1. Introduction
As the energy industry continues to grow, engineers have applied electric resistance welded (ERW) pipe to oil and gas transport pipeline due to low cost and high performance. ERW pipe has traditionally been used for land pipelines rather than for offshore pipelines due to the potential weakness of welded seams [
1]. As the welding technology has improved, however, recent studies have shown that ERW pipe is also applicable to deep-water pipelines [
2,
3].
Compared with other types of steel pipe, the merits of ERW pipe derive from the manufacturing process. The manufacturing process of ERW pipe can be divided into five steps, each with the potential to cause instances of large deformations: Uncoiling, leveling, roll-forming, welding, and sizing [
4]. Uncoiling and leveling are the processes that are used to unfold and flatten rolled steel sheets from steel mills. Roll-forming is a process whereby a steel plate is rolled into a circular pipe shape, welding joins the two opposing edges to form a pipe, and sizing is the process of applying compression to the pipe following the welding to optimize the circular shape. These five steps are performed along one linear continuous process from the plate to when the pipe is cut into desired lengths, and these steps lead to ERW pipe with smaller deviations in diameter and thickness in the circumferential direction compared with other types of pipe such as UOE and spiral pipes. These manufacturing steps make ERW pipe more cost-effective because uniform thickness reduces the net weight, and relatively smaller deviations in diameter and uniform thickness increase the girth welding speed that is required either in the field or on a lay-barge [
1].
As the demand for ERW pipe increases, higher accuracy in evaluating strength is now required to satisfy the design limit state, and one of the main considerations for the design of deep-water pipelines is to ensure resistance to external pressure. The collapse performance of a pipe against external pressure could be affected by factors that include material and geometric properties, as well as residual stress [
5,
6].
During the manufacturing of ERW pipes, significant deformation could be caused by repetitive loading and unloading. Kyriakides and Corona [
1] conducted finite element analysis and confirmed that the Bauschinger effect should be considered the elastic-perfectly plastic stress–strain relationship or else the collapse performance can be overestimated. They also confirmed that the collapse performance could be improved by promoting the out-of-roundness phenomenon in cross-sections. Bastola et al. [
5] conducted finite element analysis and confirmed that residual stress could reduce the resistance to collapse pressure by as much as 20%, and that the residual stress along the circumferential direction of the pipe were more significant on collapse performance than those along the longitudinal direction.
Factors such as out-of-roundness and residual stress could be determined during manufacturing, particularly during the roll-forming and sizing steps. Since modification to the configurations and arrangements of the rolls is difficult to investigate, it is difficult to experimentally verify the influence of the manufacturing process on these factors. Thus, finite element analysis that can accurately simulate the manufacturing process is needed. The aforementioned studies [
1,
5,
6], however, forcibly imposed such factors to their finite element model without simulating the manufacturing process, so that it is questionable whether the results can be considered realistic. Several studies [
4,
7,
8] have investigated the effect of the manufacturing process on out-of-roundness or residual stress, but these studies did not simulate all steps in the manufacturing processes using a realistic material model. These over-simplified approaches are understandable because numerically simulating the manufacturing process demands complex analysis following excessive computational effort.
This study introduces a three-dimensional finite element analysis model that realistically reflects the manufacturing process of ERW pipes. Realistic configurations and arrangements of rolls were modeled, and roll-forming and sizing were simulated by considering the contact conditions between steel plates and rolls. The Bauschinger effect was also taken into account. Residual stress and out-of-roundness are the outcomes of the manufacturing process, and these were evaluated for the effect on collapse performance.
2. Material Model in Simulations
In order to more precisely evaluate collapse performance, the Bauschinger effect generated by the roll-forming process should be accurately simulated in a finite element model. In order to account for those properties, this study adopted the Modified Chaboche model proposed by Zou et al. [
9].
2.1. Modified Chaboche Model
The Von mises yield function with kinematic and isotropic hardening is defined by Equation (1) [
10].
In Equation (1), is the stress and and are the terms related to kinematic and isotropic hardening, respectively, indicating the translation and expansion of the yield surface. The stress, , is defined by Equation (2).
In Equation (2),
, is composed of three stress components. Equation (3) defines the backstress.
