Lean VOC-Air Mixtures Catalytic Treatment: Cost-Benefit Analysis of Competing Technologies



Abstract
:1. Introduction
- The definition of the project options to be evaluated: in the present case, the two competing technologies for VOC treatment above described;
- The decision on which costs and benefits are accounted for and the selection of the measurement method to evaluate all the costs and benefits: as described later on, the costs here used to compare the two alternatives are the operational costs, the variable costs to be taken into account with the investment costs for the equipment, and the time losses in case of malfunction;
- The estimation of costs and benefits over a relevant time period and their conversion into a common currency, discounted into present value: dealing with operational costs, the reference period has been assessed over one year of operation.
- Drawing the recommendations based on the costs and benefits and the sensitivity analysis, when available: the decision making was in this case supported not only by the costs figures, but also on the logical-probabilistic model of the two systems, jointly analyzed with the phenomenological model of the process through the Integrated Dynamic Decisional Analysis methodology.
2. Case Study
- a gas blower (B01), used to feed the plant;
- an oxygen feeding line, used to feed the required amount of oxygen in the system, on the basis of the measurement of the oxygen concentration in the gas leaving the plant;
- a filter (F01), used to stop particles suspended in the gaseous stream;
- a heat exchanger (H01), used to pre-heat the feed using the hot gas leaving the reactor;
- a heater (H02), used to heat the feed to the combustion temperature,
- a reactor (R01), used to conduct the combustion reaction.
- High concentration alarm in the feed line, indicating when the VOC concentration of the feed exceeds a certain threshold (0.5% in this case), as the high concentration of the feed would be responsible for a too high temperature in the reactor, with a consequent catalyst deactivation;
- High temperature alarm after the blower: it alerts the operator when the temperature is higher than a certain threshold (270 °C in this case) to prevent filter damages;
- Differential pressure alarm in the filter, indicating filter blocking;
- High/Low temperature alarms in the gas line exiting H01: if the temperature is higher than a certain threshold (450 °C in this case), then catalyst overheating and damages can occur, while if the temperature is lower than a certain threshold (300 °C in this case), then it would not be possible to reach the temperature required to get a full VOC removal in the reactor;
- High temperature alarm in the gas line exiting H02: it alerts the operator if the temperature is higher than a certain threshold (450 °C in this case) and, thus, catalyst damages can occur. Due to the importance of this alarm, temperature is measured by a series of sensors operating logic on voting (2:3);
- High temperature alarms in the reactor: when the temperature is higher than a first threshold (400 °C in this case) the operator is alerted and, if the temperature continues increasing, after a second threshold (450 °C) a protection system is activated, causing the shut-down on the system;
- High oxygen concentration alarm in the product stream, indicating that too much oxygen is present in the product stream and, thus, it cannot be recycled to the polymerization plant;
- High VOC concentration alarm in the product stream, indicating that the VOC concentration is too high and, thus, that the catalytic reactor is not working properly.
- a heat exchanger (H01), used in the start-up phase and for control purposes (according to the design of Fissore et al. [9]);
- a set of valves (V01, V02, V03, V04) used to periodically reverse the gas flow direction: when valves V01 and V04 are open, and V02 and V03 are closed, the gas flows from the top to the bottom of the reactor, while the opposite occurs when valves V01 and V04 are closed and V02 and V03 are open. Valve V05 is usually closed, and used only for control purposes.
3. Materials and Methods
3.1. Integrated Dynamic Decisional Analysis
3.1.1. Logical Model
3.1.2. Phenomenological Model
- Compressor (B01): the outlet pressure has been calculated evaluating the pressure drop in the plant; adiabatic compression has been assumed to calculate the outlet temperature and the compression work.
- Filter (F01): in case the filter operates correctly, the outlet flow rate is not modified, while in case the filter is clogged, only a fraction of the gas (assumed to be constant and equal to 50%) is assumed to pass through the filter, while the rest accumulates upstream the filter increasing the differential pressure.
- Oxygen input: aiming to maintain constant the oxygen excess in the reactor, the flow rate of oxygen is proportional to the difference between the oxygen concentration in the exhaust gas and the target value.
- Heat recovery device (H01): the heat balance is solved to calculate the outlet temperatures for the cold and hot sides. The global heat exchange coefficient (U, W/m2·K) is calculated using the following equation:where h (W/m2·K) is the gas-wall heat transfer coefficient (hh for the hot side and hc for the cold side), k (W/m·K) is the wall thermal conductivity, and s (m) is the wall thickness. The gas-wall heat transfer coefficient is calculated using the following equation:where Nu is the Nusselt number, Re is the Reynolds number, and Pr is the Prandtl number, De (m) is the characteristic length (in our case, the equivalent diameter), kg (W/m·K) is the gas thermal conductivity. The dirtying of the heat exchanger has been simulated considering a reduction of 30% of the heat exchange coefficient.
