
Analysis and Testing of Pre-Cut Sugarcane Seed Stalk Sawing Performance Parameters
 ,
,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Test Materials
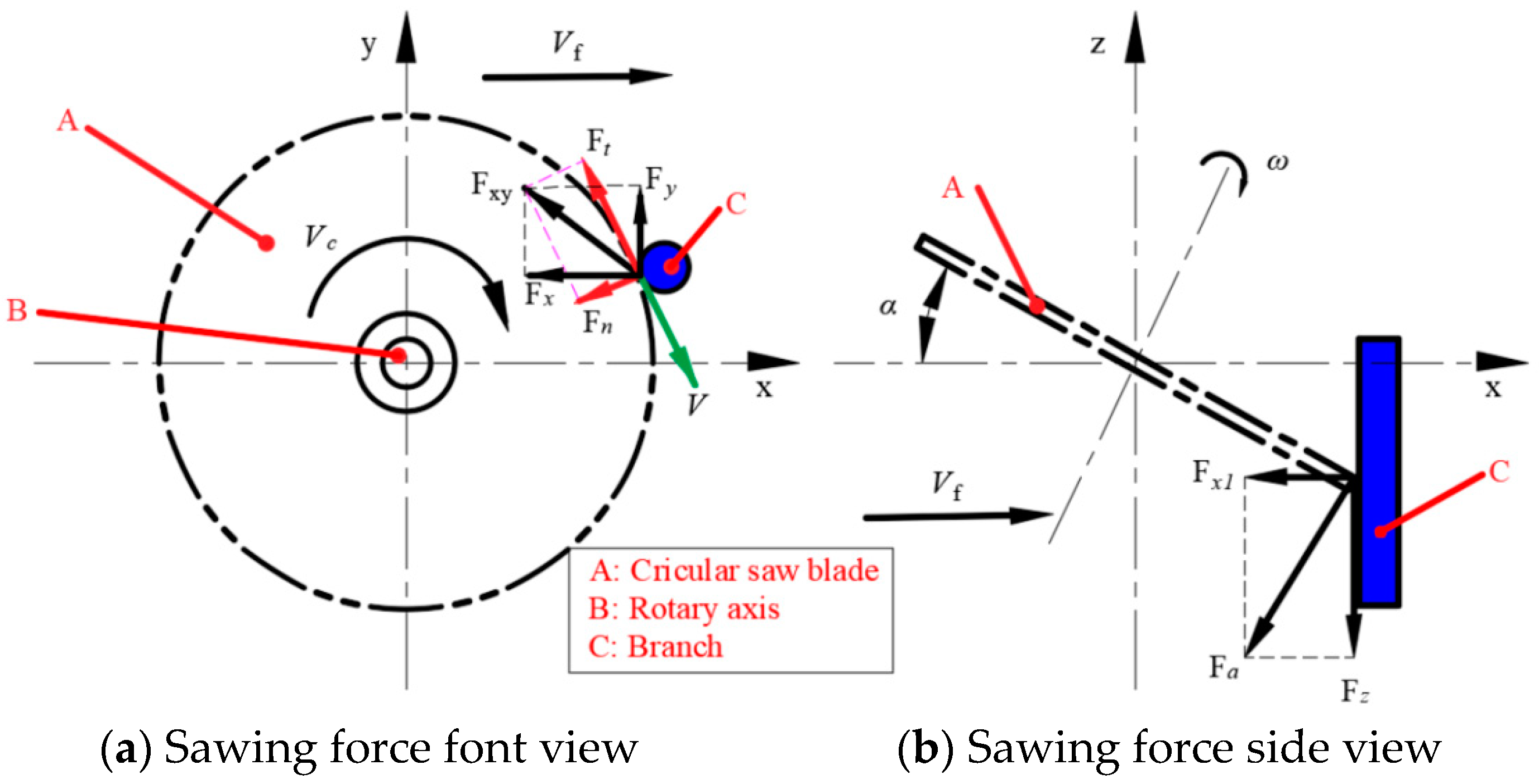
2.2. Definition of Test Parameters
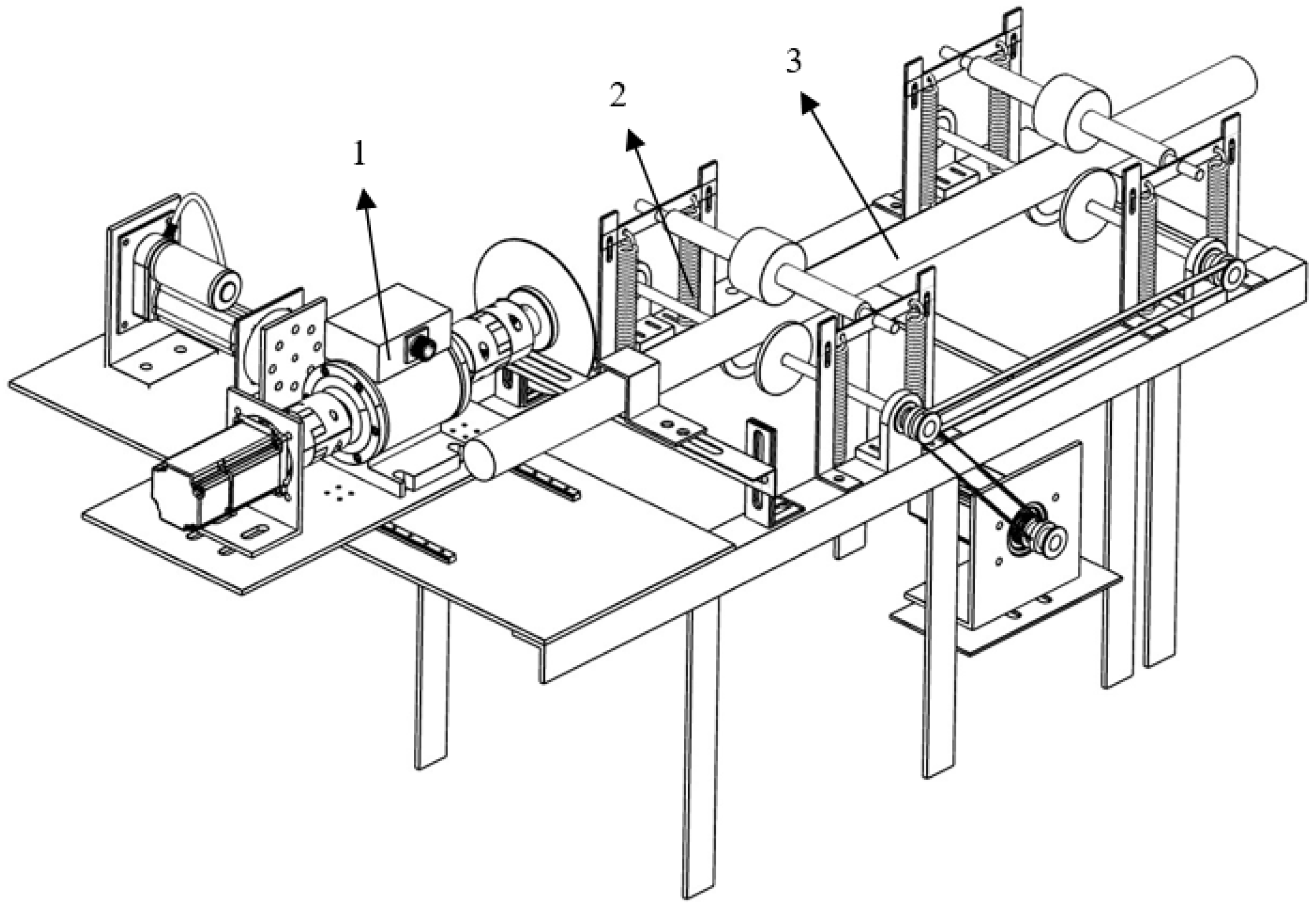
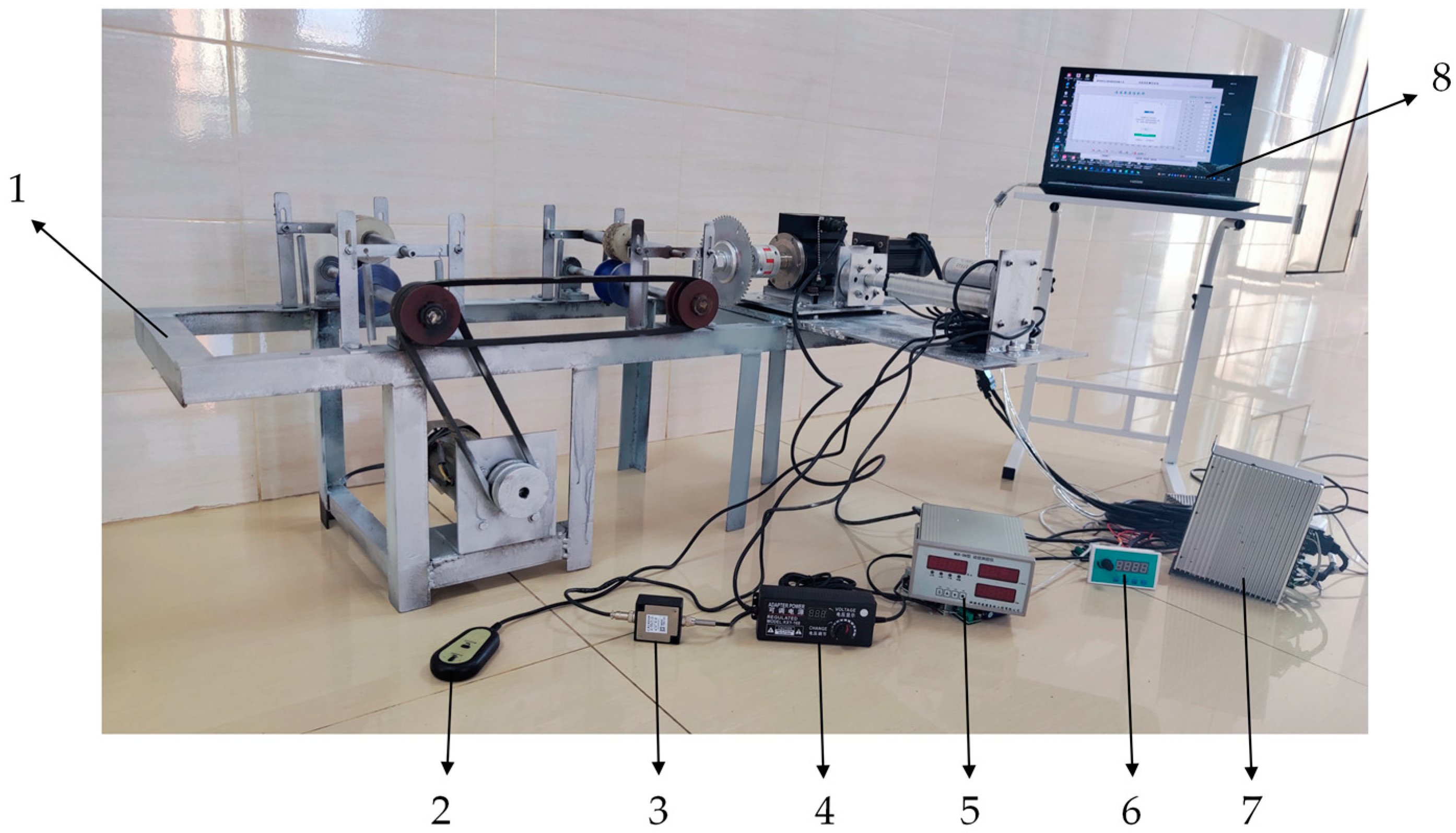
2.3. Sugarcane Stalk Sawing Experiment Rig
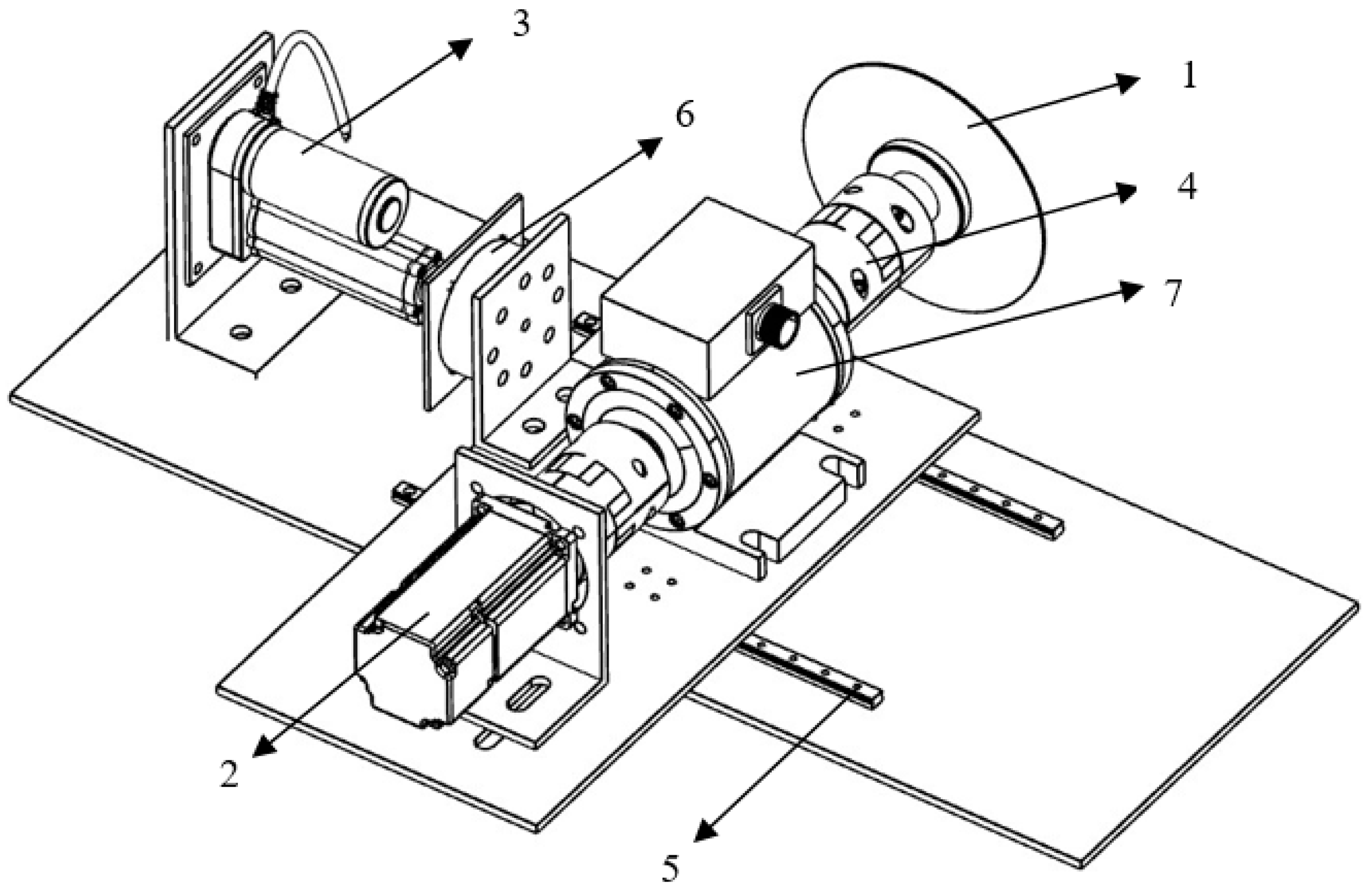
2.3.1. Sawing System
2.3.2. Transmission System
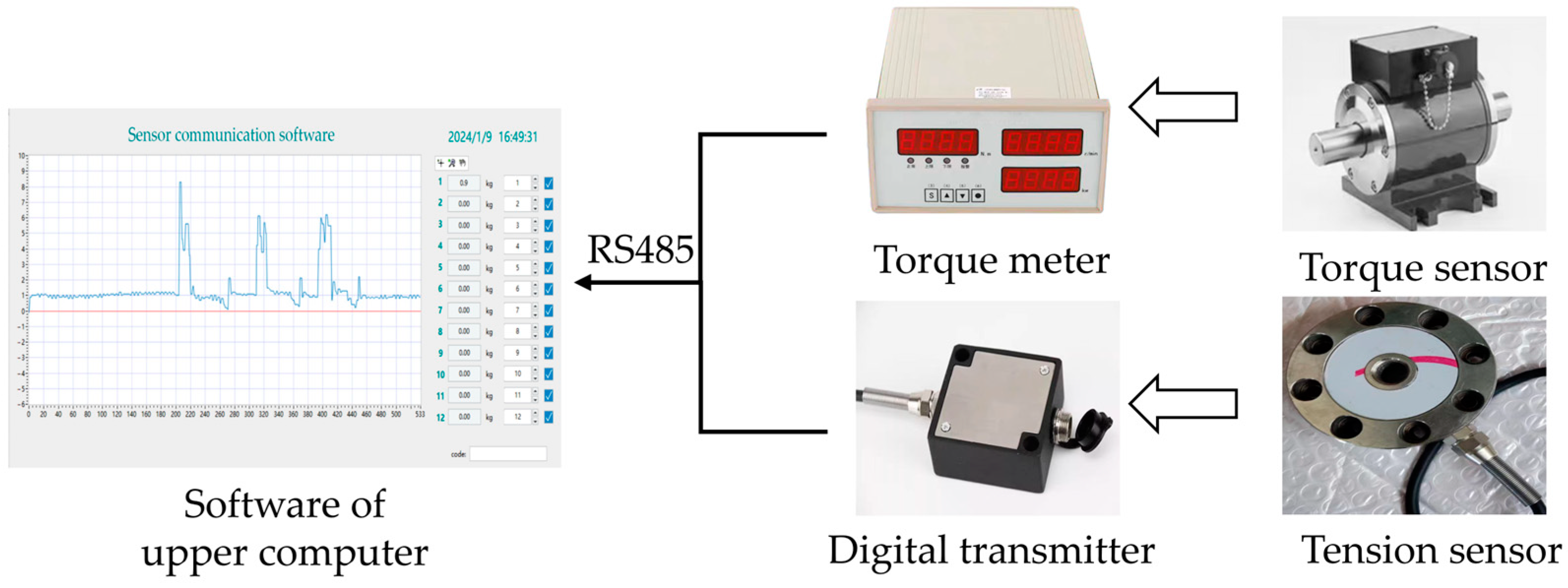
2.3.3. Data acquisition system
2.4. Evaluation Indexes
3. Design of the Experiment
3.1. Single-Factor Test
3.2. Multi-Factor Test
4. Results
4.1. Single-Factor Test Results
4.2. Multi-Factor Test Results
5. Discussion
5.1. Single-Factor Test Analysis
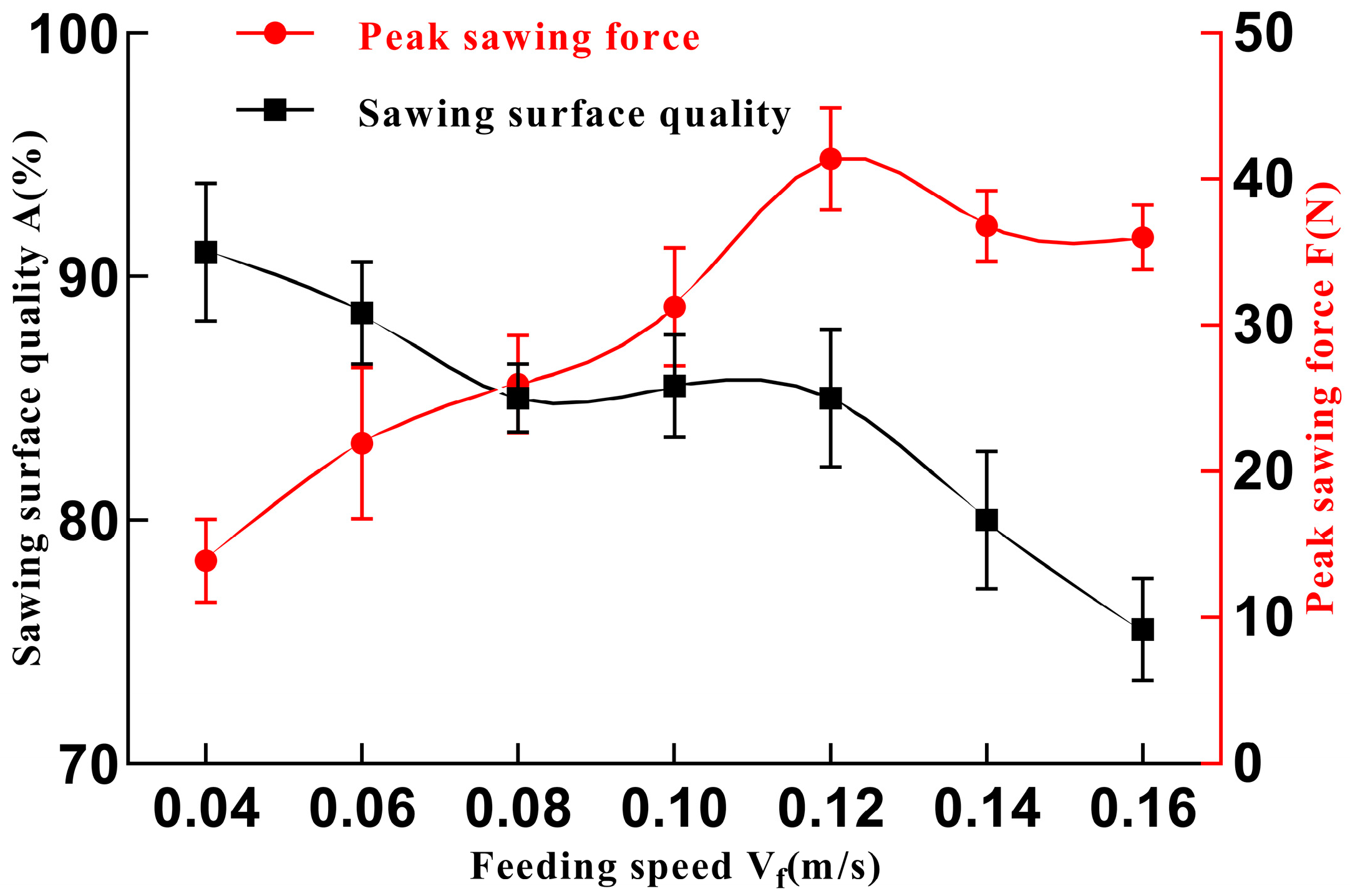
5.1.1. Feeding Speed
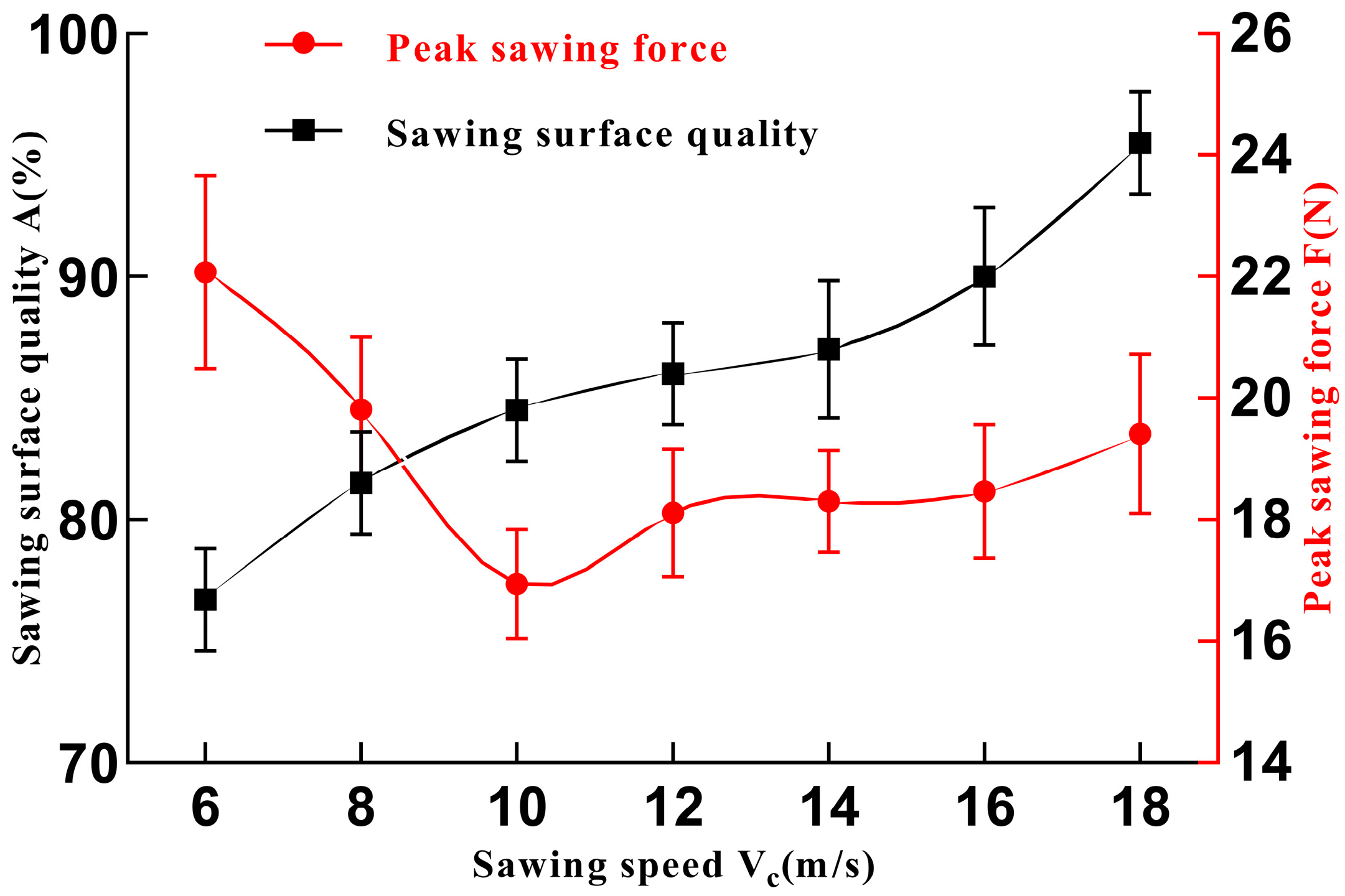
5.1.2. Sawing Speed
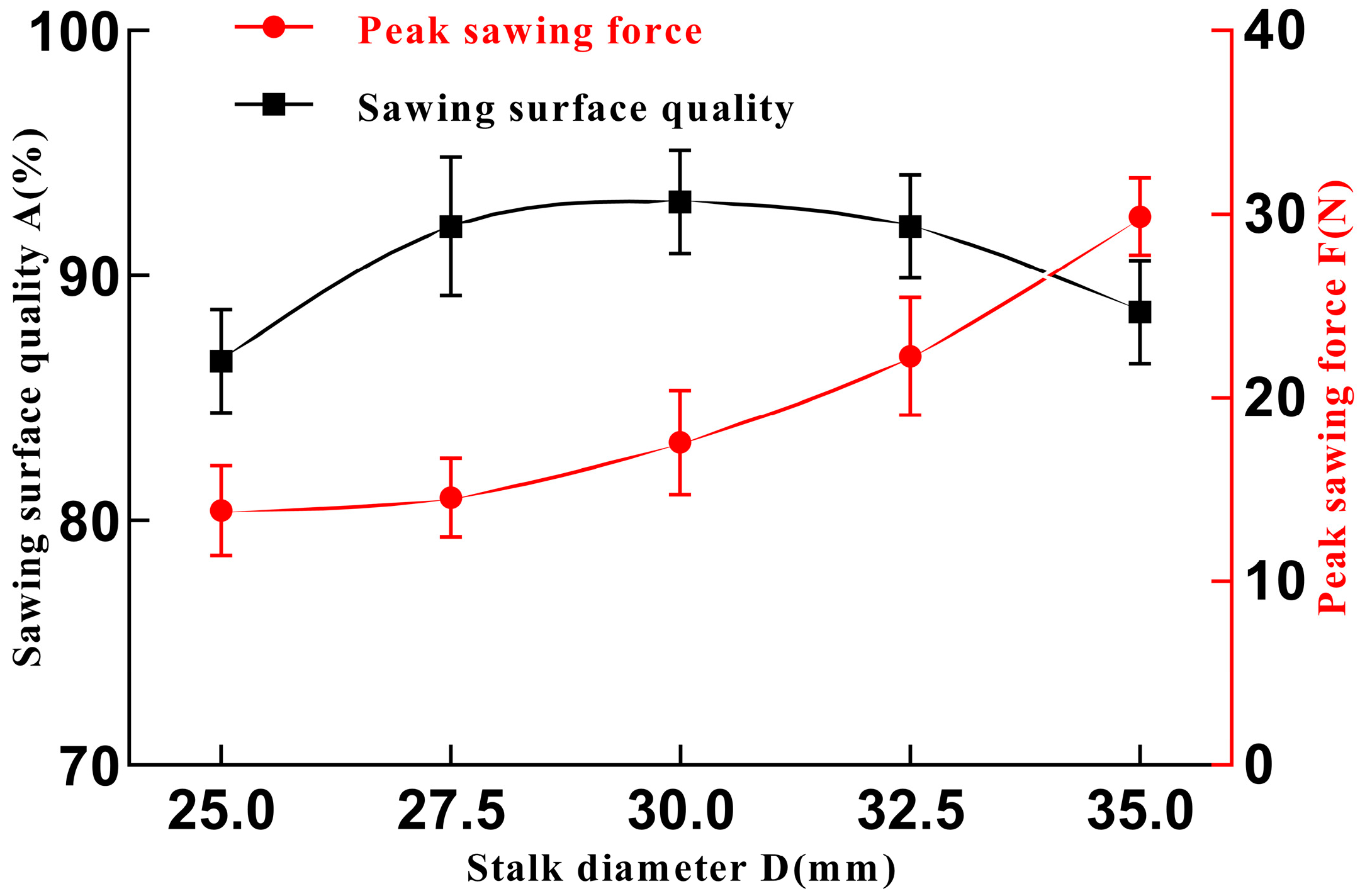
5.1.3. Stalk Diameter
5.2. Multi-Factor Test Analysis
5.2.1. Analysis of Variance (ANOVA)
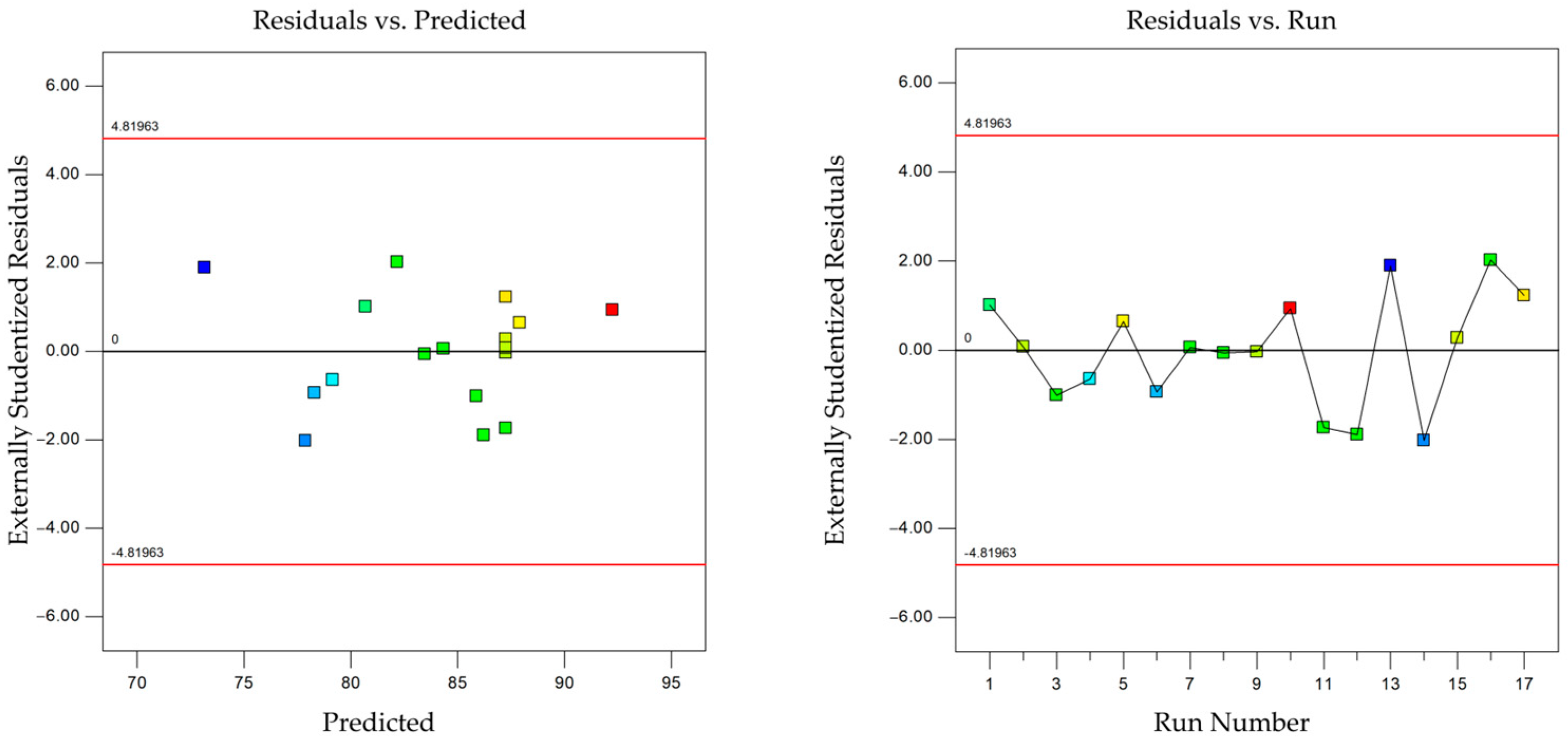
5.2.2. Test Residual Analysis
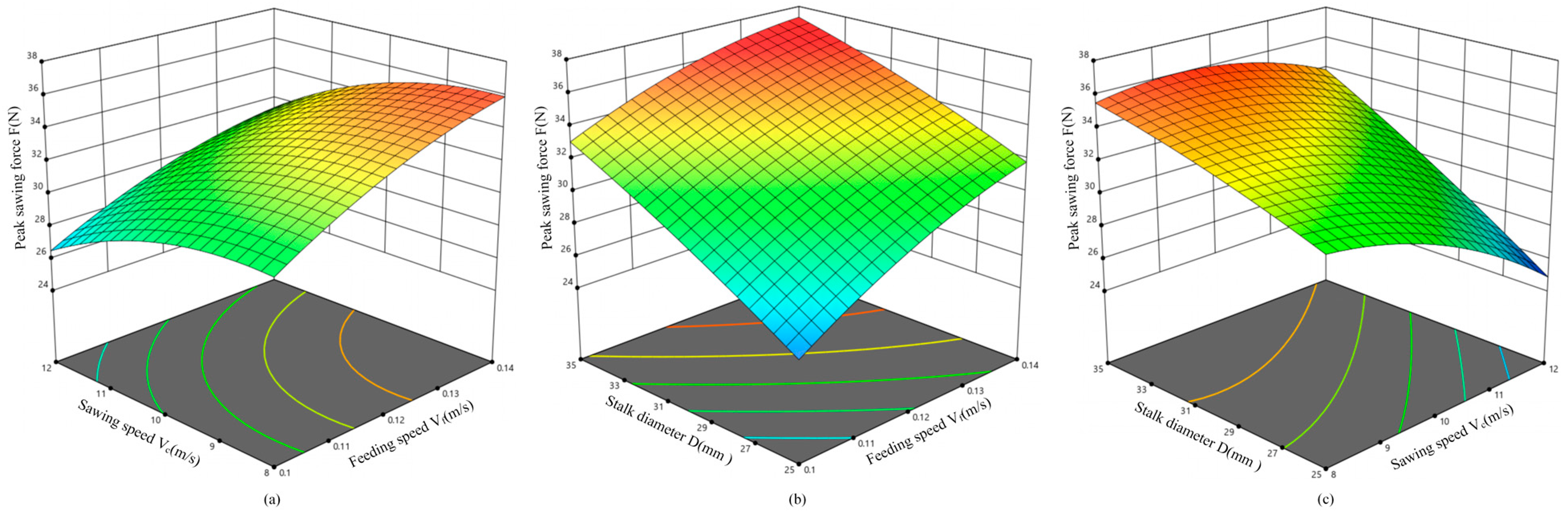
5.2.3. Response Surface Analysis
- Interactive effects of different factors on peak sawing force.
- 2.
- Interactive effects of different factors on sawing surface quality.
5.3. Optimization and Model Verification
6. Conclusions
- (1)
- By employing the central composite design experimental method, this study analyzed the influence trends of variables such as the sugarcane stalk diameter, feed speed, and sawing speed on the peak sawing force and sawing surface quality. Predictive models were then established, featuring model determination coefficients (R2) of 0.9708 and 0.9675, respectively, which underscore the reliability of the experimental approach. The models were validated via