In Equation (3),
and
are the material hardening terms,
is the plastic strain,
and
refer to
and
at the beginning of the roll-forming and sizing processes, respectively. The steel that underwent plastic deformation has no yield plateau according to the Bauschinger effect. Equation (4) shows that yield plateau is expressed by dividing the plastic section of the isotropic hardening term by the accumulative plastic strain.
In Equation (4), , , and represent the saturated isotropic hardening stress, the initial yield strength, and the length of the yield plateau, respectively. , , and are the material parameters for simulating the yield plateau and is the accumulative plastic strain.
Consideration of springback is essential when large deformation occurs, and the springback is affected not only by the Bauschinger effect but also by Young’s modulus [
11]. Equation (5) shows the decrease in Young’s modulus according to accumulative plastic strain.
In Equation (5), and are the Young’s modulus of the plate and the reduced Young’s modulus at the infinitely large accumulated plastic strain, respectively. is the material coefficient, and the Young’s modulus reduces from the initial according to the accumulative plastic strain during the roll-forming process.
2.2. Validation of the Material Model
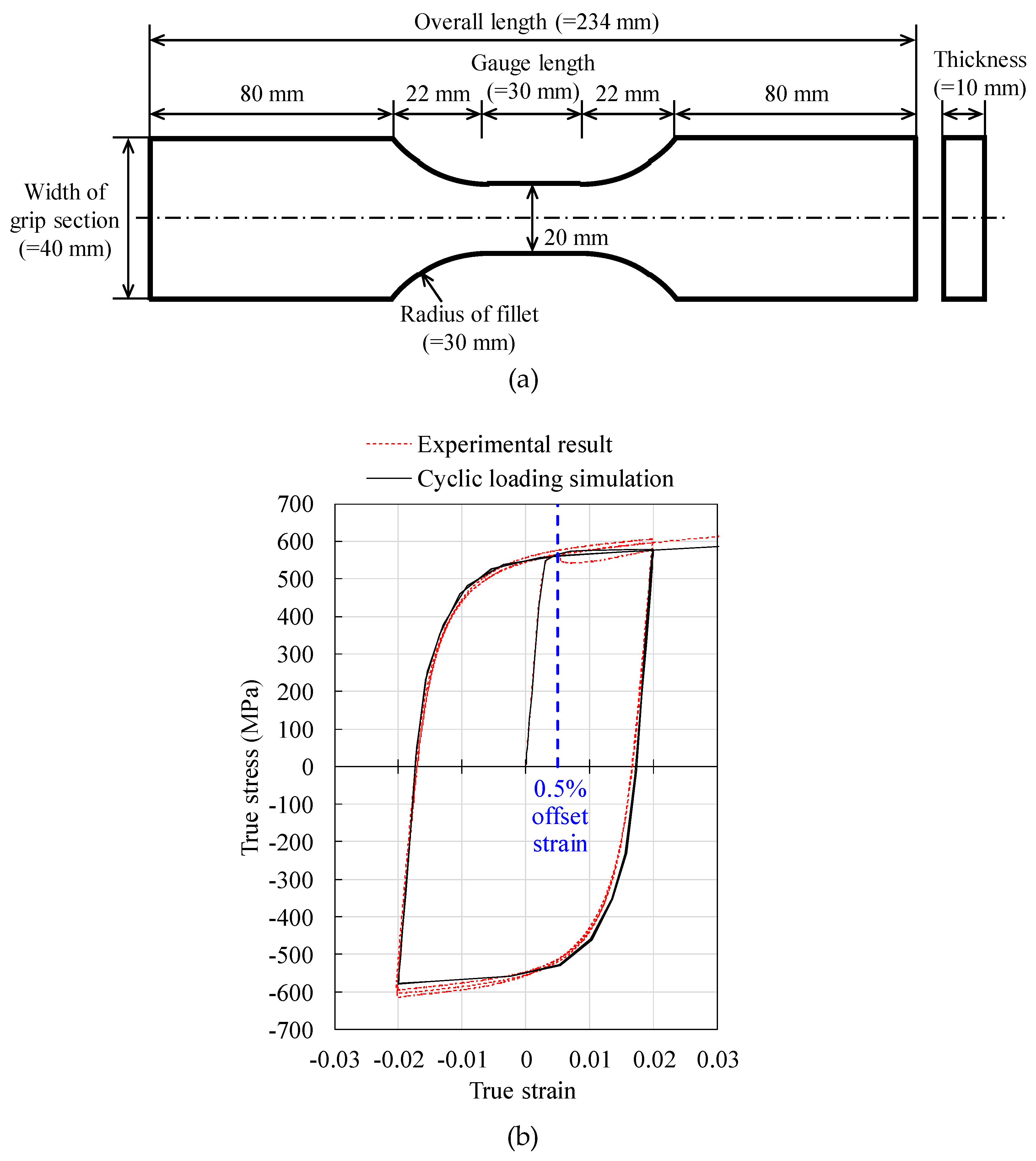
The investigated pipe was constructed of API 5L X70 steel. A dog bone specimen as shown in
Figure 1a was taken from the actual steel sheet. A 2% tension-compression-tension cyclic loading test was carried out as shown in
Figure 1b. The material coefficients of the Modified Chaboche model were calibrated to the test results using the least-square method combined with a genetic algorithm, as follows:
,
,
,
,
,
,
,
,
,
,
,
,
,
, and
.
