Simulation and Testing of Grapevine Branch Crushing and Collection Components


Abstract
:1. Introduction
2. Materials and Methods
2.1. Simulation and Analysis of Branch Crushing Process Based on LS-DYNA
2.1.1. Crush Model Simplification and Establishment
- (1)
- A single grape branch was used in the simulation, ignoring the effects of branch curvature, cross-sectional shape changes, and branch nodes on the mechanical properties; the branch was regarded as an elongated cylindrical model with a constant diameter and straightness, and the simplified branch model had a length of 220 mm and a diameter of 12 mm;
- (2)
- The crushing device is simplified by reducing the hammer claw, the knife seat, the connecting parts, and the knife shaft to a single knife roller entity, ignoring the head of the shaft, the bolted connecting parts, the tool reinforcement, and the chamfer that does not come into contact with the branch, and shortening the crushing knife shaft to only one crushing tool;
- (3)
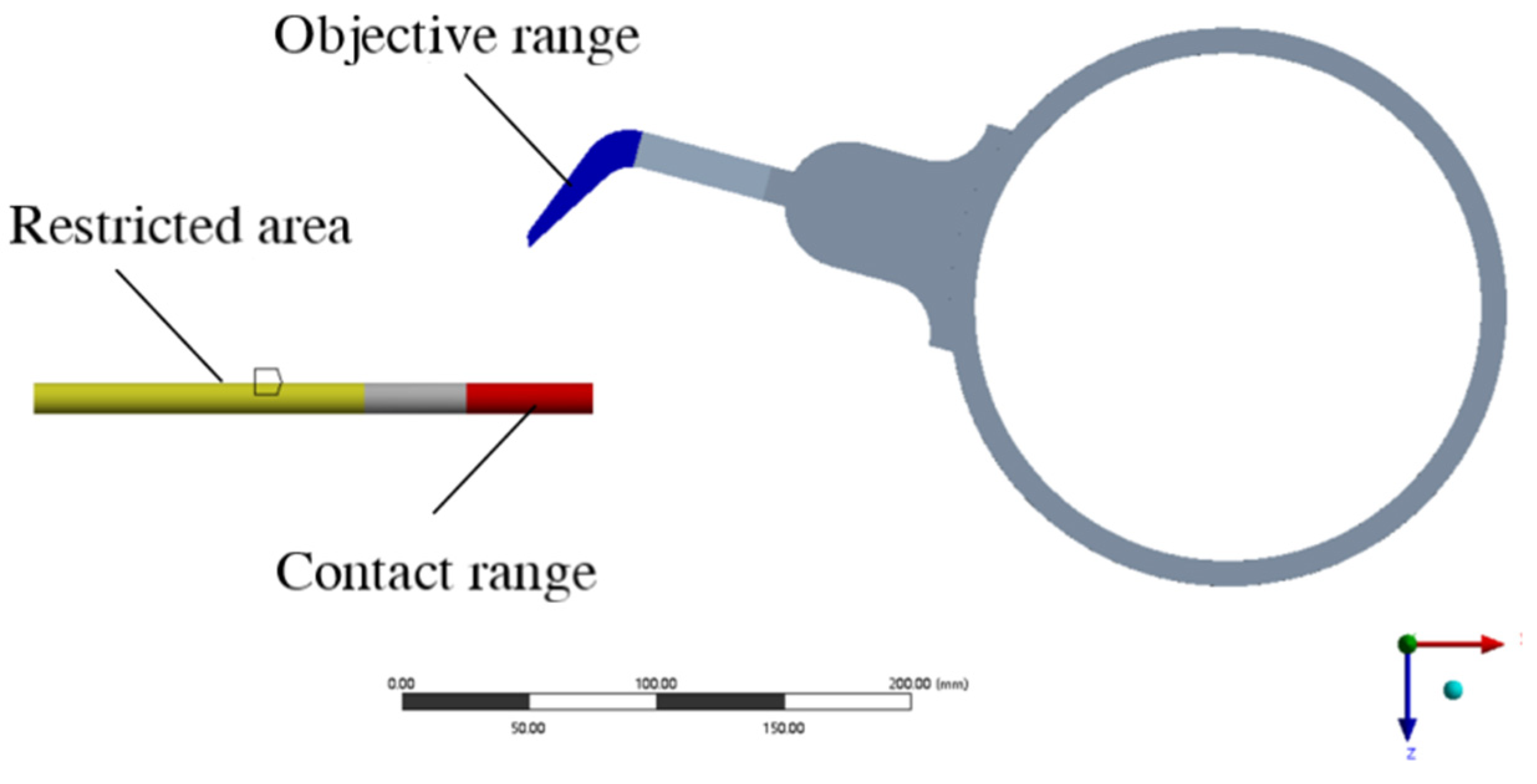
- The crushing process does not consider branch-to-branch interactions; the branch is fed at a horizontal angle, and displacement constraints are applied to some regions of the branch, as shown in Figure 1b.
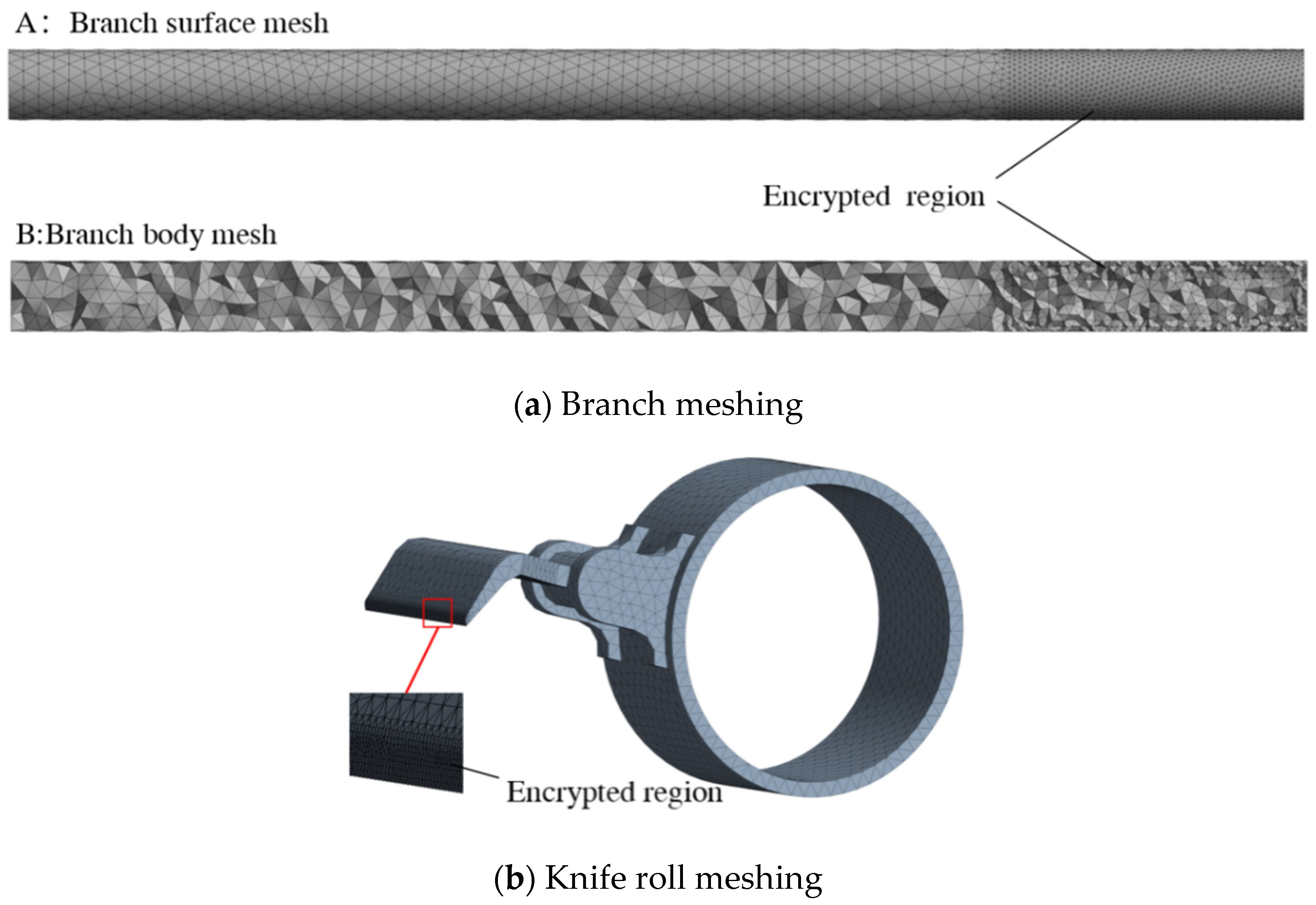
2.1.2. Crushing Model Material Definition and Meshing
- (1)
- Definition of model materials
- (2)
- Model meshing
2.1.3. Defining Contact Types, Constraints, and Analysis Settings
