3.1. Chemical Composition of WB
As expected, WB showed an interesting nutritional value due to its high content in DF and protein (
Table 1). The main component of WB was DF that accounted for 46.6 g 100 g
−1, values within the range reported in the literature [
7,
44,
45,
46]. DF fraction was made up of 81% of insoluble components and minor percentages of high molecular weight (HMW) and low molecular weight (LMW) soluble compounds (12.7% and 6.2% of TDF, respectively), in agreement with earlier studies [
21]. In addition, it was observed that β-glucan was a representative polysaccharide of the soluble DF accounting for 33.05% of the total HMW-SDF (soluble dietary fiber) fraction. Starch was another abundant carbohydrate in WB that reached 19 g 100 g
−1 values comparable to the reported by other authors [
47]. Protein content was 15.6 g 100 g
−1, a value that falls within the range found in the literature [
9]. Ash content of WB was around 5 g 100 g
−1, resulting in agreement with other studies [
38,
46]. The fat content was relatively low (4.0 g 100 g
−1) in agreement with observations reported previously [
9,
11,
44]. The WB oil fraction was composed mainly by polyunsaturated fatty acids (PUFA) (63.9% of total fatty acids), followed by monounsaturated fatty acids (MUFA) (19.7% of total fatty acids), and lower proportion of saturated fatty acids (SFA) (16.4% of total fatty acids). FA content in WB was 553.96 mg 100 g
−1 being mainly present as the bound form (99%).
3.2. Effect of HT Time on Ferulic Acid (FA) and Total Phenolic (TP) Content, Total Antioxidant Capacity (TAC) and AIA of WB Hydrolysate
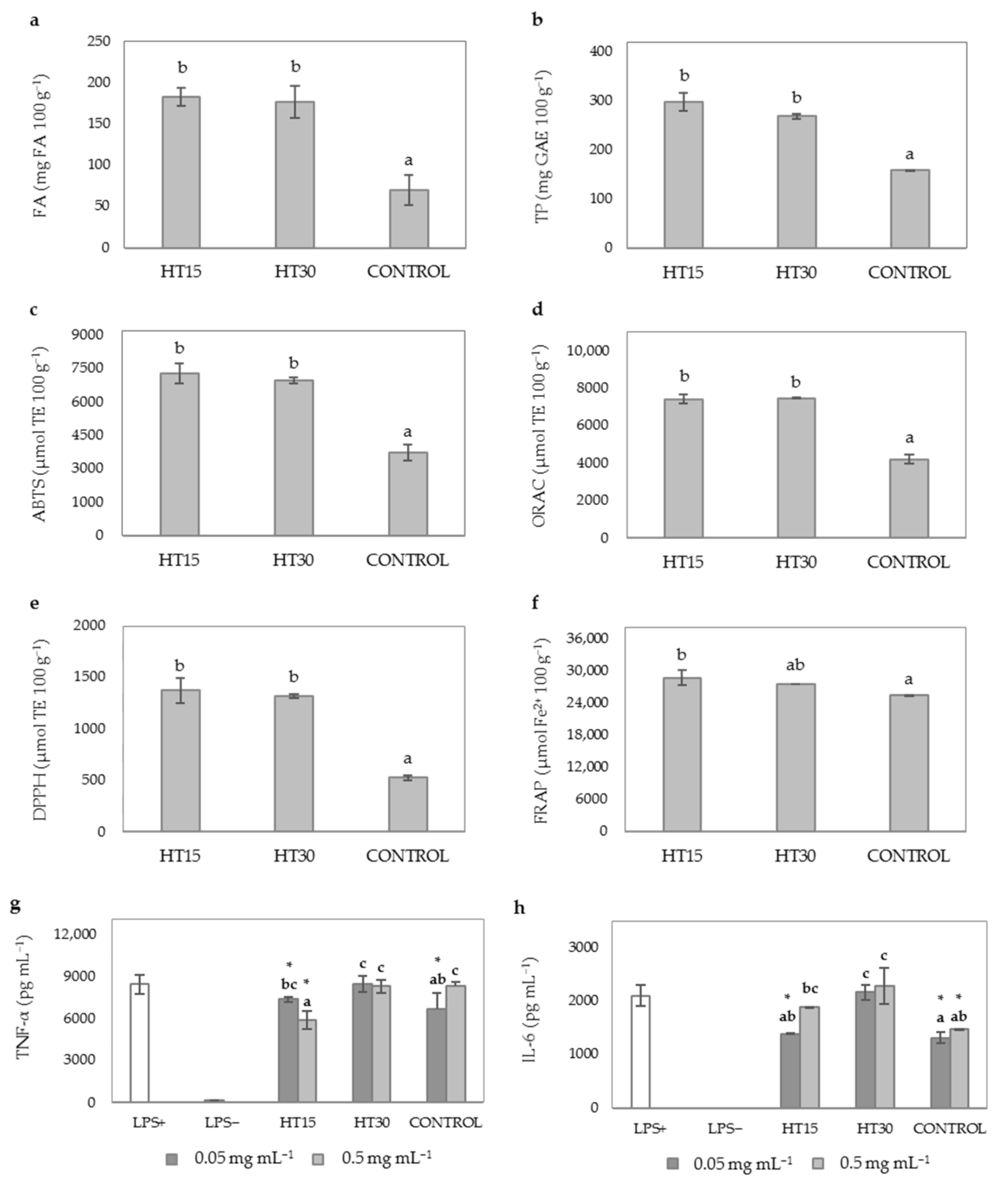
Different autoclave times (15 and 30 min) were evaluated for the HT and compared with no pretreatment assayed as control. HT experiments with WB (HT15 and HT30) affected positively to FA (
Figure 2a) and TP content of WB hydrolysates that reached values two times higher than those found in control (non-thermally treated WB hydrolysate) (
Figure 2b). The use of high temperature combined with pressure favored FA and TP release during hydrolysis, as previously reported by different authors [
7,
48]. HT may enhance solubilization of celluloses and hemicelluloses of WB increasing the content of extractable phenolic compounds due to the breakdown of the lignocellulosic fibers [
49]. In particular, Deroover et al. [
50] reported that autoclaving can increase more effectively the soluble extractable phenolic compounds, such as
p-coumaric and FA, compared to other conventional methods such as boiling. No significant differences (
p ≥ 0.05) were observed between HT15 and HT30; although, there was a reducing tendency in TP levels with longer autoclave times, which may be associated with the thermal instability of phenolic compounds [
51].