three separate experimental sets, revealing a maximum error in peak sawing force of 7.6% and an average relative error of 7.1%. For the sawing surface quality, the maximum error was recorded at 3.5%, with an average relative error of 2.83%. These results highlight the high precision of the models and their effectiveness in forecasting the peak sawing force and sawing surface quality of sugarcane stalks.
- (2)
- Based on the analysis of variance and model parameters, the factors affecting the peak sawing force, in order of significance, were determined to include the sugarcane stalk diameter, feed speed, and sawing speed. The factors impacting sawing surface quality in order of significance include the sawing speed, sugarcane stalk diameter, and feed speed. In terms of interactions, the feed rate and the sawing speed, the feed rate and the sugarcane stalk diameter have a significant effect on the peak sawing force, the sawing speed and the sugarcane stalk diameter had a highly significant effect on the sawing surface quality, and the feed speed and the sawing speed had a significant effect on the sawing surface quality.
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Healey, A.L.; Garsmeur, O.; Lovell, J.T.; Shengquiang, S.; Sreedasyam, A.; Jenkins, J.; Plott, C.B.; Piperidis, N.; Pompidor, N.; Llaca, V.; et al. The complex polyploid genome architecture of sugarcane. Nature 2024, 628, 804–810. [Google Scholar] [CrossRef] [PubMed]
- Lu, G.; Liu, P.; Wu, Q.; Zhang, S.; Zhao, P.; Zhang, Y.; Que, Y. Sugarcane breeding: A fantastic past and promising future driven by technology and methods. Front. Plant Sci. 2024, 15, 1375934. [Google Scholar] [CrossRef] [PubMed]
