
Design and Parameter Optimization of Variable Speed Reel for Oilseed Rape Combine Harvester

Abstract
:1. Introduction
2. Materials and Methods
2.1. Variable Speed Reel Structure and Working Principle
2.2. Kinematic Analysis of the Variable Speed Reel Mechanism
2.3. Variable Speed Reel Construction Parameters
2.4. Test Material
2.5. Evaluation Indicators and Measurement Methods for Reels
3. Test Results and Discussion
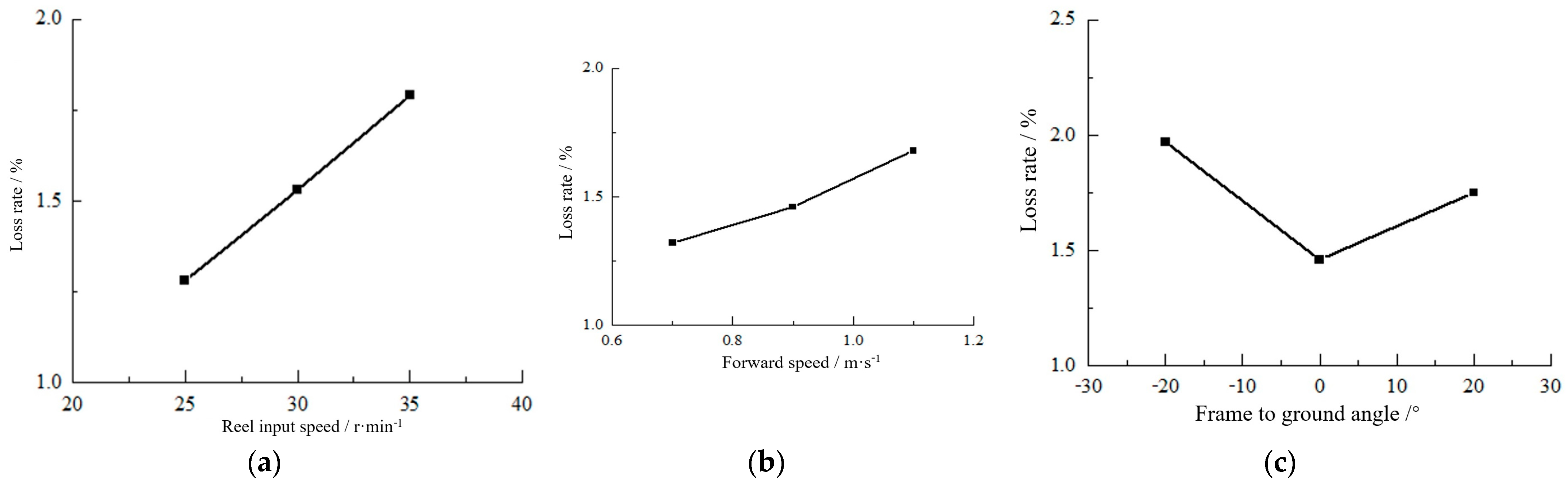
3.1. Single-Factor Tests and Analysis
3.2. Box-Behnken Centre Combination Test and Analysis
3.3. Parameter Optimisation
3.4. Field Tests
3.5. Discussion
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Wang, H. New-demand oriented oilseed rape industry developing strategy. Chin. J. Oil Crop Sci. 2018, 40, 613–617. [Google Scholar]
- Wu, C.; Wang, J.; Liao, Q.; Wang, Z.; Wu, W. Current status and problems of rapeseed production. J. Chin. Agric. Mech. 2017, 38, 124–131. [Google Scholar]
- Zhang, M.; Wu, C.; Jin, M.; Mu, S.; Liang, S.; Tang, Q. Effects of harvesting method and date on yield loss and seed quality of rapeseed. Oil Crop Sci. 2019, 4, 166–174. [Google Scholar]
- Zhang, M.; Jin, C.; Liang, S.; Tang, Q.; Wu, C. Parameter optimization and experiment on air-screen cleaning device of rapeseed combine harvester. Trans. Chin. Soc. Agric. Eng. 2015, 31, 8–15. [Google Scholar]
- Ma, N.; Zhang, C.; Li, J.; Zhang, M.; Cheng, Y.; Li, G.; Zhang, S. Mechanical harvesting effects on seed yield loss, quality traits and profitability of winter oilseed rape (Brassica napus, L.). J. Integr. Agric. 2012, 11, 1297–1304. [Google Scholar]
- Guan, Z.; Jiang, T.; Li, H.; Wu, C.; Zhang, M.; Wang, G.; Mu, S. Analysis and test of the laying quality of inclined transportation rape windrower. Trans. Chin. Soc. Agric. Eng. 2021, 37, 59–68. [Google Scholar]
- Guan, Z.; Wu, C.; Wang, G.; Li, H.; Mu, S. Design of bidirectional electric driven side vertical cutter for rape combine harvester. Trans. Chin. Soc. Agric. Eng. 2019, 35, 1–8. [Google Scholar]
- Yang, Y.; Li, Y.; Qing, Y. Insertion trajectory analysis and experiment of rape combine harvester reel. J. Agric. Mech. Res. 2020, 10, 189–194. [Google Scholar]
- Xu, L.; Li, Y.; Ma, C.; He, Z.; Lu, F. Design of main working parts of 4LYB1-2.0 rape combine harvester. Trans. Chin. Soc. Agric. Mach. 2008, 39, 54–57+88. [Google Scholar]
- Li, Y. Design and Analysis of Grain Combine Harvester; China Machine Press: Beijing, China, 2014. [Google Scholar]
- Xu, L.; Li, Y. Modeling and experiment to threshing unit of stripper combine. Afr. J. Biotechnol. 2011, 10, 4106–4113. [Google Scholar]
- Jin, M.; Zhang, M.; Wang, G.; Liang, S.; Wu, C.; He, R. Analysis and simulation of wheel-track high clearance chassis of rape windrower. Agricultrue 2022, 12, 1150. [Google Scholar] [CrossRef]
- Li, H.; Wu, C.; Mu, S.; Guan, Z.; Jiang, T. Formation mechanism of laying angle of vertical rape windrower based on ANSYS-ADAMS. Trans. Chin. Soc. Agric. Eng. 2020, 36, 96–105. [Google Scholar]