As shown in
Figure 1b, the 2% tension–compression–tension cyclic loading was also simulated using the material coefficients, which was then compared with the experimental results. The experimental results showed a yield plateau after the first yield. After that, the yield plateau disappeared because of the Bauschinger effect, which indicated that the elastic region had shortened. This phenomenon was demonstrated well by the Modified Chaboche model during simulation.
The yield strength was obtained from estimates of a 0.5% offset strain, as suggested by the American Petroleum Institute [
12] and is summarized in
Table 1 along with the tensile strength. The experimental and simulated results showed slight differences in yield and tensile strengths, but the overall stress–strain relationships showed good agreement in cyclic loading tests, as shown in
Figure 1.
4. Simulation of the Sizing Process
4.1. Sizing Process
The sizing process was primarily aimed at improving the ovality after the welding and was conducted by compressing the pipe in a circumferential direction, which led to a reduction in the outer diameter. The reduction in the outer diameter during the sizing process is expressed by the sizing ratio, which is a manufacturing variable of ERW pipes, as defined in Equation (7). A sizing ratio of 0.3% to 1.2% is generally applied in practice.
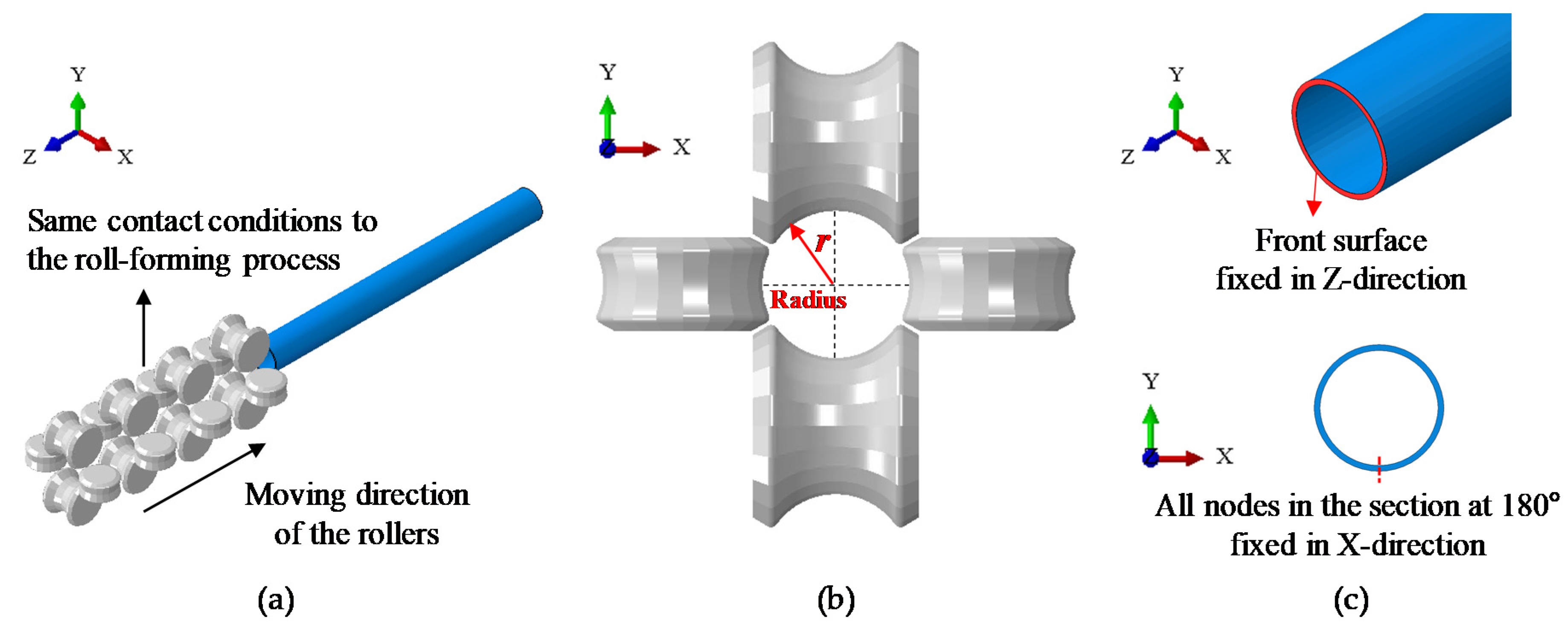
As shown in
Figure 4a, the sizing line consisted of four roller sets. As shown in
Figure 4b, one roller set consisted of four rollers and created a circular space of radius
r through which the pipe could pass.
4.2. Finite Element Modeling of the Sizing Process
The pipe was modeled using a solid element that incorporated eight nodes with linear and reduced integration with an isoparametric formulation, which is referred to as C3D8R in ABAQUS. Seven layers of elements were applied through the thickness direction. The cross-section was composed of 48 elements in the circumferential direction per layer, and the pipe consisted of 156 elements in the longitudinal direction, which resulted in a total of 52,416 elements.
To maintain a continuity of the analysis between the roll-forming and the sizing, simulation of the sizing process was performed to reflect the roll-forming results. However, it was difficult to assign all residual stress obtained from the roll-forming process as initial values throughout the pipe during the sizing process. Since the magnitude of the residual stress along the opposite line of