To evaluate the TAC of WB hydrolysates, several analytical methods were used including DPPH, ORAC, ABTS, and FRAP assays. In general, HT significantly increased 2-fold the antioxidant activity of WB hydrolysates
(p < 0.05) regardless of the method used. No significant differences were observed between the antioxidant activity of HT15 and HT30 (
Figure 2c–f). This observation indicated that longer HT times (30 min) did not result in an improvement of the TAC of WB hydrolysates. This observation suggested that increasing HT time from 15 to 30 min did not caused a higher solubilization of DF components and, subsequently, did not allow a greater soluble FA (
Figure 2a) and TP (
Figure 2b) enzymatic release by Ultraflo XL.
HT significantly influenced the AIA of WB hydrolysates although a different behavior was observed depending on the duration of the HT (
Figure 2g,h). Improvements in the AIA of WB hydrolysates were observed for HT15 at doses of 0.5 mg mL
−1 (30.75% inhibition of TNF-α levels vs. 1.06% inhibition of control,
Figure 2g). However, the ability of WB hydrolysates to reduce IL-6 levels (10.5 46% inhibition,
Figure 2h) was not significantly improved when HT was applied as pretreatment for 15 min (HT15). Evidence from in vitro and in vivo studies have demonstrated the anti-inflammatory effects of FA and AX hydrolysis products including feruloyl oligosaccharides, arabinooligosaccharides and xylooligosaccharides [
9,
52]. In agreement with our study, previous investigations reported a noticeable increase of these anti-inflammatory compounds when thermal and enzymatic treatments are used in combination [
9,
23,
53]. Therefore, the higher ability of HT15 to reduce TNF-α production in LPS induced macrophages could be attributed to the increased solubility of DF components caused by thermal-pressure treatments and the improved enzymatic release of WB bound phenolics and AX oligosaccharides by Ultraflo XL. In contrast, HT30 showed similar cytokine levels (
Figure 2g,h) compared to untreated LPS+ cells. These results are indicative of the loss of the anti-inflammatory potential of WB hydrolysates when a shorter time (30 min) was applied. There are two plausible explanations of these results related to the thermal degradation of thermolabile phenolic compounds, firstly in consistency with the decreasing trend observed in TP content of HT30 as compared to HT15 (
Figure 2b) and secondly the neogeneration of Maillard reaction products (MRP) in thermally treated products with processing time as it was previously observed in other studies [
54]. MRPs lead to the formation of advanced-glycation (AGEs) and lipoxidation end products (ALEs) with proinflammatory activity. Moreover, MRPs could activate inflammatory responses via macrophages activation and immune dysfunction in helper T lymphocytes [
55]. Therefore, all these studies could explain the loss of anti-inflammatory effects observed for HT30.
Given the higher yields of FA and TP, and antioxidant and anti-inflammatory potential of HT15, this operating time was selected for further experiments.
