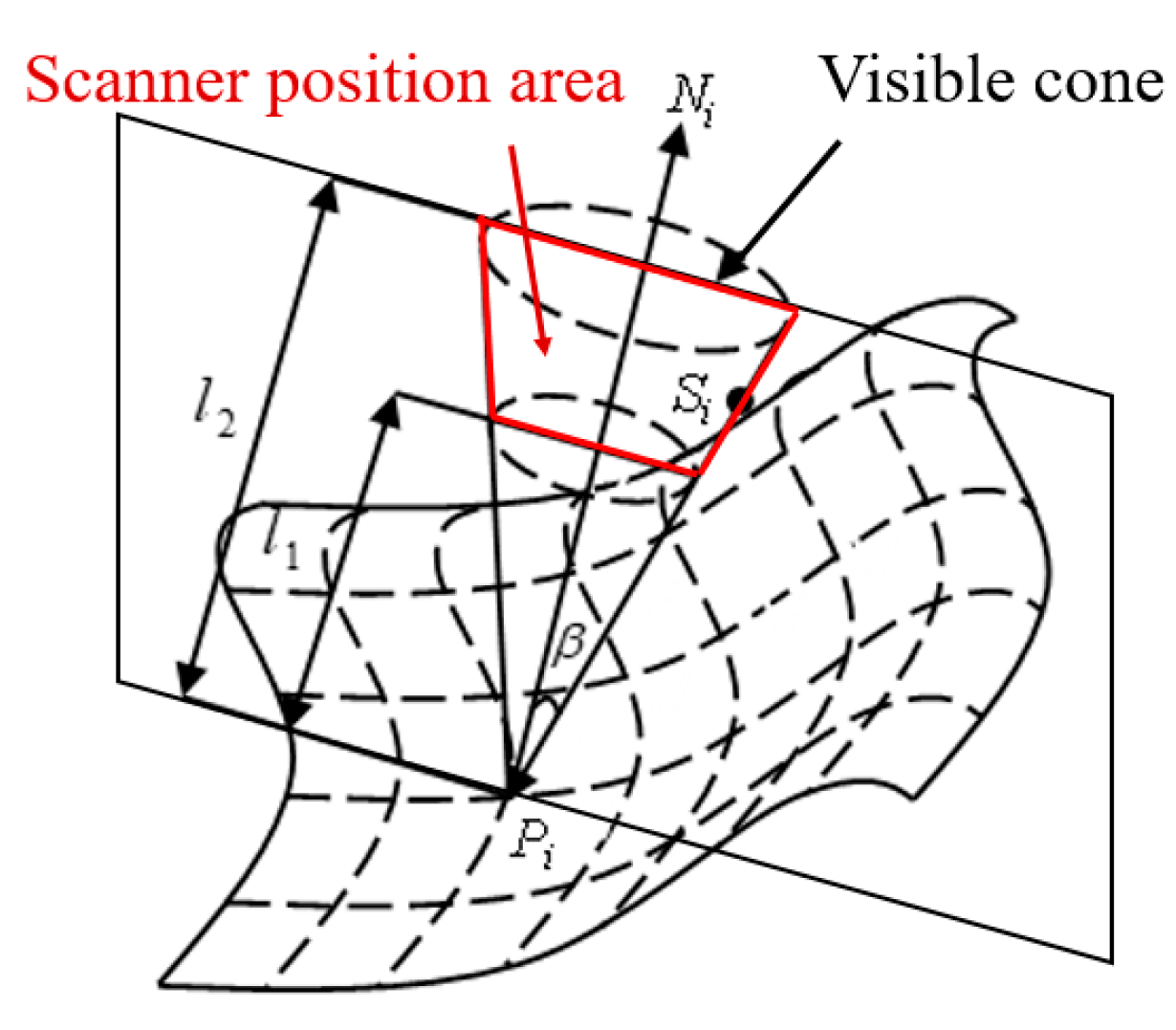
2.2.2. Scanning Viewpoint Planning Based on Viewable Cones
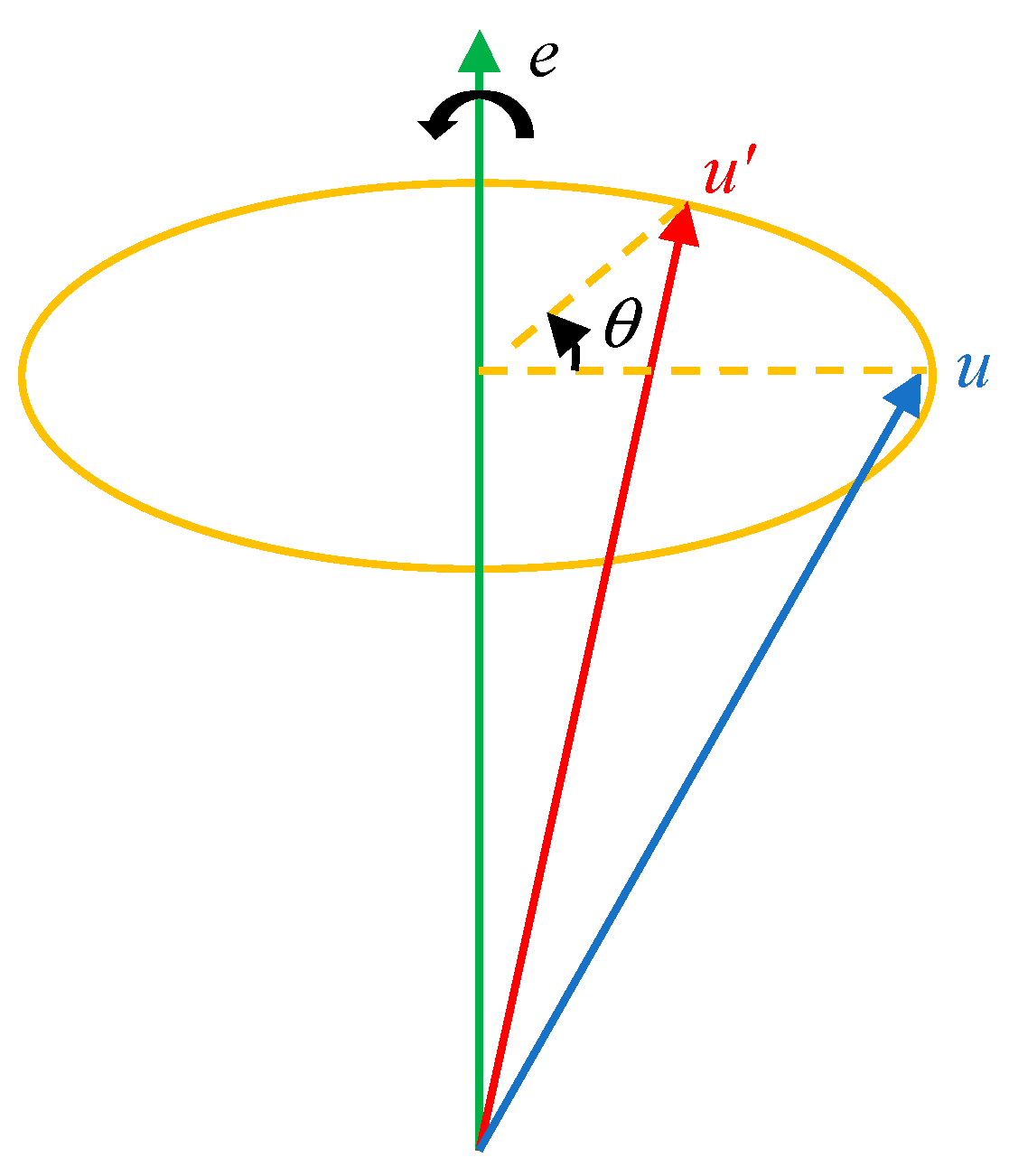
2.2.3. Quaternion-Based Scanning Attitude Calculation
2.2.4. Scan Path Generation Based on Bi-Directional Scanning
3. Experiments and Discussions
3.1. Simulation of Scanning Measurement Processes
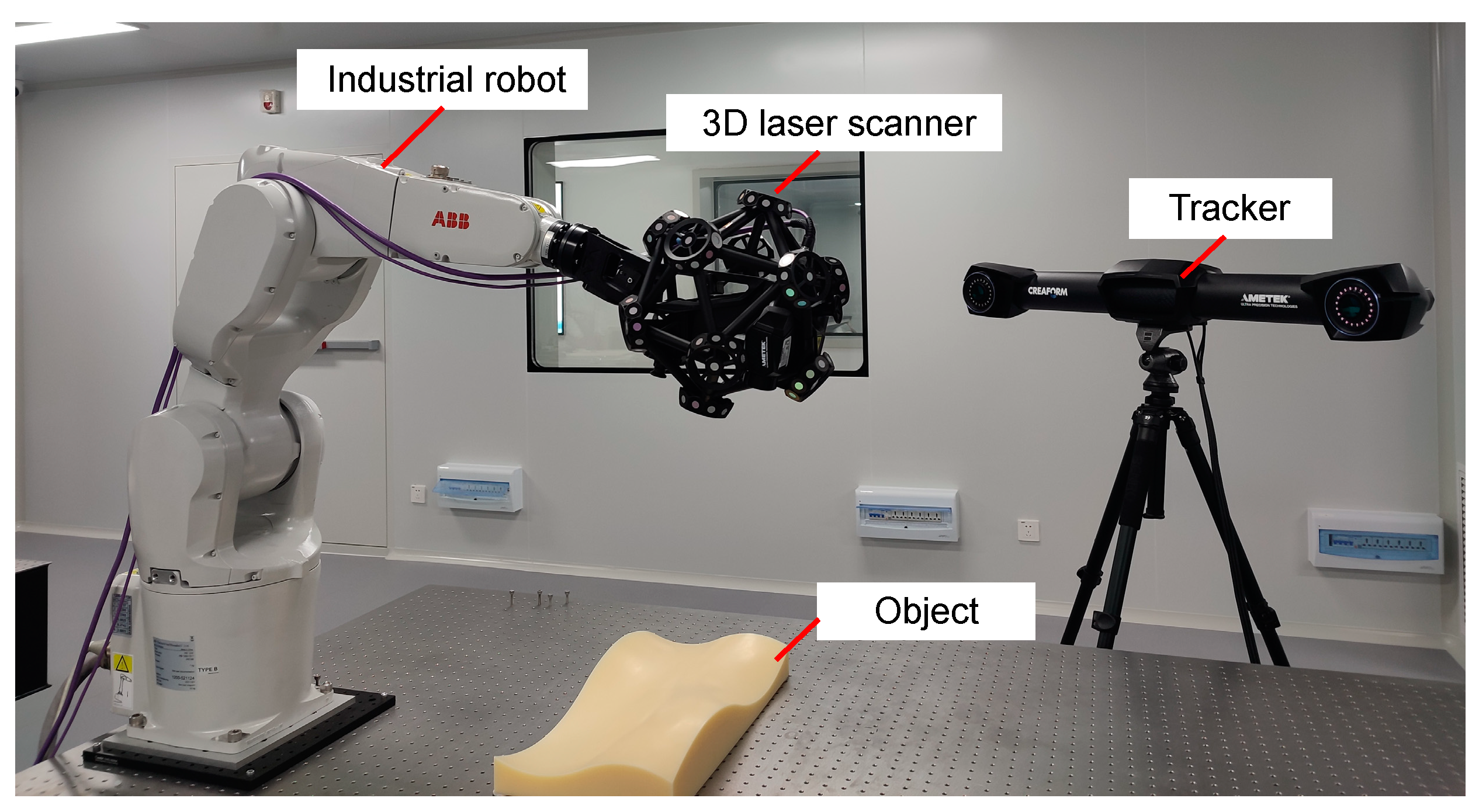
3.2. Robotic 3D Scanning and Point Cloud Reconstruction Experiments
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Wang, Z.; Yin, M.; Ou, D.; Xie, L.; Liu, H.; Yin, G. Optical Measurement Method for Blade Profiles Based on Blade Self-Features. IEEE Trans. Ind. Electron. 2022, 69, 2067–2076. [Google Scholar] [CrossRef]
- Yang, S.; Jiang, X.; Xu, S.; Wang, X. Information theory based probabilistic approach to blade damage detection of turbomachine using sensor data. IEEE Trans. Ind. Electron. 2020, 67, 10887–10896. [Google Scholar] [CrossRef]
- Li, W.L.; Wang, G.; Zhang, G.; Li, Q.D.; Yin, Z.P. Interferencefree inspection path generation for impeller blades using an on-machine probe. IEEE/ASME Trans. Mechatron. 2017, 22, 1218–1226. [Google Scholar] [CrossRef]
- Bi, Q.; Huang, N.; Zhang, S.; Shuai, C.; Wang, Y. Adaptive machining for curved contour on deformed large skin based on on-machine measurement and isometric mapping. Int. J. Mach. Tools Manuf. 2019, 136, 34–44. [Google Scholar] [CrossRef]
- Glorieux, E.; Franciosa, P.; Ceglarek, D. Coverage path planning with targetted viewpoint sampling for robotic free-form surface inspection. Robot. Comput.-Integr. Manuf. 2020, 61, 101843. [Google Scholar] [CrossRef]
