
Experimental Research on Breakage Characteristics of Feed Pellets under Different Loading Methods

Abstract
:1. Introduction
2. Materials and Methods
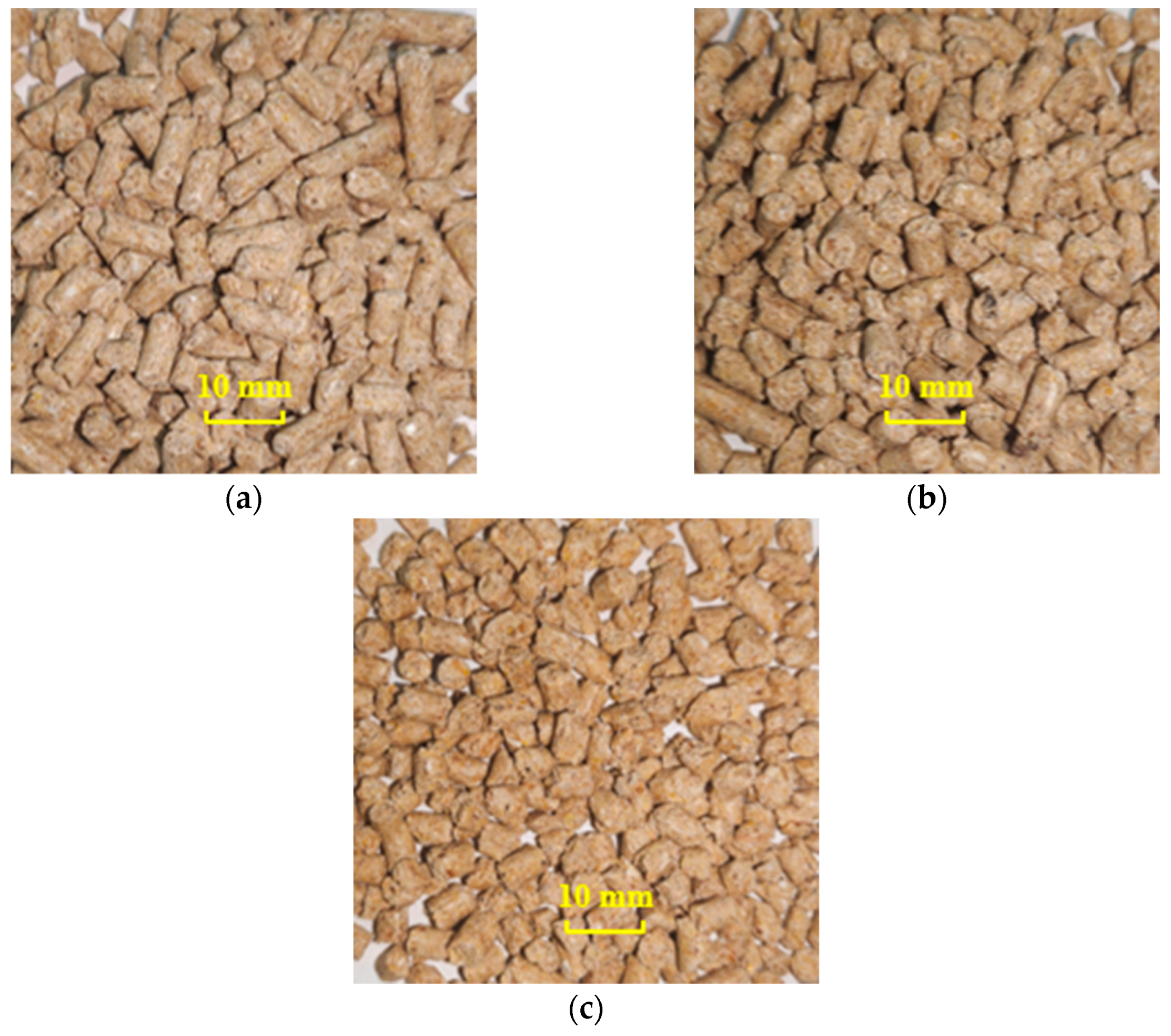
2.1. Samples and Preparation
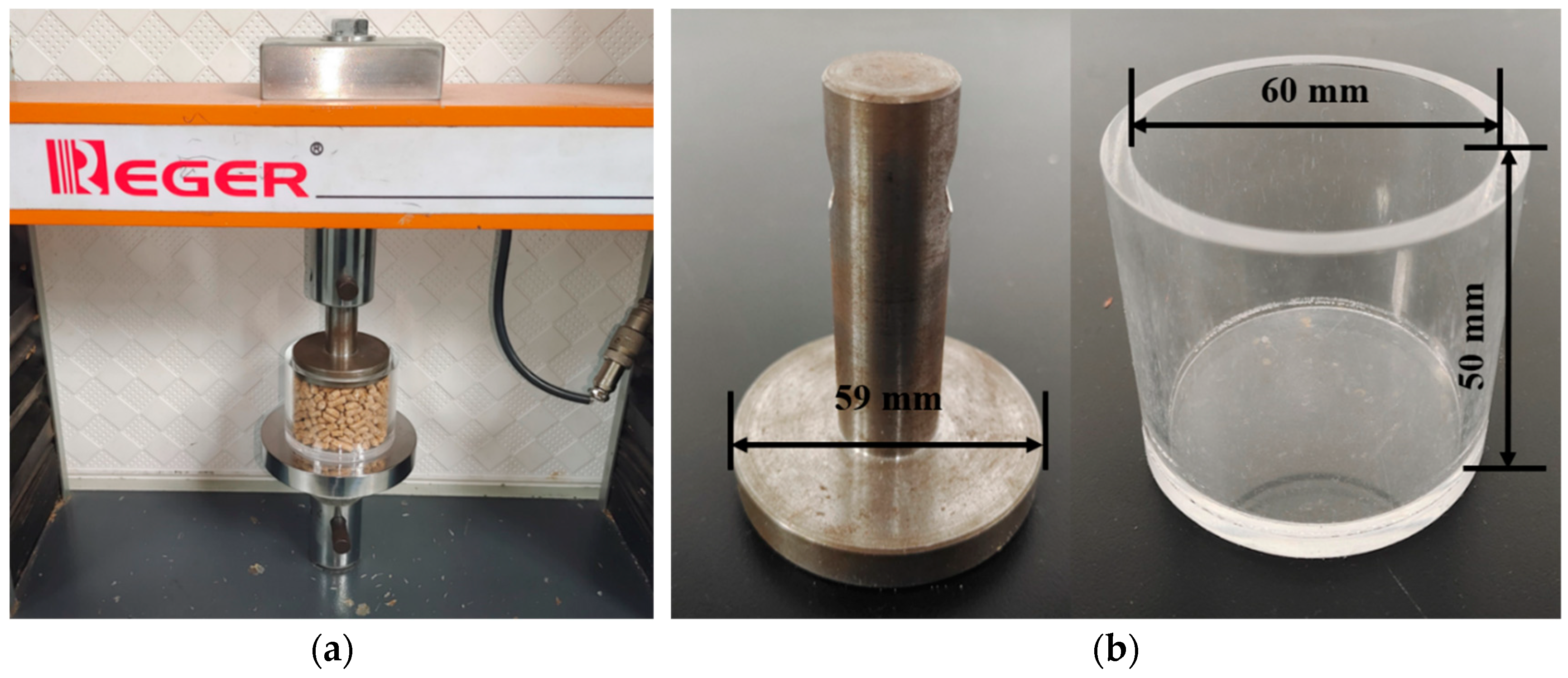
2.2. Experimental Equipment
2.3. Experimental Methods
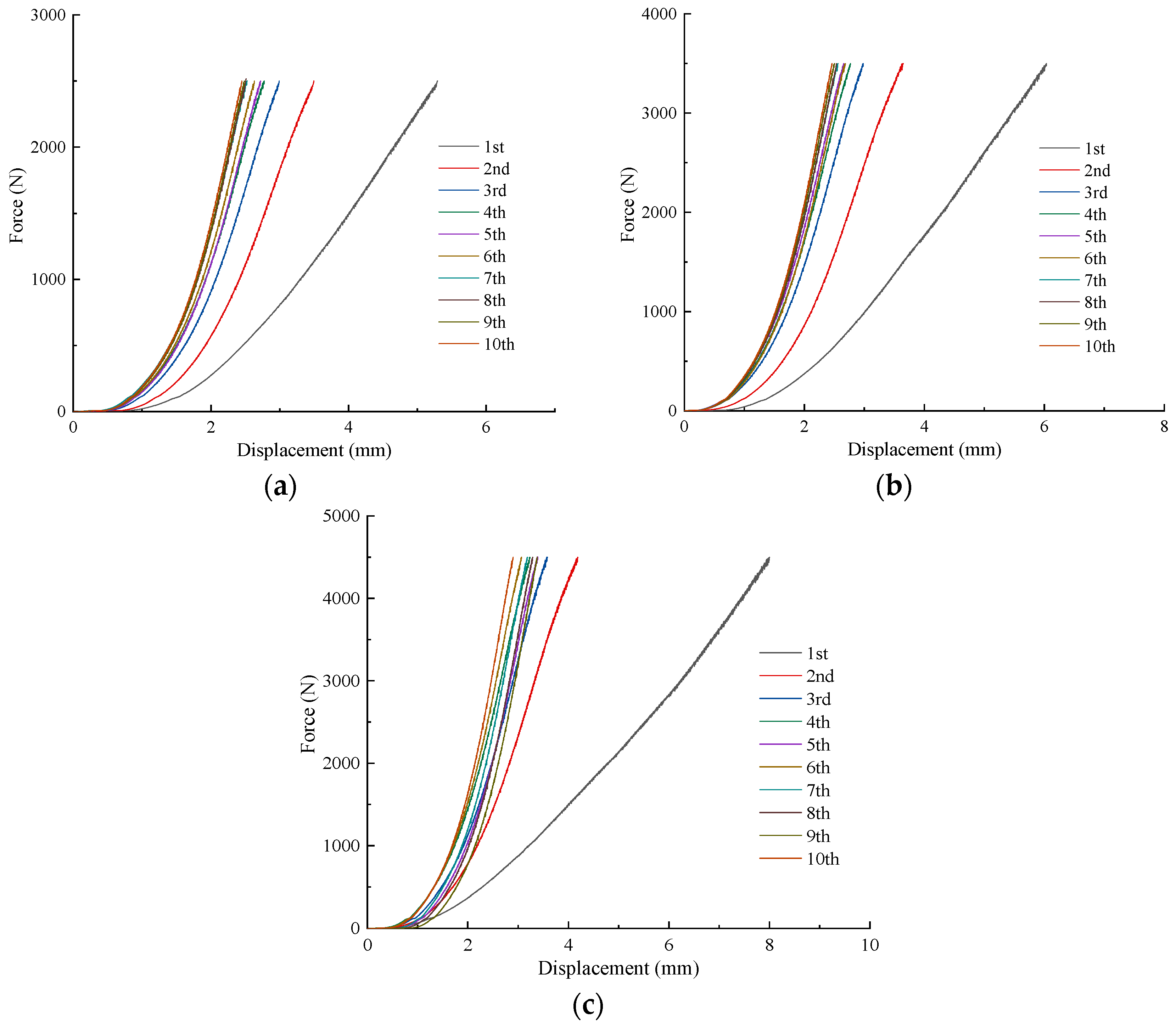