the weldment were greater than that along a line 90 degrees from weldment, the residual stress along the opposite line of the weldment after the roll-forming were assigned to the entire pipe in order to simulate the sizing process. In order to consider distribution of the residual stress in the thickness direction, among the 15 integration points of the shell element (i.e., 1st to 15th integration point from the outermost layer), the residual stress at seven uniformly spaced integration points (i.e., 2nd, 4th, 8th, 10th, 12th, and 14th integration points) were assigned to the seven layers of the solid element, respectively. In the same way, both accumulated plastic strain and kinematic hardening terms, which can simulate the Bauschinger effect accumulated during the roll-forming, were also taken into consideration as initial values for the sizing analysis.
The configuration of the pipe obtained at the end of the roll-forming process was imposed as the initial condition in further analysis. Instead of imposing the exact configuration of the pipe, the elliptical shape of the pipe’s cross-section was assumed to represent simple ovality. The maximum and minimum diameters of the center section after roll-forming were assigned as the lengths of the major and minor axes of the ellipse, respectively. The length of the pipe was 10 times longer than its diameter, as shown by roll-forming analysis. The rollers were moved instead of the pipe and the front surface and the bottom center line of the pipe were fixed in the z- and x- directions, respectively, as shown in
Figure 4c. The same contact conditions of the roll-forming analysis were assigned between the pipe and the rollers.
4.3. Sizing Ratio
The target sizing ratio was simulated by adjusting the
r of the rollers, as defined in
Figure 4b. To achieve the target sizing ratio, two distinct procedures were considered for the application of compression. One procedure involved compressing the desired sizing ratio at the first roller set while the remaining three roller sets stabilized the pipe following compression. Another was to compress the pipe evenly over the four roller sets, which was more realistic. The target sizing ratio of the FE model was set to 0.5%, and trial-and-error revealed the
r of the first roller set to be 159.6 mm, and that of the 2nd, 3rd, and 4th roller sets to be 160.3 mm. For constant and even compression, the
r of the first roller set was set at 160.2 mm, which was gradually reduced by 0.13% for consecutive roller sets.
