
Comparison of Crushing Effect of Differently Shaped Crushing Rollers on Whole-Plant Silage Maize

Abstract
:1. Introduction
2. Principle and Analysis
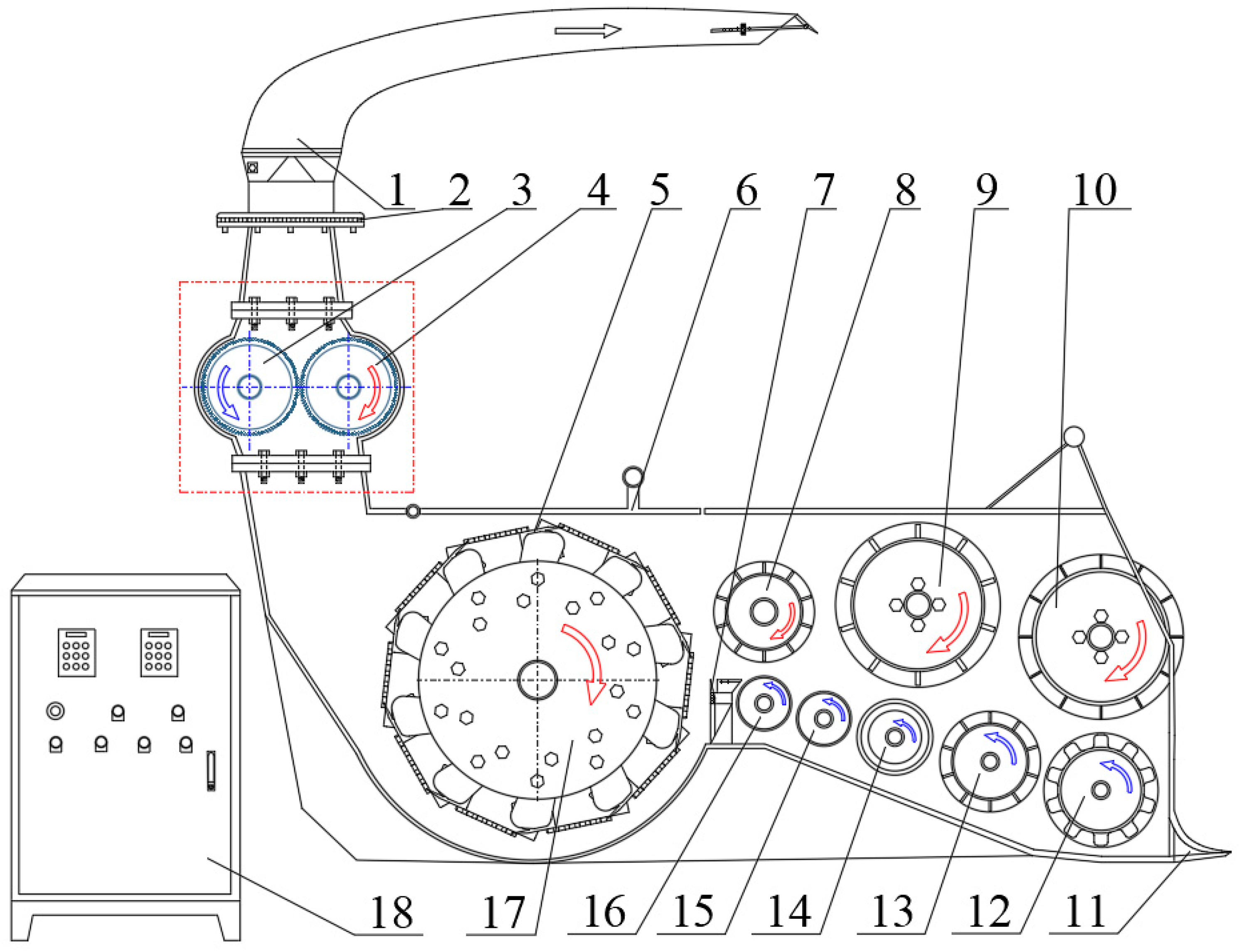
2.1. Structure and Principle of Silage Comprehensive Test Bench
2.2. Different Types of Crushing Rolls
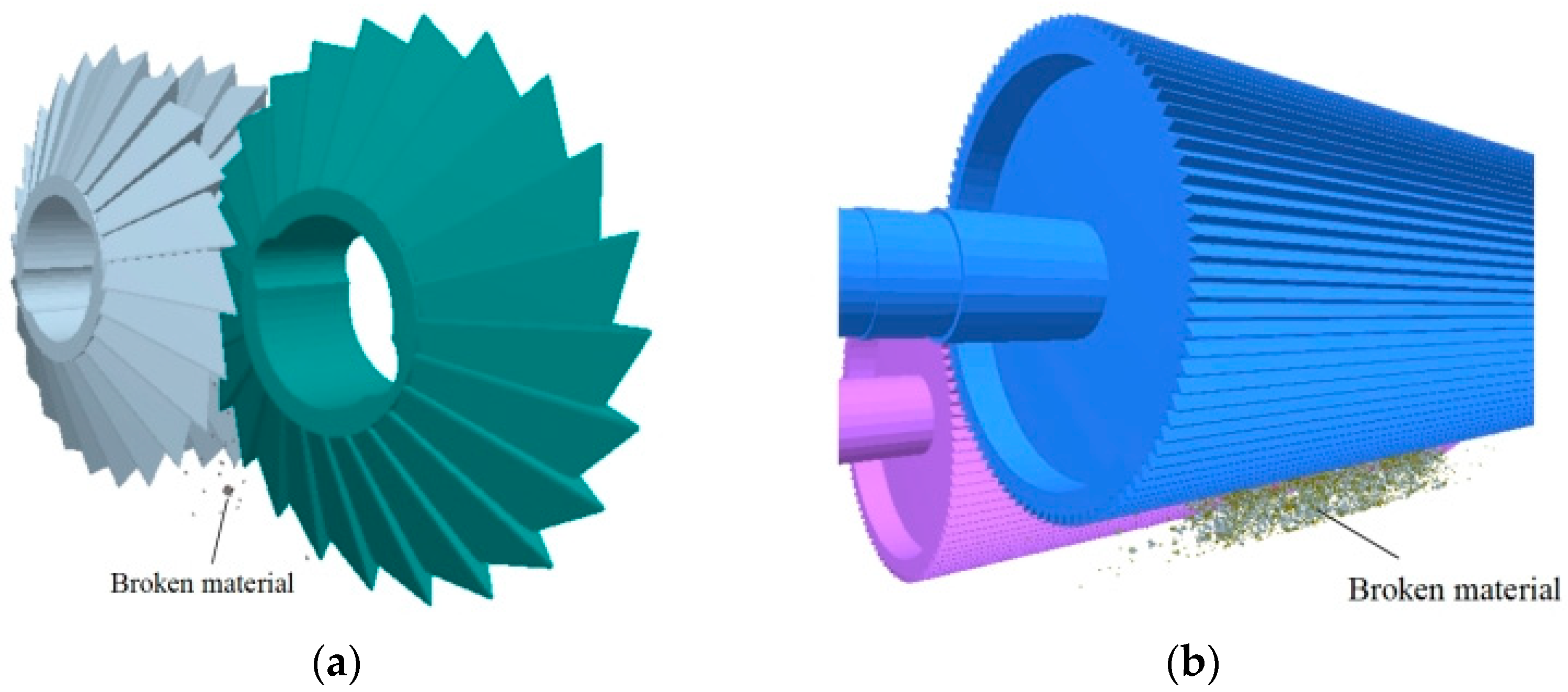
2.2.1. Disc Crushing Roller
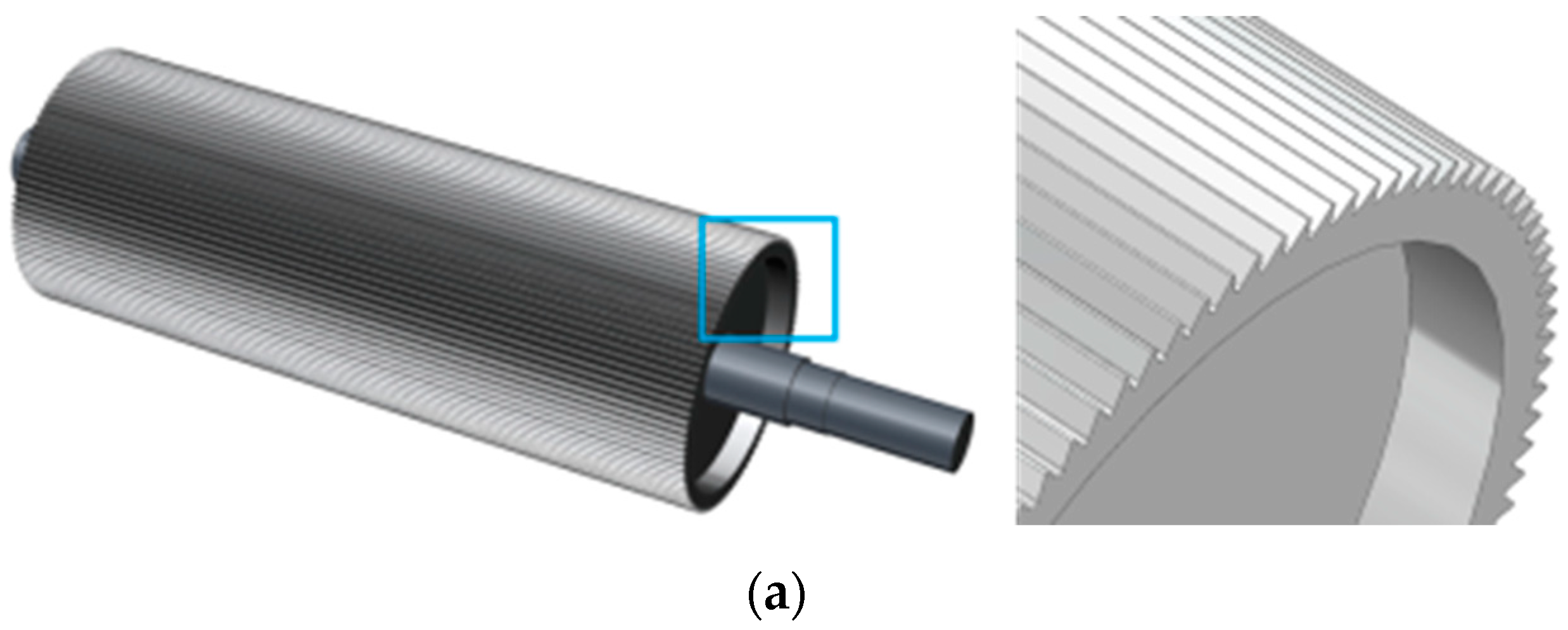
2.2.2. Conventional Serrated Crushing Roller (CSCR) and Spiral-Notched Serrated Crushing Roller
3. Discrete Element Simulation Modeling
3.1. Contact Model
3.2. Particle Model