2.3.1. Repeated Compression
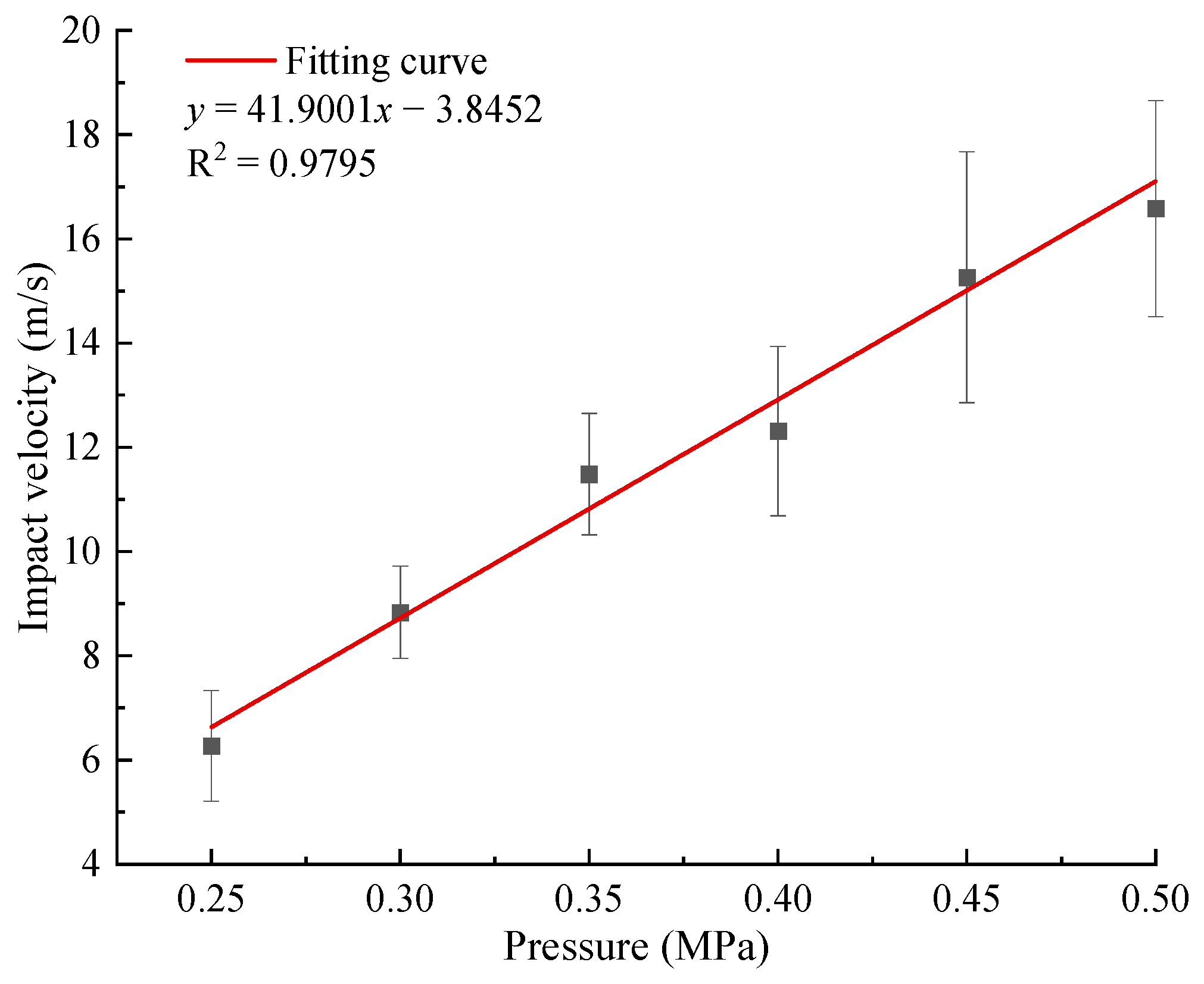
2.3.2. Repeated Impacts
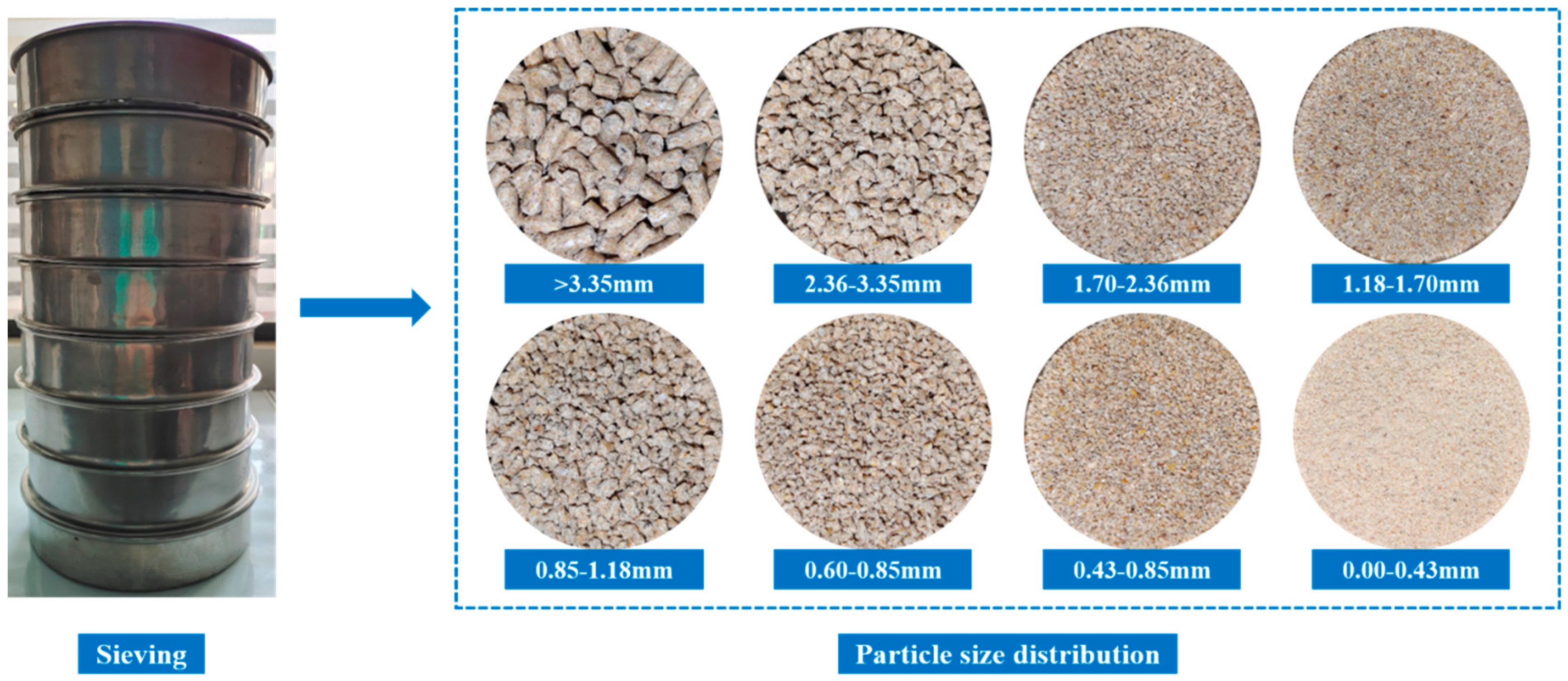
2.4. Evaluation of Breakage Characteristics
2.4.1. Size Distribution Function
2.4.2. Pulverization Rate
2.4.3. Mass-Specific Energy
2.4.4. Fitting Model
3. Results and Discussion