- Liu, Y.; Zhao, W.; Sun, R.; Yue, X. Optimal path planning for automated dimensional inspection of free-form surfaces. J. Manuf. Syst. 2020, 56, 84–92. [Google Scholar] [CrossRef]
- Gopinath, V.; Johansen, K.; Derelöv, M.; Gustafsson, Å.; Axelsson, S. Safe collaborative assembly on a continuously moving line with large industrial robots. Robot. Comput.-Integr. Manuf. 2021, 67, 102048. [Google Scholar] [CrossRef]
- Wang, J.; Gong, Z.; Tao, B.; Yin, Z. A 3-D reconstruction method for large freeform surfaces based on mobile robotic measurement and global optimization. IEEE Trans. Instrum. Meas. 2022, 71, 5006809. [Google Scholar] [CrossRef]
- Chen, C.; Jia, H.; Lu, Y.; Zhang, X.; Chen, H.; Yu, L. An Adaptive Hybrid Sampling Method for Free-Form Surfaces Based on Geodesic Distance. Sensors 2023, 23, 3224. [Google Scholar] [CrossRef]
- Babu, A.; Manoj, B.; Pasquale Franciosa, C.; Dariusz Ceglarek, D. Spatio-Temporal Adaptive Sampling for effective coverage measurement planning during quality inspection of free form surfaces using robotic 3D optical scanner. J. Manuf. Syst. 2019, 53, 93–108. [Google Scholar] [CrossRef]
- Pagani, L.A.; Scott, P.J.B. Curvature based sampling of curves and surfaces. Comput. Aided Geom. Des. 2018, 59, 32–48. [Google Scholar] [CrossRef]
- Zahmati, J.A.; Amirabadi, H.B.; Mehrad, V.C. A hybrid measurement sampling method for accurate inspection of geometric errors on freeform surfaces. Measurement 2018, 122, 155–167. [Google Scholar] [CrossRef]
- Yi, B.; Qiao, F.; Huang, N.; Wang, X.; Wu, S.; Biermann, D. Adaptive sampling point planning for free-form surface inspection under multi-geometric constraints. Precis. Eng. 2021, 72, 95–101. [Google Scholar] [CrossRef]