- (1)
- Define contact type
- (2)
- Defining constraints
- (3)
- Analytical settings
2.2. Simulation and Analysis of Flow Field Characteristics in Pulverizing Device Based on CFD
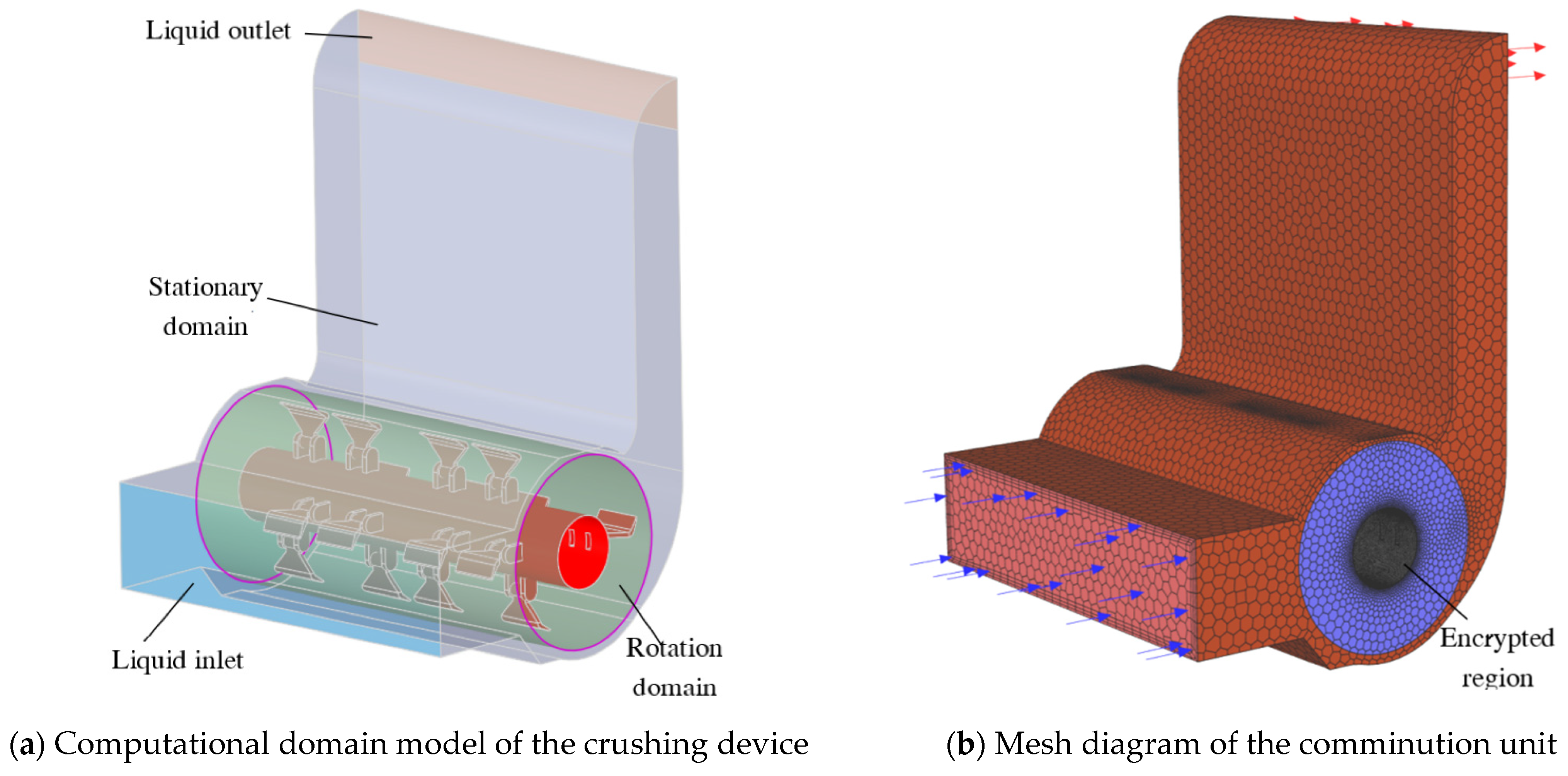
2.2.1. Crushing Device Model Building and Meshing
2.2.2. Model Simulation Parameter Settings
- (1)
- Fluid flow control equations and turbulence model selection
- (2)
- Parameter setting
2.3. Crushing Knife Roller Modal Analysis
| [M]—System quality matrix; |
| [C]—System damping matrix; |
| [K]—Stiffness matrix; |
| —System unit node acceleration vector; |
| —System unit node velocity vector; |
| —System unit node displacement vector; |
| —Force vector. |
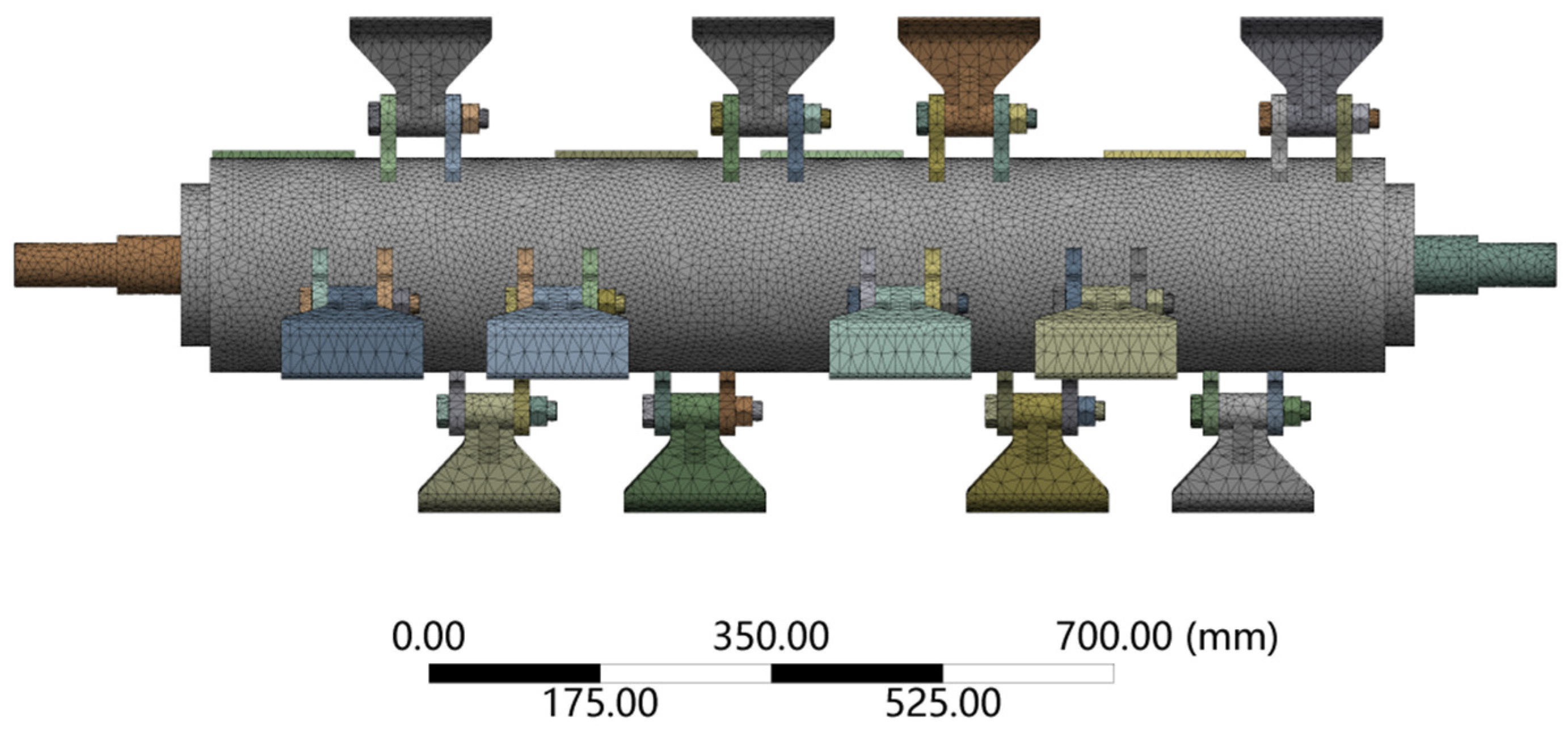