- Li, P.; Liao, Q.; Li, L.; Han, C.; Huang, P.; Li, H. Design and experiment of the main device of 4SY-1.8 modified rape windrower. Trans. Chin. Soc. Agric. Eng. 2014, 45, 53–58. [Google Scholar]
- Jin, C.; Wu, C.; Jin, M.; Lu, Y.; Yuan, W.; Tang, Z. Design and experiment of 4SY-2 rape windrower. Trans. Chin. Soc. Agric. Mach. 2010, 41, 76–79. [Google Scholar]
- Ren, W.; Wang, H.; Cui, H.; Zhang, Z.; Li, Z. Simulating analysis of plant rebounding in conbine harvesting. J. Shenyang Agric. Univ. 2003, 34, 121–123. [Google Scholar]
- Liao, Q. Mechanization Technology of Rape Production; Science Press: Beijin, China, 2018. [Google Scholar]
- Lu, T.; Li, B.; Zhou, C.; Chen, D. New type of gear-cam modular reel. J. Mech. Transm. 2015, 39, 133–137. [Google Scholar]
- Qing, Y.; Li, Y.; Ma, Z.; Xu, L.; Yang, Y. Technology of 2-DOF collision testing for rape pod shatter resistance. Trans. Chin. Soc. Agric. Eng. 2019, 35, 33–40. [Google Scholar]
- Zhang, M.; Jin, M.; Wang, G.; Liang, S.; Wu, C. Design and test of double crank planar five-bar reel in rape windrower. Trans. Chin. Soc. Agric. Mach. 2022, 53, 44–51. [Google Scholar]
- Liao, Q.; Liu, M.; Zhang, Z.; Hu, X. Multi-objective optimization design of double five-bar transplanting mechanism for rape pot seedling. Trans. Chin. Soc. Agric. Mach. 2015, 46, 49–55. [Google Scholar]
- Gardner, J.F. Simulations of Machines Using MATLAB and SIMULINK; Xian Jiaotong University Press: Xian, China, 2002. [Google Scholar]
- Yu, H.; Tang, D.; Wang, J. Analysis of the kinematic and dynamic characteristics of a planar five-bar mechanism. J. Harbin Inst. Technol. 2007, 39, 940–943. [Google Scholar]
- Wang, X.; Yan, R.; Li, J.; Xu, W. Kinematic analysis of planar five-bar mechanism based on MATLAB. J. Chang. Univ. Technol. Nat. Sci. Ed. 2011, 32, 273–277. [Google Scholar]
- Qu, X. Dynamic Simulation of Planar Linkage Based on MATLAB/Simulink; Harbin Institute of Technology Press: Harbin, China, 2007. [Google Scholar]
- Xu, X.; He, M. Experiment Design and Application of Design-Expert and SPSS; Science Press: Beijing, China, 2010. [Google Scholar]
- Li, Y.; Zhu, J.; Xu, L.; Zhao, Z. Experiment on strength of rapeseed pod dehiscence based on impending fracturing method. Trans. Chin. Soc. Agric. Eng. 2012, 28, 111–115. [Google Scholar]
- Ostergaard, L.; Kempin, S.; Bies, D.; Klee, H.; Yanofsky, M. Pod shatter-resistant Brassica fruit produced by ectopic expression of the fruitfull gene. Plant Biotechnol. J. 2006, 4, 45–51. [Google Scholar] [CrossRef] [PubMed]
- Price, J.; Hobson, R.; Neals, M.; Bruce, D. Seed Losses in Commercial Harvesting of Oilseed Rape. J. Agric. Eng. Res. 1996, 65, 183–191. [Google Scholar] [CrossRef]
- Jin, C.; Qi, Y.; Liu, G.; Yang, T.; Ni, Y. Mechanism analysis and parameter optimization of soybean combine harvester reel. Trans. Chin. Soc. Agric. Mach. 2023, 54, 104–113. [Google Scholar]
- Pari, L.; Assirelli, A.; Suardi, A.; Civitarese, V.; Del, A.; Santangelo, E. Seed losses during the harvesting of oilseed rape (Brassica napus L.) at on-farm scale. J. Agric. Eng. 2013, XLIV, e126. [Google Scholar] [CrossRef]