3.3. Calibration of BPM Parameters
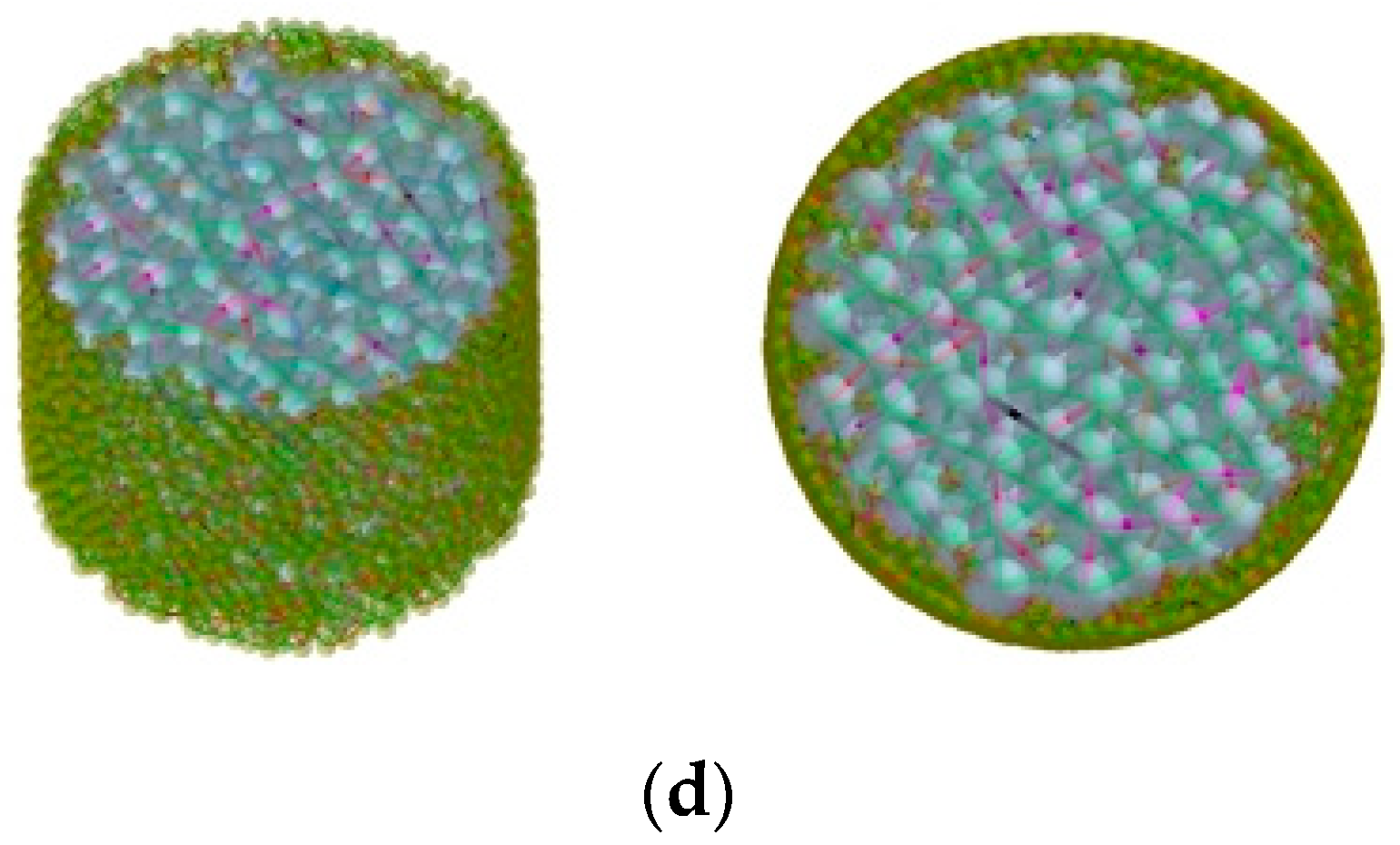
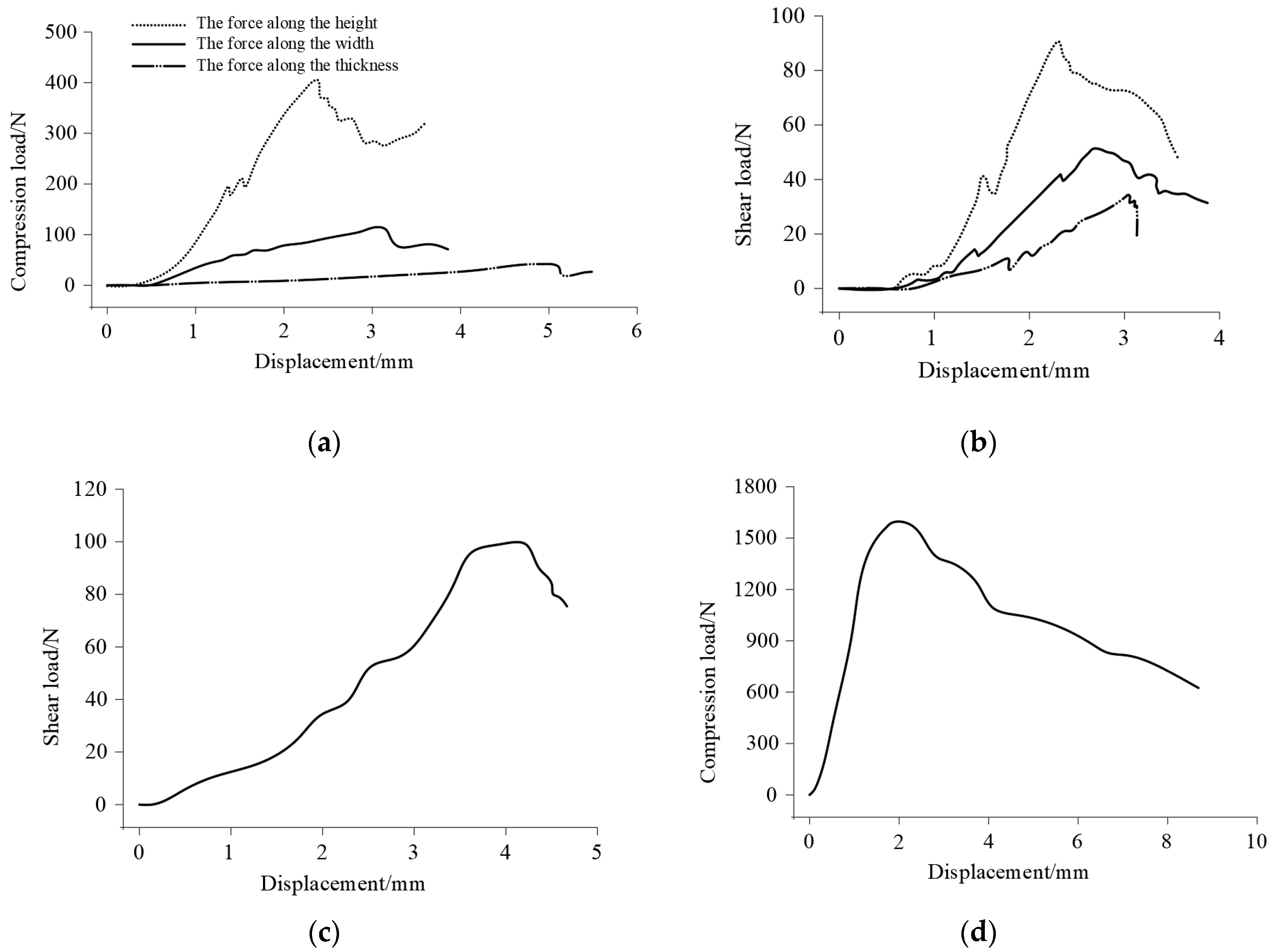
3.3.1. Maize Seed and Straw Compression and Shear Force Determination
3.3.2. Theoretical Calculations
3.3.3. Determination of Simulation Parameters
4. Simulation Test and Result Analysis
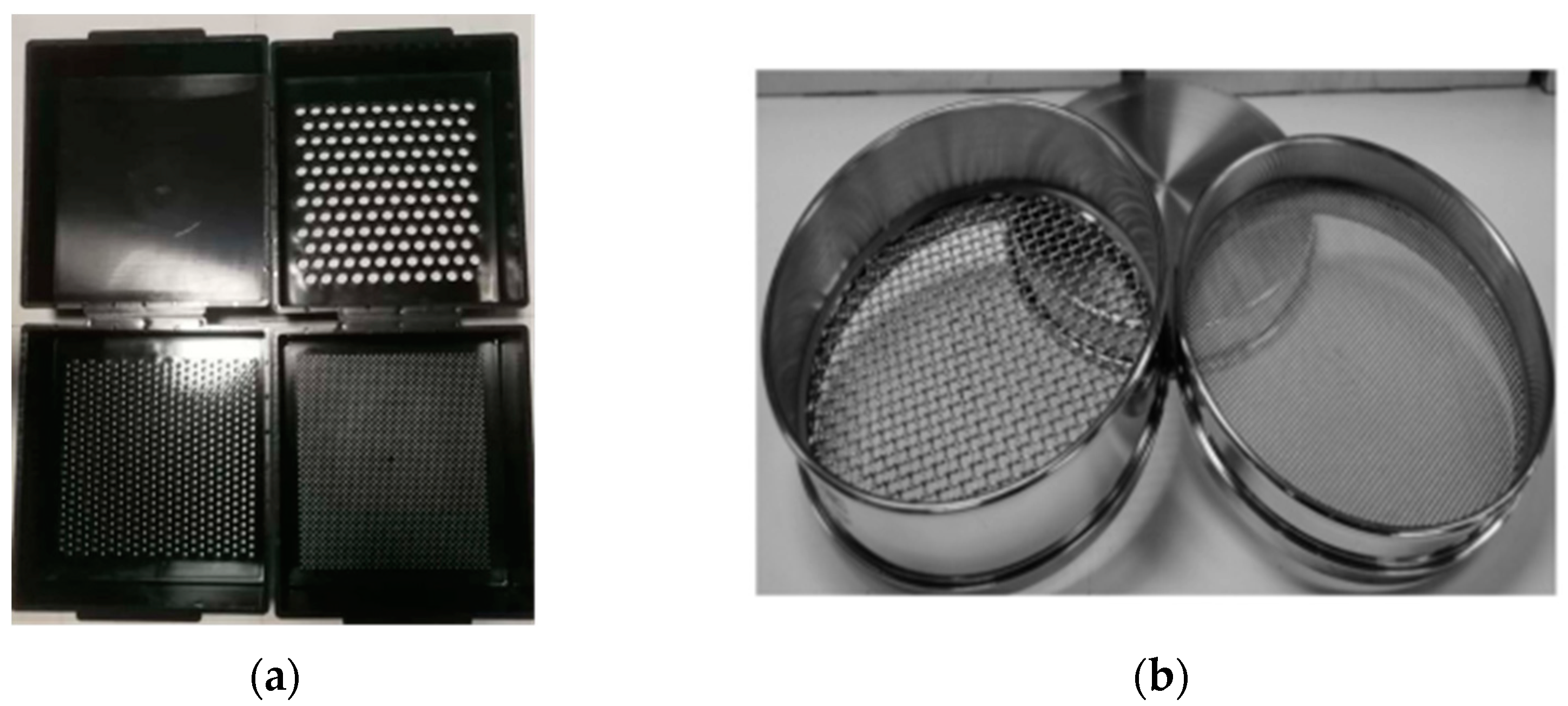
4.1. Preparation of Test Materials
4.2. Straw Rubbing Rate and Grain Crushing Rate Measurement Standards
4.3. Determining Optimal Working Parameters of Each Roller
4.4. Analysis of Effect of Simulated Crushing and Silking
4.5. Analysis of Crushing Results