- de Abreu, L.G.F.; Grassi, M.C.B.; de Carvalho, L.M.; da Silva, J.J.; Oliveira, J.V.; Bressiani, J.A.; Pereira, G.A. Energy cane vs sugarcane: Watching the race in plant development. Ind. Crops Prod. 2020, 156, 112868. [Google Scholar] [CrossRef]
- Gupta, R.; Singh, P.R.; Singh, A.K. Development of sugarcane-cum-potato planter for mechanisation of simultaneous planting of sugarcane and potato. Sugar Tech 2017, 19, 517–525. [Google Scholar] [CrossRef]
- Mahasuweerachai, P.; Suksawat, J. Incentives for mechanized cane harvesting in thailand: A choice experiment. J. Asian Econ. 2022, 78, 101434. [Google Scholar] [CrossRef]
- Que, Y.; Wu, Q.; Zhang, H.; Luo, J.; Zhang, Y. Developing new sugarcane varieties suitable for mechanized production in china: Principles, strategies and prospects. Front. Plant Sci. 2024, 14, 1337144. [Google Scholar] [CrossRef] [PubMed]
- Paulo Testa, J.V.; Battistuzzi Martins, M.; Carpes Marques Filho, A.; Pereira Lanças, K.; Lustosa Sobrinho, R.; Finatto, T.; Okla, M.K.; AbdElgawad, H. Continuous and impact cutting in mechanized sugarcane harvest: Quality, losses and impurities. Agriculture 2023, 13, 1329. [Google Scholar] [CrossRef]
- Nagapavithra, S.; Umamaheswari, S. Detection and classification of sugarcane billet damage using aquila sailfish optimizer based deep learning. Artif. Intell. Rev. 2023, 56, 2183–2206. [Google Scholar] [CrossRef]
- Wu, F.; Li, S.; He, Y.; Song, M.; Ma, F.; Teng, X.; Liang, Y. Optimized design and performance of pre-cutting vibrating sugarcane sett metering device. Sugar Tech Int. J. Sugar Crops Relat. Ind. 2023, 25, 210–222. [Google Scholar] [CrossRef]
- Wang, M.; Liu, Q.; Ou, Y.; Zou, X. Experimental study of the seed-filling uniformity of sugarcane single-bud billet planter. Sugar Tech Int. J. Sugar Crops Relat. Ind. 2021, 23, 827–837. [Google Scholar] [CrossRef]