- Bruce, D.; Farrent, J.; Morgan, C.; Child, R. Determining the oilseed rape pod strength needed to reduce seed loss due to pod shatter. Biosyst. Eng. 2002, 81, 179–184. [Google Scholar] [CrossRef]
- Stephenson, P.; Stacey, N.; Brueser, M.; Pullen, N.; Ostergaard, L. The power of model-to-crop translation illustrated by reducing seed loss from pod shatter in oilseed rape. Plant Reprod. 2019, 32, 331–340. [Google Scholar] [CrossRef] [Green Version]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Variable | Meaning | Value/mm |
|---|---|---|
| l1 | Length of frame | 55 |
| l2 | Spindle connecting rod length | 120 |
| l3 | Crank connecting rod length | 253 |
| l4 | Eccentric disc connecting rod length | 80 |
| l5 | Length of crank 2 | 396 |
| Code Value | Reel Input Speed A (r·min−1) | Frame to Ground Angle B (°) | Forward Speed C (m·s−1) |
|---|---|---|---|
| −1 | 25 | −20 | 0.7 |
| 0 | 30 | 0 | 0.9 |
| 1 | 35 | 20 | 1.1 |
| Test No. | Input Speed of Reel (r·min−1) | Ground Angle of Frame (°) | Forward Speed (m·s−1) | Loss Rate (%) |
|---|---|---|---|---|
| 1 | 30 | 0 | 0.9 | 1.46 |
| 2 | 35 | −20 | 0.9 | 2.14 |
| 3 | 30 | 20 | 1.1 | 1.82 |
| 4 | 30 | −20 | 0.7 | 1.7 |
| 5 | 25 | −20 | 0.9 | 1.59 |
| 6 | 30 | 0 | 0.9 | 1.43 |
| 7 | 35 | 0 | 1.1 | 1.75 |
| 8 | 30 | 20 | 0.7 | 1.69 |
| 9 | 25 | 0 | 1.1 | 1.31 |
| 10 | 25 | 0 | 0.7 | 1.12 |
| 11 | 35 | 20 | 0.9 | 2.09 |
| 12 | 30 | −20 | 1.1 | 1.88 |
| 13 | 25 | 20 | 0.9 | 1.52 |
| 14 | 30 | 0 | 0.9 | 1.47 |
| 15 | 35 | 0 | 0.7 | 1.67 |
| Source of Error | Sum of Squares | df | Mean Square Sum | F-Value | p-Value |
|---|---|---|---|---|---|
| Model | 1.08 | 9 | 0.1197 | 188.98 | <0.0001 |
| A | 0.5618 | 1 | 0.5618 | 887.05 | <0.0001 |
| B | 0.0061 | 1 | 0.0061 | 9.55 | 0.0271 |
| C | 0.0481 | 1 | 0.0481 | 75.87 | 0.0003 |
| AB | 0.0001 | 1 | 0.0001 | 0.1579 | 0.7075 |
| AC | 0.0025 | 1 | 0.0025 | 3.95 | 0.1037 |
| BC | 0.0016 | 1 | 0.0016 | 2.53 | 0.1728 |
| A2 | 0.0041 | 1 | 0.0041 | 6.48 | 0.0516 |
| B2 | 0.4480 | 1 | 0.4480 | 707.38 | <0.0001 |
| C2 | 0.0017 | 1 | 0.0017 | 2.74 | 0.1590 |
| Residuals | 0.0032 | 5 | 0.0006 | ||
| Misfit term | 0.0023 | 3 | 0.0008 | 1.77 | 0.3810 |
| Error | 0.0009 | 2 | 0.0004 | ||
| R2 | 0.9918 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, M.; Li, G.; Yang, Y.; Jin, M.; Jiang, T. Design and Parameter Optimization of Variable Speed Reel for Oilseed Rape Combine Harvester. Agriculture 2023, 13, 1521. https://doi.org/10.3390/agriculture13081521
Zhang M, Li G, Yang Y, Jin M, Jiang T. Design and Parameter Optimization of Variable Speed Reel for Oilseed Rape Combine Harvester. Agriculture. 2023; 13(8):1521. https://doi.org/10.3390/agriculture13081521
Chicago/Turabian StyleZhang, Min, Gang Li, Yao Yang, Mei Jin, and Tao Jiang. 2023. "Design and Parameter Optimization of Variable Speed Reel for Oilseed Rape Combine Harvester" Agriculture 13, no. 8: 1521. https://doi.org/10.3390/agriculture13081521