5. Verification Test
6. Conclusions
- (1)
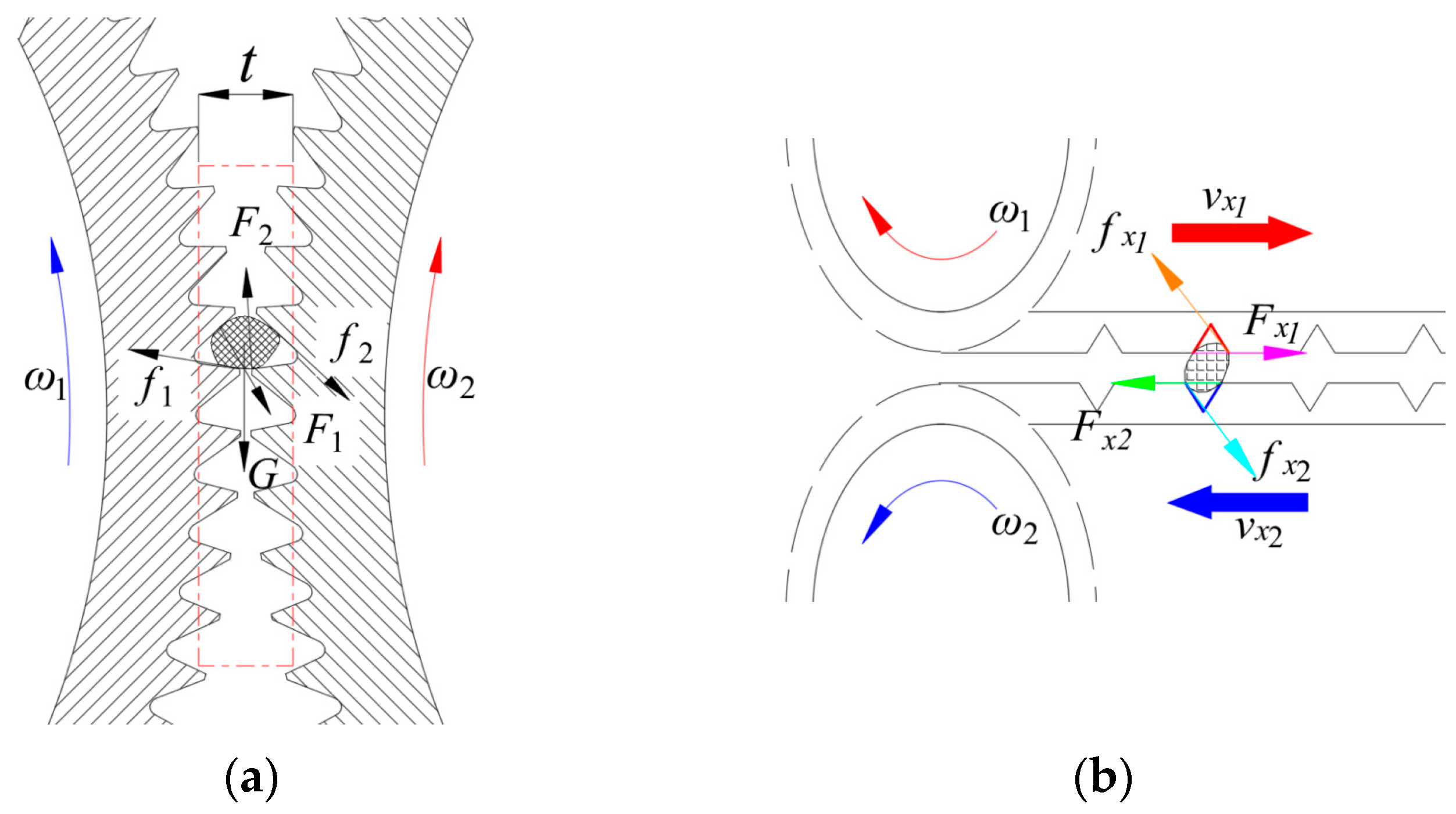
- A mechanical analysis of the crushing process of WSM using different crushing rollers showed that a spiral-notched serrated crushing roller has a lateral shearing effect and is conducive to straw silking. DCR can increase the crushing area by 2.6–3.3 times under the same width than that of CSCR and, therefore, has the highest operational efficiency and the best crushing effect on kernels.
- (2)
- A BPM bonding parameter analysis was conducted on maize seeds and straw in combination with mechanical property tests. Having established the bonding model of corn grain and straw and carried out simulations based on discrete element software (EDEM) orthogonal test, the use of the Design-Expert 10.0 software for multiple regression fitting and analysis of variance and the optimum operating parameters of each crushing roller were determined: DCR set (group A), active roller speed 5000 r/min, differential ratio 25%; CSCR set (group B), active roller speed 5000 r/min, differential ratio 30%; SNSCR set (group C), driving roller speed 5000 r/min, differential ratio 25%.