- Ma, F.; Li, K.; Luo, X.; Li, S.; Teng, X. Design and experimental study of a transverse metering device for precut sugarcane setts. Sugar Tech Int. J. Sugar Crops Relat. Ind. 2022, 24, 1597–1611. [Google Scholar] [CrossRef]
- Yang, W.; Zhao, W.; Liu, Y.; Chen, Y.; Yang, J. Simulation of forces acting on the cutter blade surfaces and root system of sugarcane using fem and sph coupled method. Comput. Electron. Agric. 2021, 180, 105893. [Google Scholar] [CrossRef]
- Qiu, M.; Meng, Y.; Li, Y.; Shen, X. Sugarcane stem cut quality investigated by finite element simulation and experiment. Biosyst. Eng. 2021, 206, 135–149. [Google Scholar] [CrossRef]
- Meng, Y.; Wei, J.; Wei, J.; Chen, H.; Cui, Y. An ansys/ls-dyna simulation and experimental study of circular saw blade cutting system of mulberry cutting machine. Comput. Electron. Agric. 2019, 157, 38–48. [Google Scholar] [CrossRef]
- Liu, Y.; Zhou, J.; Fu, W.; Zhang, B.; Chang, F.; Jiang, P. Study on the effect of cutting parameters on bamboo surface quality using response surface methodology. Meas. J. Int. Meas. Confed. 2021, 174, 109002. [Google Scholar] [CrossRef]
- Zhao, L.; Yuan, W.; Xu, L.; Jin, S.; Cui, W.; Xue, J.; Zhou, H. Linear cutting performance tests and parameter optimization of poplar branches based on rsm and nsga-ii. Forests 2024, 15, 146. [Google Scholar] [CrossRef]
- Gao, Y.; Wang, Y.; Kang, F.; Kan, J. Multi-objective optimization of cross-section integrity rate and sawing power consumption in sawing caragana korshinskii kom. Branches. Ind. Crops Prod. 2023, 193, 116244. [Google Scholar] [CrossRef]
- Song, S.; Zhou, H.; Xu, L.; Jia, Z.; Hu, G. Cutting mechanical properties of sisal leaves under rotary impact cutting. Ind. Crops Prod. 2022, 182, 114856. [Google Scholar] [CrossRef]