3.3. Effect of the Sequential Use of HT and HHP on FA and TP Content, TAC and AIA of WB Hydrolysate
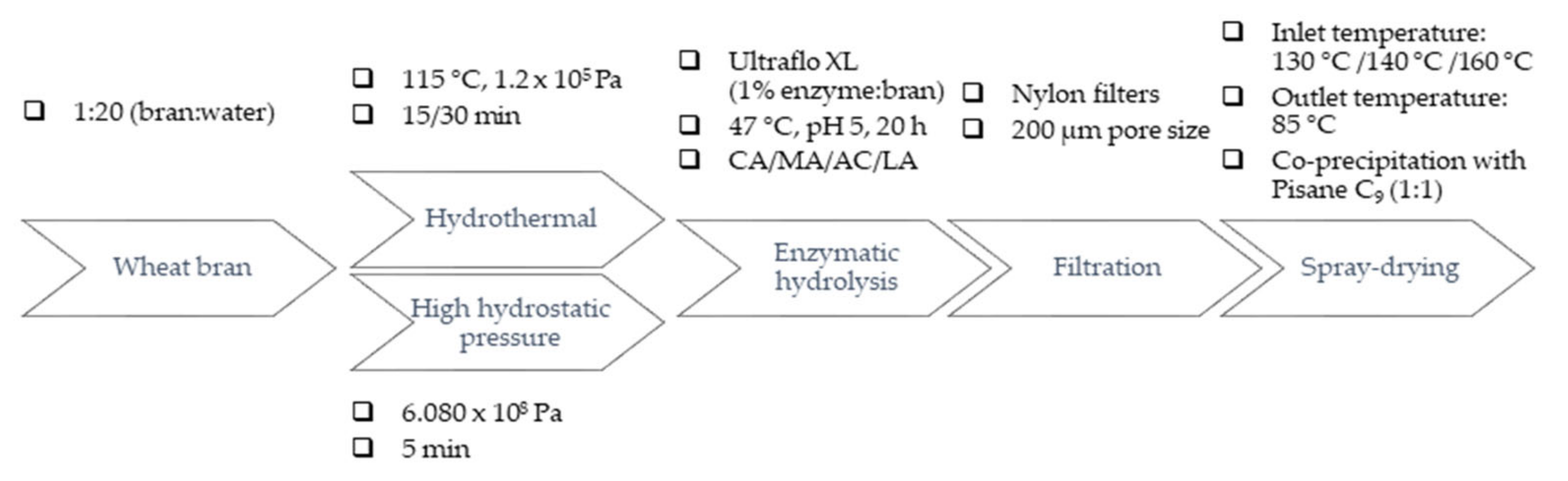
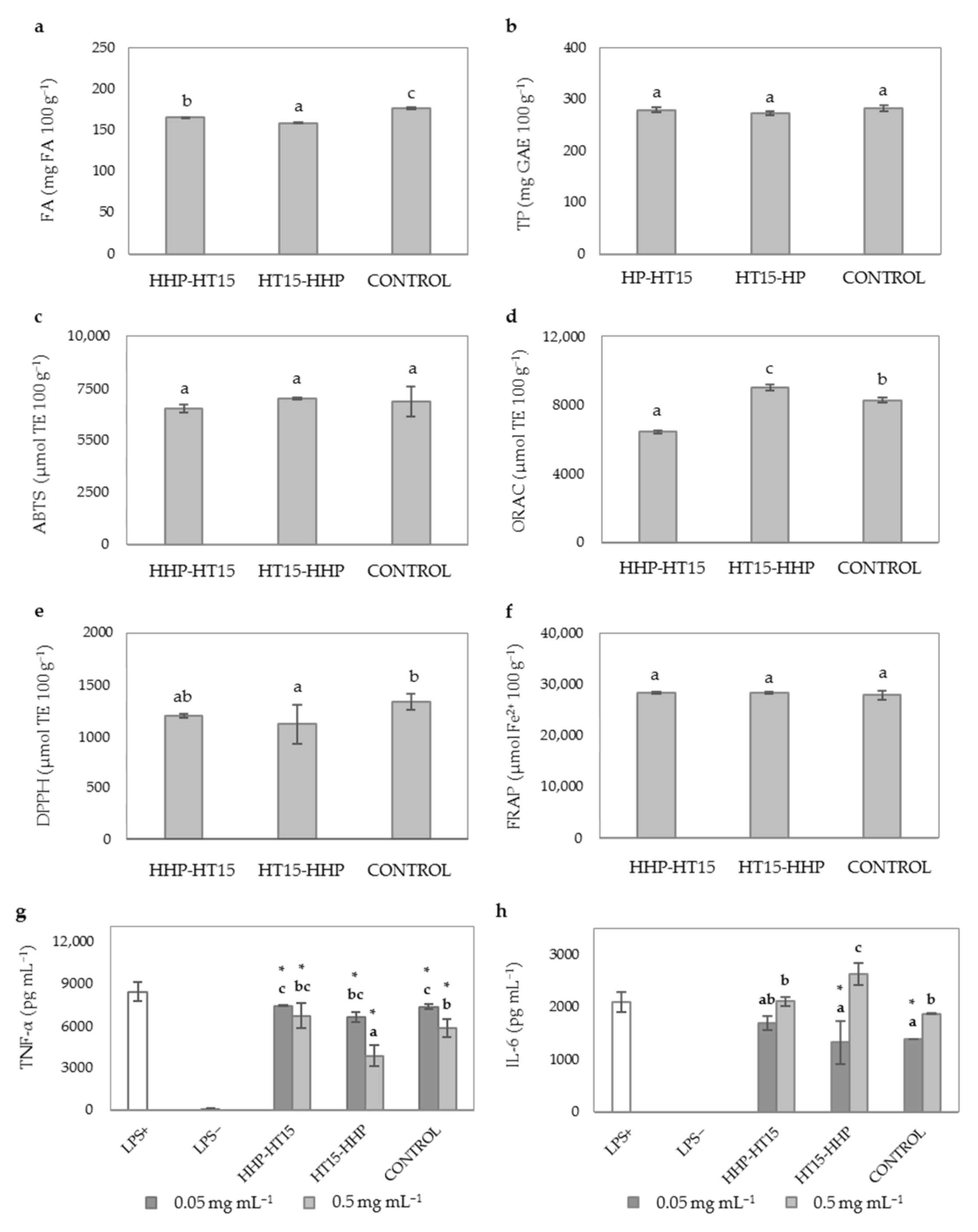
With the aim to study the efficiency of the sequential use of HT and HHP pretreatments in the enzymatic release of WB bound phenolics, HHP was applied before (HHP-HT15) and after (HT15-HHP) the HT and compared to HT15 treatment (CONTROL) (
Figure 3). HHP has been used as the bound phenolic extraction method in a number of studies due to its increased mass transfer rate, cell membrane damage, and enhanced solvent permeability, improving production efficiency [
8,
56]. However, it has also been reported that HHP pretreatment at high pressure levels (6.08 × 10
8 Pa) strengthened matrix network interactions thus hindering the release of bioactive compounds [
57]. Our results on FA content of WB hydrolysates confirm this effect as FA yields were slightly reduced in HHP-HT15 and HT15-HHP as compared to CONTROL (
Figure 3a). In addition, the pressurization at 6.08 × 10
8 Pa for 5 min did not have any significant (
p ≤ 0.05) effect on TP content of WB hydrolysates, neither after nor before the HT (
Figure 3a,b). In agreement with our results, Pérez-Rodríguez et al. [
53] demonstrated that the combination of HT and HHP led to lower FA levels in corn cob hydrolysates than those achieved with the single application of HT. This study also concluded that enzymatic FA release from corn cob is influenced by the interaction of temperature and time. Thus, a synergistic effect on the enzymatic liberation of FA by Ultraflo
® L was achieved when combination of HT treatment of corn cob was carried out at 130 °C/2 h followed by HHP at 6.08 × 10
8 Pa/40 °C/15 min, operating conditions that differed greatly from the selected in the present study (autoclaving at 115 °C/15 min and pressurization at 6.08 × 10