- Heater (H02): given the amount of heat provided by the heater, the outlet gas temperature is calculated from the heat balance. In case of failure of the control system of the heater, either the heater gives the highest heating rate (100 kW), and the gas temperature can be calculated accordingly, or the heater does not give any heat, and the exit temperature is equal to the inlet value.
- Reactor (R01): the set of equations used to calculate the dynamics of the reactor is composed by the energy balance for the gas:where ρg (kg/m3) is the density of the gas, ug (m/s) is the velocity of the gas, cp,g (J/kg·K) is the specific heat of the gas, εc (m3/m3) is the porosity of the bed, Tg (K) is the temperature of the gas, z (m) is the axial coordinate, hgs (W/m2·K) is the gas-solid heat transfer coefficient, av (m2/m3) is the specific surface of the catalyst, and Ts (K) is the solid temperature, by the energy balance for the solid:where ρs (kg/m3) is the density of the solid, cp,s is the specific heat of the gas (J/kg·K), t (s) is the time, ks (W/m·K) is the thermal conductivity of the solid, ΔHr (J/kg) is the heat of reaction, and rVOC (s−1) is the specific reaction rate of the VOC) and by the mass balance for the VOC. In this case, the chemical reaction was considered as an instantaneous and complete reaction if the temperature is higher than the reaction temperature. Thus, in presence of an excess of oxygen the following equations are solved:while in case of an excess of VOC the following equations are solved:where yVOC (kg/kg) is the VOC mass fraction, yO2 (kg/kg) is the oxygen mass fraction, MVOC (kg/kmol) is the VOC molar mass, MO2 (kg/kmol) is the oxygen molar mass. In case the temperature of the solid is lower than the reaction temperature no chemical reaction occurs and, thus, the following equations are solved:
Consequence Assessment and CBA
4. Results and Discussion
5. Conclusions
Author Contributions
Conflicts of Interest
References
- Kolaczkowski, S. Treatment of Volatile Organic Carbon. Emissions from stationary sources: Catalytic oxidation of the gaseous phase. In Structured Catalysts and Reactors, 2nd ed.; CRC Press: Boca Raton, FL, USA, 2006. [Google Scholar]
- Barresi, A.A.; Baldi, G.; Fissore, D. Forced unsteady-state reactors as efficient devices for integrated processes: Case histories and new perspectives. Ind. Eng. Chem. Res. 2007, 46, 8693–8700. [Google Scholar] [CrossRef]
- Cottrell, F.G. Purifying Gases and Apparatus Therefore. U.S. Patent 2,171,733, 21 June 1938. [Google Scholar]
- Eigenberger, G.; Nieken, U. Catalytic combustion with periodical flow reversal. Chem. Eng. Sci. 1988, 43, 2109–21198. [Google Scholar] [CrossRef]
- Nieken, U.; Eigenberger, G. Fixed-bed reactors with periodic flow reversal: Experimental results for catalytic combustion. Catal. Today 1994, 38, 335–350. [Google Scholar] [CrossRef]
- Matros, Y.S.; Bunimovich, G.A. Reverse-flow operation in catalytic reactors. Catal. Rev. 1996, 38, 1–68. [Google Scholar] [CrossRef]
- Van de Beld, L.; Westerterp, K.R. Air purification in a reverse-flow reactor: Model simulations vs. experiments. AIChE J. 1996, 42, 1139–1148. [Google Scholar] [CrossRef]
- Zufle, H.; Turek, T. Catalytic combustion in a reactor with periodic flow reversal: 1. Experimental results. Chem. Eng. Process. Process Intensif. 1997, 36, 327–339. [Google Scholar] [CrossRef]
- Fissore, D.; Barresi, A.A.; Baldi, G.; Hevia, M.A.G.; Ordònez, S.; Dìez, F.V. Design and Testing of Small-Scale Unsteady-State Afterburners and Reactors. AIChE J. 2005, 51, 1654–1664. [Google Scholar] [CrossRef]