- Nare, B.; Tewari, V.K.; Kumar Chandel, A.; Prakash Kumar, S.; Chethan, C.R. A mechatronically integrated autonomous seed material generation system for sugarcane: A crop of industrial significance. Ind. Crops Prod. 2019, 128, 1–12. [Google Scholar] [CrossRef]
- Luo, H.; Guo, S.; Zhi, Z.; Kan, J. Sliding cutting and cutting parameters of concentric curvilineal edge sliding cutter for caragana korshinskii (c.k.) Branches. Forests 2023, 14, 2379. [Google Scholar] [CrossRef]
- Kang, F.; Tong, S.; Zhang, H.; Li, W.; Chen, Z.; Zheng, Y. Analysis and experiments of reciprocating cutting parameters for apple tree branches. Trans. Chin. Soc. Agric. Eng. 2020, 36, 9–16. [Google Scholar]
- Ding, S.; Xue, X.; Cai, C.; Cui, L.; Chen, C. Optimization and experiment of blade parameter for pear branches cutting device. Trans. Chin. Soc. Agric. Eng. 2015, 31, 75–82. [Google Scholar]
- Wu, L.; Yang, Z.; Duan, J.; Wang, L.; Wang, W.; Liu, J.; Wang, L. Experiment on influencing factors of cutting force of blades of trim tool for longan branch. Trans. Chin. Soc. Agric. Eng. 2012, 28, 8–14. [Google Scholar]
- Li, C.; Zhang, H.; Wang, Q.; Chen, Z. Influencing factors of cutting force for apple tree branch pruning. Agriculture 2022, 12, 312. [Google Scholar] [CrossRef]
- Gao, Y.; Wang, Y.; Qu, A.; Kan, J.; Kang, F.; Wang, Y. Study of sawing parameters for caragana korshinskii (c.k.) Branches. Forests 2022, 13, 327. [Google Scholar] [CrossRef]
- Hou, J.; Bai, J.; Yao, E.; Zhu, H. Design and parameter optimization of disc type cutting device for castor stem. IEEE Access 2020, 8, 191152–191162. [Google Scholar] [CrossRef]
- Karakurt, I. Application of taguchi method for cutting force optimization in rock sawing by circular diamond sawblades. Sadhana 2014, 39, 1055–1070. [Google Scholar] [CrossRef]