- Gu, K.; Chen, S.; You, X.; Li, Y.; Cui, J.; Wang, Y.; Liu, J. Sparse sampling and reconstruction for freeform surface based on low-rank matrix completion. Surf. Topogr. Metrol. Prop. 2021, 9, 045053. [Google Scholar] [CrossRef]
- Zhang, K.; Wang, W.; Zhao, B.; Chen, Y. A three-dimensional surface measurement system implemented with Gaussian process based adaptive sampling. Precis. Eng. 2021, 72, 595–603. [Google Scholar] [CrossRef]
- Liu, Y.; Zhao, W.; Liu, H.; Wang, Y.; Yue, X. Coverage Path Planning for Robotic Quality Inspection With Control on Measurement Uncertainty. IEEE/ASME Trans. Mechatron. 2022, 27, 3482–3493. [Google Scholar] [CrossRef]
- Feng, G.; Ziyue, P.; Xutao, Z.; Yan, L.; Jihao, D. An adaptive sampling method for accurate measurement of aeroengine blades. Measurement 2021, 173, 108531. [Google Scholar] [CrossRef]
- Zhang, B.; Feng, P.; Sun, Z.; Cheng, X.; Zeng, L.; Fan, C. Efficient sampling method based on co-kriging for free-form surface measurement. Precis. Eng. 2023, 84, 136–147. [Google Scholar] [CrossRef]
- Ding, L.J.; Dai, S.G.; Mu, P.A. CAD-based path planning for 3D laser scanning of complex surface. Procedia Comput. Sci. 2016, 92, 526–535. [Google Scholar] [CrossRef]
- Koutecký, T.; Paloušek, D.; Brandejs, J. Sensor planning system for fringe projection scanning of sheet metal parts. Measurement 2016, 94, 60–70. [Google Scholar] [CrossRef]
- Morozov, M.; Pierce, S.G.; MacLeod, C.N.; Mineo, C.; Summan, R. Off-line scan path planning for robotic NDT. Measurement 2018, 122, 284–290. [Google Scholar] [CrossRef]