4.4. Variations of Circumferential Stress During Sizing
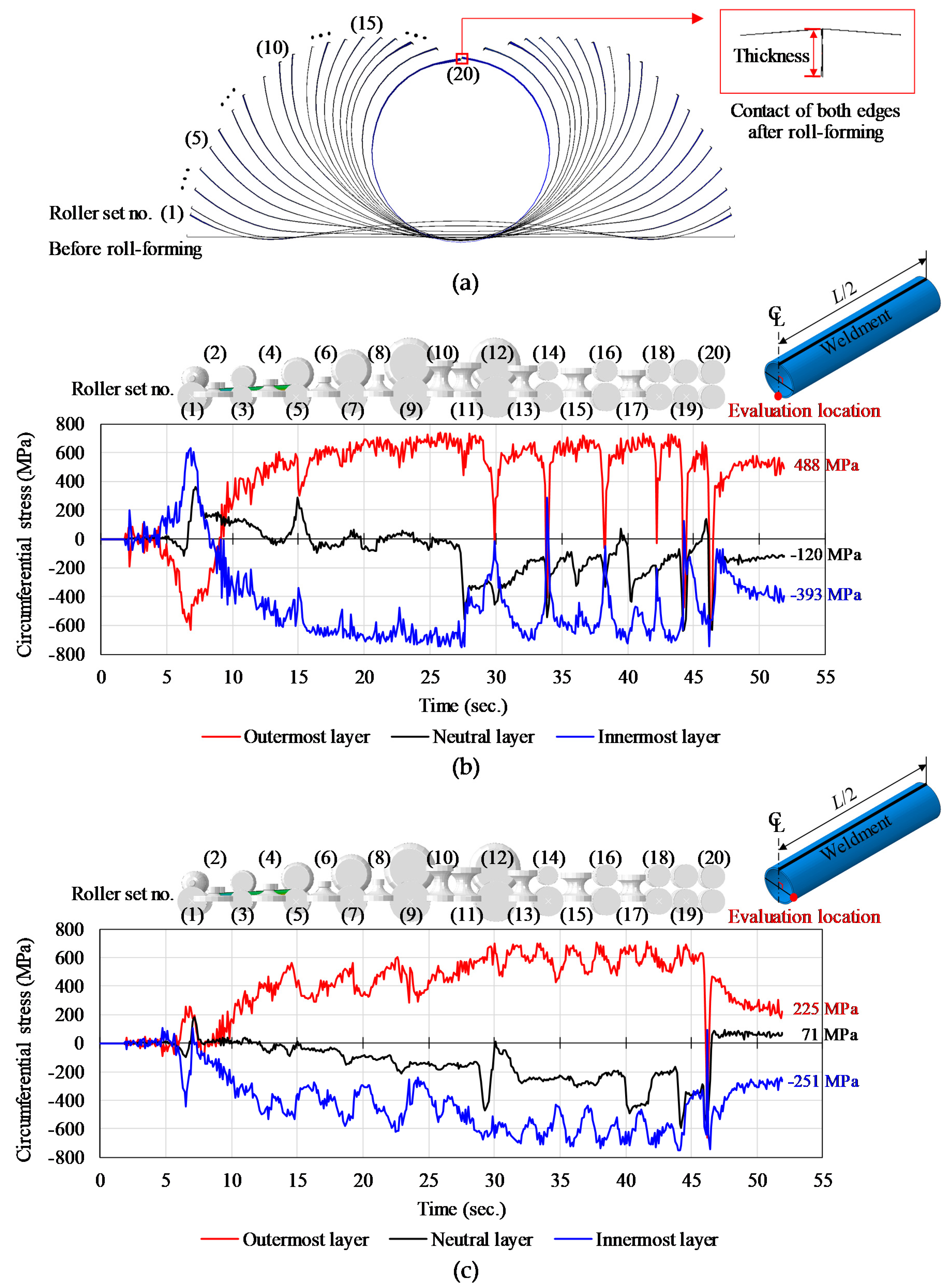
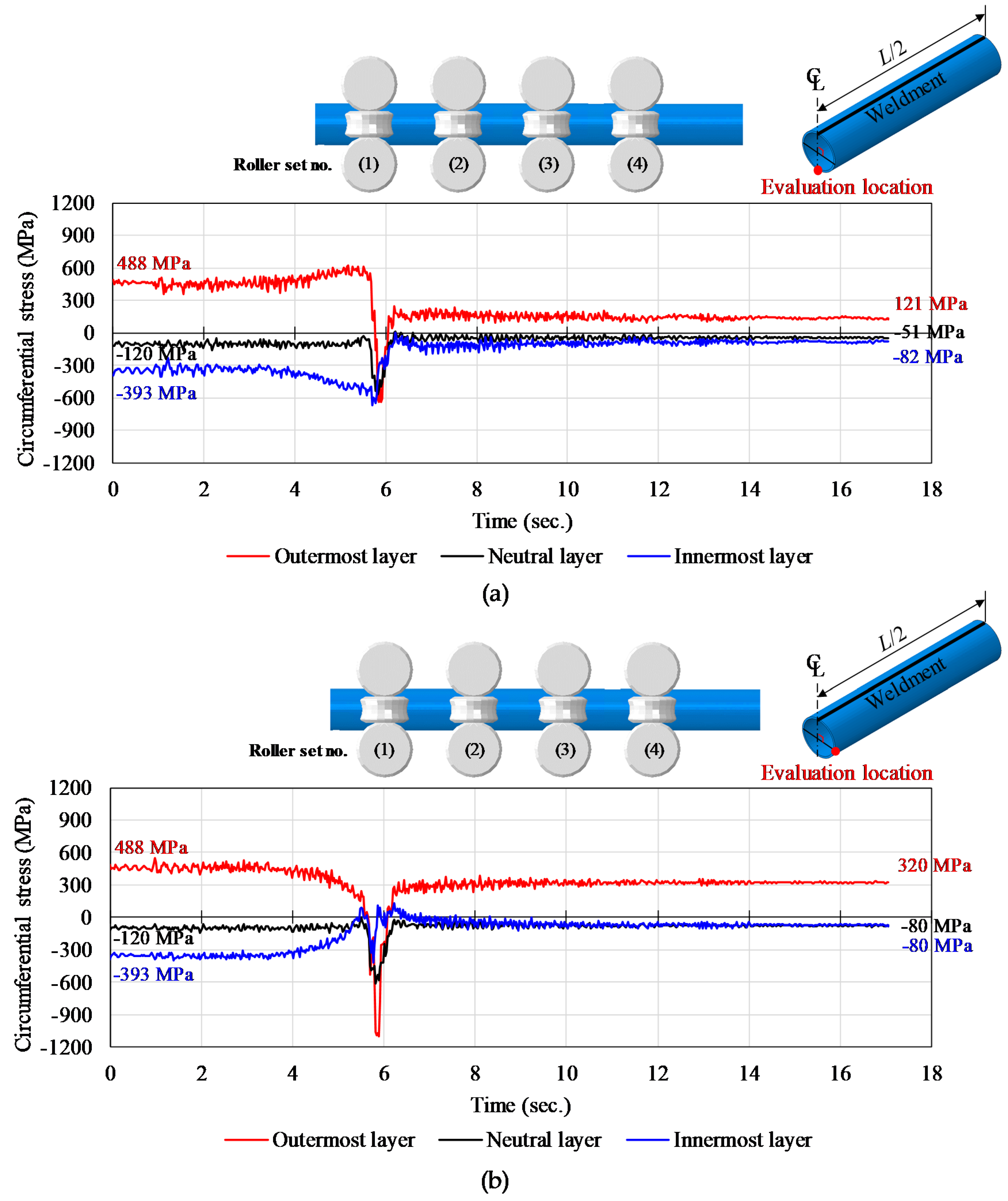
Figure 5 shows the variations of the circumferential stress during sizing when compression was applied to the first roller set. Before passing through the first roller set, the tensile and compressive stress gradually changed when the elliptical cross section of the pipe was changed into a circular shape. Compression