8 Pa/20 °C/5 min).
As shown in
Figure 3c–f, TAC of WB hydrolysates was not affected by the combination of HT and HHP pretreatments in consistency with results related to FA and TP content (
Figure 3a,b respectively). Similarly, the AIA of WB hydrolysates was not modified after HHP-HT15 treatment as compared to CONTROL (
Figure 3g,h), in line with results observed for FA and TP (
Figure 3a,b). Interestingly, a shift in the order of application of both pretreatment methods (HT15-HHP) increased the ability of WB hydrolysate to reduce the levels of TNF-α at doses of 0.5 mg mL
−1 (from 8400.0 to 3863.7 pg mL
−1 that accounted for 54% inhibition,
Figure 3g) as compared to CONTROL
(from 8400.0 to 5817.9 pg mL
−1 that corresponded to 30.74% inhibition) while no significant variations were observed for IL-6 (
Figure 3h). The reason of this behavior is not completely clear since there is hardly any information about changes in lignin and hemicellulose during the sequential application of HHP and HT, and how these pretreatments affect to the enzymatic release of WB compounds with anti-inflammatory activity. When the first process unit is HT, a plausible mechanism for the improvement in the AIA of WB hydrolysates could be the swelling and thermal breakdown of the lignocellulosic materials, as previously described [
58] that may promote, in a higher extent, the subsequent hydration and opening of the WB matrix during the HHP treatment, hence increasing the area for enzyme activity [
59]. On the contrary, intense HHP as the first process unit could reduce swelling capacity of WB matrix [
57] and hence, the polysaccharide solubilization efficiency of HT and the hydrolytic efficiency of enzymes might be reduced. This remains to be studied in further experiments.
In summary results from these experiments showed that application of HHP in the conditions used in the present study did not provide important improvements in the TP, TAC and AIA of WB hydrolysates. For this reason, further experiments were performed applying only HT15 as pretreatment for the subsequent enzymatic hydrolysis.
3.4. Effect of the Type of Organic Acid on FA and TP Contents, TAC and AIA of WB Hydrolysate
A recent study carried out in our laboratory demonstrated that when using Ultraflo XL, optimal pH should be maintained between 4.5 and 5.5 to maximize the FA yield, TAC and AIA of WB hydrolysates [
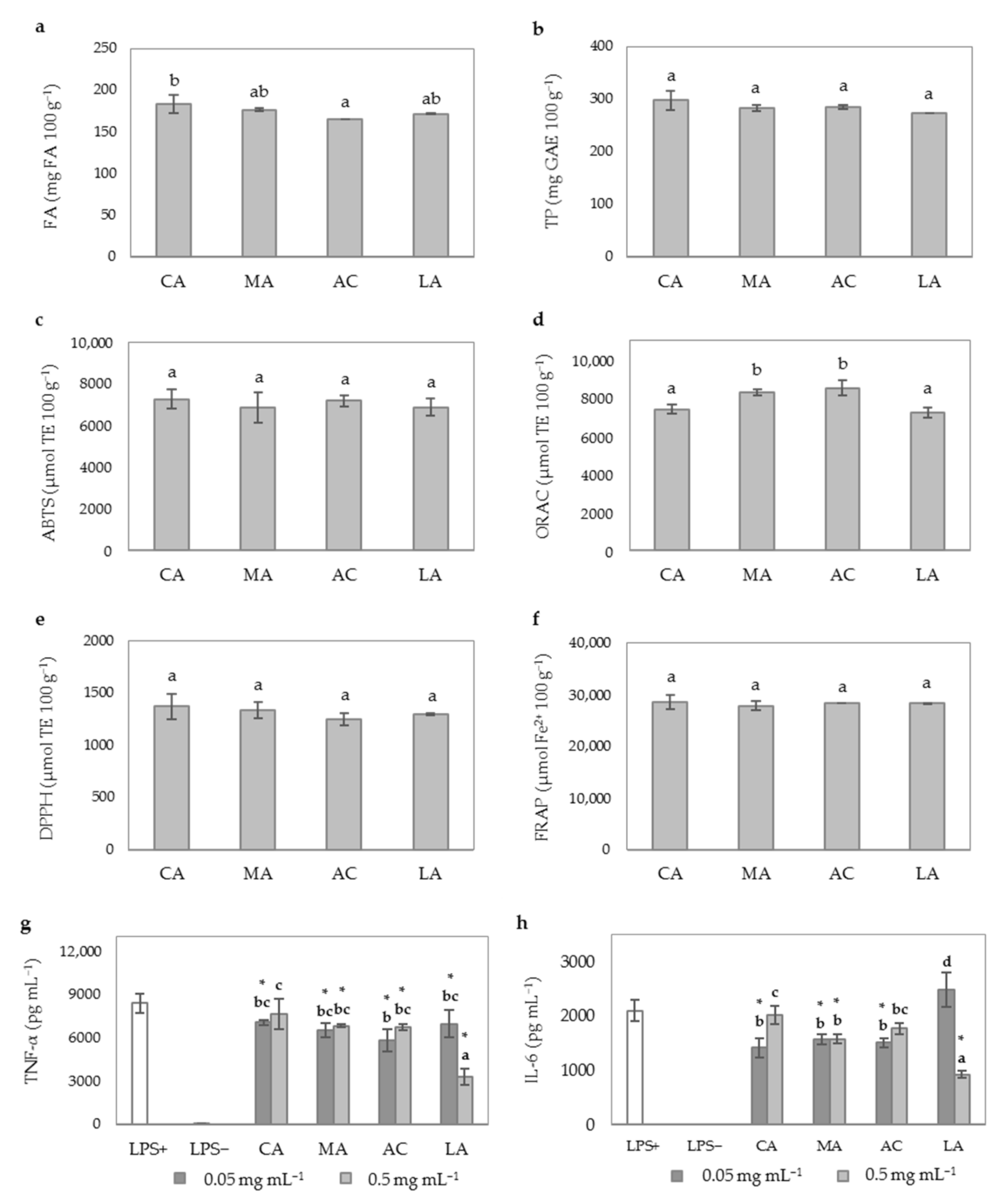
9]. In the present study, it was compared the use of different organic acids as alternative to inorganic acids (HCl) during WB enzymatic treatment in keeping acidic conditions. Organic acids could be used as part of a green and safer processing strategy to produce a value-added functional ingredient. The type of organic acid used in the enzymatic treatment did not cause important changes in the enzymatic release of FA (
