
Determination Method of Core Parameters for the Mechanical Classification Simulation of Thin-Skinned Walnuts
 and
and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Acquisition of Walnut Intrinsic Parameters
2.1.1. Moisture Content and Density Tests of Walnuts
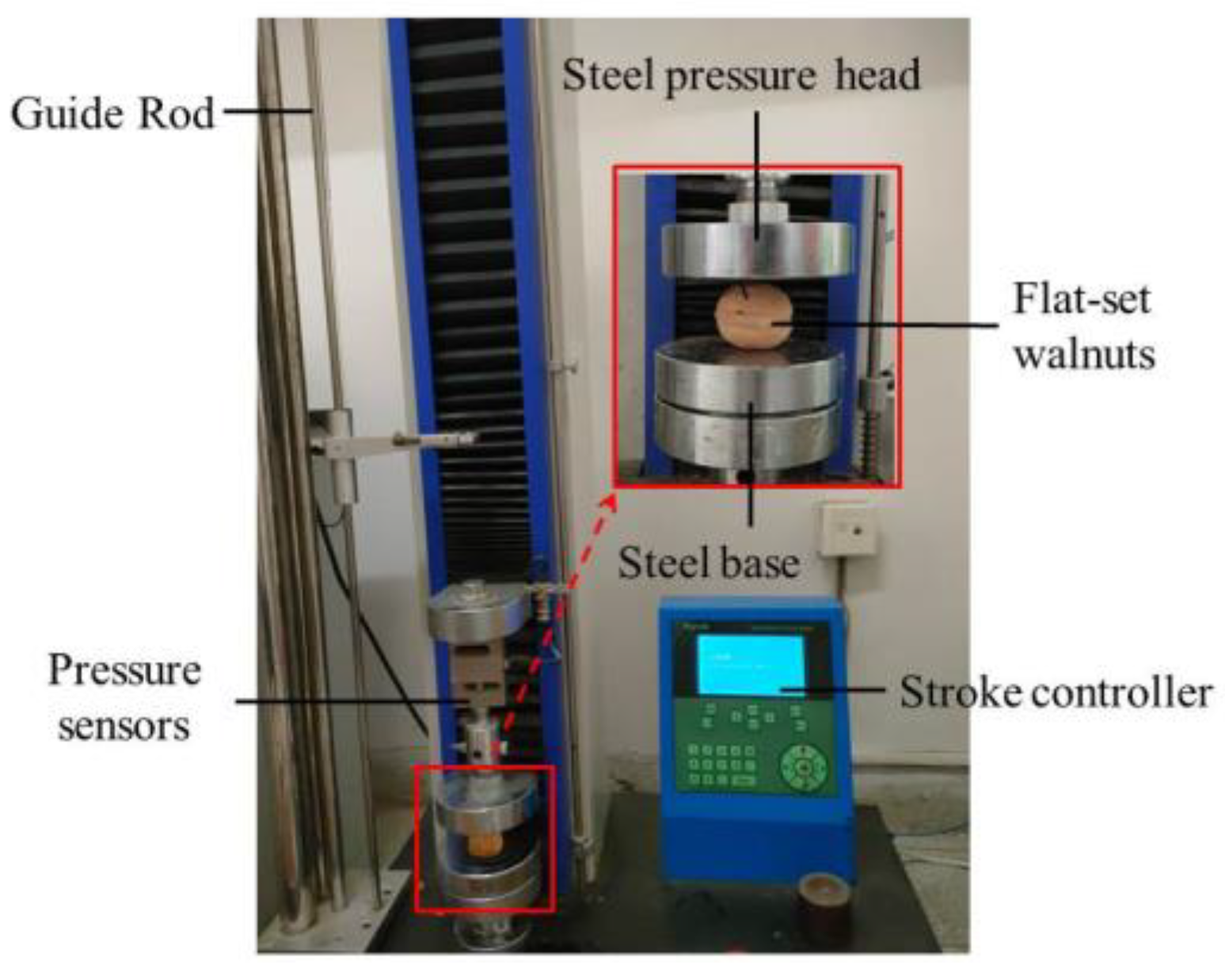
2.1.2. Geometric Size and Shear Modulus Test of Walnuts
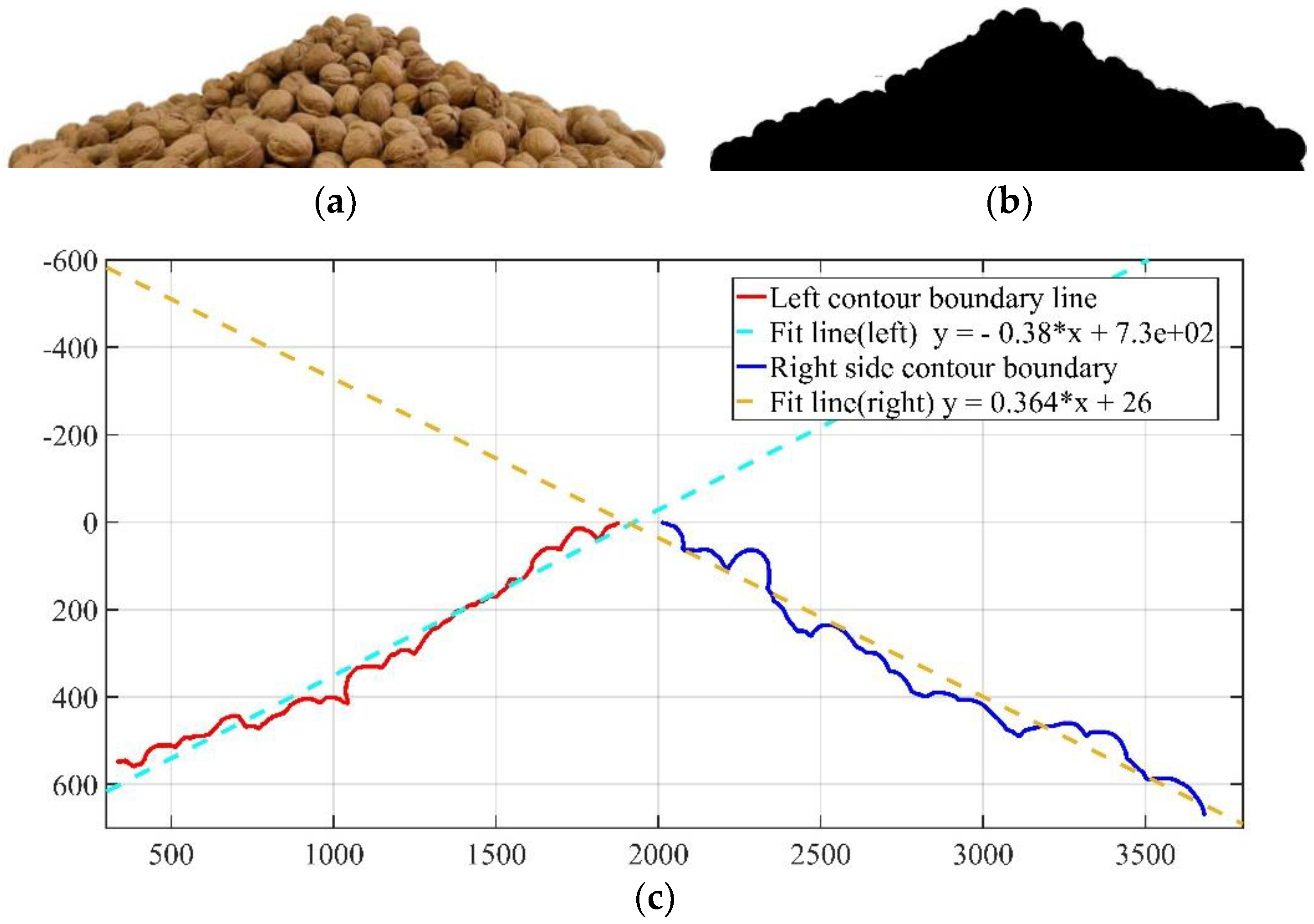
2.1.3. Physical Test of the Stacking Angle of Walnuts
2.2. Acquisition of Measurable Contact Parameters of Walnuts
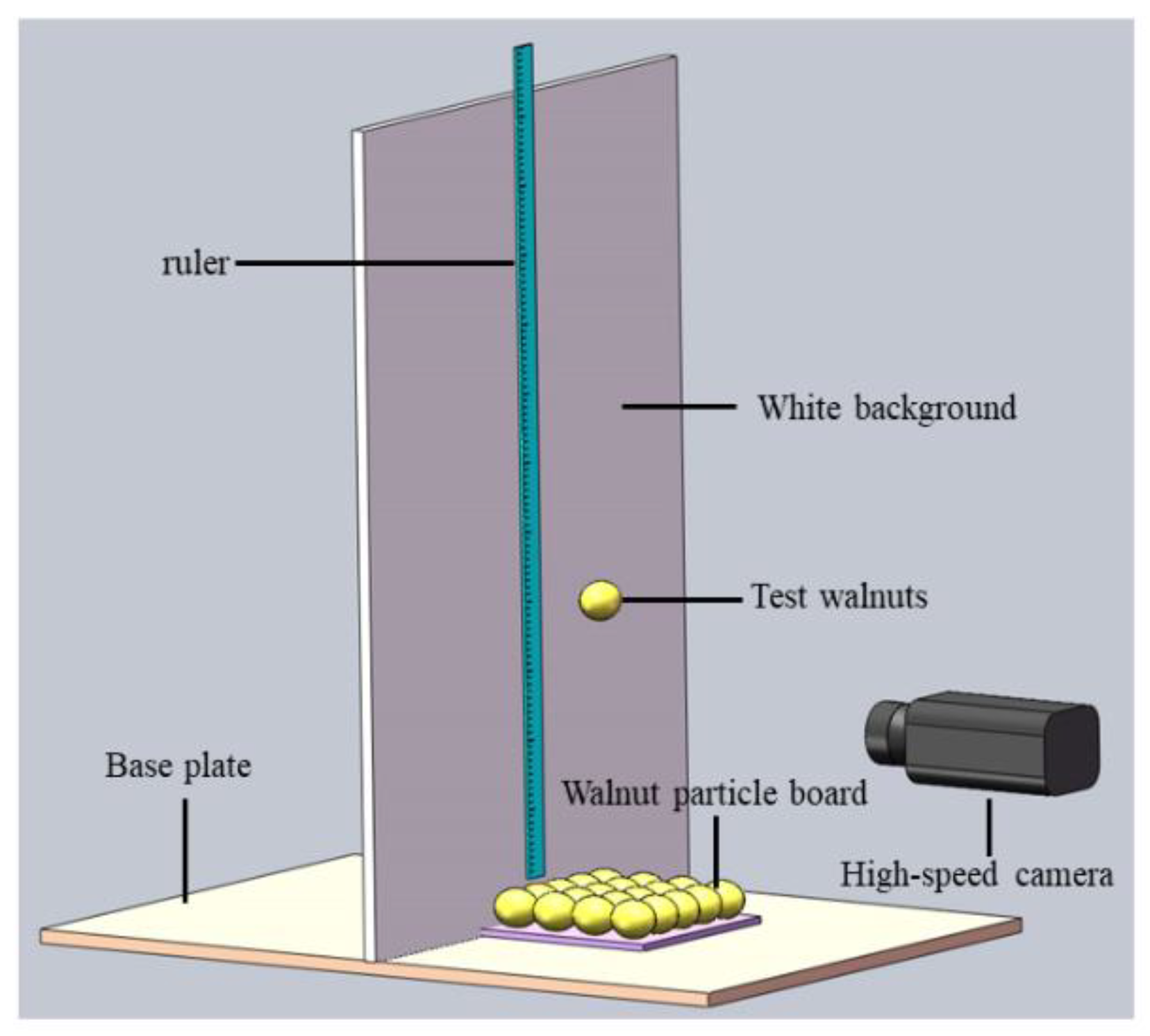
2.2.1. Collision Recovery Coefficient Test of Walnuts
