1. Introduction
Northern highbush blueberry (Vaccinium corymbosum L.) produces fragile and perishable berries that have been traditionally harvested by hand to maximize quality and postharvest longevity when sold on the fresh market. However, obtaining sufficient labor for harvest operations is increasingly difficult due to the rising costs of labor coupled with the decreasing availability of workers. Mechanizing and automating harvest operations is an important and growing area of research among blueberry and other specialty crop growers. The goal in developing viable machine harvest technologies for fresh market blueberry is to engineer equipment that can efficiently harvest berries while maintaining the quality and postharvest longevity necessary for this sector of the market.
Machine harvesting research for northern highbush blueberry began in the 1950s, but to date has met limited success for fresh market operations. Portable, hand-held shakers and over-the-row (OTR) machines that shake berries off bushes have been the primary areas of research focus. Hand-held shakers have been developed to harvest blueberries (Haven Harvesters, South Haven, MI, USA), but adoption of hand-held electric shakers has been limited because cultivars have variable fruit detachment rates that impact harvest efficiency [
1,
2]. Ergonomics of hand-held shakers is another concern, as the vibrations and range of motions may cause musculoskeletal strain on operators [
3].
Recent technological advancements in light-weight pneumatic and electric hand-held shakers have improved harvest efficiency relative to hand harvest across several cultivars of highbush blueberry [
2]. Furthermore, these shakers can be utilized with frames that have soft fruit catching surfaces, which can reduce bruise damage by lessening the impact forces of harvesting. Reduced bruise damage has been observed with use of soft fruit catching surfaces and research has shown percent bruise area in ‘Draper’ was 1.5% when picked with pneumatic hand-held olive shakers (Campagnola Inc., Bologna, Italy) with soft catching surfaces, whereas it was 3% when harvested by hand [
2]. Similarly in southern highbush blueberry (complex hybrids of
V. corymbosum and
V. darrowii Camp; cvs. Chickadee, Flicker, and Kestrel), harvesting berries by hand-held pneumatic shakers resulted in 80% harvest efficiency and 90% pack-out with remaining berries being immature and overripe. These advancements in hand-held shakers highlight the need for continued research to assess their practicality for commercial blueberry harvesting.
While OTR machines have now become standard industry practice for machine harvesting blueberries for processed markets, only the V45 blueberry harvester (BEI Inc., South Haven, MI, USA) has harvested northern highbush blueberries with quality comparable to hand harvest [
4]. Takeda et al. [
5] showed that the V45 blueberry harvester has the potential to harvest southern highbush blueberry and rabbiteye blueberry (
V. virgatum Aiton) with fruit quality approaching that of hand-harvested berries. Harvest efficiency was also improved by selective removal of vertically growing and overarching canes in the center of the bush. Commercial adoption has been limited, however, because of the need for a specific plant architecture for improved harvest efficiency and to limit plant damage, as well as the machine’s low ground speed [
5,
6].
Recent surveys conducted in the United States and British Columbia, Canada, show blueberry growers are increasingly using OTR machines designed to pick berries for the processed market for their fresh market blueberry [
7]. While diminished fruit quality is a concern, deciding on a harvest method (i.e., hand versus machine) is complex and impacted by a variety of factors that were documented in this survey work. Those factors include market price, availability and cost of labor, impacts on fruit quality, cultivar characteristics, and machine harvesting costs. Although not documented in this survey work, the anticipated time in postharvest storage will also influence harvest method with berries that will be rapidly sold on the fresh market being more suitable for machine harvesting than berries that will remain in storage for multiple weeks. This survey work also documented growers’ concerns regarding increasing labor costs and their interest in new technologies that reduce these harvesting constraints.
A resurgence in machine harvesting research for fresh market blueberry occurred in 2008 with the funding of a large multi-disciplinary grant, “Advancing Blueberry Production Efficiency by Enabling Mechanical Harvest, Improving Fruit Quality and Safety, and Managing Emerging Diseases (United States Department of Agriculture National Institute of Food and Agriculture Specialty Crop Research Initiative program; Award No. 2008-51180-19579). Another large multi-disciplinary grant was funded in 2014 titled, “Scale Neutral Harvest Aid System and Sensor Technologies to Improve Harvest Efficiency and Handling of Fresh Market Highbush Blueberries” (United States Department of Agriculture National Institute of Food and Agriculture Specialty Crop Research Initiative program; Award No. 2014-51181-22383). Several machine harvesting systems have been evaluated through the latter project, including pneumatic hand-held shakers mounted on a portable catcher system with soft fruit catching surfaces and modified OTR harvesters with soft fruit catching surfaces and catcher plates installed inside the machine [
8]. These prototypes were evaluated in 2016 and 2017 in Florida, California, Oregon, and Washington.