Figure 4a) and TP (
Figure 4b) from WB.
As shown in
Figure 4c–f, similar results were observed for ABTS, ORAC, DPPH, and FRAP assays since non-significant differences were observed among WB treatments. Minor modifications were also noticed for the AIA of WB hydrolysates when different organic acids were used with the exception of LA (
Figure 4g,h). WB hydrolysates at doses of 0.5 mg mL
−1 containing LA showed the highest inhibition of TNF-α (from 8400.0 to 834.3 pg mL
−1, accounting for 60.3% inhibition) and IL-6 levels (2102.1 to 926.8 pg mL
−1 accounting for 55.9% inhibition). This finding is in line with results of an earlier study concluding that LA may inhibit LPS-activation of NFκβ, leading to downregulation of TNF-α and IL-6 in rat intestinal mucosa microvascular endothelial cells [
60]. The recent study of Shan et al. [
61] support previous evidence showing that LA is able to downregulate the expression of cytokines TNF-α and IL-12, secreted by M1-tumor associated macrophages.
3.5. Effect of the Spray-Drying (SPD) Inlet Temperature on TP, TAC and AIA of WB Hydrolysate
In order to better address changes in the phenolic composition of hydrolyzed WB after SPD, a HPLC-ESI-QTOF/MS analysis was performed, and the list of phenolic compounds tentatively identified is summarized in
Table 2,
Figure S1. A total of thirteen phenolic compounds from three different phenolic classes including 10 phenolic acids, 2 flavonoids, and 1 hydroxybenzaldehyde were tentatively identified by comparison of retention time (RT), parent and fragment ion accurate masses, and molecular formulas with literature data. Compounds
1,
2, and
6 with theoretical [M − H]
− at
m/z 154.1201 and RT of 4.3, 5.2, and 10.9 min were characterized as dihydroxybenzoic acid isomers (i1, i2, and i3, respectively) [
62]. Compounds
3,
4, and
5 with theoretical [M − H]
− at
m/z 137.0244 and RT of 7.1, 7.8, and 8.3 min were characterized as hydroxybenzoic acid isomers (i1, i2, and i3, respectively) [
63]. A total of 4 hydroxycinnamic acids (Compounds
6,
8,
11, and
13) with detected [M − H]
− at
m/z 353.0906, 179.0398, 193.0506, and 193.0505, were tentatively characterized as chlorogenic acid, caffeic acid,
trans-FA and
cis-FA, respectively. Previously, caffeic acid was identified in a thermally processed WB methanolic extract in the positive ionization mode [
62] and
trans-FA and
cis-FA were identified in aleurone wheat fractions [
63]. Regarding the flavonoid class, 2 flavones were found (Compounds
10 and
12) tentatively characterized as isomers 1 and 2 of apigenin diglucosides with observed [M − H]
− at
m/z 563.1447 and 563.1450, respectively [
7,
63]. At last, one hydroxybenzaldehyde (Compound
9) with the molecular formula C
8H
8O
3 and [M − H]
− at
m/z 151.0389 was tentatively identified as vanillin, which was previously identified in purple wheat by HPLC-DAD [
64].