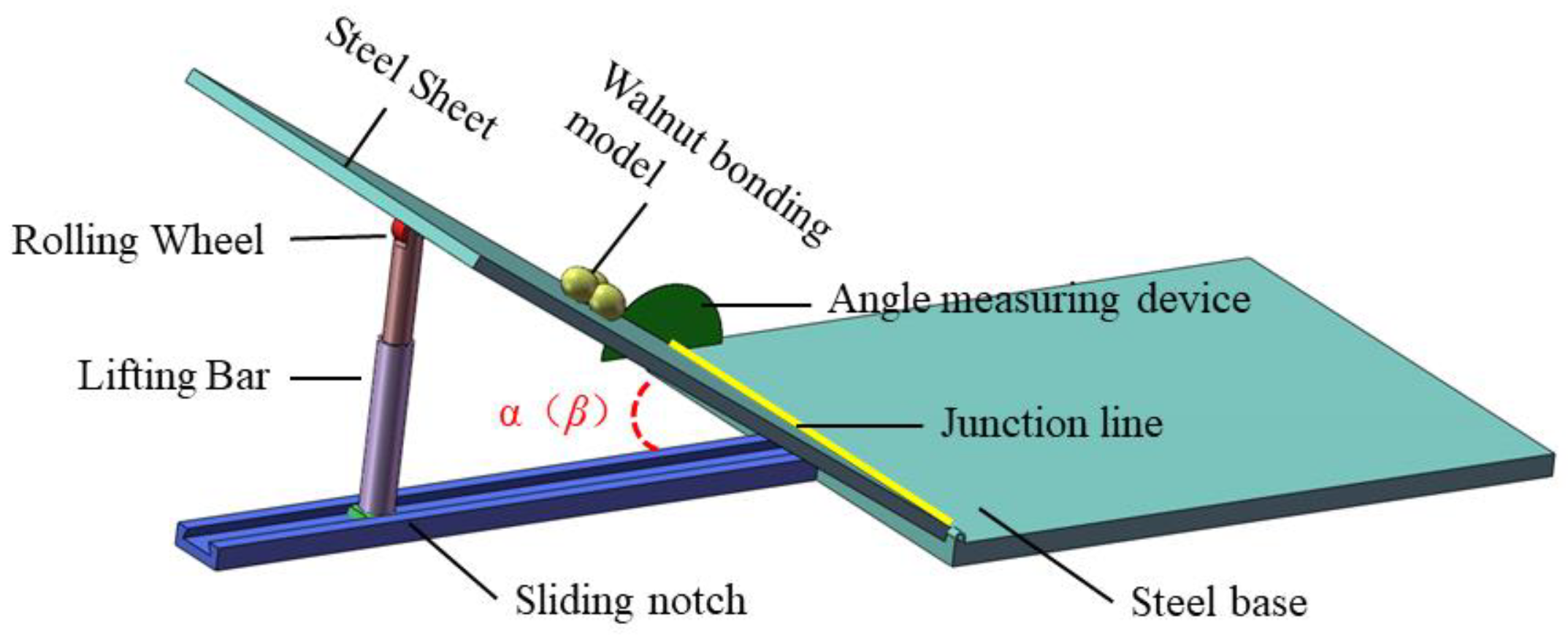
2.2.2. Test of Walnut–Steel Plate Static Friction Coefficient (μs,ps)
2.2.3. Test of Walnut–Steel Plate Rolling Friction Coefficient (μr,ps)
2.3. Construction of the Simulation Model and Acquisition of Unmeasurable Contact Parameters of Walnuts
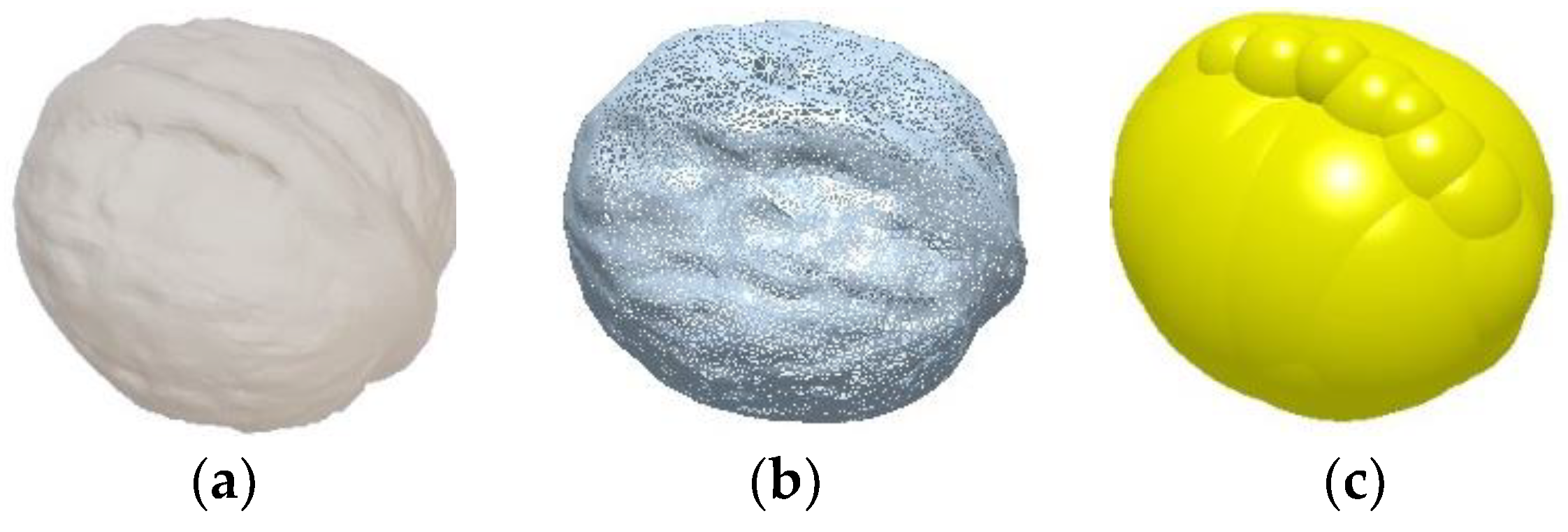
2.3.1. Discrete Element Modeling of Walnut Particles based on Three-Dimensional Scanning
2.3.2. Construction of the Simulation Model and Parameter Setting
2.3.3. Simulation Inversion Experiment
3. Results and Discussion
3.1. Physical Test Results
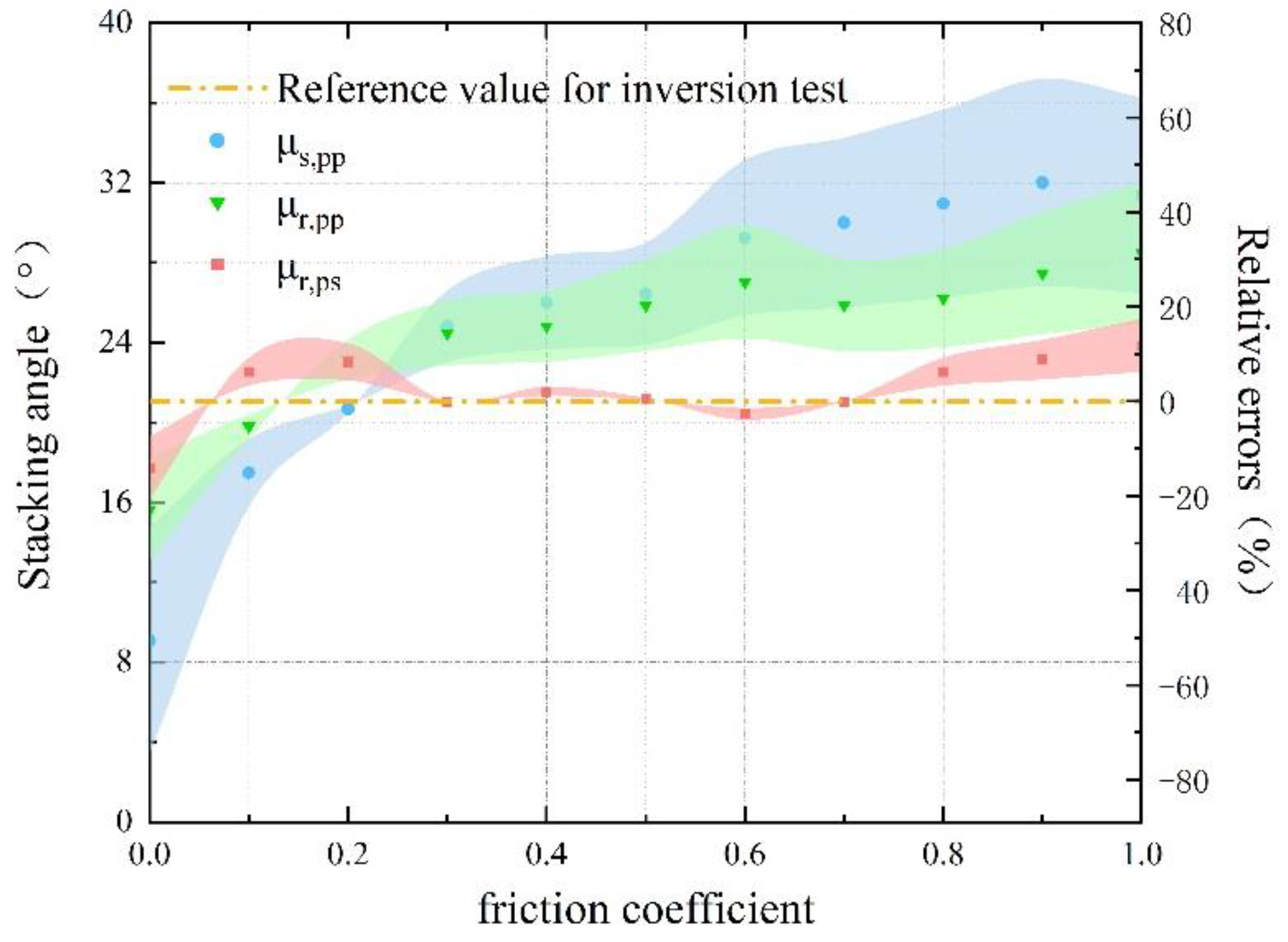