Crusher Roll Modeling and Meshing
3. Results
3.1. Results of Simulation and Analysis of Branch Crushing Process
- (1)
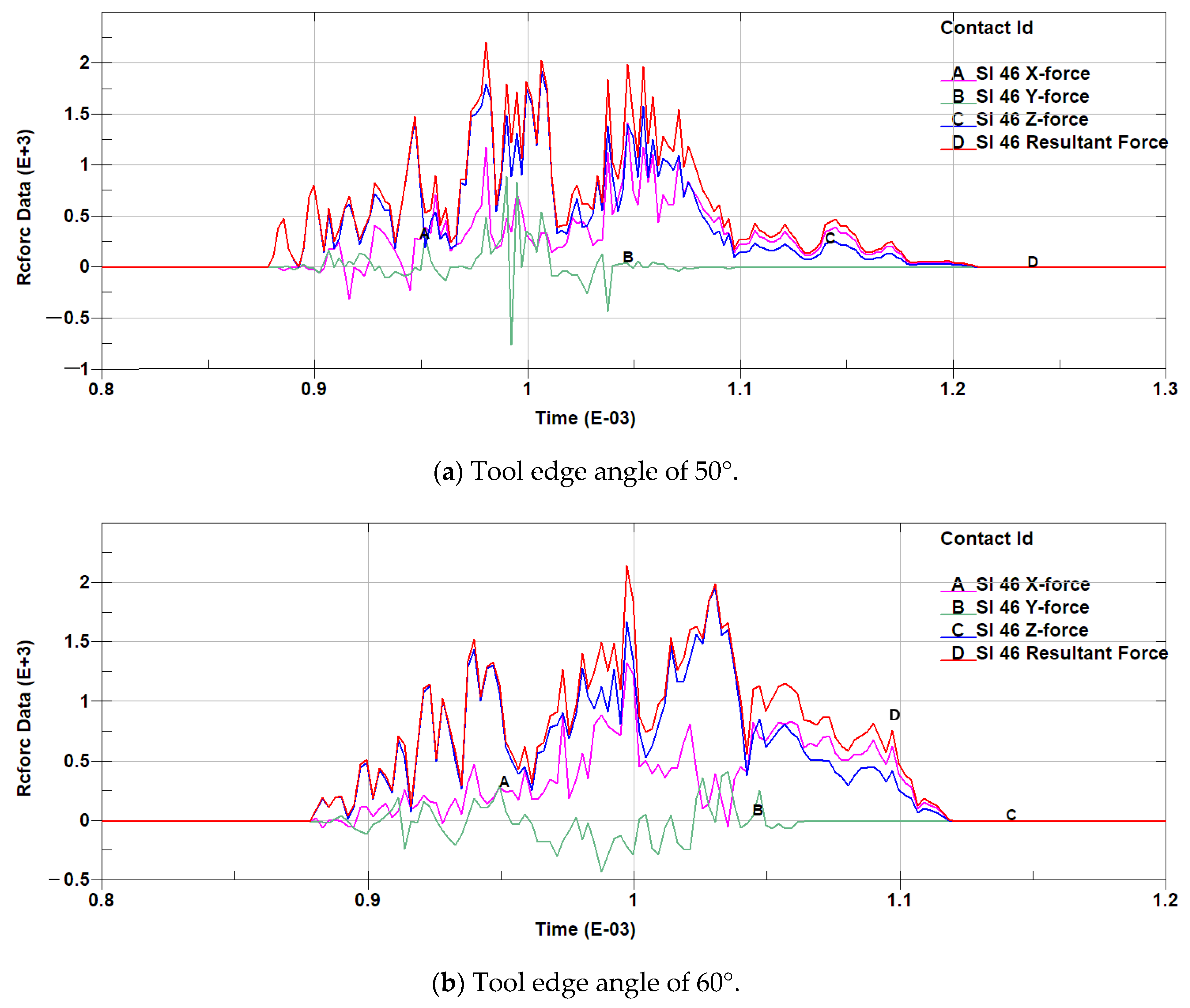
- Simulation analysis of the crushing process at different knife roller speeds
- (2)
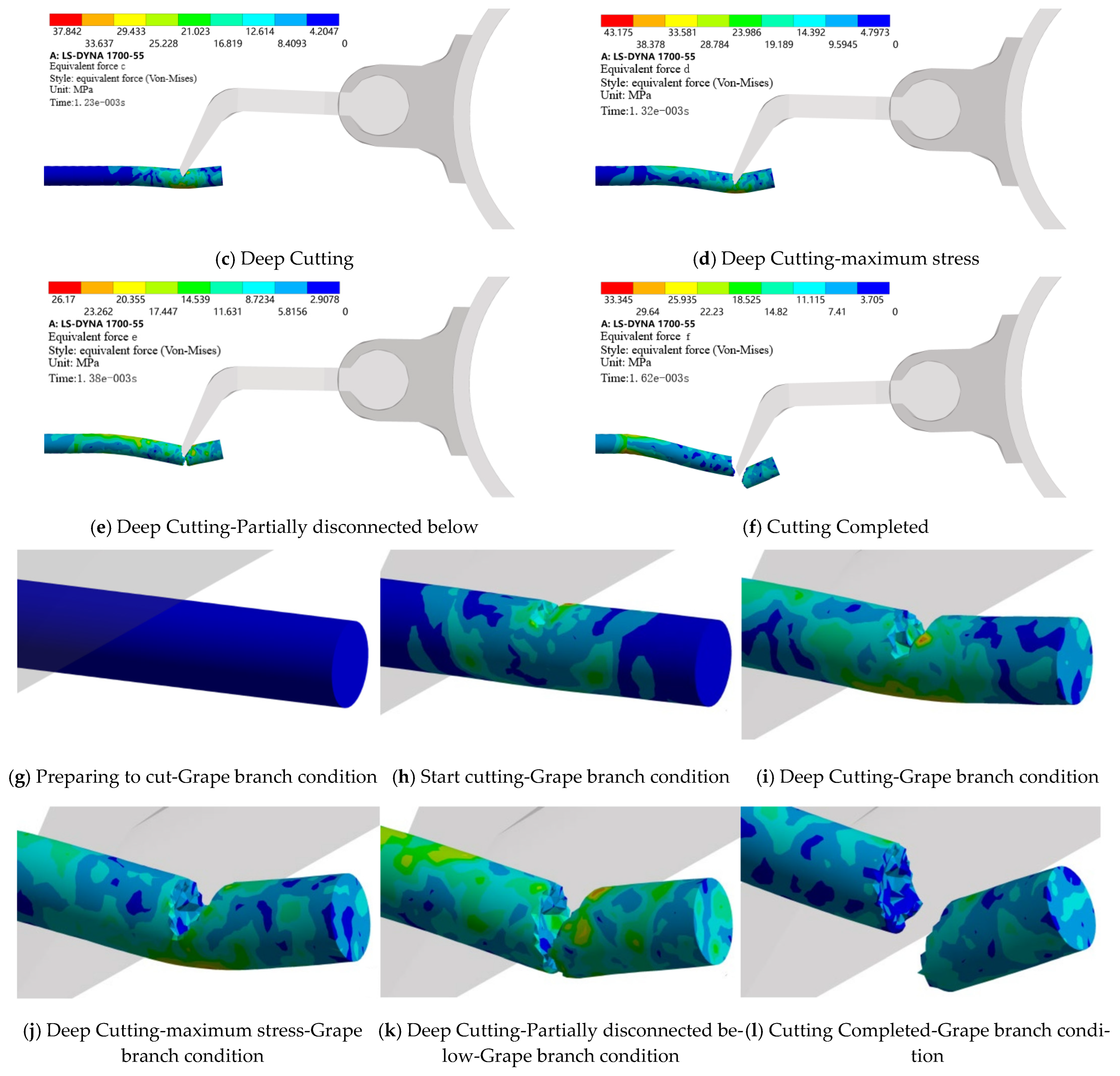
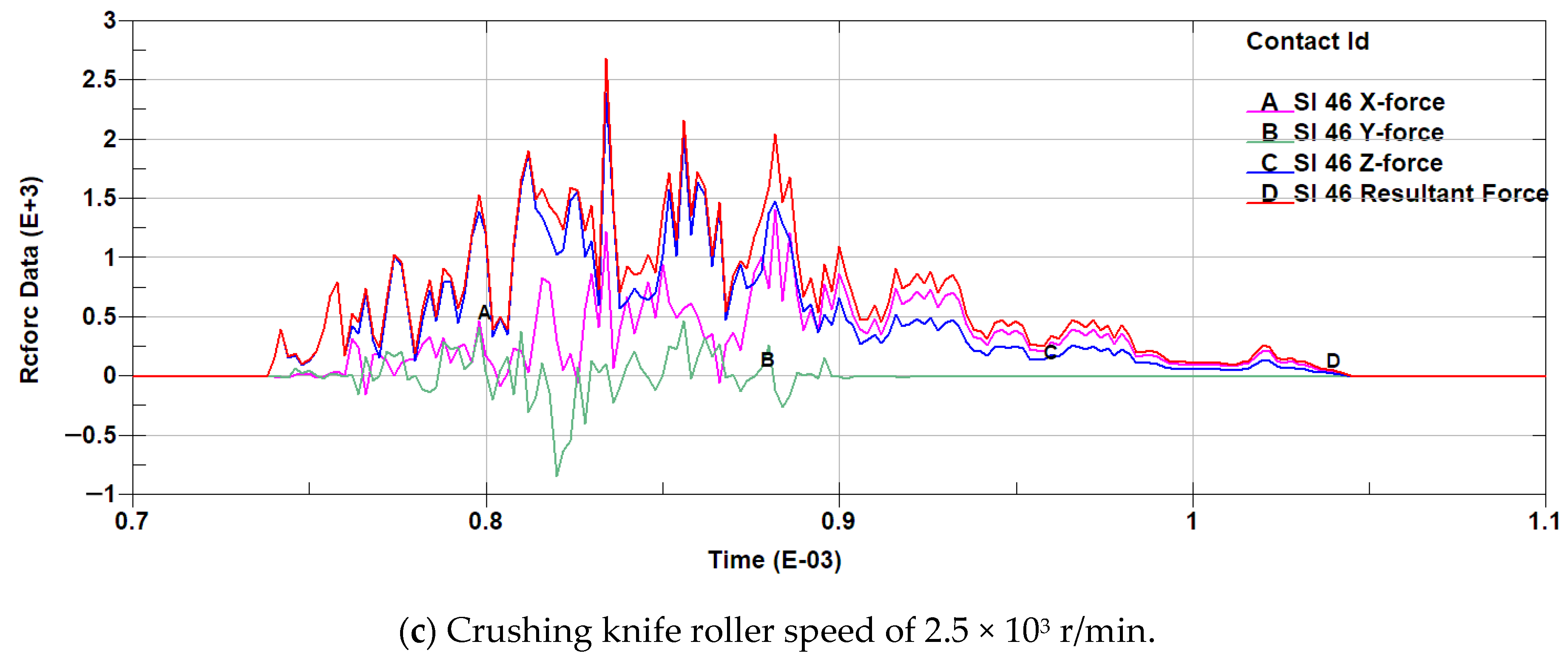
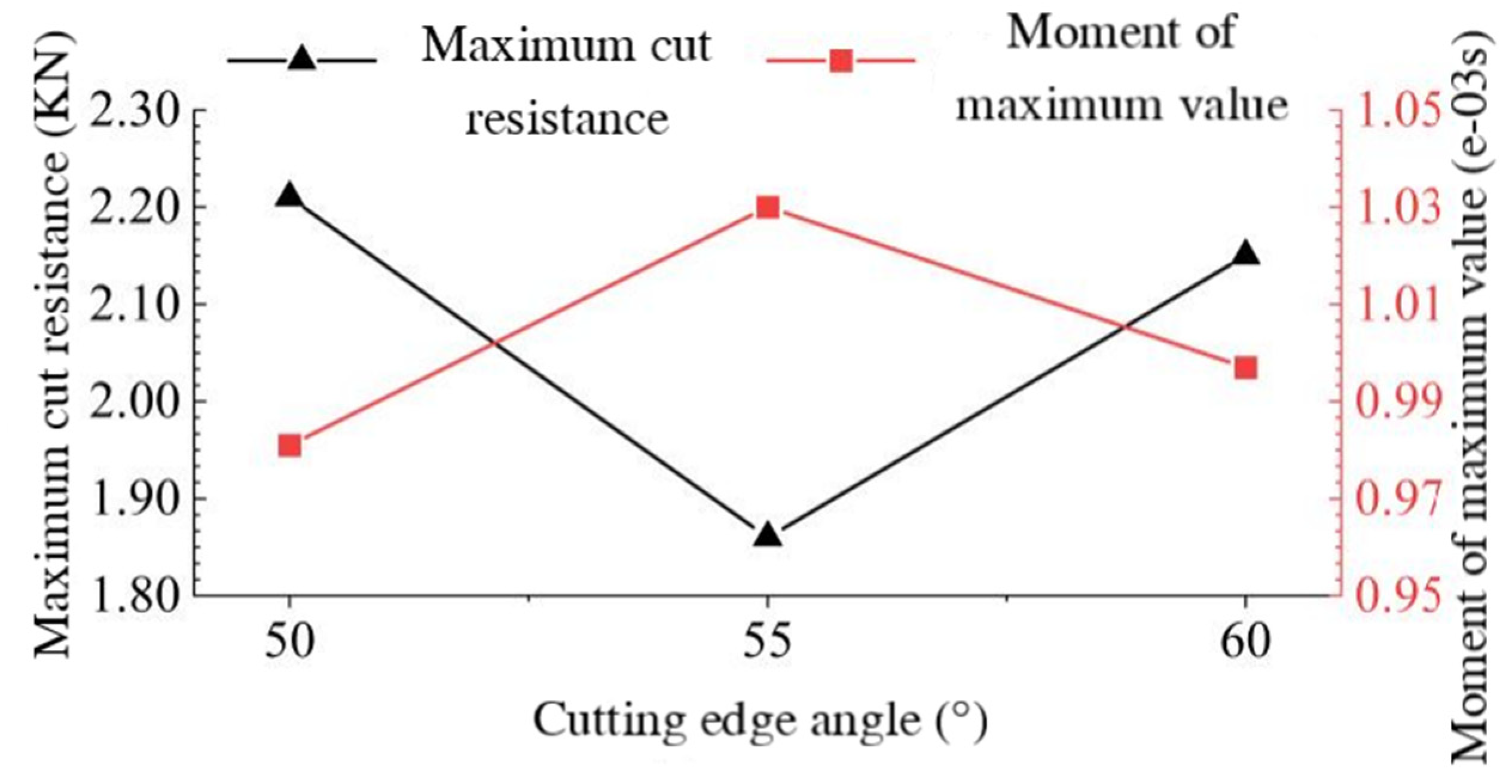
- Simulation analysis of comminution process under different tool edge angles
3.2. Simulation Results of CFD-Based Flow Field Characteristics in Pulverizing Device
- (1)
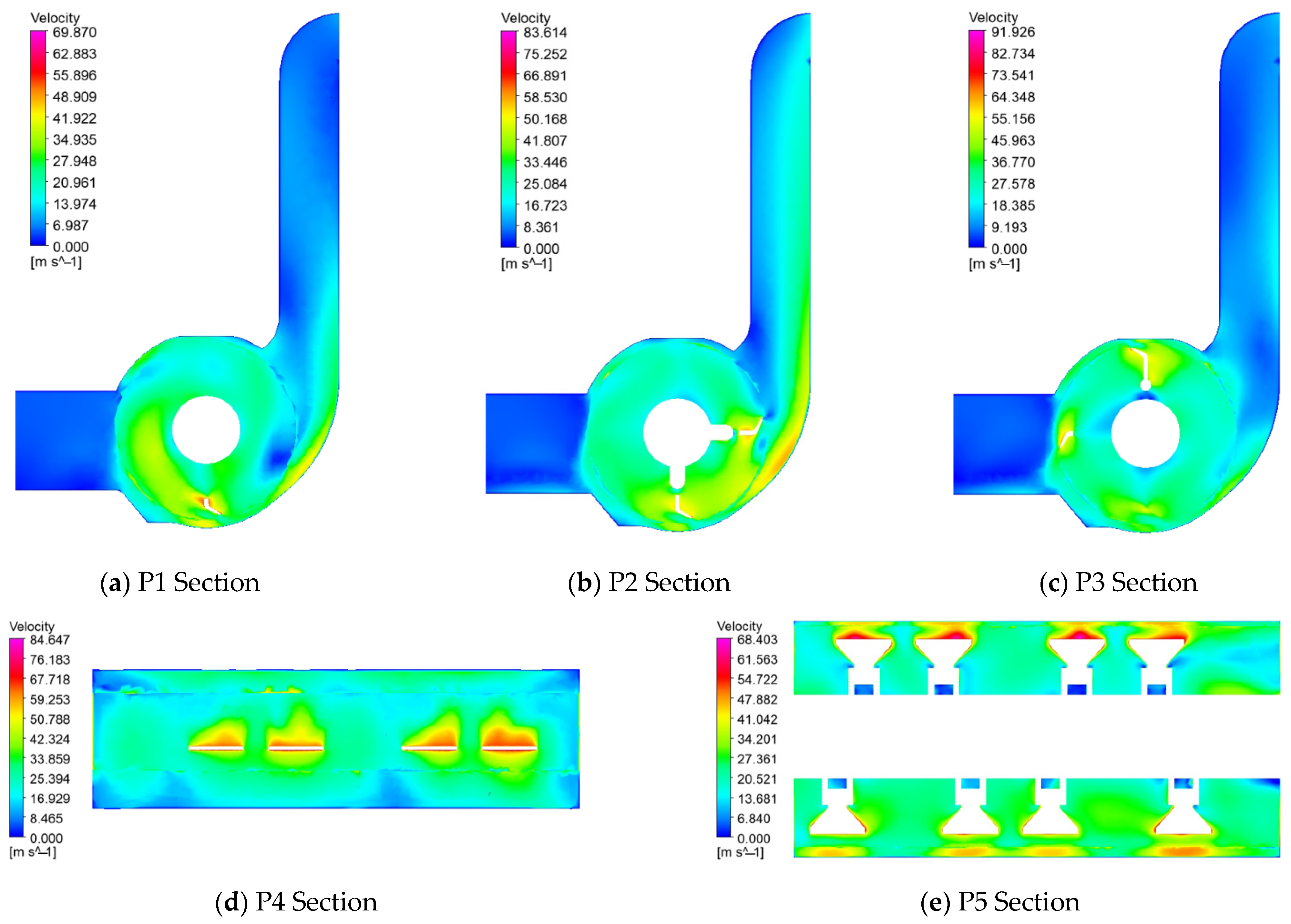
- Crushing indoor velocity field analysis
- (2)
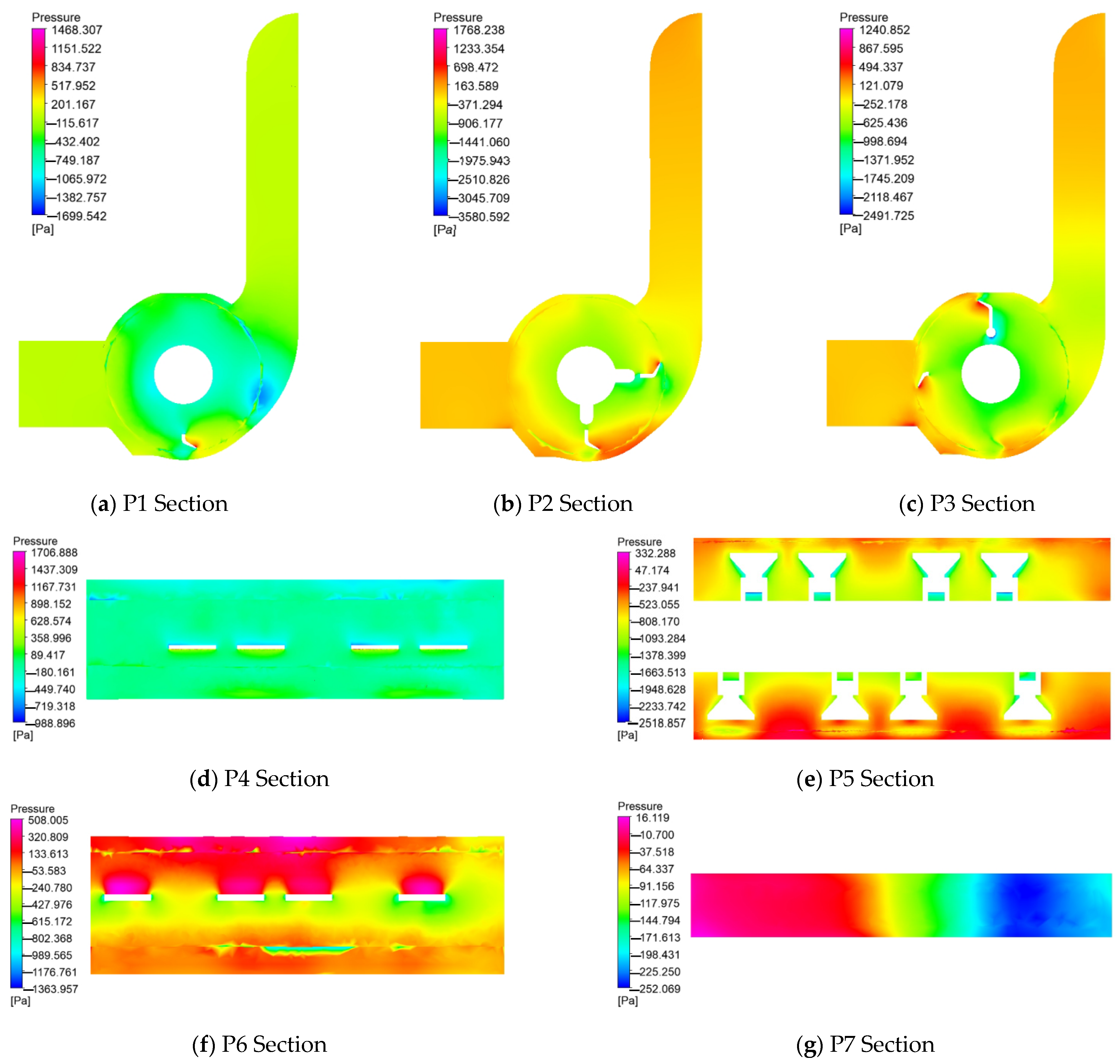
- Pressure field analysis inside the crushing chamber
- (3)
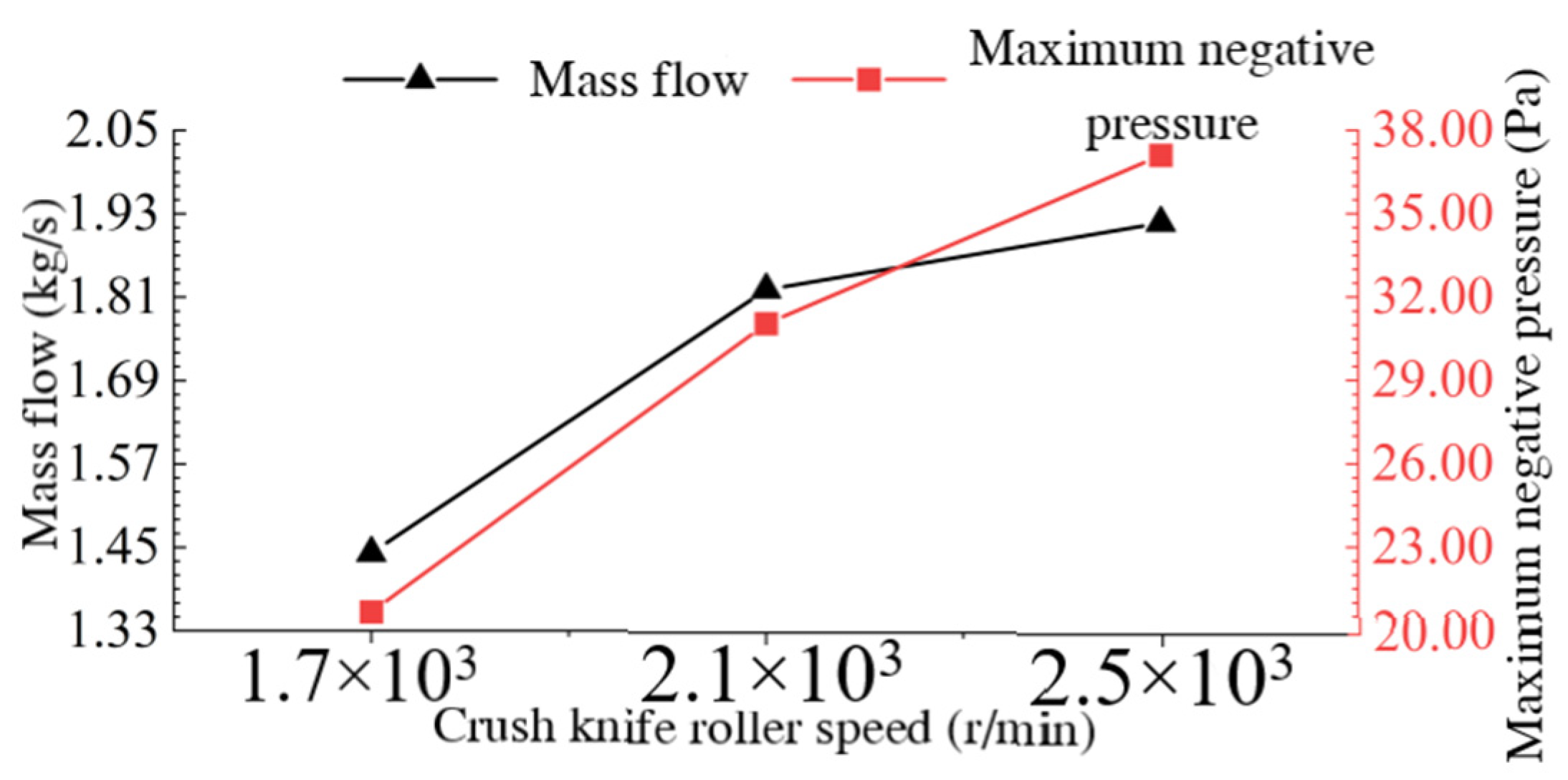