Regardless of the temperature used in the SPD method,
trans-FA was the major phenolic compound (202.04–245.84 mg 100 g
−1) accounting for 97% of the total quantified phenolic compounds in WB hydrolysates (
Table 3). Smaller amounts of
cis-FA (1.71–1.94 mg 100 g
−1) and isomers of apigenin diglucosides (1.30–1.52 mg 100 g
−1 for isomer 1, and 1.60–1.80 mg 100 g
−1 for isomer 2) were also accounted (
Table 3). No significant effect of the inlet temperature on any of the quantified phenolic compounds was observed among treatments except for
trans-FA values that showed a significant decrease at 160 °C. These results suggest that phenolic compounds present in WB hydrolysates were stable at 130–140 °C inlet temperature. Consistent with our results, Cheng et al. [
65] reported that five phenolic compounds, among them FA, remained stable at temperatures up to 150 °C for at least 20 min. However, at 200 °C FA and protocatechuic acid were almost completely degraded. SPD was reported to be a suitable technique for drying heat sensitive polyphenols, although operating temperatures seemed to be very important. Drying inlet/outlet temperatures (150/80 °C, respectively) were associated with high retention rates of TP and anthocyanins in blackberry juice [
28]. On the other hand, different combinations of inlet/outlet temperatures in rice bran extract powder showed that increases in the inlet/outlet temperatures (100/85 to 120/89 °C and 140/92 °C) negatively affected the concentration of TP [
66].
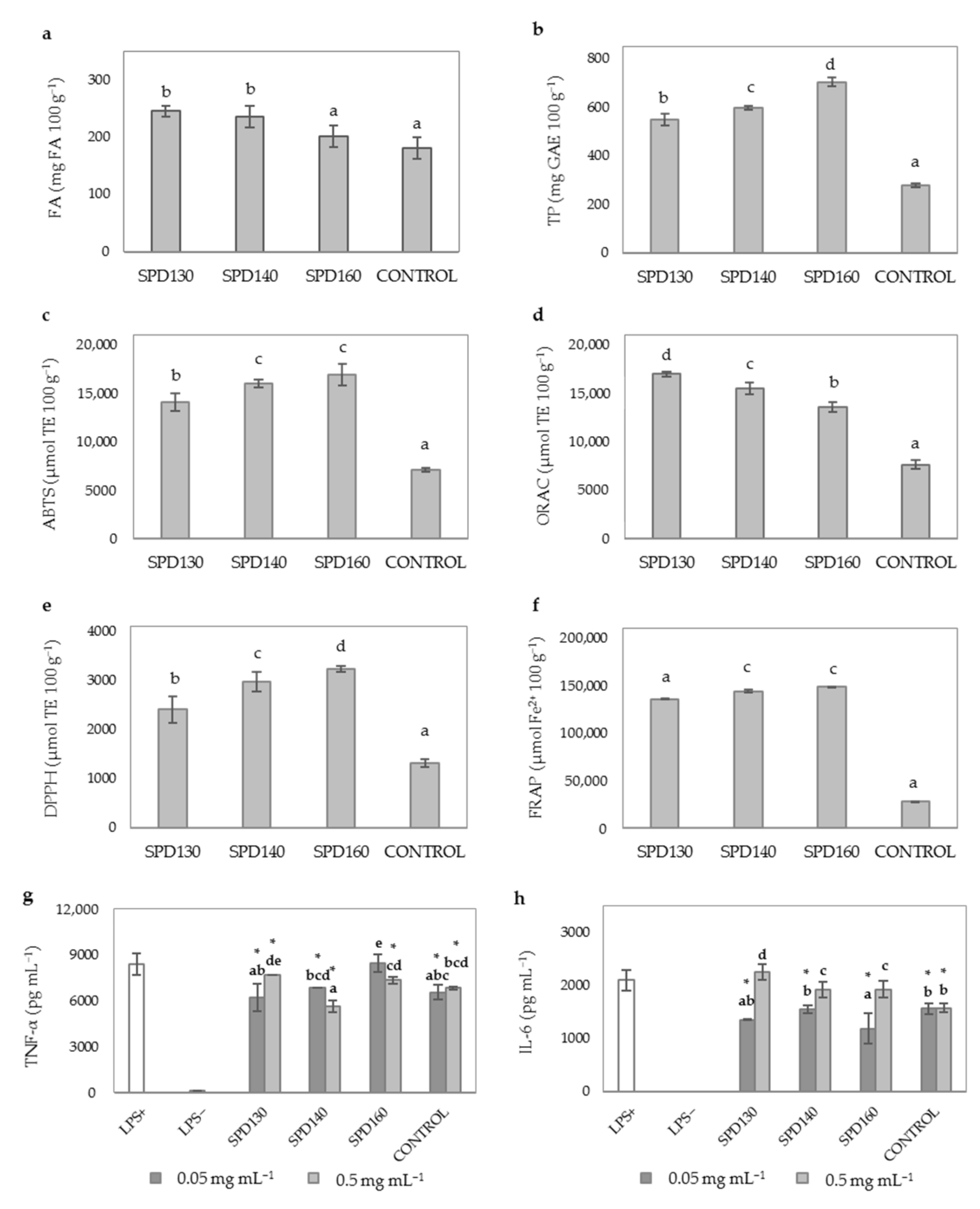
TP content significantly (
p ≤ 0.05) increased after SPD as compared to CONTROL (
Figure 5b). There was an increasing tendency in the TP content of WB hydrolysates with increasing inlet temperatures, thus SPD160 showed the highest values. These findings were not coincident with the phenolic quantitative analysis carried out by mass spectrometry indicating that the increased TP content observed after SPD may be due to the formation of melanoidins and other MRPs that have reducing power and may interfere in the analysis of TP as determined by the Folin–Ciocalteu’s reagent [
67].