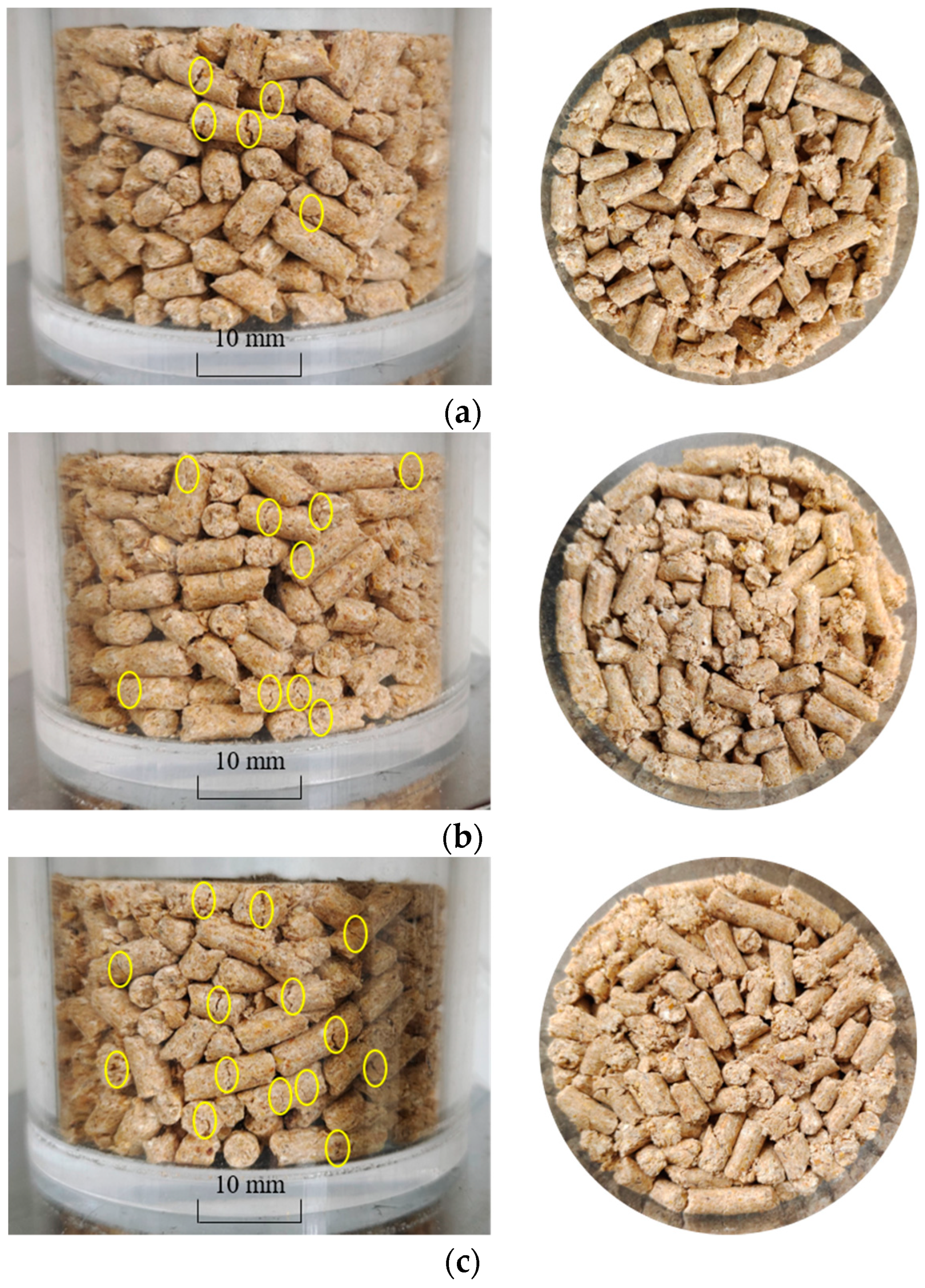
3.1. Breakage Behaviors of Feed Pellets
3.2. Particle Size Distribution
3.3. Energy and Pulverization Rate
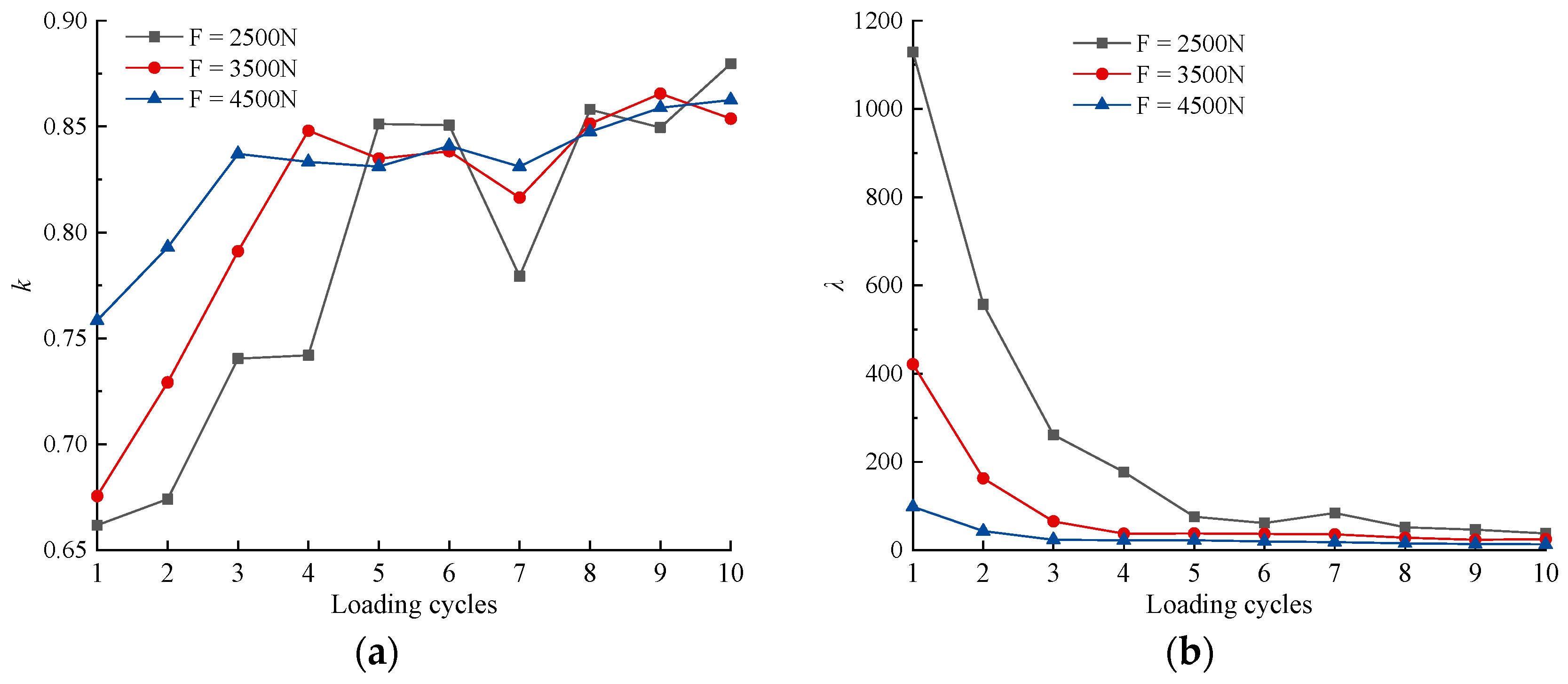
3.3.1. The Influence of Loading Cycles
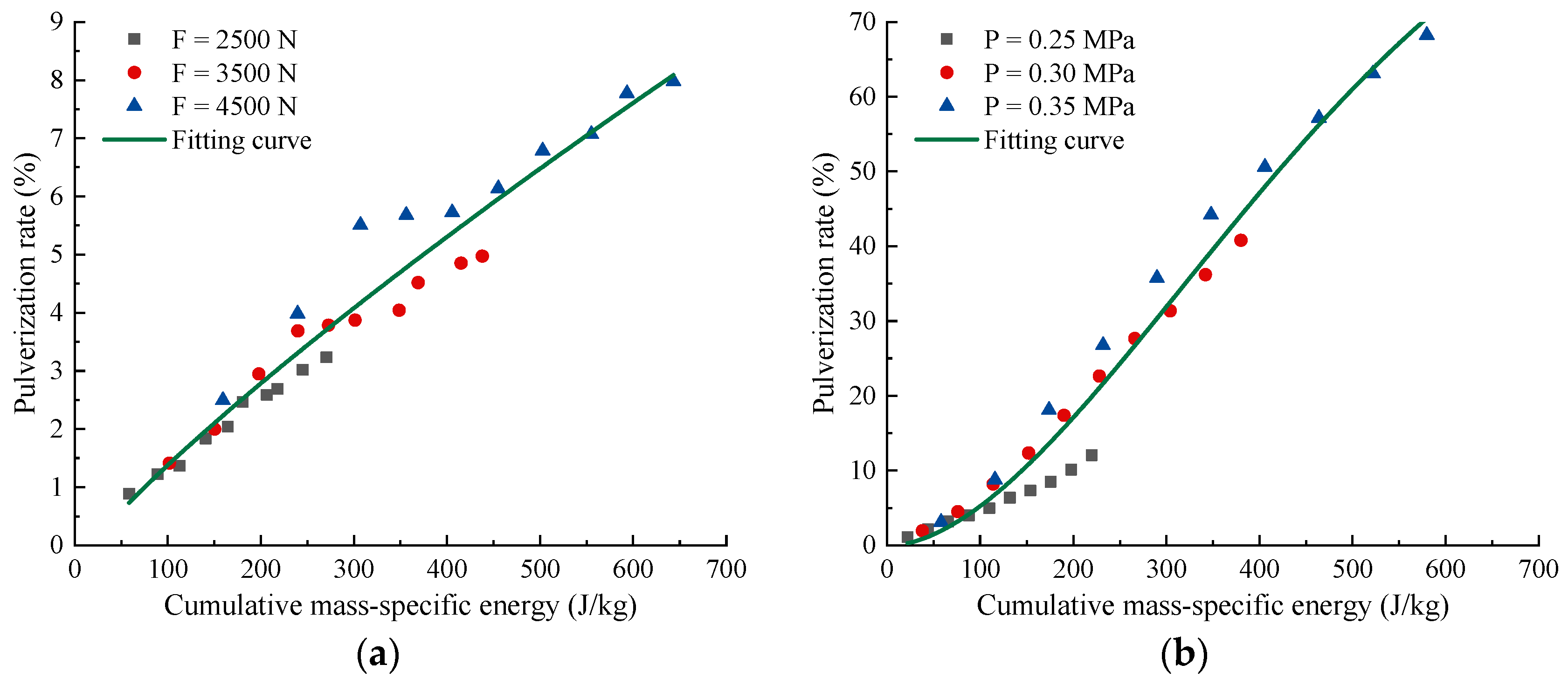
3.3.2. Relationship between Energy and Pulverization Rate
4. Conclusions
- (1)