3.2. Unmeasurable Contact Parameters (μr,pp, μs,pp, μr,ps)
3.3. Parameter Calibration
3.3.1. Plackett–Burman Test
3.3.2. Steepest Ascent Experiment
3.3.3. Box–Behnken Test
3.4. Discussions
3.5. Validation Tests
3.5.1. Verification Test of Stacking Angle of Walnuts
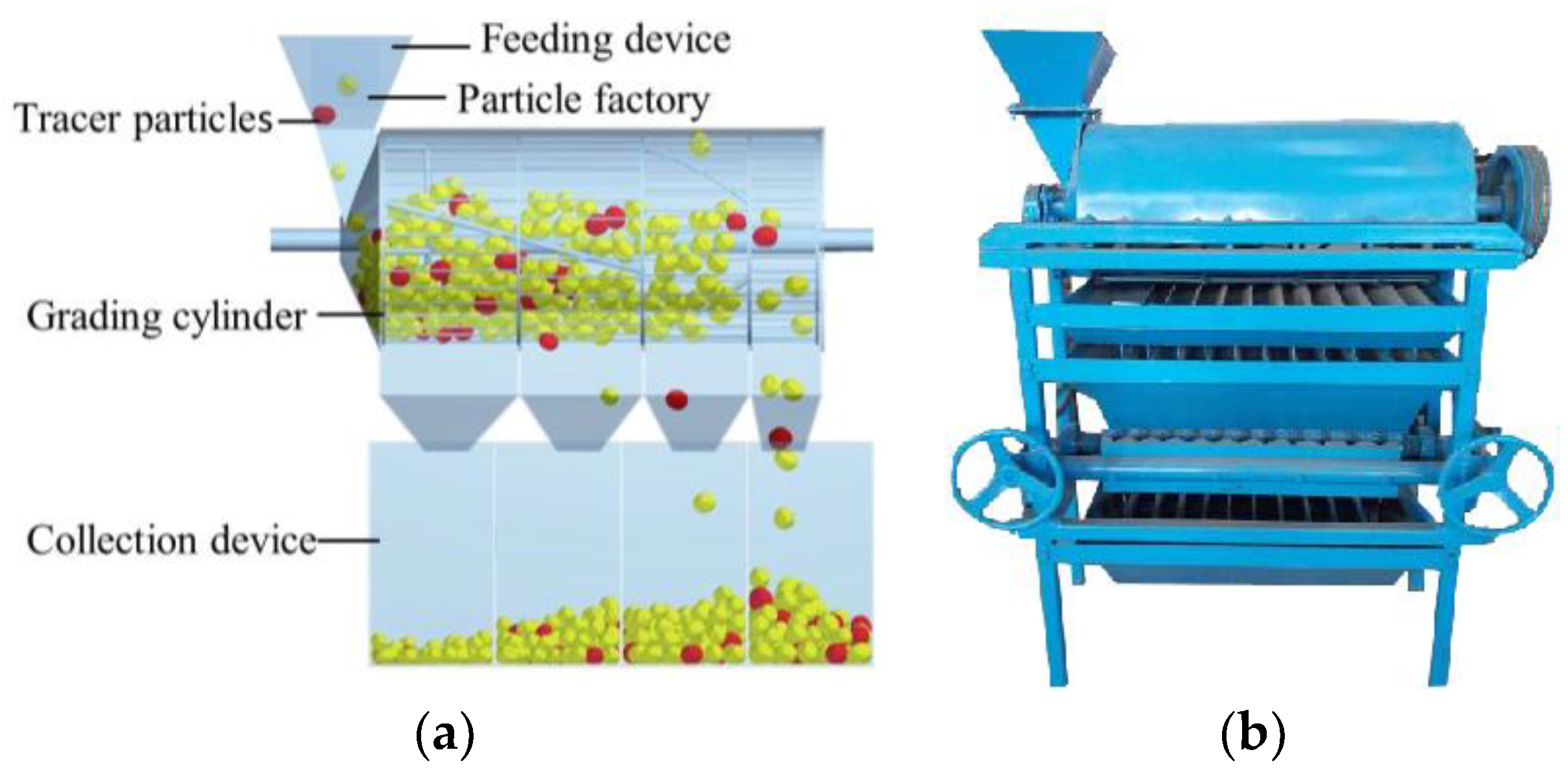
3.5.2. Verification Test of Walnut Classification
4. Conclusions
- (1)
- Intrinsic parameters of walnuts were measured via physical tests. Moisture contents in the walnut kernel and shell were 3.53% and 6.51%, respectively. Density, shear modulus, and stacking angle were reported as 527 kg/m3, 2.4 × 107, and 20.12°, respectively. Measurable contact parameters included walnut–walnut collision recovery coefficient (0.14~0.46), walnut–steel plate collision recovery coefficient (0.16~0.48), and walnut–steel plate static friction coefficient (0.16~0.36). The inversion simulation test determined the values of walnut–steel plate rolling friction coefficient (0~0.2), walnut–walnut static friction coefficient (0~0.12), and walnut–walnut static friction coefficient (0.1~0.3).
- (2)
- The Plackett–Burman test results revealed that walnut–walnut static friction coefficient, walnut–walnut rolling friction coefficient, and walnut–steel plate static friction coefficient exerts significant effects on the stacking angle of walnuts, whereas rest contact parameters have insignificant effects. The optimal value intervals of three significant parameters are determined quickly through the steepest ascent experiment. The quadratic regression models of three crucial parameters were constructed using the Box–Behnken test. According to ANOVA, BE and C2 significantly affect the stacking angle of walnuts, and B2 and E2 have substantial effects. The rest items can impact the stacking angle of walnuts to some extent, but such effects are not significant.