- (3)
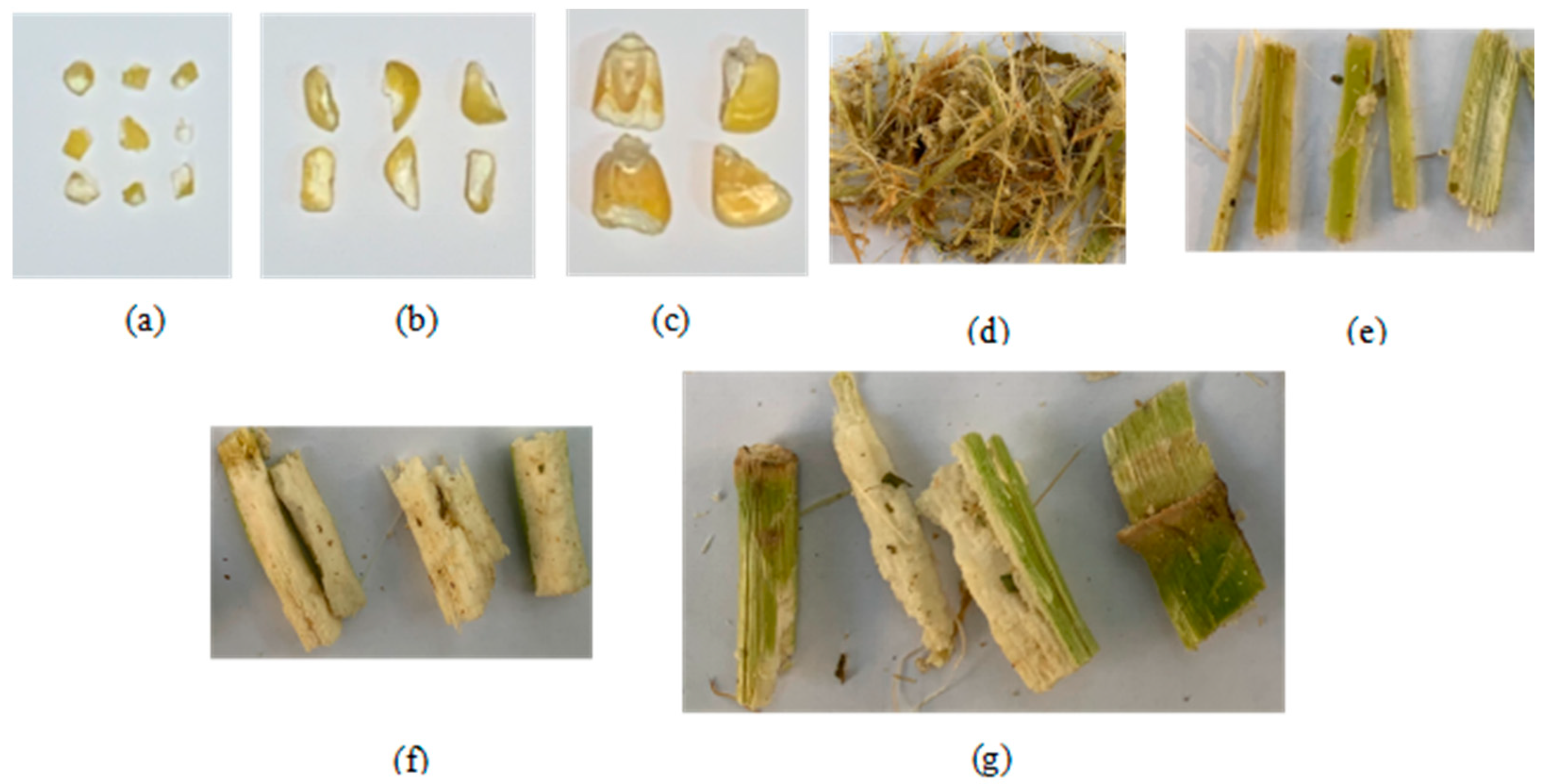
- Four types of straw kneading effects were considered: broken straw passing a 4 mm sieve, broken straw passing an 8 mm sieve, broken straw passing a 19 mm sieve, and broken straw not passing a 19 mm sieve. Three types of seed breaking effects were considered: broken straw passing a 2 mm sieve, broken straw passing a 4.75 mm sieve, and broken straw not passing a 4.75 mm sieve. Three categories of crushing effects of the seeds were examined: crushed seeds passing a 2 mm sieve, crushed seeds passing a 4.75 mm sieve, and crushed seeds not passing a 4.75 mm sieve.
- (4)
- A bench test yielded a straw rubbing rate of 89.1% and a grain crushing rate of 87.7% for DCR group, resulting in the highest overall score and the most suitability for harvesting WSM. The deviation between the simulated and experimental values of the crushing results for different types of material remained within 5%, proving the feasibility of the DEM for the study of maize seed and straw rubbing crushing.
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Nomenclature
| a1 | Acceleration of material A |
| a2 | Acceleration of material B |
| C | Straw cohesion: MPa |
| E1 | Elastic modulus of particle 1, Pa |
| E2 | Elastic modulus of particle 2, Pa |
| F | Pressure, N |
| F1 | Shear forces of the knife blades on the seeds 1, N |
| F2 | Shear forces of the knife blades on the seeds 2, N |
| Fr1 | Shear forces of the knife blades on the seeds r1, N |
| Fr2 | Shear forces of the knife blades on the seeds r2, N |
| Fx1 | Shear force of the roller tooth gap on the material x1, N |
| Fx2 | Shear force of the roller tooth gap on the material x2, N |
| i | Resultant of forces of particle A acting on partcle B, N |
| f1 | Friction force of the teeth on the material 1, N |
| f2 | Friction force of the teeth on the material 2, N |
| fx1 | Friction force of the roller tooth gap on the material x1, N |
| fx2 | Friction force of the roller tooth gap on the material x2, N |
| G1 | Gravitational forces on the seeds 1, N |
| G2 | Gravitational forces on the seeds 2, N |
| Gj | Total grain mass in the sample, g |
| Gr | Weight of corn stalk through Penn State Particle Searator sieve hole, g |
| Gt | Total grain mass through a 4.75 mm sieve in a corn silage grain crushing scoring sieve, g |
| Gy | Straw sample quality, g |
| H | Comprehensive score of crushing effect |
| h | Tooth height, mm |
| kn | Normal stiffness, N/m |
| ks | Tangential stiffness, N/m |
| L | Total length of each roller, mm |
| Overlap of particle A and particle B, mm | |
| l1 | Distances between point P and the centers of the two disc cutters 1, mm |
| l2 | Distances between point P and the centers of the two disc cutters 2, mm |
| l3 | Ratio of single tooth width 3, mm |
| l4 | Ratio of single tooth width 4, mm |
| M | Moisture content, % |
| n | Normal torque and tangential torque respectively n, N·m |
| s | Normal torque and tangential torque respectively s, N·m |
| m1 | Mass of the specimen before drying, g |
| m2 | Mass of the specimen after drying, g |
| n | Number of teeth |
| ni | Tangential components |
| Q | Number of spiral coils |
| the cross of particle A and particle B, mm | |
| Ra | Radius of the tooth top circle a, mm |
| Rb | Radius of the tooth top circle b, mm |
| r1 | Radius of particle 1, mm |
| r2 | Radius of particle 2, mm |
| S | Forced area, mm2 |
| t | Critical tangential stress, Pa |
| ti | Normal components |
| v1 | Linear velocities of the two disc cutters at point P 1, m/s |
| v2 | Linear velocities of the two disc cutters at point P 2, m/s |
| Y1 | Straw silking rate, % |
| Y2 | Kernel fragmentation rate, % |
| θ1 | Angles between the knife blades and the horizontal direction 1, ° |
| θ2 | Angles between the knife blades and the horizontal direction 2, ° |
| θ3 | Angles between the knife blades and the horizontal direction 3, ° |
| θ4 | Angles between the knife blades and the horizontal direction 4, ° |
| ω1 | Crushing roll speed 1, r/min |
| ω2 | Crushing roll speed 2, r/min |
| µ1 | Poisson’s ratio of particle 1 |
| µ2 | Poisson’s ratio of particle 2 |
| α | Angle of inclination of the sharp surface, ° |
| β | Angle of inclination of the tonal surface, ° |
| ɤ | Angle of the inner cone, ° |
| δ | Width of the tooth tip, mm |
| τ | Tooth pitch, mm |
| σ | Critical normal stress, Pa |
| ξ | Distance between the two rollers, mm |
| ε | Internal friction angle, ° |
| η | Weight coefficients Y1 |
| ς | Weight coefficients Y2 |
| φ | Inclination angle of the spiral line, ° |
References