- Wang, Y.; Yang, Y.; Zhao, H.; Liu, B.; Ma, J.; He, Y.; Zhang, Y.; Xu, H. Effects of cutting parameters on cutting of citrus fruit stems. Biosyst. Eng. 2020, 193, 1–11. [Google Scholar] [CrossRef]
- Nasir, V.; Cool, J. Cutting power and surface quality in sawing kiln-dried, green, and frozen hem-fir wood. Wood Sci. Technol. 2021, 55, 505–519. [Google Scholar] [CrossRef]
- Huang, J.; Shen, C.; Ji, A.; Tian, K.; Zhang, B.; Li, X.; Chen, Q. Design and test of two-wheeled walking hemp harvester. Int. J. Agric. Biol. Eng. 2020, 13, 127–137. [Google Scholar] [CrossRef]
- Zhong, J.; Tao, L.; Li, S.; Ma, F.; Chen, Y. Design and evaluation of a novel transversal double-bud sugarcane planter with seed pre-cutting. Sugar Tech Int. J. Sugar Crops Relat. Ind. 2021, 23, 1147–1156. [Google Scholar] [CrossRef]
- Ma, Y.; Xu, C.; Cui, Y.; Fu, L.; Liu, H.; Yang, C. Design and test of harvester for whole hydroponic lettuce with low damage. Trans. Chin. Soc. Agric. Mach. 2019, 50, 162–169. [Google Scholar]
- Nasir, V.; Mohammadpanah, A.; Cool, J. The effect of rotation speed on the power consumption and cutting accuracy of guided circular saw: Experimental measurement and analysis of saw critical and flutter speeds. Wood Mater. Sci. Eng. 2020, 15, 140–146. [Google Scholar] [CrossRef]
- Han, Y.; Xiao, H.; Song, Z.; Chen, Q.; Ding, W.; Mei, S. Design and experiments of 4cj-1200 self-propelled tea plucking machine. Int. J. Agric. Biol. Eng. 2021, 14, 75–84. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Technical Specifications | Performance Indicators |
|---|---|
| Sawing speed | 0–23.56 m/s |
| Feeding speed | 0–0.18 m/s |
| Torque sensor range | 0–50 N·m |
| Tension sensor range | 0–50 kg |
| Level | Vf (m/s) | Vc (m/s) | D (mm) |
|---|---|---|---|
| 1 | 0.04 | 6 | 25.0 |
| 2 | 0.06 | 8 | 27.5 |
| 3 | 0.08 | 10 | 30.0 |
| 4 | 0.10 | 12 | 32.5 |
| 5 | 0.12 | 14 | 35.0 |