- (3)
- Three crucial parameters are optimized by targeting the physical stacking angle. Finally, the walnut–walnut static friction coefficient is 0.19, the walnut–walnut rolling friction coefficient is 0.11, and the walnut–steel plate static friction coefficient is 0.25. According to verification by three groups of parallel tests, the relative error is 0.068%. The simulation stacking angle is quite similar to the physical test result regarding value and morphology. Finally, the dimensionless staying time distribution diagrams between actual and simulation classifications are compared, revealing small fluctuations and consistent trends. Hence, the mechanical classification simulation of thin-skinned walnuts based on DEM modeling is feasible.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Rao, G.; Sui, J.; Zhang, J. Metabolomics reveals significant variations in metabolites and correlations regarding the maturation of walnuts (Juglans regia L.). Biol. Open 2016, 5, 829–836. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Zhang, H.; Liu, H.L.; Zeng, Y.; Tang, Y.R.; Zhang, Z.G.; Che, J. Design and Performance Evaluation of a Multi-Point Extrusion Walnut Cracking Device. Agriculture 2022, 12, 1494. [Google Scholar] [CrossRef]
- Liu, M.Z.; Li, C.H.; Cao, C.M.; Wang, L.Q.; Li, X.P.; Che, J.; Yang, H.M.; Zhang, X.W.; Zhao, H.Y.; He, G.Z.; et al. Walnut fruit processing equipment: Academic insights and perspectives. Food Eng. Rev. 2021, 13, 822–857. [Google Scholar] [CrossRef]
- Shi, M.C.; Liu, M.Z.; Li, C.H.; Cao, C.M.; Li, X.Q. Design and Experiment of Cam Rocker Bidirectional Extrusion Walnut Shell Breaking Device. Trans. Chin. Soc. Agric. Mach. 2022, 53, 140–150. [Google Scholar]
- Cao, C.M.; Luo, K.; Peng, M.L.; Wu, Z.M.; Liu, G.Z.; Li, Z. Experiment on winnowing mechanism and winnowing performance of hickory material. Trans. Chin. Soc. Agric. Mach. 2019, 50, 105–112. [Google Scholar]
- Niu, H.; Wang, Z.T.; Tang, Y.R.; Zhang, H.; Lan, H.P.; Zhang, Y.C. Design and test of walnut classification device based on discrete element method. Trans. Chin. Jour. Agric. Mech. Resear. 2021, 43, 91–95. [Google Scholar]
- Zhao, H.B.; Huang, Y.X.; Liu, Z.D.; Liu, W.Z.; Zheng, Z.Q. Applications of discrete element method in the research of agricultural machinery: A review. Agriculture 2021, 11, 425. [Google Scholar] [CrossRef]
- Tan, Y.; Yu, Y.; Fottner, J.; Kessler, S. Automated measurement of the numerical angle of repose (aMAoR) of biomass particles in EDEM with a novel algorithm. Powder Technol. 2021, 388, 462–473. [Google Scholar] [CrossRef]
- Zhou, L.; Yu, J.Q.; Liang, L.S.; Wang, Y.; Yu, Y.J.; Yan, D.X.; Sun, K.; Liang, P. DEM Parameter Calibration of Maize Seeds and the Effect of Rolling Friction. Processes 2021, 9, 914. [Google Scholar] [CrossRef]
- Yan, D.X.; Yu, J.Q.; Wang, Y.; Zhou, L.; Tian, Y.; Zhang, N. Soil Particle Modeling and Parameter Calibration Based on Discrete Element Method. Agriculture 2022, 12, 1421. [Google Scholar] [CrossRef]
- Xie, C.; Yang, J.W.; Wang, B.S.; Zhuo, P.; Li, C.S.; Wang, L.H. Parameter calibration for the discrete element simulation model of commercial organic fertiliser. Int. Agrophysics 2021, 35, 107–117. [Google Scholar] [CrossRef]
- Fang, M.; Yu, Z.H.; Zhang, W.J.; Cao, J.; Liu, W.H. Friction coefficient calibration of corn stalk particle mixtures using Plackett-Burman design and response surface methodology. Powder Technol. 2022, 396, 731–742. [Google Scholar] [CrossRef]
- Peng, C.W.; Xu, D.J.; He, X.; Tang, Y.H.; Sun, S.L. Parameter calibration of discrete element simulation model for pig manure organic fertiliser treated with Hermetia illucen. Trans. Chin. Soc. Agric. Eng. 2020, 36, 212–218. [Google Scholar]
- Ma, Y.H.; Song, C.D.; Xuan, C.Z.; Wang, H.Y.; Yang, S.; Wu, P. Parameters calibration of discrete element model for alfalfa straw compression simulation. Trans. Chin. Soc. Agric. Eng. 2020, 36, 22–30. [Google Scholar]
- Coetzee, C.J. Calibration of the discrete element method and the effect of particle shape. Powder Technol. 2016, 297, 50–70. [Google Scholar] [CrossRef]
- Chen, C.; Venkitasamy, C.; Zhang, W.P.; Khir, R.; Upadhyaya, S.; Pan, Z.L. Effective moisture diffusivity and drying simulation of walnuts under hot air. Int. J. Heat Mass Transf. 2020, 150, 119283. [Google Scholar] [CrossRef]
- González-Montellano, C.; Fuentes, J.M.; Ayuga-Téllez, E.; Ayuga, F. Determination of the mechanical properties of maise grains and olives required for use in DEM simulations. J. Food Eng. 2012, 111, 553–562. [Google Scholar] [CrossRef]
- Zeng, Y.; Jia, F.G.; Xiao, Y.W.; Han, Y.L.; Meng, X.Y. Discrete element method modelling of impact breakage of ellipsoidal agglomerate. Powder Technol. 2019, 346, 57–69. [Google Scholar] [CrossRef]
- ASAE S368. 4 DEC2000 (R2017); Compression Test of Food Materials of Convex Shape. American Society of Agricultural and Biological Engineers: St. Joseph, MI, USA, 2008.