The effect of the use of different inlet temperatures during SPD on the TAC of WB hydrolysates was also studied and compared with control (
Figure 5c–f). An increasing trend was observed for the TAC in WB hydrolysates after SPD at different temperatures, with the exception of ORAC values that showed an inverse behavior (
Figure 5d). The increasing trend in this capacity with increasing temperature can be associated with a higher generation of MRPs, since HPLC-ESI-QTOF/MS analyses did not show differences in the amounts of TP at 130–140 °C inlet temperature (
Table 3). The molecular weight of the melanoidins produced after Maillard reactions depends on temperature applied [
68,
69,
70]. SPD treatments at higher temperatures (160 °C) may have favored the formation of HMW melanoidins with higher antioxidant capacity, as previously reported [
68,
69,
70]. An exception to the observations described above was the ORAC assay that showed an inverse behavior that could be associated to the peroxyl radical inhibitory activity of HMW melanoidins increasing with higher temperature and processing time (
Figure 5d).
Differences in the AIA of WB hydrolysates after SPD at different inlet temperature were hardly observed (
Figure 5g,h). In general, SPD did not affect the ability of WB hydrolysates to reduce TNF-α irrespective of the inlet temperature tested. A significant improvement in the inhibition of the latter cytokine was only observed when cells were treated with SPD140 at 0.5 mg mL
−1 (60.3% inhibition). In contrast, SPD negatively affected the inhibitory action of WB hydrolysates on IL-6 levels when macrophages were exposed at doses of 0.5 mg mL
−1. SPD160 was an exception to this observation as cell treatments at 0.05 mg mL
−1 of this WB hydrolysates showed a higher reduction in the production of this cytokine.
Water activity (a
w) of dried WB hydrolysates in all tested conditions was under 0.32 and SPD130 showed the lowest values (
Table 4) although the differences were not significant between treatments. This could be explained by the loss of water binding structures with increasing temperatures, while water content remaining similar, resulting in an inversely proportional relation between aw and inlet air temperature. Water molecules trapped inside macromolecules or immobilized by hydrogen binding require more energy to be evaporated [
71].
Total solids yield after SPD of WB soluble fraction at different inlet temperature is shown in
Table 5. This parameter increased with increasing inlet temperatures up to 140 °C, due to the improvement of droplet drying and reduced droplet/particle deposition on the walls of the drying chamber. Higher inlet temperatures (160 °C) decreased sharply total solids content as reported previously [
72]. However, although the use of lower temperature in the inlet SPD showed lower yields, those values were duplicated when the HHP was included in the process (
Table 5). For this reason, since a lower temperature can contribute with the reduction of energy, an important issue in the dry processes can reduce the potential formation of Maillard derivatives. The results showed that the use of 130 °C inlet temperature will be more successful for the stabilization of WB hydrolysates.
3.7. Relative Antioxidant Capacity Index (RACI) and Principal Component Analysis (PCA)
RACI was calculated to obtain a complete and dynamic measurement of the TAC, a theoretical concept calculated from the perspective of statistics by integrating the antioxidant capacity values generated from different in vitro methods (
Table S1).
Correlation analysis (
Figure S2) showed a significant relationship between TP and antioxidant capacity (for ABTS:
r = 0.99,
p < 0.05; for ORAC:
r = 0.95,
p < 0.05; DPPH:
r = 0.99,
p < 0.05; and FRAP:
r = 0.99,
p < 0.05). The high correlation between antioxidant capacity and TP content after the HT may reflect the fact that covalently bound phenolic acids such as FA are the major components released in the obtained final ingredient.