- Cittadini, M.; Vanni, M.; Barresi, A.A.; Baldi, G. Reverse-Flow catalytic burners: Response to periodical variations in the feed. Chem. Eng. Sci. 2001, 56, 1443–1449. [Google Scholar] [CrossRef]
- Chen, G.; Chi, Y.; Yan, J.; Ni, M. Effect of periodic variation of the inlet concentration on the performance of reverse flow reactors. Ind. Eng. Chem. Res. 2011, 50, 5448–5458. [Google Scholar] [CrossRef]
- Marín, P.; Ordóñez, S.; Díez, F.V. Monoliths as suitable catalysts for reverse-flow combustors: Modeling and experimental validation. AIChE J. 2011, 56, 3162–3173. [Google Scholar] [CrossRef]
- Kolios, G.; Frauhammer, J.; Eigenberger, G. Autothermal fixed-bed reactor concepts. Chem. Eng. Sci. 2000, 55, 5945–5967. [Google Scholar] [CrossRef]
- Luzi, C.D.; Martínez, O.M.; Barreto, G.F. Autothermal reverse-flow reactors: Design and comparison of valve-operated and rotary systems. Chem. Eng. Sci. 2016, 148, 170–181. [Google Scholar] [CrossRef]
- Demichela, M.; Piccinini, N. Integrated dynamic decision analysis: A method for PSA in dynamic process system. In Proceedings of the CISAP 3, Rome, Italy, 11–14 May 2008; AIDIC: Milano, Italy, 2008. [Google Scholar]
- Demichela, M.; Camuncoli, G. Risk based decision making. Discussion on two methodological milestones. J. Loss Prev. Process Ind. 2014, 28, 101–108. [Google Scholar] [CrossRef]
- Leva, M.C.; Pirani, R.; Demichela, M.; Clancy, P. Human factors issues and the risk of high voltage equipment: Are standards sufficient to ensure safety by design? Chem. Eng. Trans. 2012, 26, 273–278. [Google Scholar]
- Demichela, M.; Pirani, R.; Leva, M.C. Human factor analysis embedded in risk assessment of industrial machines: Effects on the safety integrity level. Int. J. Perform. Eng. 2014, 10, 487–496. [Google Scholar]