- The breakage degree of feed particle beds decreases from top to bottom, and the crack density is positively correlated to the loading force. Unlike repeated compression tests, the feed pellets under repeated impacts will break continuously, and the size is negatively correlated to air pressure.
- (2)
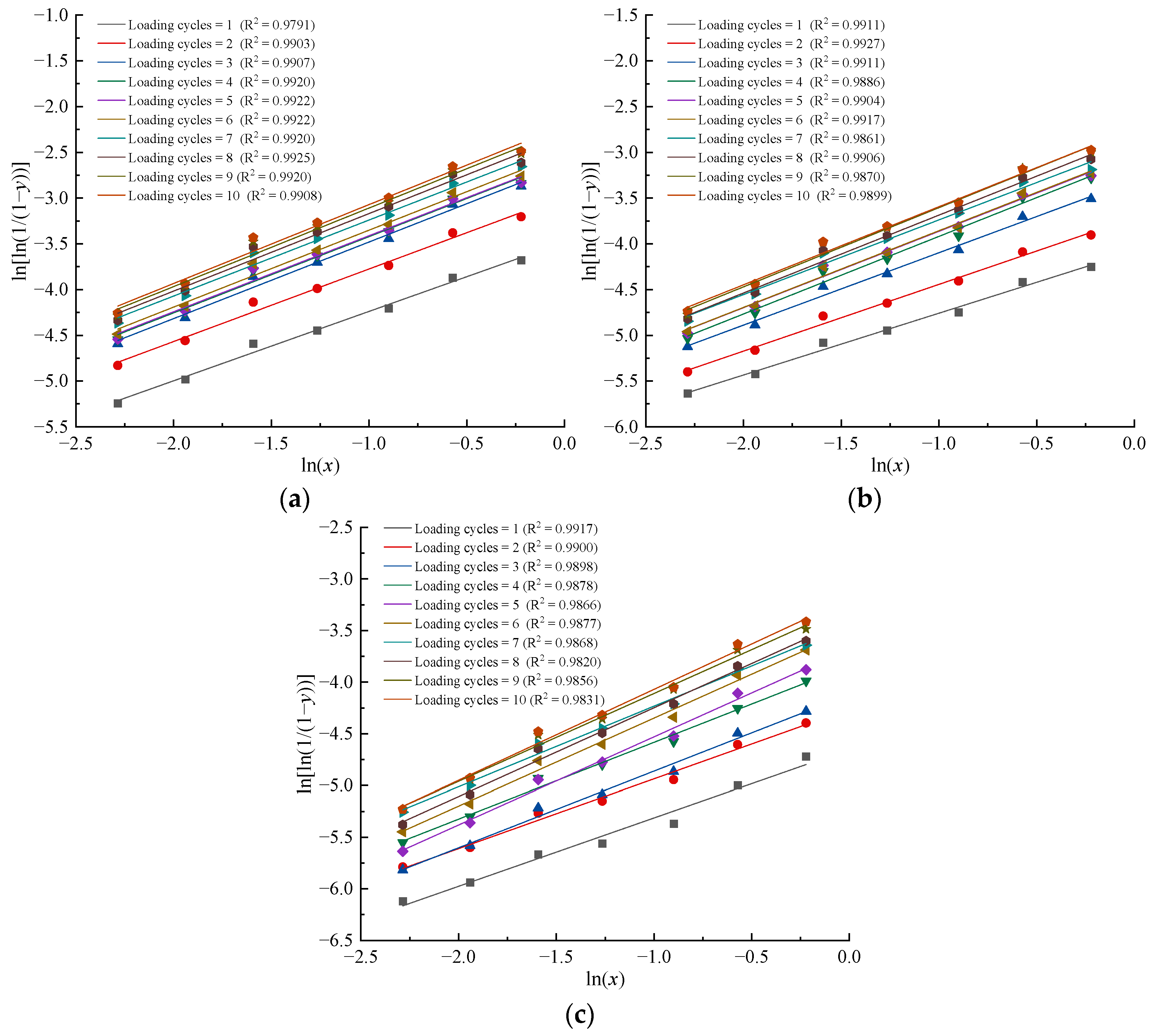