- Bach, A.; Joulie, I.; Chevaux, E.; Elcoso, G.; Ragués, J. Milk performance and rumen microbiome of dairy cows as affected by the inclusion of corn silage or corn shredlage in a total mixed ration. Animal 2021, 15, 100014. [Google Scholar] [CrossRef] [PubMed]
- Drewry, J.L.; Luck, B.D.; Willett, R.M.; Rocha, E.M.C.; Harmon, J.D. Predicting kernel processing score of harvested and processed corn silage via image processing techniques. Comput. Electron. Agric. 2019, 160, 144–152. [Google Scholar] [CrossRef]
- Bal, M.A.; Shaver, R.D.; Jirovec, A.G.; Shinners, K.J.; Coors, J.G. Crop processing and chop length of corn silage: Effects on intake, digestion, and milk production by dairy cows. J. Dairy Sci. 2000, 83, 1264–1273. [Google Scholar] [CrossRef] [PubMed]
- Jancik, F.; Kubelkova, P.; Loucka, R.; Jambor, V.; Kumprechtova, D.; Homolka, P.; Koukolova, V.; Tyrolova, Y.; Vyborna, A. Shredlage Processing Affects the Digestibility of Maize Silage. Agronomy 2022, 12, 1164. [Google Scholar] [CrossRef]
- Roberge, M.; Savoie, P.; Norris, E.R. Evaluation of a crop processor in a pull-type forage harvester. Trans. ASABE 1998, 41, 967–972. [Google Scholar] [CrossRef]
- Ferraretto, L.F.; Shaver, R.D.; Luck, B.D. Silage review: Recent advances and future technologies for whole-plant and fractionated corn silage harvesting. J. Dairy Sci. 2018, 101, 3937–3951. [Google Scholar] [CrossRef] [Green Version]
- Chevanan, N.; Womac, A.R.; Bitra, V.S.P.; Yoder, D.C.; Sokhansanj, S. Flowability parameters for chopped switchgrass, wheat straw and corn stover. Powder. Technol. 2009, 193, 79–86. [Google Scholar] [CrossRef]
- Kaliyan, N.; Morey, R.V. Constitutive model for densification of corn stover and switchgrass. Biosyst. Eng. 2009, 104, 47–63. [Google Scholar] [CrossRef]
- Shinners, K.J.; Jirovec, A.G.; Shaver, R.D.; Bal, M. Processing whole-plant corn silage with crop processing rolls on a pull-type forage harvester. Appl. Eng. Agric. 2000, 16, 323–331. [Google Scholar] [CrossRef]
- Zhang, M.; Sword, M.L.; Buckmaster, D.R.; Cauffman, G.R. Design and evaluation of corn silage harvester using shredding and flail cutting. Trans. ASABE 2003, 46, 1503–1511. [Google Scholar] [CrossRef] [Green Version]
- Tian, F.Y.; Xia, K.L.; Wang, J.; Song, Z.H.; Yan, Y.F.; Li, F.D.; Wang, F.D. Design and experiment of self-propelled straw forage crop harvester. Adv. Mech. Eng. 2021, 13, 16878140211024455. [Google Scholar] [CrossRef]
- Bai, S.; Yang, Q.; Niu, K.; Zhao, B.; Zhou, L.; Yuan, Y. Discrete element-based optimization parameters of an experimental corn silage crushing and throwing device. Trans. ASABE 2021, 63, 1019–1026. [Google Scholar] [CrossRef]
- Zhang, F.; Song, X.; Zhang, X.; Zhang, F.; Wei, W.; Dai, F. Simulation and experiment on mechanical characteristics of kneading and crushing process of corn straw. Trans. CSAE 2019, 35, 58–65. [Google Scholar]
- Johnson, L.M.; Harrison, J.H.; Davidson, D.; Mahanna, W.C.; Shinners, K. Corn silage management: Effects of hybrid, chop length, and mechanical processing on digestion and energy content. J. Dairy Sci. 2003, 86, 208–231. [Google Scholar] [CrossRef] [Green Version]
- Cundall, P.; Strack, D. A discrete numerical model for granular assemblies. Géotechnique 1979, 29, 47–65. [Google Scholar] [CrossRef]
- Han, D.; Zhang, D.; Jing, H.; Yang, L.; Cui, T.; Ding, Y.; Wang, Z.; Wang, Y.; Zhang, T. DEM-CFD coupling simulation and optimization of an inside-filling air-blowing maize precision seed-metering device. Comput. Electron. Agric. 2018, 150, 426–438. [Google Scholar] [CrossRef]
- Potyondy, D.O.; Cundall, P.A. A bonded-particle model for rock. Int. J. Rock Mech. Min. 2004, 41, 1329–1364. [Google Scholar] [CrossRef]
- Li, X.; Du, Y.; Liu, L.; Mao, E.; Yang, F.; Wu, J.; Wang, L. Research on the constitutive model of low-damage corn threshing based on DEM. Comput. Electron. Agric. 2022, 194, 106772. [Google Scholar] [CrossRef]
- Su, Y.; Cui, T.; Zhang, D.; Xia, G.; Cao, X.; He, X.; Xu, Y. Effects of shape feature on compression characteristics and crack rules of maize kernel. J. Food. Process. Preserv. 2019, 44, 14307. [Google Scholar] [CrossRef]
- Quist, J. Cone Crusher Modelling and Simulation Development of a Virtual Rock Crushing Environment Based on the Discrete Element Method with Industrial Scale Experiments for Validation. Master’s Thesis, Chalmers University of Technology, Göteborg, Sweden, 2012. [Google Scholar]
- Weerasekara, N.; Powell, M.; Cleary, P.; Tavares, L.; Evertsson, M.; Morrison, R.; Quist, J.; Carvalho, R. The contribution of DEM to the science of comminution. Powder. Technol. 2013, 248, 3–24. [Google Scholar] [CrossRef]
- Xu, J.; Xie, Z.; Jia, H. Particle flow simulation of micromechanical properties of limestone. Rock. Soil. Mech. 2010, 31, 390–395. [Google Scholar]