- Saarikoski, H.; Mustajoki, J.; Barton, D.N.; Geneletti, D.; Langemeyer, J.; Gomez-Baggethun, E.; Marttunen, M.; Antunes, P.; Keune, H.; Santos, R. Multi-Criteria Decision Analysis and Cost-Benefit Analysis: Comparing alternative frameworks for integrated valuation of ecosystem services. Ecosyst. Serv. 2016, 22, 238–249. [Google Scholar] [CrossRef]
- Dixon, J.A.; Hufschmidt, M. Economic Valuation Techniques for the Environment. A Case Study Workbook; Johns Hopkins University Press: Baltimore, MA, USA, 1986. [Google Scholar]
- Boardman, A.; Greenberg, D.; Vining, A.; Weimer, D. Cost-Benefit Analysis. Concepts and Practice; Pearson Prentice Hall: Upper Saddle River, NJ, USA, 2011. [Google Scholar]
- Ferreira, S.; Cabral, M.; da Cruz, N.F.; Simões, P.; Marques, R.C. The costs and benefits of packaging waste management systems in Europe: The perspective of local authorities. J. Environ. Plan. Manag. 2017, 60, 773–791. [Google Scholar] [CrossRef]
- Nichol, KL. Cost-Benefit Analysis of a Strategy to Vaccinate Healthy Working Adults against Influenza. Arch. Intern. Med. 2001, 161, 749–759. [Google Scholar] [CrossRef] [PubMed]
- Diakoulaki, D.; Karangelis, F. Multi-criteria decision analysis and cost–benefit analysis of alternative scenarios for the power generation sector in Greece. Renew. Sustain. Energy Rev. 2007, 11, 716–727. [Google Scholar] [CrossRef]
- Clementel, S.; Galvagni, R. The use of the event tree in the design of nuclear power plants. Environ. Int. 1984, 10, 377–382. [Google Scholar] [CrossRef]
- Galvagni, R.; Clementel, S. Risk analysis as an instrument of design. In Safety Design Criteria for Industrial Plants; Cumo, M., Naviglio, A., Eds.; CRC Press: Boca Raton, FL, USA, 1989; Volume 1. [Google Scholar]
- Turja, A.; Demichela, M. Risk based design of allyl chloride production plant. Chem. Eng. Trans. 2011, 24, 1087–1092. [Google Scholar]