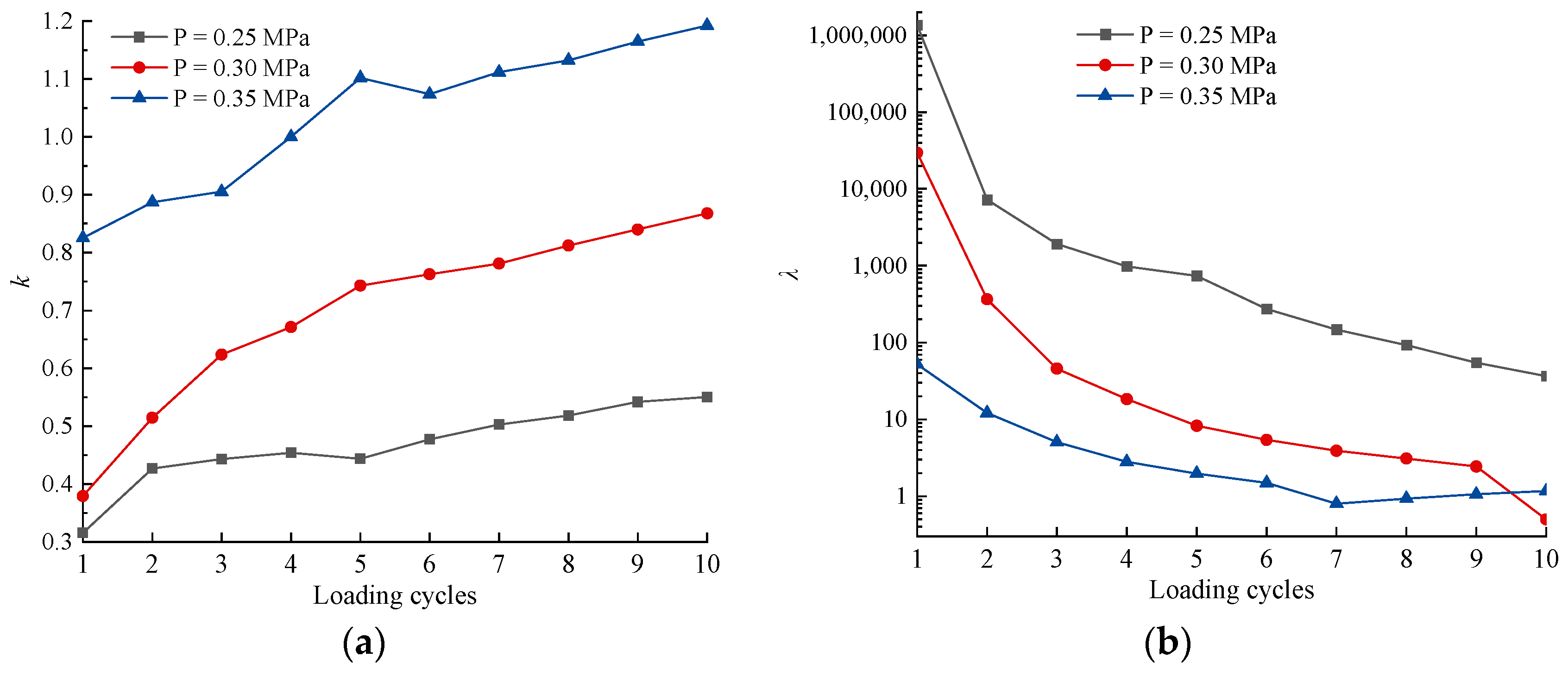
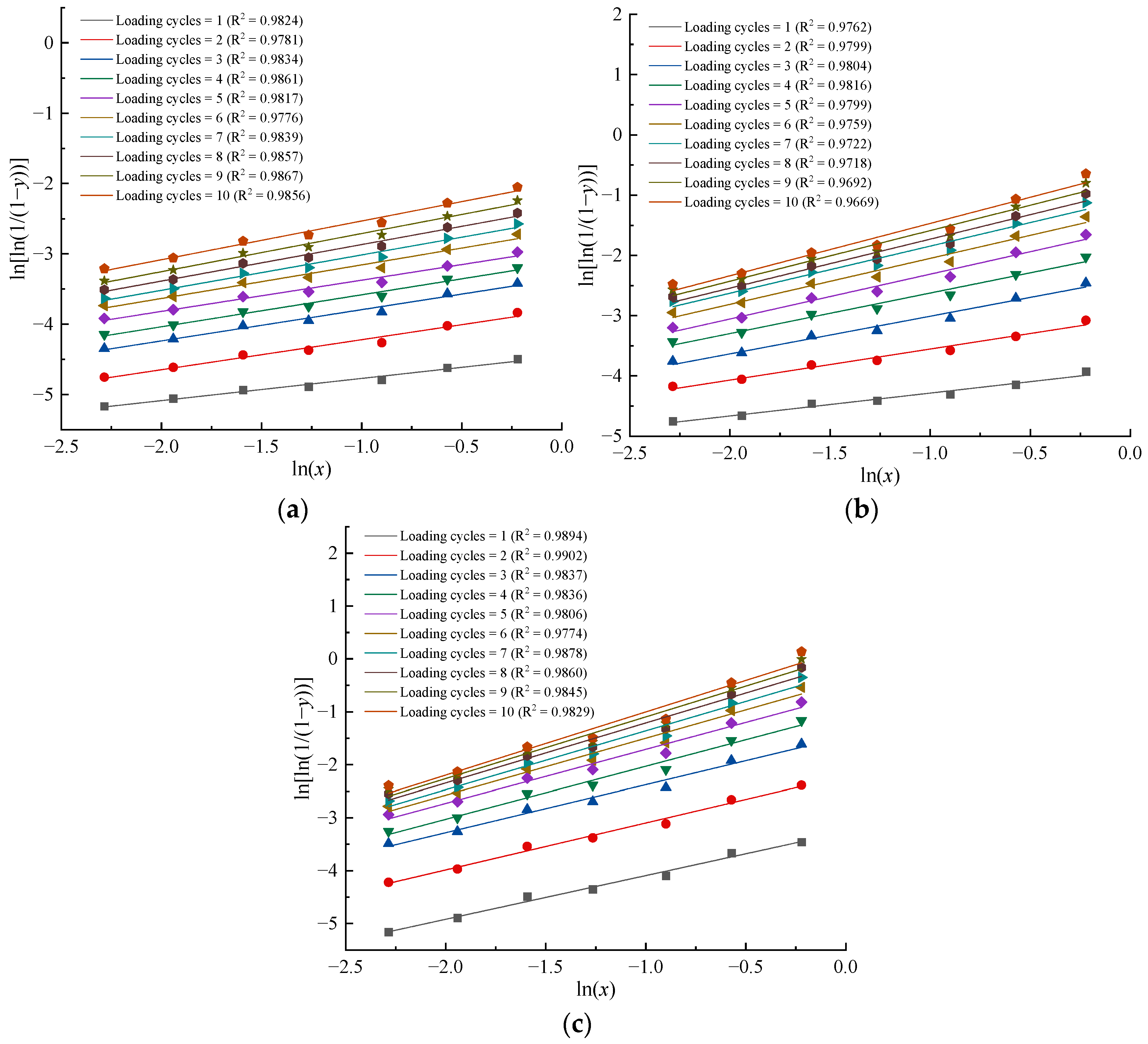
- The PSDs under different loading methods can be fitted well with the Weibull function, and the R2 values are greater than 0.96. The variation in parameters k and λ shows a steady breakage degree and a growing breakage degree in repeated compression and impact tests.