The aim of the 2017 work in Oregon and Washington was to advance harvest technologies for fresh market northern highbush blueberry using hand-held pneumatic shakers and OTR machine harvesters with rotary drum shakers combined with new soft catching surfaces designed to minimize berry bruising. Long-term, this research will contribute to the development of commercially available equipment and technologies that will enable machine harvesting of fresh market blueberry with high fruit quality and postharvest longevity.
2. Materials and Methods
2.1. Machine Harvesting Field Trials
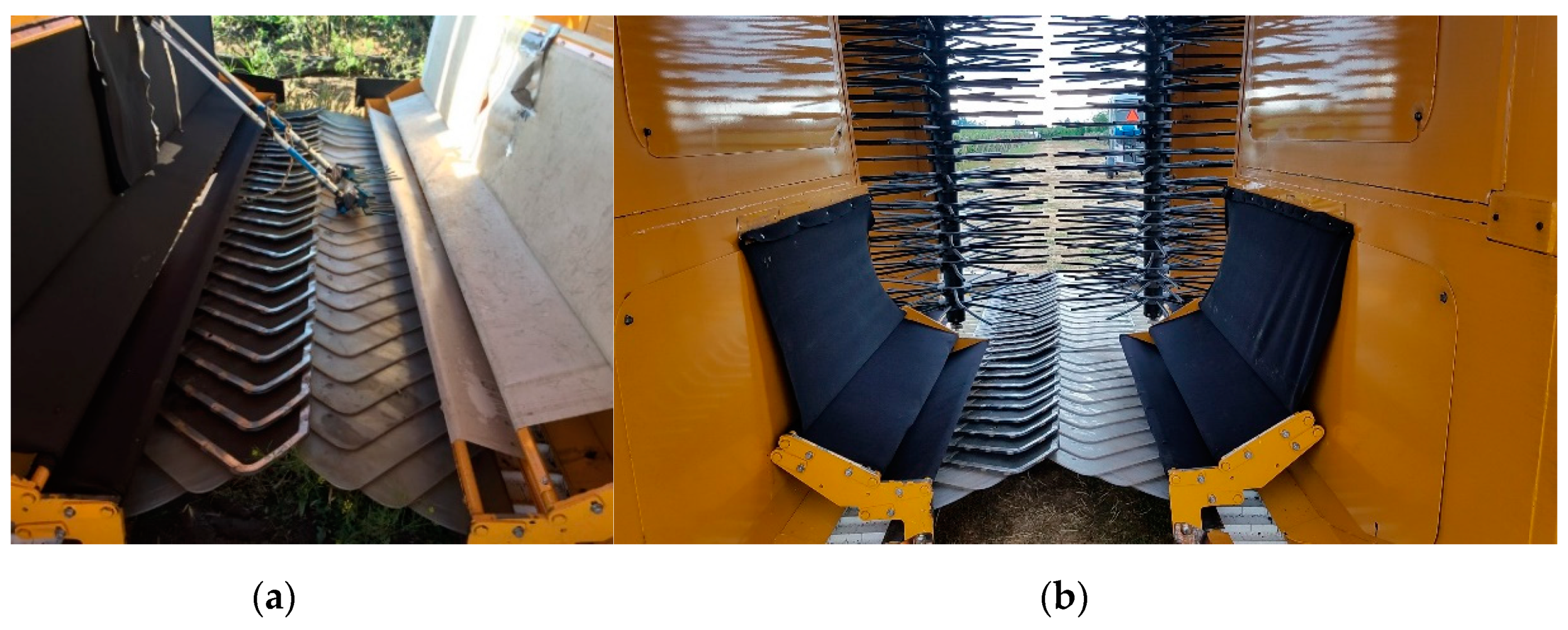
Berries were harvested from northern highbush blueberry plants in Oregon and Washington during the 2017 growing season using a modified Oxbo 7420 harvester (Oxbo International Corp., Lynden, WA, USA). Modifications to the harvester included installation of experimental soft catch surfaces on a catch frame suspended above the catch plates and conveyor belts. This was done to reduce fruit dropping distance and bruising. In Oregon, a neoprene soft catch surface was used and the plastic catch plates (e.g., ‘scales’ or ‘fish plates’) were hollowed out and a neoprene material was also installed on the top side of each catch plate (
Figure 1a). This treatment was abbreviated SCS (soft catch surface) for ‘soft catch system’. On the other side of the harvester, a canvas catch surface was installed over the conveyor belt with standard plastic catch plates. This treatment was abbreviated HCS (hard catch surface) for ‘hard catch system’. Long-handled, pneumatically-operated, hand-held olive harvesters (Campagnola, Bologna, Italy) removed berries from the bush and were operated by workers standing on a platform inside the harvester. There were two workers on either side of the machine harvesting fruit. The machine was modified in Washington whereby the canvas catch surface was replaced with neoprene so that both sides of the machine had neoprene catch surfaces (
Figure 1b). The canvas catch surface was replaced with neoprene because preliminary data indicated that the neoprene surface lead to less bruising incidence in harvested fruit. The catch plates and treatment abbreviations remained the same. Furthermore, mechanical Orbirotor
® picking heads (i.e., rotary drum shakers; Oxbo International Corp., Lynden, WA, USA) were installed and used instead of pneumatic shakers. Catching surfaces, either SCS or HCS, were considered our experimental treatments and compared to hand harvested fruit (control).