- Gerbec, M.; Baldissone, G.; Demichela, M. Design of procedures for rare, new or complex processes: Part 2—Comparative risk assessment and CEA of the case study. Saf. Sci. in press. [CrossRef]
- Mannan, S. Lee’s Loss Prevention in the Process Industries; Elsevier: Oxford, UK, 2005. [Google Scholar]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Top Event | Fixed Bed Plant | Reverse Flow Plant | ||
|---|---|---|---|---|
| Sintering of Catalyst | Discharge with Excess of VOCs | Sintering of Catalyst | Discharge with Excess of VOCs | |
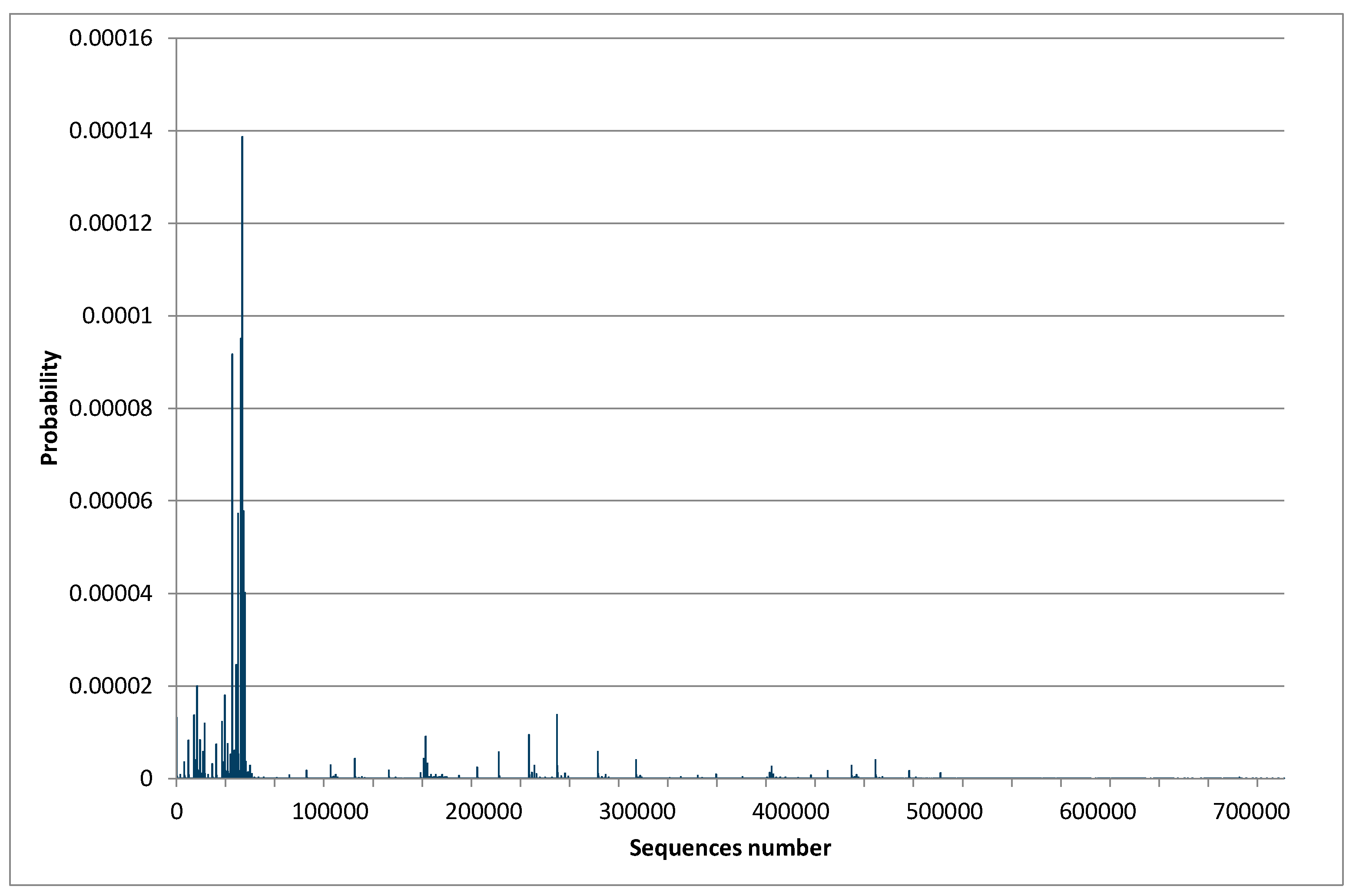
| Number of sequences | 1,088,431 | 1,955,342 | 0 | 1,134,625 |
| Probability | 5.41 × 10−6 | 8.37 × 10−3 | - | 1.32 × 10−2 |
| Cut-off | 10−16 | 10−16 | 10−12 | 10−12 |
| Intervention | Estimated Costs | Estimated Time |
|---|---|---|
| Restore filter | 200 € | 3 h |
| Restore system of input of oxygen | 2000 € | 2 h |
| Restore heat recovery | 20,000 € | 5 days |
| Restore heater | 10,000 € | 1 day |
| Restore blower | 2000 € | 1 day |
| Restore valve of reactor | 10,000 € | 2 days |
| Restore heat control inside of reactor | 2000 € | 3 days |
| Replace catalyst in traditional plant | 200 €/dm3 | 7 days |
| Replace catalyst in intensified plant | 17,500 € | 7 days |
| Plant stop | 100,000 € | 1 day |
| Cost no abatement of VOCs | 60,000 € | - |
| Cost of electric power | 0.16 €/kWh | - |
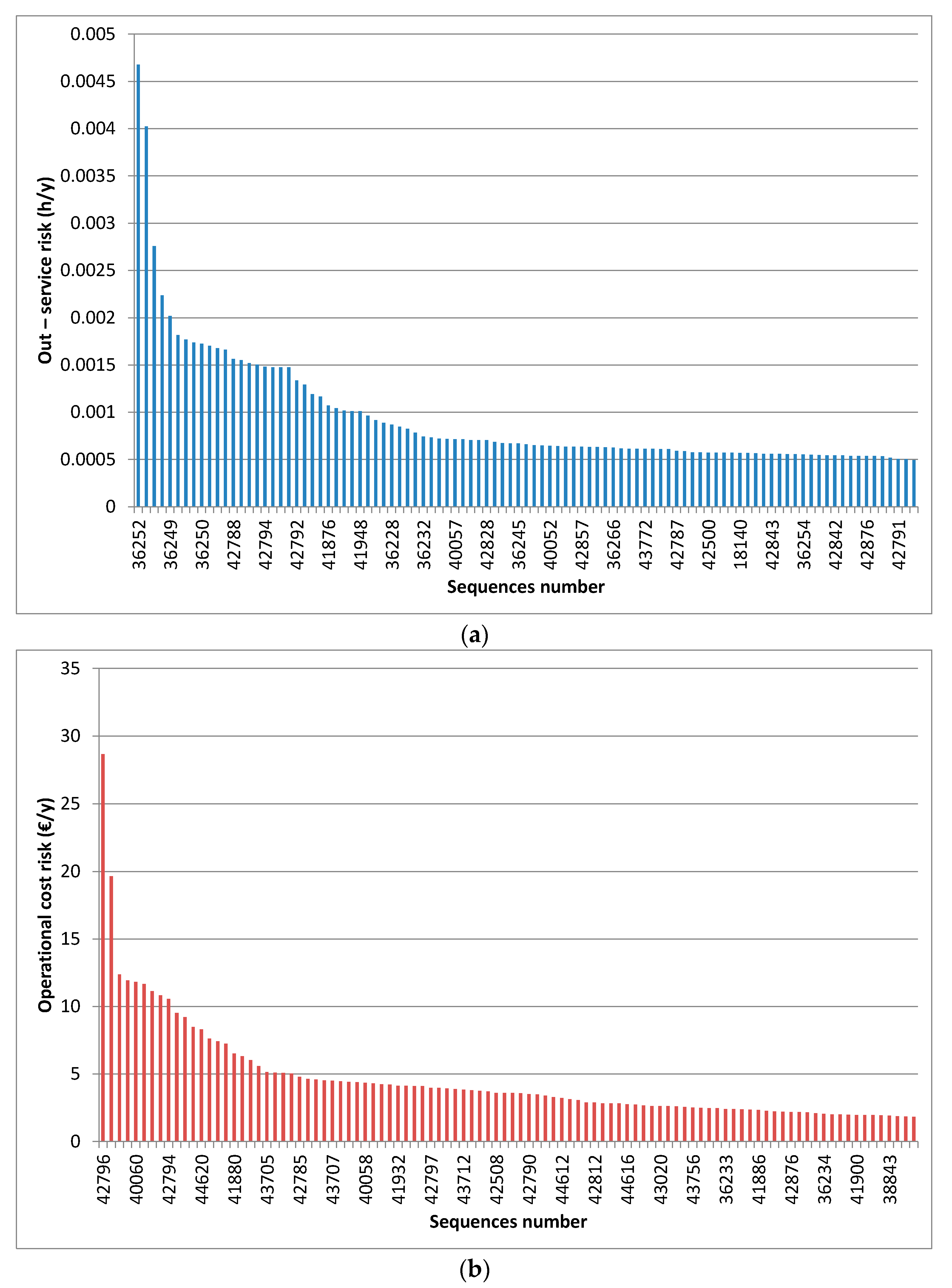
| Sequences Number 10119 | Probability 2.43 × 10−9 | ||||
|---|---|---|---|---|---|
| Out Service | 26 h/Year | Risk (out of Service) | 6.31 × 10−8 h/Year | ||
| Operational Cost | 128,500 €/Year | Risk (Operational Cost) | 0.0003 €/Year | ||
| Level | Probability | Cumulative Probability | Description | Out Service (h/Year) | Cost (€/Year) |