- (3)
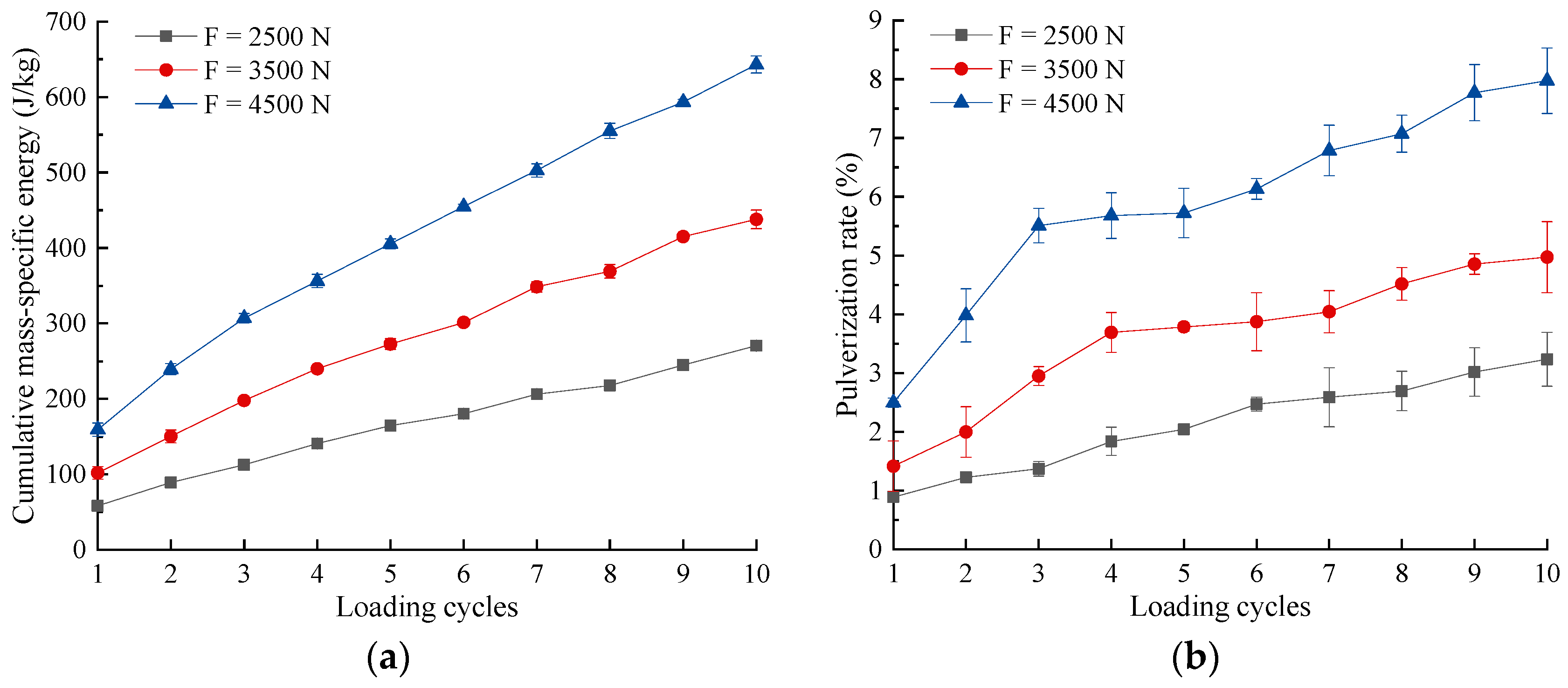
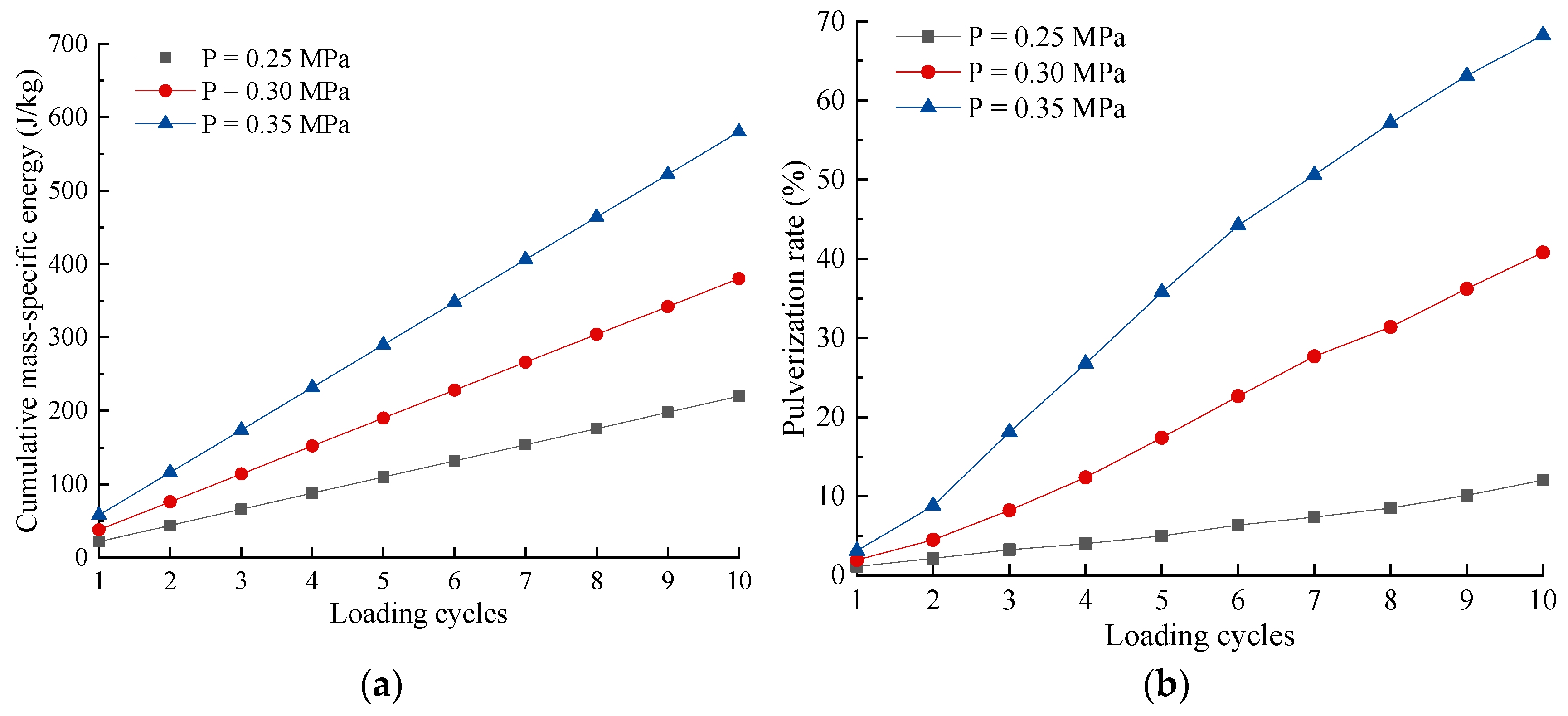
- The energy and the pulverization rate of feed pellets increase with the increase of loading cycles under different loading methods, and the larger the loading force and air pressure, the higher the energy and pulverization rate. Due to the filling of pores in the feed particle bed, a slow growth stage occurs in the pulverization rate curve in repeated compression tests. In repeated impact tests, the pulverization rate curves have a linear relationship with the loading cycles, which is due to different loading methods.