- Characterization of the flow field in the crushing chamber at different knife roller speeds
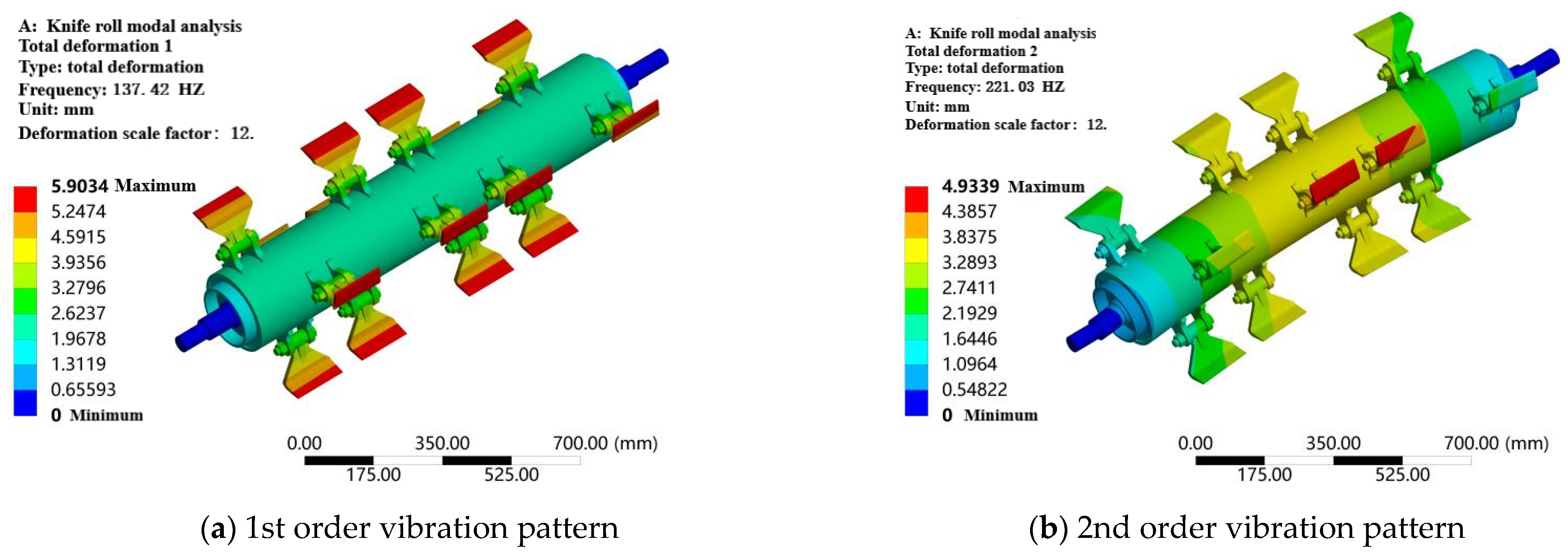
3.3. Crushing Knife Roller Modal Analysis Results
4. Field Trials
5. Conclusions
- (1)
- Through numerical simulation, using LS-DYNA software, combined with the measurement data of grapevine branch material characteristics in Section 2, the branch crushing process was simulated, the crushing process of the branch into the crushing chamber was analyzed, and the effects of different knife roller speeds and knife edge angles on the cutting resistance of the knife to crushing the branch were analyzed; the characteristics of the airflow field in the crushing device were analyzed using Fluent software, and the flow field distribution characteristics were compared under different knife roller speeds. The flow field characteristics in the crushing device were analyzed by Fluent software; the flow field distribution characteristics under different knife roller speeds were compared, the influence of the speed on branch feeding, crushing, and conveying was investigated, and the speed range of the knife roller, which can be used as a reference for the subsequent field test of the prototype, was finally determined; the modal analysis of the crushing knife roller was carried out on the basis of the ANSYS/Model module in order to prevent the resonance phenomenon from occurring in the operation of the machine.