- Dietzel, A.; Raßbach, H.; Krichenbauer, R. Material testing of decorative veneers and different approaches for structural-mechanical modelling: Walnut burl wood and multilaminar wood veneer. BioResources 2016, 11, 7431–7450. [Google Scholar] [CrossRef]
- Al-Hashemi, H.M.B.; Al-Amoudi, O.S.B. A review on the angle of repose of granular materials. Powder Technol. 2018, 330, 397–417. [Google Scholar] [CrossRef]
- Roessler, T.; Katterfeld, A. DEM parameter calibration of cohesive bulk materials using a simple angle of repose test. Particuology 2019, 45, 105–115. [Google Scholar] [CrossRef]
- Xia, R.; Li, B.; Wang, X.W.; Li, T.J.; Yang, Z.J. Measurement and calibration of the discrete element parameters of wet bulk coal. Measurement 2019, 142, 84–95. [Google Scholar] [CrossRef]
- Sandeep, C.S.; Luo, L.; Senetakis, K. Effect of grain size and surface roughness on the normal coefficient of restitution of single grains. Materials 2020, 13, 814. [Google Scholar] [CrossRef] [Green Version]
- Wei, H.; Nie, H.; Li, Y.; Saxén, H.; He, Z.J.; Yu, Y.W. Measurement and simulation validation of DEM parameters of pellet, sinter and coke particles. Powder Technol. 2020, 364, 593–603. [Google Scholar] [CrossRef]
- Dai, Z.W.; Wu, M.L.; Fang, Z.C.; Qu, Y.B. Calibration and Verification Test of Lily Bulb Simulation Parameters Based on Discrete Element Method. Appl. Sci. 2021, 11, 10749. [Google Scholar] [CrossRef]
- Hong, Y.L.; Jia, F.G.; Tang, Y.R.; Liu, Y.; Zhang, Q. Influence of granular coefficient of rolling friction on accumulation characteristics. Trans. Chin. Act. Phy. Sin. 2014, 63, 173–179. [Google Scholar]
- Zhao, L.; Zhou, H.P.; Xu, L.Y.; Song, S.Y.; Zhang, C.; Yu, Q.X. Parameter calibration of coconut bran substrate simulation model based on discrete element and response surface methodology. Powder Technol. 2022, 395, 183–194. [Google Scholar] [CrossRef]
- Coetzee, C.J. Calibration of the discrete element method. Powder Technol. 2017, 310, 104–142. [Google Scholar] [CrossRef]
- Jiang, W.; Wang, L.H.; Tang, J.; Yin, Y.C.; Zhang, H.; Jia, T.P.; Qin, J.W.; Wang, H.Y.; Wei, Q.K. Calibration and Experimental Validation of Contact Parameters in a Discrete Element Model for Tobacco Strips. Processes 2022, 10, 998. [Google Scholar] [CrossRef]
- Cao, X.L.; Li, Z.H.; Li, H.W.; Wang, X.C.; Ma, X. Measurement and calibration of the parameters for discrete element method modeling of rapeseed. Processes 2021, 9, 605. [Google Scholar] [CrossRef]
- Li, Q.L. The Research of Granular Piling and Bulk Material Transfer Process Using DEM Simulation. Master’s Thesis, Northeastern University, Shenyang, China, 2010. [Google Scholar]
- Ding, X.T.; Wei, Y.Z.; Yan, Z.Y.; Zhu, Y.T.; Cao, D.D.; Li, K.; He, Z.; Cui, Y.J. Simulation and Experiment of the Spiral Digging End-Effector for Hole Digging in Plug Tray Seedling Substrate. Agronomy 2022, 12, 779. [Google Scholar] [CrossRef]
- Yu, S.Y.; Bu, H.R.; Dong, W.C.; Jiang, Z.; Zhang, L.X.; Xia, Y.Q. Calibration of Physical Characteristic Parameters of Granular Fungal Fertilizer Based on Discrete Element Method. Processes 2022, 10, 1564. [Google Scholar] [CrossRef]
- Landry, H.; Thirion, F.; Lague, C.; Roberge, M. Numerical modeling of the flow of organic fertilisers in land application equipment. Comput. Electron. Agric. 2006, 51, 35–53. [Google Scholar] [CrossRef]
- Cao, B.; Jia, F.G.; Zeng, Y.; Han, Y.L.; Meng, X.Y.; Xiao, Y.W. Effects of rotation speed and rice sieve geometry on turbulent motion of particles in a vertical rice mill. Powder Technol. 2018, 325, 429–440. [Google Scholar] [CrossRef]
- Njeng, A.B.; Vitu, S.; Clausse, M.; Dirion, J.L.; Debacq, M. Effect of lifter shape and operating parameters on the flow of materials in a pilot rotary kiln: Part I. Experimental RTD and axial dispersion study. Powder Technol. 2015, 269, 554–565. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameters | Value |
|---|---|
| Dry basis moisture content of walnut kernel /% | 3.53 ± 0.29 |
| Dry basis moisture content of walnut shells/% | 6.51 ± 0.34 |
| Density of walnuts/kg × m−3 | 5.27 × 102 ± 0.26 × 102 |
| Shear modulus of walnuts/Pa | 2.4 × 107 ± 0.46 × 107 |
| Walnut–walnut restitution coefficient | 0.14~0.46 |