- (4)
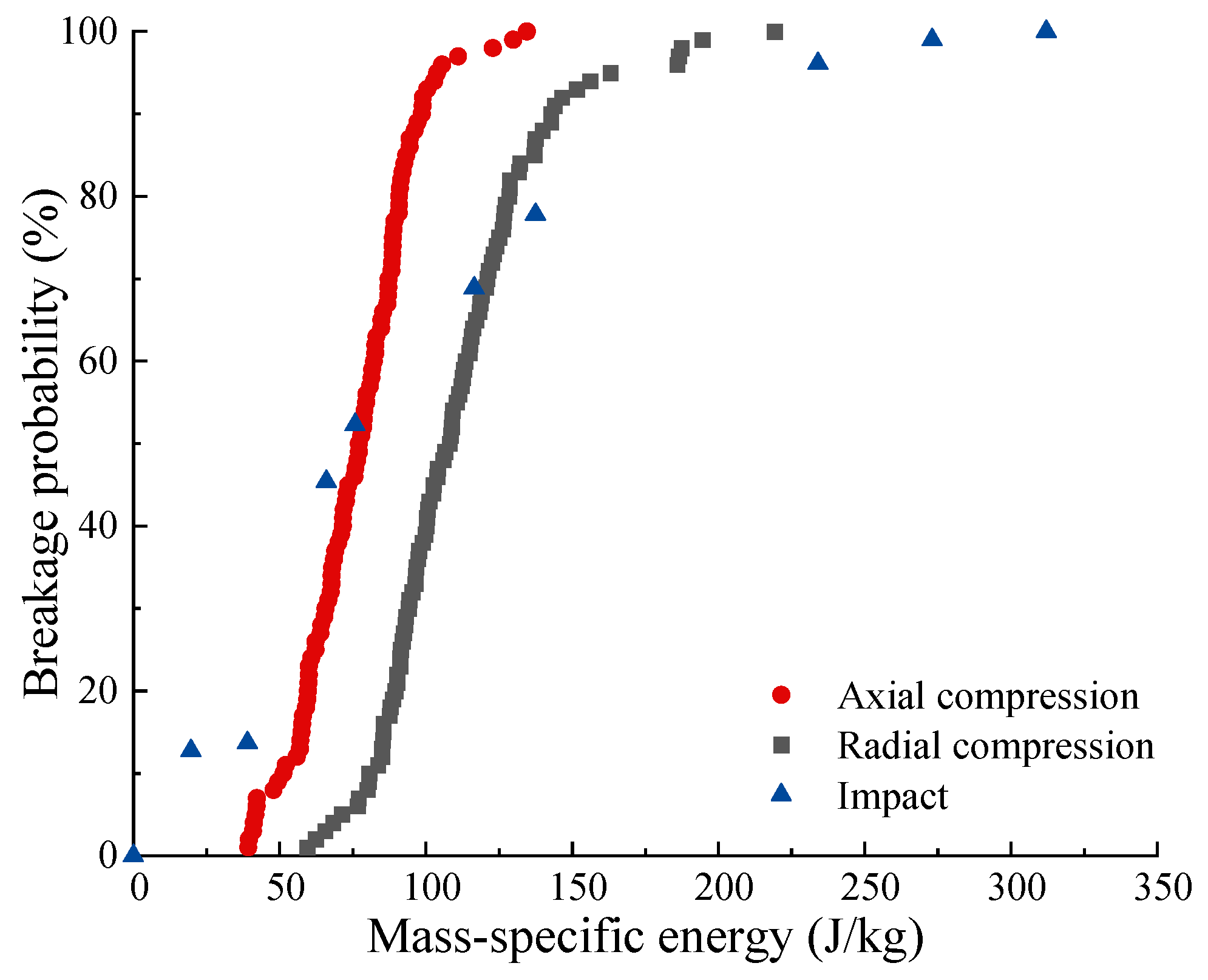
- The model of Vogel and Peukert can be used to describe the relationship between energy and the pulverization rate under repeated compression and repeated impacts, and the R2 values are greater than 0.94. Unlike the single stressing event, the minimum energy required for particle breakage in compression tests was 19.1904 J/kg, which is higher than 5.0086 J/kg in impact tests. The main reason is the compaction of feed pellets in the feed particle bed.
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Conflicts of Interest
References
- Halstensen, M.; Ihunegbo, F.N.; Ratnayake, C.; Sveinsvold, K. Online acoustic chemometric monitoring of fish feed pellet velocity in a pneumatic conveying system. Powder Technol. 2014, 263, 104–111. [Google Scholar] [CrossRef]
- Thomas, M.; van der Poel, A.F.B. Physical quality of pelleted animal feed 1. Criteria for pellet quality. Anim. Feed Sci. Technol. 1996, 61, 89–112. [Google Scholar] [CrossRef]
- Chang, C.M.; Fang, W.; Jao, R.C.; Shyu, C.Z.; Liao, I.C. Development of an intelligent feeding controller for indoor intensive culturing of eel. Aquac. Eng. 2005, 32, 343–353. [Google Scholar] [CrossRef]
- Vukmirovic, D.; Colovic, R.; Rakita, S.; Brlek, T.; Duragic, O.; Sola-Oriol, D. Importance of feed structure (particle size) and feed form (mash vs. pellets) in pig nutrition—A review. Anim. Feed Sci. Technol. 2017, 233, 133–144. [Google Scholar] [CrossRef]
- Ardiaca Garcia, M.; Montesinos Barcelo, A.; Bonvehi Nadeu, C.; Jekl, V. Respiratory Diseases in Guinea Pigs, Chinchillas and Degus. Vet. Clin. N. Am. Exot. Anim. Pract. 2021, 24, 419–457. [Google Scholar] [CrossRef]
- Briggs, J.L.; Maier, D.E.; Watkins, B.A.; Behnke, K.C. Effect of ingredients and processing parameters on pellet quality. Poult. Sci. 1999, 78, 1464–1471. [Google Scholar] [CrossRef]
- Amerah, A.M.; Ravindran, V.; Lentle, R.G.; Thomas, D.G. Feed particle size: Implications on the digestion and performance of poultry. Worlds Poult. Sci. J. 2007, 63, 439–455. [Google Scholar] [CrossRef]
- Kaliyan, N.; Morey, R.V. Factors affecting strength and durability of densified biomass products. Biomass Bioenergy 2009, 33, 337–359. [Google Scholar] [CrossRef]
- Aarseth, K.A.; Prestlokken, E. Mechanical properties of feed pellets: Weibull analysis. Biosyst. Eng. 2003, 84, 349–361. [Google Scholar] [CrossRef]
- Aarseth, K.A. Attrition of feed pellets during pneumatic conveying: The influence of velocity and bend radius. Biosyst. Eng. 2004, 89, 197–213. [Google Scholar] [CrossRef]
- Aarseth, K.A.; Perez, V.; Boe, J.K.; Jeksrud, W.K. Reliable pneumatic conveying of fish feed. Aquac. Eng. 2006, 35, 14–25. [Google Scholar] [CrossRef]
- Aas, T.S.; Oehme, M.; Sorensen, M.; He, G.; Lygren, I.; Asgard, T. Analysis of pellet degradation of extruded high energy fish feeds with different physical qualities in a pneumatic feeding system. Aquac. Eng. 2011, 44, 25–34. [Google Scholar] [CrossRef]
- Kong, X.; Liu, J.; Yang, T.; Su, Y.; Geng, J.; Niu, Z. Numerical simulation of feed pellet breakage in pneumatic conveying. Biosyst. Eng. 2022, 218, 31–42. [Google Scholar] [CrossRef]
- Kong, X.; Cao, Q.; Zhao, Z.; Niu, Z.; Liu, J. Breakage probability of feed pellet under repeated compression and impacts. Granul. Matter 2023, 25, 47. [Google Scholar] [CrossRef]
- Haubjerg, A.F.; Veje, C.T.; Jorgensen, B.N.; Simonsen, B.; Lovgreen, S. Structural properties and mechanical durability of extruded fish feed. J. Food Process Eng. 2015, 38, 621–631. [Google Scholar] [CrossRef]
- Haubjerg, A.F.; Veje, C.T. An experimental approach towards increasing mechanical durability of extruded fish feed in the drying process. Dry. Technol. 2019, 37, 1418–1426. [Google Scholar] [CrossRef]
- Wolska, J.; Holst, O.; Adlercreutz, P.; Jonkers, J. Standardized method for the Holmen pellet tester (NHP100) as a tool for evaluating the physical quality of fish feed. Aquac. Res. 2016, 47, 1790–1796. [Google Scholar] [CrossRef]
- Han, Y.; Zhao, D.; Chu, Y.; Zhen, J.; Li, G.; Zhao, H.; Jia, F. Breakage behaviour of single rice particles under compression and impact. Adv. Powder Technol. 2021, 32, 4635–4650. [Google Scholar] [CrossRef]
- Shen, S.; Han, Y.; Hao, X.; Chen, P.; Li, A.; Wang, Y.; Zhang, J.; Feng, W.; Fei, J.; Jia, F. Analysis of the breakage characteristics of rice particle beds under confined compression tests. Powder Technol. 2023, 418, 118319. [Google Scholar] [CrossRef]
- Antonyuk, S.; Tomas, E.; Heinrich, S.; Morl, L. Breakage behaviour of spherical granulates by compression. Chem. Eng. Sci. 2005, 60, 4031–4044. [Google Scholar] [CrossRef]
- Lin, S.S.; Chung, Y.C.; Lin, C.K.; Chen, Y.C. DEM simulation and experimental validation for mechanical response of ellipsoidal particles under confined compression. Adv. Powder Technol. 2018, 29, 1292–1305. [Google Scholar] [CrossRef]
- Orefice, L.; Khinast, J.G. Deformable and breakable DEM particle clusters for modelling compression of plastic and brittle porous materials—Model and structure properties. Powder Technol. 2020, 368, 90–104. [Google Scholar] [CrossRef]
- Saiedirad, M.H.; Tabatabaeefar, A.; Borghei, A.; Mirsalehi, M.; Badii, F.; Varnamkhasti, M.G. Effects of moisture content, seed size, loading rate and seed orientation on force and energy required for fracturing cumin seed (Cuminum cyminum Linn.) under quasi-static loading. J. Food Eng. 2008, 86, 565–572. [Google Scholar] [CrossRef]