- (2)
- Based on the branch crushing process simulation analysis, it is concluded that the branch in the destruction process not only exists in the cutting, but there is also the cutting of the opposing side of the bending fracture; with the increase in the speed of the knife roller, the cutting resistance of the tool continues to increase, and the cutting resistance reaches 2.69 × 103 N at 2.5 × 103 r/min; for the cutting angle of 55°, when the cutting resistance of the tool cutting the smallest, 1.86 × 103 N, the blade angle is more suitable for the cutting of grapevines. The cutting angle is more suitable for the crushing and cutting of grapevine branches.
- (3)
- In the simulation analysis of the flow field of the crushing device, the velocity and pressure distribution law of the representative area of the crushing device are summarized; it is concluded that with the increase in the knife roller speed, the inlet flow and negative pressure of the crushing chamber increase, and the inlet flow and negative pressure at a speed of 2500 r/min are 1.92 kg/s and 37.16 Pa, respectively, which is conducive to the feeding of the branch; however, the speed is too high and it will lead to the enhancement of the vortex in some areas of the crushing device, which will affect the feeding of the branch at the entrance and the throwing of the crushed material in the discharge pipe. The crushing device in some areas enhances the vortex, which in turn affects the entrance of the branch feeding and the throwing of crushed material from the discharge pipe; combined with the analysis of the previous section, the final determination of the crushing knife roller speed range of 1.8 × 103~2.22 × 103 r/min. Based on the crushing knife roller modal analysis, the analysis of the first six orders of the knife roller natural frequency and vibration, the lowest order of the crushing knife roller’s modal natural frequency is 137.42 Hz, much larger than the crushing knife roller operating speed. If the crushing knife roller operating frequency is far greater than 37 Hz, the machine will not resonate.
- (1)
- To further analyze the branch diameter, tool angle, tool center of mass, and other parameters on the branch crushing process of the cutting resistance of the tool; to study the crushing device structural parameters, the impact of the air field characteristics, and to carry out the gas–solid two-phase coupled flow simulation, in order to further improve the optimization of crushing device.
- (2)
- To affect the grape branch crushing collection machine’s performance of more factors, the follow-up can be further tests to analyze the machine’s other structural parameters such as pickup roller center distance, the number of knives, and the arrangement of the impact of the machine performance.
- (3)
- In order to ensure the performance of the machine on the basis of the lightweight improvement of the entire structure of the machine, and to reduce the manufacturing cost of the machine and its operational energy consumption.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- National Bureau of Statistics of the People’s Republic of China. China Statistical Yearbook; China Statistics Press: Beijing, China, 2021. (In Chinese)
- Xinjiang Uygur Autonomous Region Bureau of Statistics. Xinjiang Statistical Yearbook; China Statistics Press: Beijing, China, 2021. (In Chinese)
- Li, X.H.; Li, Y.J.; Ma, X.Q. Present situation and prospect of grape industry development in China. South China Fruits 2021, 50, 161–166. (In Chinese) [Google Scholar]
- Yang, C. Design and Test of Bionic Stubble Cutter Based on the Characteristics of Cricket Cutter Leaf; Anhui Agricultural University: Anhui, China, 2018. (In Chinese) [Google Scholar]
- Zou, Y. Research on Bionic Technology of Crushing Key Components Based on Corn Kernel Shaft Return Rotting; Jilin University: Jilin, China, 2023. (In Chinese) [Google Scholar]
- Tang, L.Y.; Tang, L.Y.; Li, P.N. Effect of cutting speed on chip morphology and machining surface micro -morophology. Modul. Mach. Tool Autom. Manuf. Tech. 2020, 5, 128–131. (In Chinese) [Google Scholar]
- Chen, L. Distribution law of damage zone of terrace rock body under mining blasting action Research. Blasting 2020, 37, 85–89. (In Chinese) [Google Scholar]
- Zhu, L.; Sun, Y.; Wang, H. Simulation of soil cutting by rotary tiller roller of micro tiller based on finite element method. J. Agric. Mech. Res. 2020, 42, 39–43. (In Chinese) [Google Scholar]
- Guo, W.; Jiang, Z.; Zhong, H.; Hou, R.; Xu, J. Impact of online mixing via KSM on the accuracy of ingredient deposition in manufacturing FGMs. Int. J. Mech. Sci. 2023, 241, 107971. [Google Scholar] [CrossRef]
- Wang, H.; Sun, W.; Zhao, C.; Zhang, S.; Han, J. Dynamic Modeling and Control for Tilt-Rotor UAV Based on 3D Flow Field Transient CFD. Drones 2022, 6, 338. [Google Scholar] [CrossRef]
- Tianguo, W.; Xingtian, C.; Weiyun, P.; Jiantuo, Z.; Fengwei, Z.; Jiajia, G. Research and prospect on mechanized harvesting technology of potato stalks and leaves silage. J. Chin. Agric. Mech. 2022, 43, 82–89. (In Chinese) [Google Scholar]
- Yu, W.L.; Ke, S.T. Flow field action and aerodynamic loads distribution for large-scale wind turbine under typhoon based on nesting of WRF and CFD. Acta Energiae Sol. Sin. 2020, 41, 260–269. (In Chinese) [Google Scholar]
- Di, Q.F.; Wang, N.; Chen, F. Research progress on the mechanical properties of threaded connections for oil country tubular goods. J. Shanghai Univ. (Nat. Sci. Ed.) 2020, 26, 163–180. (In Chinese) [Google Scholar]
- Tutar, M.; Oguz, G. Large eddy simulation of wind flow around parallel buildings with varying configurations. Fluid Dyn. Res. 2002, 31, 289–315. [Google Scholar] [CrossRef]
- Li, D. Research on Adsorption Picking Technology and Experiment on Yellow Silage Corn Stover with High Ground Clearance; Inner Mongolia Agricultural University: Inner Mongolia, China, 2023. (In Chinese) [Google Scholar]