| 6 | 0.14 | 16 | |
| 7 | 0.16 | 18 |
| Level | Vf (m/s) | Vc (m/s) | D (mm) |
|---|---|---|---|
| −1 | 0.10 | 8 | 25 |
| 0 | 0.12 | 10 | 30 |
| 1 | 0.14 | 12 | 35 |
| Level | Vf (m/s) | Vc (m/s) | D (mm) | F (N) | A (%) |
|---|---|---|---|---|---|
| 1 | 0.10 | 8 | 30 | 29.49 | 81.37 |
| 2 | 0.12 | 10 | 30 | 32.29 | 87.36 |
| 3 | 0.14 | 12 | 30 | 32.11 | 85.21 |
| 4 | 0.14 | 10 | 25 | 31.76 | 78.71 |
| 5 | 0.10 | 10 | 35 | 33.21 | 88.36 |
| 6 | 0.12 | 8 | 25 | 31.25 | 77.68 |
| 7 | 0.14 | 10 | 35 | 36.40 | 84.39 |
| 8 | 0.10 | 10 | 25 | 26.32 | 83.42 |
| 9 | 0.12 | 10 | 30 | 32.80 | 87.22 |
| 10 | 0.12 | 12 | 35 | 34.11 | 92.88 |
| 11 | 0.12 | 10 | 30 | 34.15 | 85.44 |
| 12 | 0.10 | 12 | 30 | 26.21 | 85.15 |
| 13 | 0.14 | 8 | 30 | 36.24 | 74.25 |
| 14 | 0.12 | 8 | 35 | 36.11 | 76.76 |
| 15 | 0.12 | 10 | 30 | 32.42 | 87.62 |
| 16 | 0.12 | 12 | 25 | 24.30 | 82.31 |
| 17 | 0.12 | 10 | 30 | 33.24 | 88.68 |
| Variance Source | Sum of Squares | Degree of Freedom | Mean Square | F Values | p-Values |
|---|---|---|---|---|---|
| Model | 193.26 | 9 | 21.47 | 25.88 | 0.0001 |
| Vf | 56.60 | 1 | 56.60 | 68.23 | <0.0001 |
| Vc | 33.46 | 1 | 33.46 | 40.33 | 0.0004 |
| D | 85.81 | 1 | 85.81 | 103.42 | <0.0001 |
| Vf·Vc | 0.18 | 1 | 0.18 | 0.22 | 0.6550 |
| Vf·D | 1.27 | 1 | 1.27 | 1.53 | 0.2566 |
| Vc·D | 6.13 | 1 | 6.13 | 7.38 | 0.0299 |
| 2.33 | 1 | 2.33 | 2.81 | 0.1377 | |
| 6.31 | 1 | 6.31 | 7.60 | 0.0282 | |
| D2 | 0.41 | 1 | 0.41 | 0.50 | 0.5025 |
| Residual | 5.81 | 7 | 0.83 | ||
| Lack of Fit | 3.55 | 3 | 1.18 | 2.10 | 0.2436 |
| Pure Error | 2.26 | 4 | 0.56 | ||
| Cor Total | 199.07 | 16 |
| Variance Source | Sum of Squares | Degree of Freedom | Mean Square | F Values | p-Values |
|---|---|---|---|---|---|
| Model | 370.25 | 9 | 41.14 | 23.18 | 0.0002 |