| Walnut–steel plate restitution coefficient | 0.16~0.48 |
| Walnut–steel plate static friction coefficient | 0.16~0.36 |
| Walnut–steel plate rolling friction coefficient (under the ideal state) | 0.093~0.119 |
| Simulation Parameters | Level | Label | ||
|---|---|---|---|---|
| −1 | 0 | 1 | ||
| Walnut–walnut restitution coefficient | 0.14 | 0.3 | 0.46 | A |
| Walnut–walnut static friction coefficient | 0.1 | 0.2 | 0.3 | B |
| Walnut–Walnut rolling friction coefficient | 0 | 0.1 | 0.2 | C |
| Walnut–steel plate restitution coefficient | 0.16 | 0.32 | 0.48 | D |
| Walnut–steel plate static friction coefficient | 0.16 | 0.26 | 0.36 | E |
| Walnut–steel plate rolling friction coefficient | 0 | 0.06 | 0.12 | F |
| No. | A | B | C | D | E | F | Stacking Angle θ/(°) |
|---|---|---|---|---|---|---|---|
| 1 | −1 | 1 | −1 | 1 | 1 | −1 | 10.65 |
| 2 | 1 | 1 | 1 | −1 | −1 | −1 | 15.38 |
| 3 | 1 | −1 | 1 | 1 | −1 | 1 | 9.09 |
| 4 | 1 | −1 | 1 | 1 | 1 | −1 | 14.84 |
| 5 | −1 | −1 | −1 | −1 | −1 | −1 | 3.21 |
| 6 | −1 | −1 | −1 | 1 | −1 | 1 | 5.68 |
| 7 | 1 | 1 | −1 | 1 | 1 | 1 | 21.06 |
| 8 | 1 | 1 | −1 | −1 | −1 | 1 | 9.09 |
| 9 | −1 | 1 | 1 | 1 | −1 | −1 | 18.78 |
| 10 | −1 | 1 | 1 | -1 | 1 | 1 | 39.18 |
| 11 | 1 | −1 | −1 | −1 | 1 | −1 | 1.23 |
| 12 | −1 | −1 | 1 | −1 | 1 | 1 | 20.56 |
| 13 | 0 | 0 | 0 | 0 | 0 | 0 | 21.01 |
| 14 | 0 | 0 | 0 | 0 | 0 | 0 | 21.21 |
| 15 | 0 | 0 | 0 | 0 | 0 | 0 | 21.06 |
| Source | Sum of Mean Squares | Degree of Freedom | Mean Square | F-Value | p-Value | Significance |
|---|---|---|---|---|---|---|
| Model | 1052.64 | 6 | 175.44 | 6.2 | 0.011 * | — |
| A | 62.43 | 1 | 62.43 | 2.2 | 0.176 | 5 |
| B | 295.32 | 1 | 295.32 | 10.43 | 0.012 * | 2 |
| C | 373.08 | 1 | 373.08 | 13.18 | 0.007 ** | 1 |
| D | 6.09 | 1 | 6.09 | 0.22 | 0.655 | 6 |
| E | 178.56 | 1 | 178.56 | 6.31 | 0.036 * | 3 |
| F | 137.16 | 1 | 137.16 | 4.84 | 0.059 | 4 |
| No. | Parameters | Stacking Angle θ/(°) | ||
|---|---|---|---|---|
| B | C | E | ||
| 1 | 0.1 | 0 | 0.16 | 5.23 |
| 2 | 0.14 | 0.04 | 0.2 | 11.86 |
| 3 | 0.18 | 0.08 | 0.24 | 17.74 |
| 4 | 0.22 | 0.12 | 0.28 | 26.57 |
| 5 | 0.26 | 0.16 | 0.32 | 33.02 |
| 6 | 0.3 | 0.2 | 0.36 | 35.75 |
| No. | Parameters | Stacking Angle θ/(°) | ||
|---|---|---|---|---|
| B | C | E | ||
| 1 | 0 | 0 | 0 | 17.74 |
| 2 | −1 | 0 | 1 | 17.22 |
| 3 | 0 | 0 | 0 | 16.96 |
| 4 | 1 | 0 | −1 | 17.74 |
| 5 | 1 | 1 | 0 | 20.56 |
| 6 | 0 | 1 | −1 | 15.91 |
| 7 | 0 | 0 | 0 | 16.96 |
| 8 | 0 | −1 | −1 | 11.86 |
| 9 | 0 | −1 | 1 | 18.52 |
| 10 | 0 | 1 | 1 | 22.29 |
| 11 | −1 | 1 | 0 | 16.44 |
| 12 | −1 | 0 | −1 | 15.11 |
| 13 | 0 | 0 | 0 | 17.48 |
| 14 | 0 | 0 | 0 | 18.34 |
| 15 | −1 | −1 | 0 | 13.22 |
| 16 | 1 | 0 | 1 | 24.7 |
| 17 | 1 | −1 | 0 | 18.26 |
| Source | Sum of | df | Mean | F-Value | p-Value |
|---|---|---|---|---|---|
| Squares | Square | ||||
| Model | 130.79 | 9 | 14.53 | 65.17 | <0.0001 ** |
| B | 46.42 | 1 | 46.42 | 208.15 | <0.0001 ** |
| C | 17.82 | 1 | 17.82 | 79.91 | <0.0001 ** |
| E | 53.61 | 1 | 53.61 | 240.42 | <0.0001 ** |
| BC | 0.21 | 1 | 0.21 | 0.95 | 0.3624 |
| BE | 5.88 | 1 | 5.88 | 26.37 | 0.0013 ** |
| CE | 0.02 | 1 | 0.02 | 0.09 | 0.7755 |
| B2 | 1.85 | 1 | 1.85 | 8.29 | 0.0237 * |
| C2 | 3.3 | 1 | 3.3 | 14.78 | 0.0063 ** |
| E2 | 1.99 | 1 | 1.99 | 8.93 | 0.0203 * |
| Residual | 1.56 | 7 | 0.22 | ||
| Lack of Fit | 1.04 | 3 | 0.35 | 2.66 | 0.1841 |
| Pure Error | 0.52 | 4 | 0.13 | ||
| Cor Total | 132.35 | 16 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jiang, Y.; Tang, Y.; Li, W.; Zeng, Y.; Li, X.; Liu, Y.; Zhang, H. Determination Method of Core Parameters for the Mechanical Classification Simulation of Thin-Skinned Walnuts. Agriculture 2023, 13, 104. https://doi.org/10.3390/agriculture13010104
Jiang Y, Tang Y, Li W, Zeng Y, Li X, Liu Y, Zhang H. Determination Method of Core Parameters for the Mechanical Classification Simulation of Thin-Skinned Walnuts. Agriculture. 2023; 13(1):104. https://doi.org/10.3390/agriculture13010104
Chicago/Turabian StyleJiang, Yang, Yurong Tang, Wen Li, Yong Zeng, Xiaolong Li, Yang Liu, and Hong Zhang. 2023. "Determination Method of Core Parameters for the Mechanical Classification Simulation of Thin-Skinned Walnuts" Agriculture 13, no. 1: 104. https://doi.org/10.3390/agriculture13010104