Berries from early-season ‘Duke’ and early/mid-season ‘Draper’ were harvested in commercial fields in Salem, Oregon (lat: 45° N, 122° W). Berries were hand-harvested once and then machine harvested 10 days later. Machine harvesting with the experimental OTR harvester occurred 11 July 2017 for ‘Duke’ and 31 July for ‘Draper’. Rows of ‘Duke’ and ‘Draper’ measuring 152 m and 146 m, respectively, were used for the study. Each row was evenly divided into four sections that were 38 m long for ‘Duke’ and 36.5 m long ‘Draper’. Sections were treated as replicates in a completely randomized design. As the machine passed over the row, fruit were harvested using the SCS or HCS. Two conveyer belts on top of the machine conveyed fruit to lugs for filling and there was one conveyer belt per treatment. The conveyer belts were cleared between replicates. The machine was operated so that approximately 10 lugs filled half-full and weighing 4.5–6.8 kg each were collected per replicate. Hand harvested fruit were collected from an adjacent row. After machine and hand harvest, berries were taken to a commercial packing plant located on site. Field heat was removed by forced air-cooling to an internal fruit temperature of 10 °C. Pre-cooling temperature conditions were approximately 4–7 °C. Pre-cooled berries were packed into 170 g covered plastic clamshells after two and four days for ‘Duke’ and ‘Draper’, respectively, through standard packing lines. The fresh pack-out including percent of blue fruits, colored fruits, debris, and soft fruits were calculated using sort-outs retrieved from the packing line and weighted. Replicates were treated as separate lots on the packing line in order to avoid mixing treatments and replicates.
Late-season ‘Elliott’ and ‘Aurora’ berries were evaluated on a commercial berry farm in Lynden, Washington (lat: 48.9° N, 122.6° W). Both hand and machine harvesting occurred the morning of 31 August 2017. The farm provided a trained machine harvest operator and hand-picking crew for this experiment. Single cultivar rows were divided into four sections that were 18 m long each; each section was treated as a replicate in a completely randomized design. Similar to Oregon, fruit were harvested using SCS or HCS (no canvas; hard plastic plates only) with two conveyer belts on top of the machine conveying fruit to lugs. There was one conveyer belt per treatment and conveyer belts were cleared between replicates. The machine was operated so that 10 lugs filled half-full and weighing 4.5–6.8 kg each were collected per replicate. Two lugs per replicate were randomly collected and transported to a nearby packing facility in Sumas, Washington for sorting and packing. Berries from an adjacent row of ‘Elliott’ and ‘Aurora’ were simultaneously hand-picked into lugs and two lugs per cultivar were also transported to the packing facility. No pack-out data were collected at this facility. Berries were first precooled as described in Oregon before being packed into 454 g covered plastic clamshells on a refrigerated packing line. Again, replicates were treated as separate lots on the packing line in order to avoid mixing treatments and replicates.
2.2. Fruit Quality Assessments
Packed fruit were stored in a refrigerated room at 1 °C for one day until they were picked up and transported to university labs for quality analyses. Berries were stored in refrigerated rooms at 1 °C for two and four weeks in Washington and Oregon, respectively. Firmness and bruising evaluations occurred 24 h after harvest and after two weeks of storage. In Oregon, fruit firmness was also evaluated after one, three, and four weeks of cold storage. All fruit quality evaluations were conducted 4–6 h after removal of the fruit from cold storage to allow the fruits to warm to room temperature. Firmness was measured from 50 berries in Oregon and 25 berries in Washington per replicate using a FirmTech II (Bioworks, FirmTech II, Bioworks, Wamego, KS, USA). The FirmTech had maximum and minimum compression forces of 250 g and 25 g, respectively, in Oregon. In Washington, the maximum compression force was 200 g and the minimum compression force was 15 g. Incidence of bruising was visually assessed from 25 or 50 berries per replicate (50 berries in Oregon and 25 berries in Washington) by measuring the level of pulp discoloration due to senescence and bruising. To assess percent bruise area, berries were cut perpendicular to the fruit axis and assigned a rating based on the severity of pulp darkening due to water soaking and/or pigment bleeding [
9]. Ratings were based on a scale ranging from 0 to 100. A rating of 0 indicates no bruising, while a rating of 100 indicates berries showed black water-soaking across the entire cut surface. The number of berries with ≤10% and ≤20% bruise area were also determined. Previous studies indicated that fruit with less than 25% of the sliced surface area showing bruise damage could be held in cold storage for several weeks or more and still retain fresh market quality [
10,
11].