| Vf | 30.97 | 1 | 30.97 | 17.45 | 0.0042 |
| Vc | 166.44 | 1 | 166.44 | 93.76 | <0.0001 |
| D | 46.42 | 1 | 46.42 | 26.15 | 0.0014 |
| Vf·Vc | 12.89 | 1 | 12.89 | 7.26 | 0.0309 |
| Vf·D | 0.14 | 1 | 0.14 | 0.077 | 0.7893 |
| Vc·D | 27.51 | 1 | 27.51 | 15.50 | 0.0056 |
| 23.32 | 1 | 23.32 | 13.14 | 0.0085 | |
| 49.13 | 1 | 49.13 | 27.68 | 0.0012 | |
| D2 | 5.97 | 1 | 5.97 | 3.36 | 0.1093 |
| Residual | 12.43 | 7 | 1.78 | ||
| Lack of Fit | 6.96 | 3 | 2.32 | 1.70 | 0.3046 |
| Pure Error | 5.47 | 4 | 1.37 | ||
| Cor Total | 382.67 | 16 |
| D (mm) | Vf (m/s) | Vc (m/s) | F Predicted Value (N) | F Test Value (N) | F Error (%) | A Predicted Value (%) | A Test Value (%) | A Error (%) |
|---|---|---|---|---|---|---|---|---|
| 25 | 0.10424 | 10.94 | 21.03 | 22.76 | 7.6% | 82.95 | 85.925 | 3.5% |
| 30 | 0.10326 | 11.55 | 24.63 | 22.95 | 7.3% | 87.64 | 89.360 | 1.9% |
| 35 | 0.10020 | 12.00 | 28.29 | 30.21 | 6.4% | 90.08 | 92.915 | 3.1% |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yan, B.; Liu, H.; He, F.; Deng, G.; Zheng, S.; Cui, Z.; Zhou, S.; Dai, Y.; Wang, X.; Qin, S.; et al. Analysis and Testing of Pre-Cut Sugarcane Seed Stalk Sawing Performance Parameters. Agriculture 2024, 14, 953. https://doi.org/10.3390/agriculture14060953
Yan B, Liu H, He F, Deng G, Zheng S, Cui Z, Zhou S, Dai Y, Wang X, Qin S, et al. Analysis and Testing of Pre-Cut Sugarcane Seed Stalk Sawing Performance Parameters. Agriculture. 2024; 14(6):953. https://doi.org/10.3390/agriculture14060953
Chicago/Turabian StyleYan, Bin, Haitao Liu, Fengguang He, Ganran Deng, Shuang Zheng, Zhende Cui, Sili Zhou, Ye Dai, Xilin Wang, Shuangmei Qin, and et al. 2024. "Analysis and Testing of Pre-Cut Sugarcane Seed Stalk Sawing Performance Parameters" Agriculture 14, no. 6: 953. https://doi.org/10.3390/agriculture14060953