- Li, L.; Xu, D.; Niu, L.; Lan, Y.; Xiong, X. A path planning method for a surface inspection system based on two-dimensional laser profile scanner. Int. J. Adv. Robot. Syst. 2019, 16, 1729881419862463. [Google Scholar] [CrossRef]
- Ziegler, J.; Gattringer, H.; Kaserer, D.; Müller, A. Automated, depth sensor based object detection and path planning for robot-aided 3d scanning. In Advances in Service and Industrial Robotics: Proceedings of the 26th International Conference on Robotics in Alpe-Adria-Danube Region, Poitiers, France, 21–23 June 2017; Springer: Cham, Switzerland, 2017. [Google Scholar]
- Phan, N.D.M.; Quinsat, Y.; Lavernhe, S.; Lartigue, C. Path planning of a laser-scanner with the control of overlap for 3d part inspection. Procedia Cirp 2018, 67, 392–397. [Google Scholar] [CrossRef]
- Wang, J.; Tao, B.; Gong, Z.; Yu, S.; Yin, Z. A mobile robotic measurement system for large-scale complex components based on optical scanning and visual tracking. Robot. Comput.-Integr. Manuf. 2021, 67, 102010. [Google Scholar] [CrossRef]
- Zong, Y.; Liang, J.; Pai, W.; Ye, M.; Ren, M.; Zhao, J.; Tang, Z.; Zhang, J. A high-efficiency and high-precision automatic 3D scanning system for industrial parts based on a scanning path planning algorithm. Opt. Lasers Eng. 2022, 158, 107176. [Google Scholar] [CrossRef]
- Li, J.; Wang, M.; Qu, L.; Lv, G. Research on Three-Dimensional Scanning Path Planning of Casing Parts Based on Industrial Robot. Appl. Sci. 2023, 13, 6162. [Google Scholar] [CrossRef]
- Li, Q.; Huang, X.; Li, S. A laser scanning posture optimization method to reduce the measurement uncertainty of large complex surface parts. Meas. Sci. Technol. 2019, 30, 105203. [Google Scholar] [CrossRef]