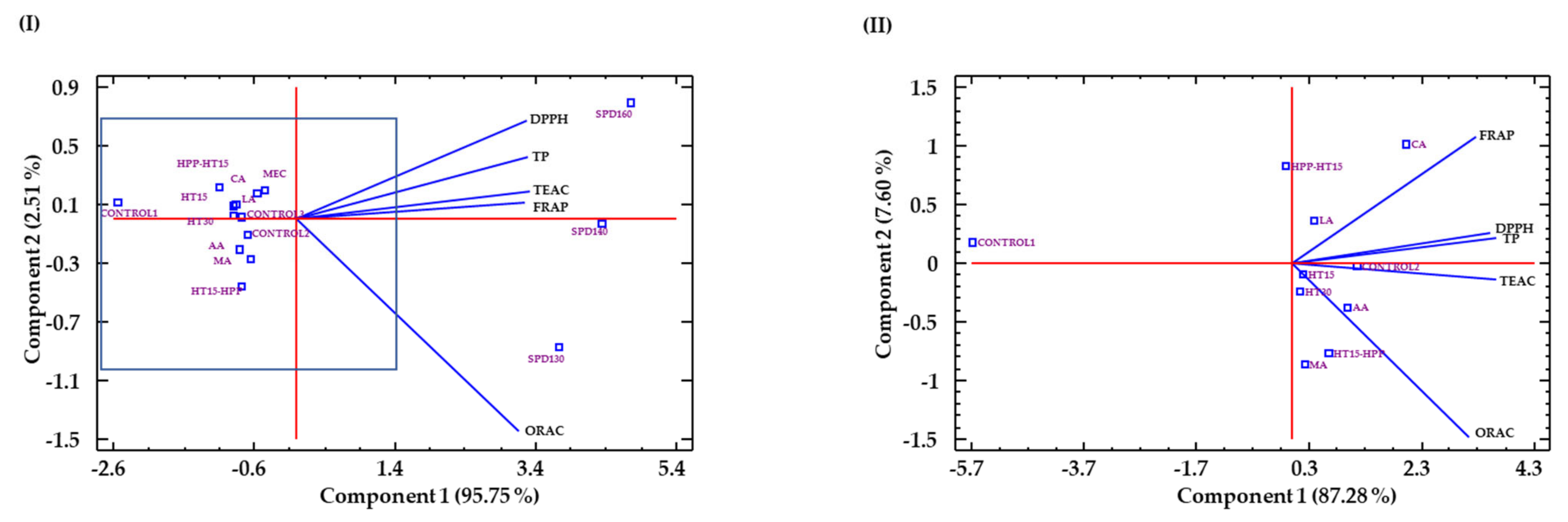
The use of PCA (
Figure 7I) showed that the first component (PC1) explained 95.75% of the variance and 2.51% of the second (PC2), being the total explained variance of 97.28%. The variables antioxidant capacity (ABTS, DPPH, and FRAP) and TP content were well correlated with PC1, and antioxidant capacity against ORAC was better correlated to PC2. PC1 allowed the differentiation of SPD ingredients from MEC ingredients or not dried; meanwhile, PC2 allowed to separate SPD at 130 °C from SPD at 140 °C and 160 °C, being this one highly correlated with ORAC values.
A second PCA analysis was carried out (
Figure 7II) with the samples in the inner rectangle shown in
Figure 7I, i.e., excluding SPD samples, which were clearly discriminated in the first PCA. The first component (PC1) allowed one to differentiate the control sample from the rest of the treatments, which showed higher antioxidant results in all parameters. The second component (PC2) allowed clear differentiation of samples treated with HHP before HT (HHP-HT15) from those treated with HHP after HT (HT15-HHP), mostly based on differences in FRAP and ORAC values. In accordance to the PCA results, SPD130 and HT15-HHP ingredients would have higher affinity for the peroxyl radicals (ORAC value) and, therefore, better ability for breaking fatty acid oxidative chain reactions, as compared to the rest of the ingredients obtained.
3.8. Selection of Processing Conditions and Chemical Characterization of Final Products
Following the definition of de Figueirêdo et al. [
73] who consider that a well-designed extractive process combines the lowest specific energy consumption and the least loss of solvent, HT for 15 min, HHP, and SPD at 130 °C would reduce both the temperature of thermal treatment and spray-drying without reduction of bioactive properties, and reaching a yield close to 50%. The use of MEC did not produce a decrease on the bioactive properties and since this technology may increase its stability during storage and digestion, the incorporation of this process can be positive. Moreover, pea protein can even add additional advantages during the digestion since the hydrolysis of pea protein could potentially provide additional bioactive properties from the peptides released during gastrointestinal digestion. On the other hand, there are some limitations with this technique, such as the limited availability of coating materials that can be used for applications, and the thermolability of core materials during the SPD process. For all these reasons, SP130 and MEC were selected as the most suitable processing conditions and their chemical composition of resulting end products is compared in
Table 6. Nutritional composition of Pisane C
9 is also included to explain differences between the two final products.
TDF was the main component in SPD130 (15.21 ± 0.58 g 100 g
−1) that was composed exclusively of soluble poly-(HMW-SDF) and oligosaccharides (LMW-SDF). IDF was not detected because of the enzymatic solubilization of WB celluloses and hemicelluloses catalyzed by Ultraflo XL [
9] and the subsequent filtration of WB hydrolysates for the removal of the insoluble fraction (
Figure 1). As compared to MEC, HMW-SDF represented more than 50% of TDF in SPD130 (64.04%) and MEC (84.00%). However, the LMW-SDF and β-glucan content in SPD130 were double as compared to MEC. Starch values were significantly higher in SPD130 than in MEC. On the other hand, addition of Pisane C
9 as a wall material in MEC had a significant effect on its protein and phytic acid contents. Protein was the major compound of this powder, being 3.7-times higher compared to SPD130 values due to the addition of Pisane C
9 (81.70% protein). A higher phytic acid concentration was observed for MEC compared to SPD130, this rise was probably due to the utilization of Pisane C
9 (4.05 g of phytic acid 100 g
−1) as wall material. Finally, MEC exhibited lower values of soluble phenolic compounds and FA isomers than SPD130.


 ,
, 









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}