- Baslar, M.; Kalkan, F.; Kara, M.; Ertugay, M.F. Correlation between the protein content and mechanical properties of wheat. Turk. J. Agric. For. 2012, 36, 601–607. [Google Scholar]
- Ramaj, I.; Romuli, S.; Schock, S.; Mueller, J. Discrete element modelling of bulk behaviour of wheat (Triticum aestivum L.) cv. ‘Pionier’ during compressive loading. Biosyst. Eng. 2024, 242, 123–139. [Google Scholar]
- Guerra, M.V.; Harshe, Y.M.; Fries, L.; Rothberg, S.; Palzer, S.; Heinrich, S. Influence of particle size distribution on espresso extraction via packed bed compression. J. Food Eng. 2023, 340, 111301. [Google Scholar] [CrossRef]
- Liu, X.; Shi, Z.; Zhang, Y.; Li, H.; Pei, H.; Yang, H. Characteristics of Damage to Brown Rice Kernels under Single and Continuous Mechanical Compression Conditions. Foods 2024, 13, 1069. [Google Scholar] [CrossRef]
- Chen, Z.P.; Wassgren, C.; Ambrose, R.P.K. Development and validation of a DEM model for predicting impact damage of maize kernels. Biosyst. Eng. 2022, 224, 16–33. [Google Scholar] [CrossRef]
- Chen, Z.P.; Wassgren, C.; Ambrose, R.P.K. Development and validation of a DEM model for predicting compression damage of maize kernels. Biosyst. Eng. 2023, 230, 480–496. [Google Scholar] [CrossRef]
- Mandelbrot, B.B.; Wheeler, J.A. The fractal geometry of nature. Am. J. Phys. 1984, 51, 286–287. [Google Scholar] [CrossRef]
- Xu, Y. The fractal evolution of particle fragmentation under different fracture energy. Powder Technol. 2018, 323, 337–345. [Google Scholar] [CrossRef]
- Weibull, W. A statistical theory of the strength of materials. J. Appl. Mech. 1939, 18, 293–297. [Google Scholar] [CrossRef]
- Yu, M.; Wu, M.; Yang, X.; Lou, R.; Wang, F.; Li, H.; Wang, L. Effect of temperature on the evolution and distribution for particle size of loose broken coal during the uniaxial confined compression process. Fuel 2022, 318. [Google Scholar] [CrossRef]
- Kruszelnicka, W.; Leda, P.; Tomporowski, A.; Ambrose, K. Breakage behavior of corn kernels subjected to repeated loadings. Powder Technol. 2024, 435, 119372. [Google Scholar] [CrossRef]
- Abouzeid, A.Z.M.A.; Seifelnassr, A.A.S.; Zain, G.; Mustafa, Y.S. Breakage Behavior of Quartz Under Compression in a Piston Die. Min. Metall. Explor. 2019, 36, 173–180. [Google Scholar] [CrossRef]
- Rozenblat, Y.; Grant, E.; Levy, A.; Kalman, H.; Tomas, J. Selection and breakage functions of particles under impact loads. Chem. Eng. Sci. 2012, 71, 56–66. [Google Scholar] [CrossRef]
- ANSI/ASAE S319.4; Method of Determining and Expressing Fineness of Feed Materials by Sieving. American Society of Agricultural and Biological Engineers: St Joseph, MI, USA, 2008.
- ASAE S269.5; Densified Products for Bulk Handling—Definitions and Method. American Society of Agricultural and Biological Engineers: St Joseph, MI, USA, 2021.
- Vogel, L.; Peukert, W. Breakage behaviour of different materials—Construction of a mastercurve for the breakage probability. Powder Technol. 2003, 129, 101–110. [Google Scholar] [CrossRef]
- Chen, Z.; Wassgren, C.; Ambrose, R.P.K. Measured damage resistance of corn and wheat kernels to compression, friction, and repeated impacts. Powder Technol. 2021, 380, 638–648. [Google Scholar] [CrossRef]
- Zeng, Y.; Mao, B.; Jia, F.; Han, Y.; Li, G. Modelling of grain breakage of in a vertical rice mill based on DEM simulation combining particle replacement model. Biosyst. Eng. 2022, 215, 32–48. [Google Scholar] [CrossRef]
- Djordjevic, N.; Morrison, R. Exploratory modelling of grinding pressure within a compressed particle bed. Miner. Eng. 2006, 19, 995–1004. [Google Scholar] [CrossRef]
- Zhou, Q.; Guo, Q.; Pan, Y.; Zhu, C.; Wei, Y. Experimental research on energy-size distribution model of coal particle bed comminution. Physicochem. Probl. Miner. Process. 2020, 56, 772–783. [Google Scholar] [CrossRef]
- Zhang, Z.T.; Gao, W.H.; Zhang, Z.M.; Tang, X.Y.; Wu, J. Evolution of particle disintegration of red sandstone using Weibull distribution. Rock Soil Mech. 2020, 41, 877–885. [Google Scholar]
- Kang, G.; Ning, Y.J.; Liu, R.; Chen, P.W.; Pang, S.P. Simulation of force chains and particle breakage of granular material by numerical manifold method. Powder Technol. 2021, 390, 464–472. [Google Scholar] [CrossRef]
- Salman; Russell, A.; Aman, S.; Tomas, J. Breakage probability of granules during repeated loading. Powder Technol. 2015, 269, 541–547. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Chemical Compositions | Content (%) |
|---|---|
| Crude protein | 15.00 |
| Water content | 11.72 |
| Crude ash | 8.00 |
| Crude fibre | 7.00 |
| Calcium | 0.90 |
| Phosphorus | 0.50 |
| Parameter | fMat (kg J−1) | Em,min (J/kg) | α | R2 |
|---|---|---|---|---|
| Repeated compression | 9.7449 × 10−5 | 19.1904 | 0.8833 | 0.9485 |
| Repeated impacts | 0.0020 | 5.0086 | 1.7334 | 0.9733 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kong, X.; Cao, Q.; Niu, Z. Experimental Research on Breakage Characteristics of Feed Pellets under Different Loading Methods. Agriculture 2024, 14, 1401. https://doi.org/10.3390/agriculture14081401
Kong X, Cao Q, Niu Z. Experimental Research on Breakage Characteristics of Feed Pellets under Different Loading Methods. Agriculture. 2024; 14(8):1401. https://doi.org/10.3390/agriculture14081401
Chicago/Turabian StyleKong, Xianrui, Qing Cao, and Zhiyou Niu. 2024. "Experimental Research on Breakage Characteristics of Feed Pellets under Different Loading Methods" Agriculture 14, no. 8: 1401. https://doi.org/10.3390/agriculture14081401