| 1 | 1-1.00 × 10−3 | 0.999 | Input temperature? OK | - | - |
| 3 | 1-1.00 × 10−3 | 0.998 | Input VOCs concentration? OK | - | - |
| 5 | 1-1.00 × 10−3 | 0.997 | Input Flow? OK | - | - |
| 50 | 1-8.40 × 10−2 | 0.913 | Blower B01? OK | - | - |
| 52 | 1-9.50 × 10−2 | 0.827 | FE01? OK | - | - |
| 53 | 1-2.52 × 10−1 | 0.618 | FIC01? OK | - | - |
| 54 | 1-2.31 × 10−1 | 0.475 | FCV01? OK | - | - |
| 55 | - | 0.475 | Flow after the blower? OK | - | - |
| 100 | 1-9.00 × 10−1 | 0.0475 | Filter F01? OK | - | - |
| 150 | 1-6.20 × 10−2 | 0.0446 | AE02 (O2)? OK | - | - |
| 151 | 1-9.50 × 10−2 | 0.040357 | AT02? OK | - | - |
| 152 | 1-2.52 × 10−1 | 0.030187 | AICA02? OK | - | - |
| 153 | 1-1.81 × 10−1 | 0.024723 | FE02? OK | - | - |
| 154 | 1-9.50 × 10−2 | 0.022375 | FT02? OK | - | - |
| 155 | 1-2.52 × 10−1 | 0.016736 | FIC02? OK | - | - |
| 156 | 1-2.31 × 10−1 | 0.01287 | FV02? OK | - | - |
| 157 | 0.001 | 1.29 × 10−5 | O2 is Available? NO | 2 | 2.000 |
| 160 | - | 1.29 × 10−5 | The O2 concentration? Low | - | - |
| 230 | 1-7.00 × 10−3 | 1.28 × 10−5 | V01? OK | - | - |
| 232 | 1-7.00 × 10−3 | 1.27 × 10−5 | V02? OK | - | - |
| 234 | 1-7.00 × 10−3 | 1.26 × 10−5 | V03? OK | - | - |
| 236 | 1-7.00 × 10−3 | 1.25 × 10−5 | V04? OK | - | - |
| 245 | - | 1.25 × 10−5 | Flow from V01 to V04? Correct | - | - |
| 255 | - | 1.25 × 10−5 | Flow from V02 to V03? Correct | - | - |
| 276 | - | 1.25 × 10−5 | Temperature inside reactor? Low | - | - |
| 500 | 1-8.40 × 10−2 | 1.15 × 10−5 | TE10? OK | - | - |
| 502 | 1-2.52 × 10−1 | 8.57 × 10−6 | TIC10? OK | - | - |
| 521 | 0.0003 | 2.57 × 10−9 | TSL10? Fault | - | - |
| 528 | - | 2.57 × 10−9 | The system TSL10 is effectiveness? NO | - | - |
| 504 | 1-2.50 × 102 | 2.51 × 10−9 | TAL10? OK | - | - |