- Kwon, H.; Na, M.; Song, J.B. Rescan strategy for time efficient view and path planning in automated inspection system. Int. J. Precis. Eng. Manuf. 2019, 20, 1747–1756. [Google Scholar] [CrossRef]
- Lee, I.D.; Seo, J.H.; Kim, Y.M.; Choi, J.; Han, S.; Yoo, B. Automatic pose generation for robotic 3D scanning of mechanical parts. IEEE Trans. Robot. 2020, 36, 1219–1238. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Proposed Method | Equal Arc-Length Sampling Method | Equal Chord-Height Sampling Method | GD Method | |
|---|---|---|---|---|
| Simulation measuring time | 30.02 s | 33.26 s | 30.29 s | 137.57 s |
| Experimental measuring time | 32.52 s | 30.85 s | 30.83 s | 140.71 s |
| Maximum deviation | 0.071 mm | 0.130 mm | 0.096 mm | 0.075 mm |
| standard deviation | 0.022 mm | 0.028 mm | 0.026 mm | 0.024 mm |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jia, H.; Chen, H.; Chen, C.; Huang, Y.; Lu, Y.; Gao, R.; Yu, L. Research on Path Planning Technology of a Line Scanning Measurement Robot Based on the CAD Model. Actuators 2024, 13, 310. https://doi.org/10.3390/act13080310
Jia H, Chen H, Chen C, Huang Y, Lu Y, Gao R, Yu L. Research on Path Planning Technology of a Line Scanning Measurement Robot Based on the CAD Model. Actuators. 2024; 13(8):310. https://doi.org/10.3390/act13080310
Chicago/Turabian StyleJia, Huakun, Haohan Chen, Chen Chen, Yichen Huang, Yang Lu, Rongke Gao, and Liandong Yu. 2024. "Research on Path Planning Technology of a Line Scanning Measurement Robot Based on the CAD Model" Actuators 13, no. 8: 310. https://doi.org/10.3390/act13080310