- Mousaviraad, M.; Tekeste, M.Z. Effect of grain moisture content on physical, mechanical, and bulk dynamic behaviour of maize. Biosyst. Eng. 2012, 195, 186–197. [Google Scholar] [CrossRef]
- Zhang, T.; Zhao, M.; Liu, F.; Tian, H.; Wulan, T. A Discrete Element Method Model of Corn Stalk and Its Mechanical Characteristic Parameters. BioResources 2020, 15, 9337–9350. [Google Scholar] [CrossRef]
- Cooke, K.M.; Bernard, J.K. Effect of length of cut and kernel processing on use of corn silage by lactating dairy cows. J. Dairy Sci. 2005, 88, 310–316. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Dias Junior, G.S.; Ferraretto, L.F.; Salvati, G.G.S.; Resende, L.C.; Hoffman, P.C.; Pereira, M.N.; Shaver, R.D. Relationship between processing score and kernel-fraction particle size in whole-plant corn silage. J. Dairy Sci. 2016, 99, 2719–2729. [Google Scholar] [CrossRef] [PubMed] [Green Version]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameters | Value | |||
|---|---|---|---|---|
| Corn Stalk Bonding Parameters | Corn Kernel Bonding Parameters | |||
| Large Particles to Large Particles | Large Particles to Small Particles | Small Particle to Small Particle | ||
| Normal stiffness coefficient/(N·m−1) | 1.88 × 107 | 6.64 × 107 | 8.25 × 108 | 8.13 × 108 |
| Tangential stiffness coefficient/(N·m−1) | 1.02 × 107 | 6.33 × 107 | 6.47 × 108 | 4.79 × 108 |
| Critical normal stress/Pa | 4.71 × 104 | 0.92 × 105 | 1.09 × 105 | 1.42 × 106 |
| Critical tangential stress/Pa | 3.25 × 104 | 6.55 × 104 | 7.78 × 104 | 8.44 × 105 |
| Bonding radius/mm | 2.5 | 2 | 1 | 1 |
| Parameters | Value | |||
|---|---|---|---|---|
| Corn Stalk Bonding Parameters | Corn Kernel Bonding Parameters | |||
| Large Particles to Large Particles | Large Particles to Small Particles | Small Particle to Small Particle | ||
| Normal stiffness coefficient/(N·m−1) | 2.36 × 107 | 8.15 × 107 | 9.51 × 108 | 9.86 × 108 |
| Standard deviation | 3.66 × 105 | 5.87 × 105 | 6.81 × 106 | 1.05 × 107 |
| Tangential stiffness coefficient/(N·m−1) | 1.15 × 107 | 7.22 × 107 | 7.62 × 108 | 6.15 × 108 |
| Standard deviation | 2.11 × 105 | 5.17 × 105 | 6.33 × 106 | 3.89 × 106 |
| Critical normal stress/Pa | 5.56 × 104 | 1.04 × 105 | 1.54 × 105 | 1.56 × 105 |
| Standard deviation | 7.35 × 102 | 2.08 × 103 | 7.24 × 103 | 1.32 × 103 |
| Critical tangential stress/Pa | 3.78 × 104 | 7.17 × 104 | 8.27 × 104 | 9.27 × 105 |
| Standard deviation | 1.72 × 102 | 8.31 × 102 | 1.27 × 103 | 1.32 × 103 |
| Bonding radius/mm | 2.5 | 2 | 1 | 1 |
| Project | Test Repeats Number | Mean Value/N | Standard Deviation | Absolute Deviation from Actual Value | |
|---|---|---|---|---|---|
| Corn kernels bonding model | Maximum shear stress along the height | 5 | 88.2 | 3.0 | 2.2 |
| Maximum shear stress along the width | 5 | 46.5 | 2.8 | 2.5 | |
| Maximum shear stress along the thickness | 5 | 35.1 | 1.5 | 1.3 | |
| Maximum compressive stress along the height | 5 | 383.7 | 9.5 | 3.7 | |
| Maximum compressive stress along the width | 5 | 117.2 | 6.0 | 4.0 | |
| Maximum compressive stress along the thickness | 5 | 42.6 | 2.8 | 3.2 | |
| Corn stalks bonding model | Maximum shear stress | 5 | 97.3 | 3.1 | 2.8 |
| Maximum compressive stress | 5 | 1588.5 | 28.7 | 2.2 | |
| Project | Parameters | Value |
|---|---|---|
| Straw core properties | Poisson’s ratio | 0.52 |
| Shear modulus/Pa | 0.6 × 108 | |
| Density/(g·cm−3) | 0.53 | |
| Straw skin properties | Poisson’s ratio | 0.45 |
| Shear modulus/Pa | 1 × 108 | |
| Density/(g·cm−3) | 1.17 | |
| Corn kernel properties | Poisson’s ratio | 0.40 |
| Shear modulus/Pa | 1.31 × 108 | |
| Density/(g·cm−3) | 1.43 | |
| Alloy tool steel properties | Poisson’s ratio | 0.25 |
| Shear modulus/Pa | 8 × 1010 | |
| Density/(g·cm−3) | 7.85 | |
| Straw pulp core–straw pulp core | Collision recovery factor | 0.165 |
| Static friction factor | 0.652 | |
| Dynamic friction factor | 0.075 | |
| Straw rind–straw rind | Collision recovery factor | 0.411 |
| Static friction factor | 0.566 | |
| Dynamic friction factor | 0.062 | |
| Corn kernels–corn kernels | Collision recovery factor | 0.251 |
| Static friction factor | 0.086 | |
| Dynamic friction factor | 0.072 | |
| Straw pulp core–straw skin | Collision recovery factor | 0.552 |
| Static friction factor | 0.604 | |
| Dynamic friction factor | 0.070 | |
| Straw core–corn kernels | Collision recovery factor | 0.412 |
| Static friction factor | 0.485 | |
| Dynamic friction factor | 0.065 | |
| Straw husk–corn kernels | Collision recovery factor | 0.511 |
| Static friction factor | 0.558 | |
| Dynamic friction factor | 0.052 | |
| Straw pulp core–alloy tool steel | Collision recovery factor | 0.382 |
| Static friction factor | 0.474 | |