- Liu, Z.Z. Bearing capacity of drill pipe joint thread of horizontal directional drilling machine and its structure optimization. Tunn. Constr. 2022, 42, 487–493. (In Chinese) [Google Scholar]
- Zheng, A.; Pan, G. Coupling analysis of hydraulic fracturing of crack in the heel of gravity dam. Hydro-Sci. Eng. 2022, 95–102. (In Chinese) [Google Scholar]
- Liu, P.; He, J.; Li, Y.; Li, H.; Wang, Q.; Lu, C.; Li, S.H. Design and experiment of double rollers maize stalk chopping device with different rotation speeds. Trans. Chin. Soc. Agric. Eng. 2020, 36, 69–79. (In Chinese) [Google Scholar]
- Shi, M.Y. Numerical Simulation Method and Flow Field Study of Multi-Fan Heat Pump Tibetan Medicine Drying Room; Yunnan Normal University: Kunming, China, 2022. (In Chinese) [Google Scholar]
- Zhao, Y. Analysis of Flow Field Characteristics and Aerodynamic Noise in a New Type of Forage Kneader; Inner Mongolia University of Technology: Inner Mongolia, China, 2023. (In Chinese) [Google Scholar]
- Niu, G.; Li, B.; Liu, Y. Vibration analysis and optimization of vertical straw crusher. J. Gansu Agric. Univ. 2021, 56, 185–194. (In Chinese) [Google Scholar]
- Feng, J.M.; Zhang, Q.Q.; Hou, T.F.; Peng, Y. Dynamics characteristics analysis of the oil-free scroll hydrogen recirculating pump based on multibody dynamics simulation. Int. J. Hydro Gen. Energy 2021, 46, 5699–5713. [Google Scholar]
- Ren, Z. Design and Experimental Research on Shear Device of Sea Buckthorn Harvester; Shihezi University: Xinjiang, China, 2023. (In Chinese) [Google Scholar]
- Fuqi, X.; Shijing, W.; Xiaoyong, L.; Xiaosun, W. Dynamic characteristics research of wind power planetary gear transmission system with tooth cracks. Comput. Integr. Manuf. Syst. 2022, 28, 2343–2352. (In Chinese) [Google Scholar]
- Étienne, A.; Pascal, L.; Luigi, M. The modal stability procedure for dynamic and linear finite element analysis with variability. Finite Elem. Anal. Des. 2010, 4, 30–45. [Google Scholar]
- Dou, T. Design and Experimental Research on Rice Straw Crusher; Northeast Forestry University: Heilongjiang, China, 2022. (In Chinese) [Google Scholar]
- Cheng, D. Mechanical Design Manual; Chemical Industry Press: Beijing, China, 2007. (In Chinese) [Google Scholar]
- Yan, Y. Research on Shower Comfort and Fluid Characteristics of Showerhead; Beijing Architecture University: Beijing, China, 2019. (In Chinese) [Google Scholar]
- Xiong, X.; Lei, Z. Optimised design of shear-extrusion energy-absorbing guided crash cushion. Mech. Strength 2023, 45, 1174–1180. (In Chinese) [Google Scholar]
- Yang, J.; Xu, G.J.; Cai, C.S.; Kareem, A. Crash performance evaluation of a new movable median guardrail on highways. Eng. Struct. 2019, 182, 459–472. [Google Scholar] [CrossRef]
- Wu, L.J.; Chen, H.Y. Numerical Analysis of Random Vibro-Acoustic Based on Finite Element Method. Equip. Environ. Eng. 2021, 18, 34–37. (In Chinese) [Google Scholar]
- Xu, N.; Dongwei, W.; Shang, S. The optimum design and kinematics analysis of the picking device of peanut combine harvester. J. Agric. Mech. Res 2021, 128–132. (In Chinese) [Google Scholar]
- Xu, K.; Ge, Y.; Xiao, M.; Kang, M.; Ni, J.; Wang, J. Design of a straw picking and cutting device. Int. J. Agric. Biol. Eng. 2021, 14, 93–98. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Character Radical | Densities/kg m−3 | Modulus of Elasticity/MPa | Poisson’s Ratio | Yield Stress/ MPa | Tangent Modulus/MPa | Strain Rate/C | Strain Rate/P | Effective Plastic Strain |
|---|---|---|---|---|---|---|---|---|
| Branches | 881.49 | 498.51 | 0.4 | 16.6 | 0.7 | 100 | 10 | 0.07 |
| Crushing Models | Number of Units | Number of Nodes | Skewness | ||
|---|---|---|---|---|---|
| Minimum Value | Maximum Values | Average Value | |||
| M-50 | 50,078 | 12,213 | 2.681 × 10−5 | 0.894 | 0.257 |
| M-55 | 52,084 | 12,624 | 8.165 × 10−7 | 0.889 | 0.254 |
| M-60 | 48,843 | 11,985 | 2.725 × 10−5 | 0.893 | 0.256 |
| Modal Step | 1 | 2 | 3 | 4 | 5 | 6 |
|---|---|---|---|---|---|---|
| Intrinsic frequency/Hz | 137.42 | 221.03 | 221.26 | 435.89 | 492.54 | 493.29 |
| No. | Crushing Knife Roller Speed X1/(r/min) | Pickup Roller Speed X2/(r/min) | Ground Clearance X3/mm | Pickup Rate Y1/% | Crushing Length Pass Rate Y2/% |
|---|---|---|---|---|---|
| 1 | 2220 | 80 | 15 | 90.43 | 96.89 |
| 2 | 2220 | 120 | 15 | 95.46 | 96.27 |
| 3 | 2010 | 100 | 15 | 94.25 | 95.43 |
| 4 | 2010 | 80 | 5 | 90.51 | 95.68 |
| 5 | 2010 | 100 | 15 | 94.33 | 95.64 |
| 6 | 1800 | 120 | 15 | 95.19 | 81.69 |
| 7 | 1800 | 100 | 5 | 95.35 | 83.19 |
| 8 | 2010 | 100 | 15 | 93.78 | 94.61 |
| 9 | 1800 | 80 | 15 | 91.39 | 87.43 |
| 10 | 2010 | 100 | 15 | 94.88 | 95.06 |
| 11 | 2220 | 100 | 25 | 88.72 | 97.42 |
| 12 | 2010 | 120 | 25 | 89.69 | 93.85 |
| 13 | 2010 | 100 | 15 | 94.47 | 94.90 |
| 14 | 2220 | 100 | 5 | 95.77 | 97.03 |
| 15 | 2010 | 120 | 5 | 96.21 | 92.78 |
| 16 | 2010 | 80 | 25 | 86.50 | 96.42 |
| 17 | 1800 | 100 | 25 | 89.38 | 85.24 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
He, L.; Wang, Z.; Song, L.; Bao, P.; Cao, S. Simulation and Testing of Grapevine Branch Crushing and Collection Components. Agriculture 2024, 14, 1583. https://doi.org/10.3390/agriculture14091583
He L, Wang Z, Song L, Bao P, Cao S. Simulation and Testing of Grapevine Branch Crushing and Collection Components. Agriculture. 2024; 14(9):1583. https://doi.org/10.3390/agriculture14091583
Chicago/Turabian StyleHe, Lei, Zhimin Wang, Long Song, Pengyu Bao, and Silin Cao. 2024. "Simulation and Testing of Grapevine Branch Crushing and Collection Components" Agriculture 14, no. 9: 1583. https://doi.org/10.3390/agriculture14091583
APA StyleHe, L., Wang, Z., Song, L., Bao, P., & Cao, S. (2024). Simulation and Testing of Grapevine Branch Crushing and Collection Components. Agriculture, 14(9), 1583. https://doi.org/10.3390/agriculture14091583