2.3. Statistical Analysis
Data were assessed to determine if they met the criteria for Analysis of Variance (ANOVA). Pack out data were analyzed as a one-way ANOVA with cultivar differences compared by paired t-test in SAS (Statistical Analysis System software, Ver. 9.3, SAS Institute, Inc., Cary, NC, USA). Firmness and bruise were analyzed using SAS GLM. Means separation by the least-square means procedure at p ≤ 0.05 was done with Bonferroni adjustments.
4. Discussion
Machine harvesting blueberries for fresh market is achievable and was demonstrated by high pack-out and fruit firmness that was similar to hand-harvested berries (
Table 1,
Table 2 and
Table 3). Internal bruising increased with machine harvesting but was lessened with SCS (
Table 4 and
Table 5). ‘Draper’ bruised more readily than ‘Duke’. Bruising became more apparent two weeks postharvest in ‘Aurora’, while ‘Duke’ and ‘Elliott’ showed no differences among harvesting method after two weeks of storage. These observations demonstrate MH with SCS can be comparable to hand harvesting under certain situations. However, increased internal bruising could decrease shelf-life and/or fruit quality when placed under longer-term cold storage and modified atmosphere conditions may be needed to preserve the quality and integrity of the berries.
Mechanizing and automating harvest operations for fresh market blueberry is an important endeavor due to high labor costs and decreasing labor, which is challenging the viability of farming operations. Previous research has demonstrated harvest efficiency, labor productivity, and labor costs can be improved through mechanized harvesting [
1,
10,
12]. Yet, the quality and postharvest longevity needed for fresh markets can be jeopardized [
10,
12,
13,
14]. The problem of quality and postharvest longevity is particularly problematic for northern highbush and southern highbush blueberries. Cultivars within these species can also respond differently to machine harvesting technologies, which underscores the need to assess machine harvesting across multiple species and cultivars of blueberry [
1,
5,
15].
Differential responses of cultivar to harvesting method was observed in our study. For example, ‘Draper’ had less pack-out than ‘Duke’ and overall more defects that had to be sorted out on the packing line (
Table 1). ‘Draper’ is a firm-fruited cultivar well-suited to machine harvesting for the processed market [
16], but a high proportion of red and green fruits lead to reduced pack-out (
Table 1). While ‘Duke’ pack-out was commercially acceptable, machine harvested ‘Draper’ will need to have improved pack-out at ≥80% before it is acceptable. Delaying harvest time to allow more berries to color could improve pack-out, but fruit firmness may be reduced due to overripe berries. Engineering and/or operating the machines to have greater selectivity is another avenue to reduce harvest defects and improve pack-out of ‘Draper’ and similar cultivars.
Another cultivar effect was observed in ‘Elliott’. Berries harvested from ‘Elliott’ bushes were overall very soft and had a high incidence of bruising and discoloration irrespective of harvesting method (
Table 3 and
Table 5). This softness is likely why few differences were observed for this cultivar. As a late season cultivar in the northwest, ‘Elliott’ is known to produce soft berries compared to other northern highbush blueberry cultivars such as ‘Duke’ and ‘Draper’. Adjusting harvest time to improve fruit firmness in ‘Elliott’ may not be ideal because the high acidity levels in its fruit decrease fruit quality. ‘Elliott’ therefore may not suitable for machine harvesting for the fresh market.
Fruit quality of ‘Duke’, ‘Draper’, and ‘Aurora’ in terms of firmness and internal bruising was the same or similar for hand harvested and MH fruit using SCS (
Table 2,
Table 3,
Table 4 and
Table 5). Firmness and bruising tended to increase when MH with HCS. These findings support continued research and engineering using SCS over HCS. Reducing the drop height in OTR machines with SCS should be investigated to determine whether bruising incidence can be further reduced and fruit quality equivalent to hand harvest can be achieved across commercially important cultivars. New SCS will also need to be further tested for durability in order to determine whether they can withstand standard commercial harvesting operations. Equally important is that new SCS need to be tested for food safety, including biofilm formation and effectiveness of sanitization treatments.
Using semi-mechanical harvest aid systems like the OTR machine with hand-held shakers evaluated in this study improves harvest efficiency relative to hand harvest [
2]. However, the system with hand-held shakers requires two to four operators to stand inside the machine to harvest the fruit. Removing the hand-held shakers and installing the Orbirotor
® shaking heads improved the overall efficiency of the OTR system by eliminating the need to have two to four workers inside the machine operating the shakers. With increasing labor constraints, systems that reduce the need for workers are economically advantageous.





{kind=link}