| Dynamic friction factor | 0.053 | |
| Straw skin–alloy tool steel | Collision recovery factor | 0.702 |
| Static friction factor | 0.244 | |
| Dynamic friction factor | 0.048 | |
| Corn kernels–alloy tool steel | Collision recovery factor | 0.702 |
| Static friction factor | 0.344 | |
| Dynamic friction factor | 0.059 |
| Test No. | Factors | |
|---|---|---|
| Differential Ratio/% | Rotating Speed/(r·min−1) | |
| −1 | 15 | 3000 |
| 0 | 25 | 4000 |
| 1 | 35 | 5000 |
| Test No. | Group A | Group B | Group C | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Level | Y1/% | Y2/% | Level | Y1/% | Y2/% | Level | Y1/% | Y2/% | ||||
| X1 | X2 | X1 | X2 | X1 | X2 | |||||||
| 1 | 1 | 1 | 90.3 ** | 83.0 ** | 1 | 1 | 86.1 ** | 70.6 ** | 1 | 1 | 90.7 ** | 78.7 ** |
| 2 | 1 | −1 | 75.9 * | 60.2 ** | 1 | −1 | 72.5 ** | 53.1 * | 1 | −1 | 78.8 ** | 62.4 * |
| 3 | 1 | 0 | 86.6 ** | 72.8 ** | 1 | 0 | 78.2 * | 64.5 ** | 1 | 0 | 86.6 * | 72.4 ** |
| 4 | −1 | 1 | 87.8 * | 80.0 * | −1 | 1 | 81.9 ** | 68.2 ** | −1 | 1 | 88.8 *** | 78.1 * |
| 5 | −1 | −1 | 75.6 ** | 57.2 ** | −1 | −1 | 68.8 ** | 45.3 ** | −1 | −1 | 75.4 ** | 58.8 ** |
| 6 | −1 | 0 | 84.4 ** | 70.0 ** | −1 | 0 | 75.3 * | 55.8 * | −1 | 0 | 81.8 ** | 70.1 * |
| 7 | 0 | 1 | 94.4 ** | 83.7 *** | 0 | 1 | 88.3 *** | 72.2 ** | 0 | 1 | 95.8 ** | 80.5 *** |
| 8 | 0 | −1 | 75.9 * | 60.2 * | 0 | −1 | 71.0 * | 49.3 * | 0 | −1 | 78.6 ** | 66.1 ** |
| 9 | 0 | 0 | 82.2 * | 68.8 ** | 0 | 0 | 79.0 ** | 62.2 * | 0 | 0 | 85.5 ** | 71.5 ** |
| 10 | 0 | 0 | 86.5 *** | 70.0 * | 0 | 0 | 78.2 * | 65.3 *** | 0 | 0 | 82.6 * | 70.8 * |
| 11 | 0 | 0 | 82.3 * | 72.7 *** | 0 | 0 | 82.3 * | 60.1 ** | 0 | 0 | 87.3 ** | 73.8 ** |
| 12 | 0 | 0 | 80.6 ** | 68.1 * | 0 | 0 | 75.7 *** | 58.8 * | 0 | 0 | 80.8 *** | 69.2 ** |
| 13 | 0 | 0 | 82.9 *** | 70.9 ** | 0 | 0 | 77.8 ** | 61.5 ** | 0 | 0 | 85.2 ** | 69.8 ** |
| Source | Group A | Group B | Group C | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Y1/% | Y2/% | Y1/% | Y2/% | Y1/% | Y2/% | |||||||
| F | p | F | p | F | p | F | p | F | p | F | p | |
| Model | 10.04 | 0.0043 | 56.30 | <0.0001 | 17.22 | 0.0008 | 33.83 | <0.0001 | 10.40 | 0.0039 | 21.82 | 0.0004 |
| x1 | 0.61 | 0.4615 | 4.49 | 0.0718 | 4.73 | 0.0662 | 13.49 | 0.0079 | 2.69 | 0.1450 | 1.77 | 0.2253 |
| x2 | 49.37 | 0.0002 | 276.87 | <0.0001 | 78.47 | <0.0001 | 151.29 | <0.0001 | 47.63 | 0.0002 | 104.63 | <0.0001 |
| x1x2 | 0.18 | 0.6872 | 0 | 1.0000 | 0.015 | 0.9053 | 1.65 | 0.2396 | 0.089 | 0.7741 | 0.57 | 0.4768 |
| x12 | 0.0001 | 0.9916 | 0.047 | 0.8349 | 2.90 | 0.1321 | 1.30 | 0.2923 | 1.52 | 0.2577 | 2.04 | 0.1962 |
| x22 | 0.045 | 0.8389 | 0.10 | 0.7563 | 0.45 | 0.5228 | 0.44 | 0.5278 | 0.56 | 0.4771 | 0.078 | 0.7886 |
| Lack of fit | 2.02 | 0.2533 | 0.71 | 0.5926 | 0.33 | 0.8048 | 0.37 | 0.7782 | 0.90 | 0.5142 | 1.57 | 0.3287 |
| Project | Unit | Values |
|---|---|---|
| Overall dimensions (length × width × height) | mm | 2310 × 1260 × 2480 |
| Main motor | kW | 30 |
| Auxiliary motor | kW | 10 |
| Crushing roller speed | r/min | 2000–5000 |
| Speed of hob | r/min | 400–1000 |
| Feeding speed | m/s | 0.6–3.3 |
| Working width of crushing roller | mm | 520 |
| Transmission mechanism form | / | Worm drive, belt drive |
| Differential speed ratio of crushing roller | % | 15–35 |
| Breaking Condition | Simulation Values/% | Experimental Values/% | Deviation/% | |
|---|---|---|---|---|
| A | Straw rubbing rate | 91.8 | 89.1 | 3.0 |
| Grain crushing rate | 83.3 | 87.7 | 5.0 | |
| B | Straw rubbing rate | 87.4 | 83.6 | 4.5 |
| Grain crushing rate | 78.8 | 78.3 | 0.6 | |
| C | Straw rubbing rate | 93.2 | 91.8 | 1.5 |
| Grain crushing rate | 80.3 | 84.2 | 4.6 | |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mu, X.; Li, H.; Wang, Z.; Wang, Q.; Geng, D.; Zhu, J. Comparison of Crushing Effect of Differently Shaped Crushing Rollers on Whole-Plant Silage Maize. Agriculture 2023, 13, 1276. https://doi.org/10.3390/agriculture13071276
Mu X, Li H, Wang Z, Wang Q, Geng D, Zhu J. Comparison of Crushing Effect of Differently Shaped Crushing Rollers on Whole-Plant Silage Maize. Agriculture. 2023; 13(7):1276. https://doi.org/10.3390/agriculture13071276
Chicago/Turabian StyleMu, Xiaodong, Huabiao Li, Zongyuan Wang, Qihuan Wang, Duanyang Geng, and Junke Zhu. 2023. "Comparison of Crushing Effect of Differently Shaped Crushing Rollers on Whole-Plant Silage Maize" Agriculture 13, no. 7: 1276. https://doi.org/10.3390/agriculture13071276
APA StyleMu, X., Li, H., Wang, Z., Wang, Q., Geng, D., & Zhu, J. (2023). Comparison of Crushing Effect of Differently Shaped Crushing Rollers on Whole-Plant Silage Maize. Agriculture, 13(7), 1276. https://doi.org/10.3390/agriculture13071276