| 505 | 1-3.00 × 10−2 | 2.43 × 10−9 | Operator occur on TAL10? YES | - | - |
| 506 | - | 2.43 × 10−9 | TLA10 is effectiveness? YES-Emergency | - | - |
| 602 | - | 2.43 × 10−9 | Plant status? Emergency | 24 | 100.000 |
| - | - | - | Power | 26.500 | |
| Indicator | Fixed Bed Plant | Reverse Flow Plant | ||
|---|---|---|---|---|
| Sintering of Catalyst | Discharge with Excess of VOCs | Sintering of Catalyst | Discharge with Excess of VOCs | |
| Probability | 5.41 × 10−6 | 8.37 × 10−3 | 2.9 × 10−6 1 | 1.32 × 10−2 |
| Annual operational costs, €/year | 500,000 | 171,000 | 144,000 | 92,000 |
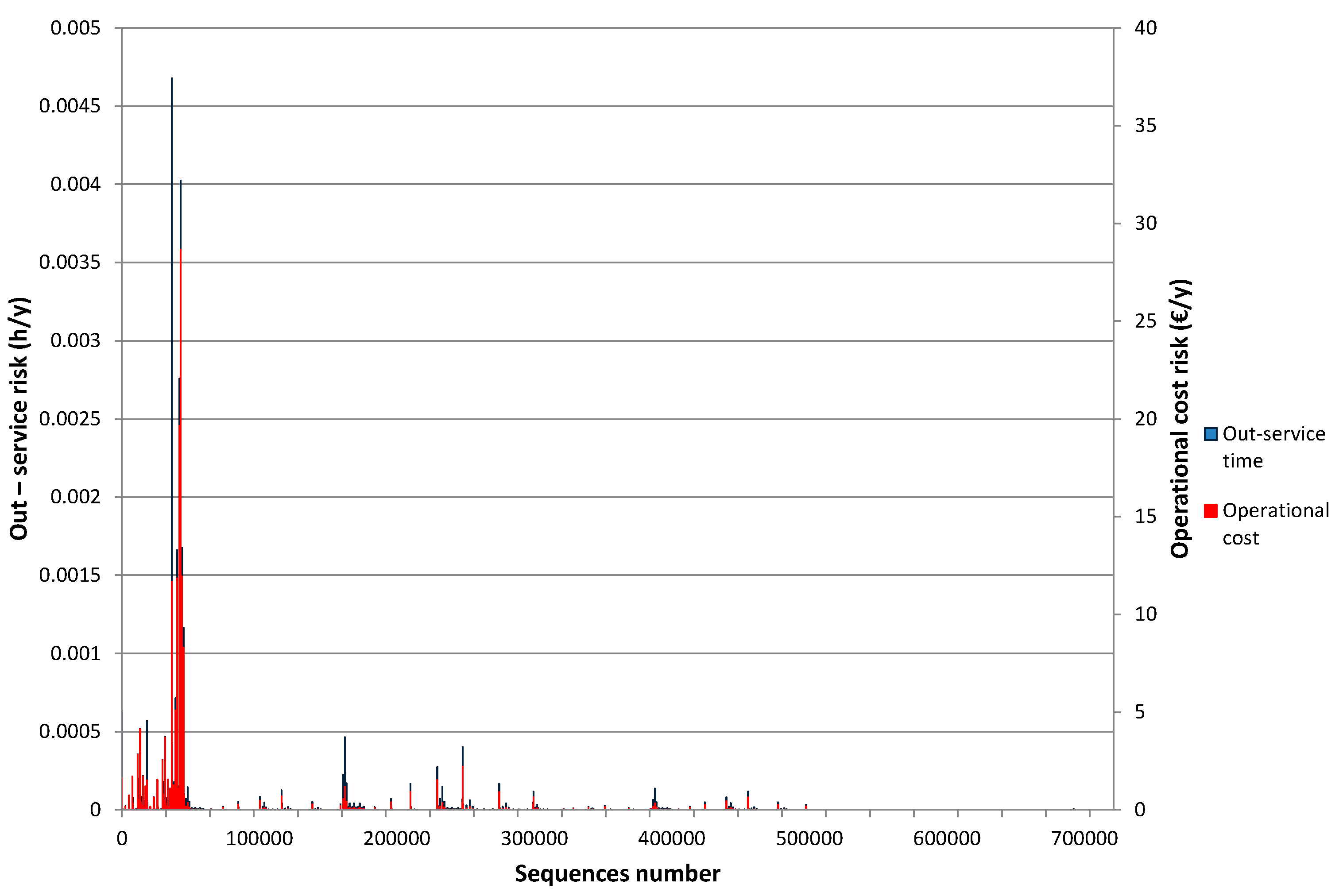
| Risk, €/year | 2.7 | 1400 | 0.4 | 1200 |
| Time losses, h/year | 219 | 42 | 192 | 43 |
| Risk, h/year | 1.2 × 10−3 | 0.35 | 5.6 × 10−4 | 0.56 |
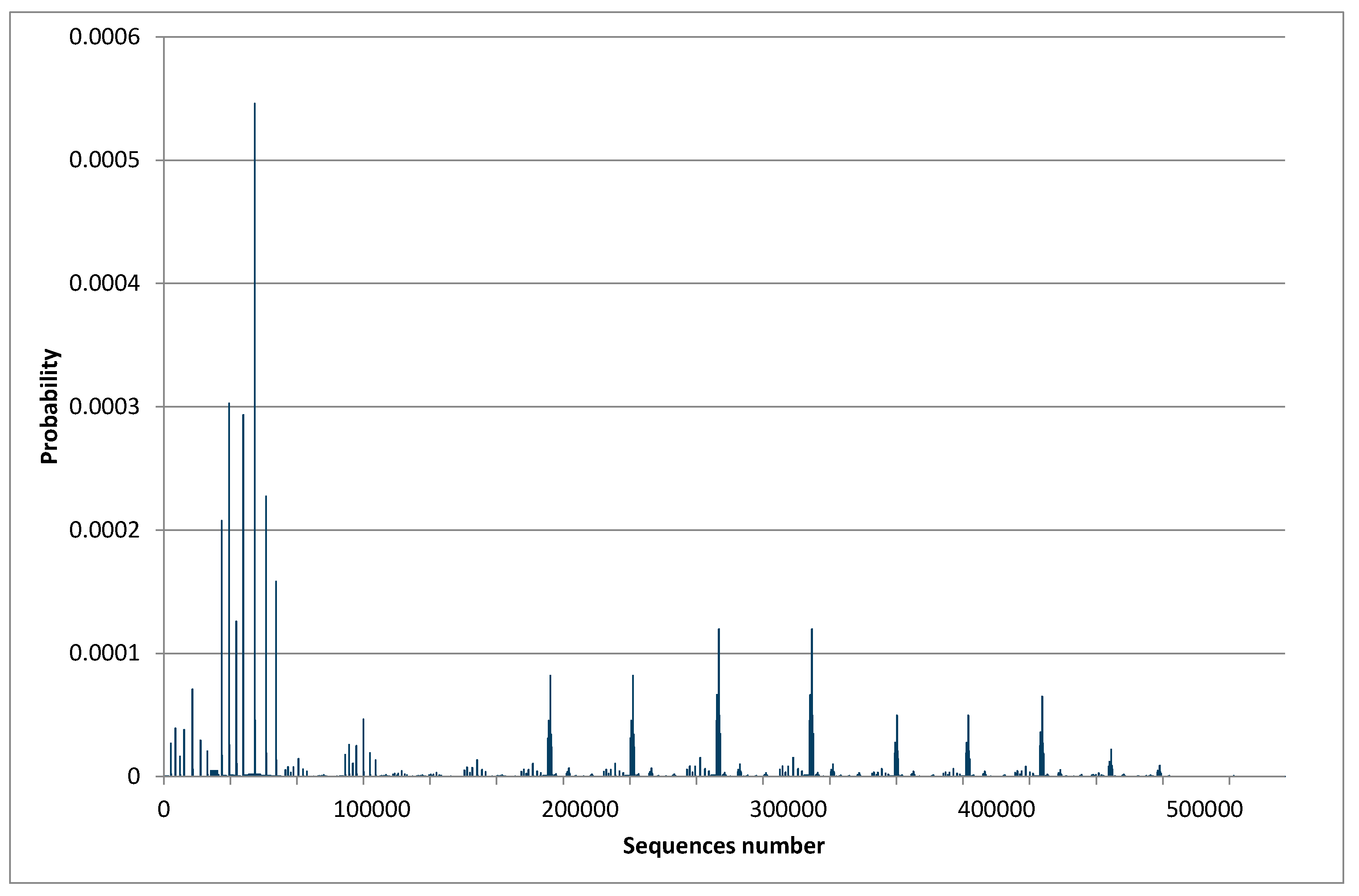
| Number of sequences | 698,688 | 721,461 | 0 | 538,590 |
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Baldissone, G.; Demichela, M.; Fissore, D. Lean VOC-Air Mixtures Catalytic Treatment: Cost-Benefit Analysis of Competing Technologies. Environments 2017, 4, 46. https://doi.org/10.3390/environments4030046
Baldissone G, Demichela M, Fissore D. Lean VOC-Air Mixtures Catalytic Treatment: Cost-Benefit Analysis of Competing Technologies. Environments. 2017; 4(3):46. https://doi.org/10.3390/environments4030046
Chicago/Turabian StyleBaldissone, Gabriele, Micaela Demichela, and Davide Fissore. 2017. "Lean VOC-Air Mixtures Catalytic Treatment: Cost-Benefit Analysis of Competing Technologies" Environments 4, no. 3: 46. https://doi.org/10.3390/environments4030046
APA StyleBaldissone, G., Demichela, M., & Fissore, D. (2017). Lean VOC-Air Mixtures Catalytic Treatment: Cost-Benefit Analysis of Competing Technologies. Environments, 4(3), 46. https://doi.org/10.3390/environments4030046