was applied when the pipe passed through the first roller set. Due to the initial elliptical configuration of the pipe cross-section, the compression in the outermost layer at 90 degrees was greater than that of the layer at 180 degrees. After the compression, a springback resulted in stress relief at the outermost and innermost layers leading to stress reduction after the sizing process. It was not evident that the remaining three roller sets contributed to the change in circumferential stress. On the other hand, as shown in
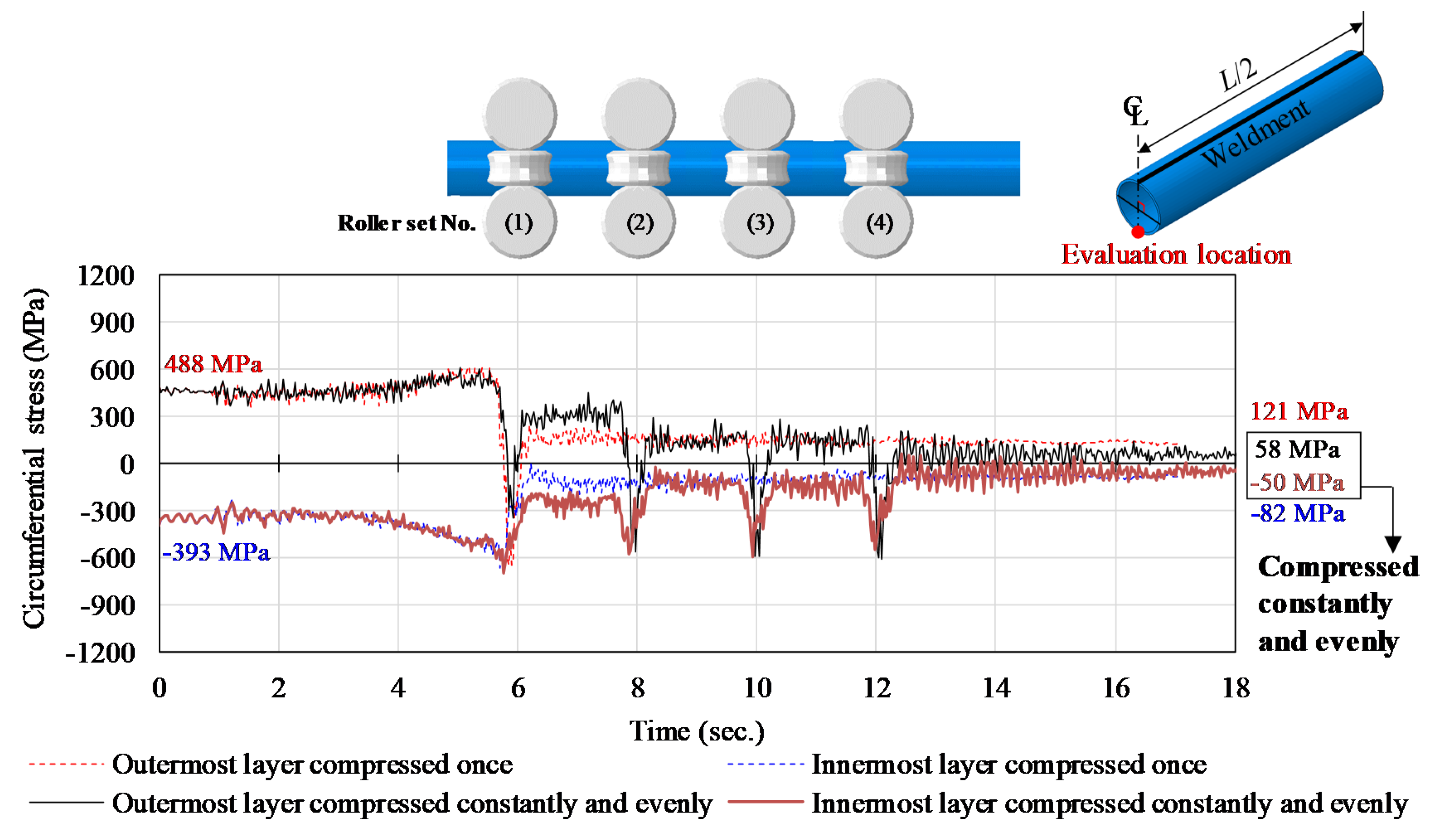
Figure 6, all roller sets contributed to reducing the circumferential stress when compression was applied constantly and evenly. Thus, the stress levels in the outermost and innermost layers were gradually reduced, which resulted in a smaller level of residual stress.
4.5. Dependency of Residual Stress on the Sizing Ratio
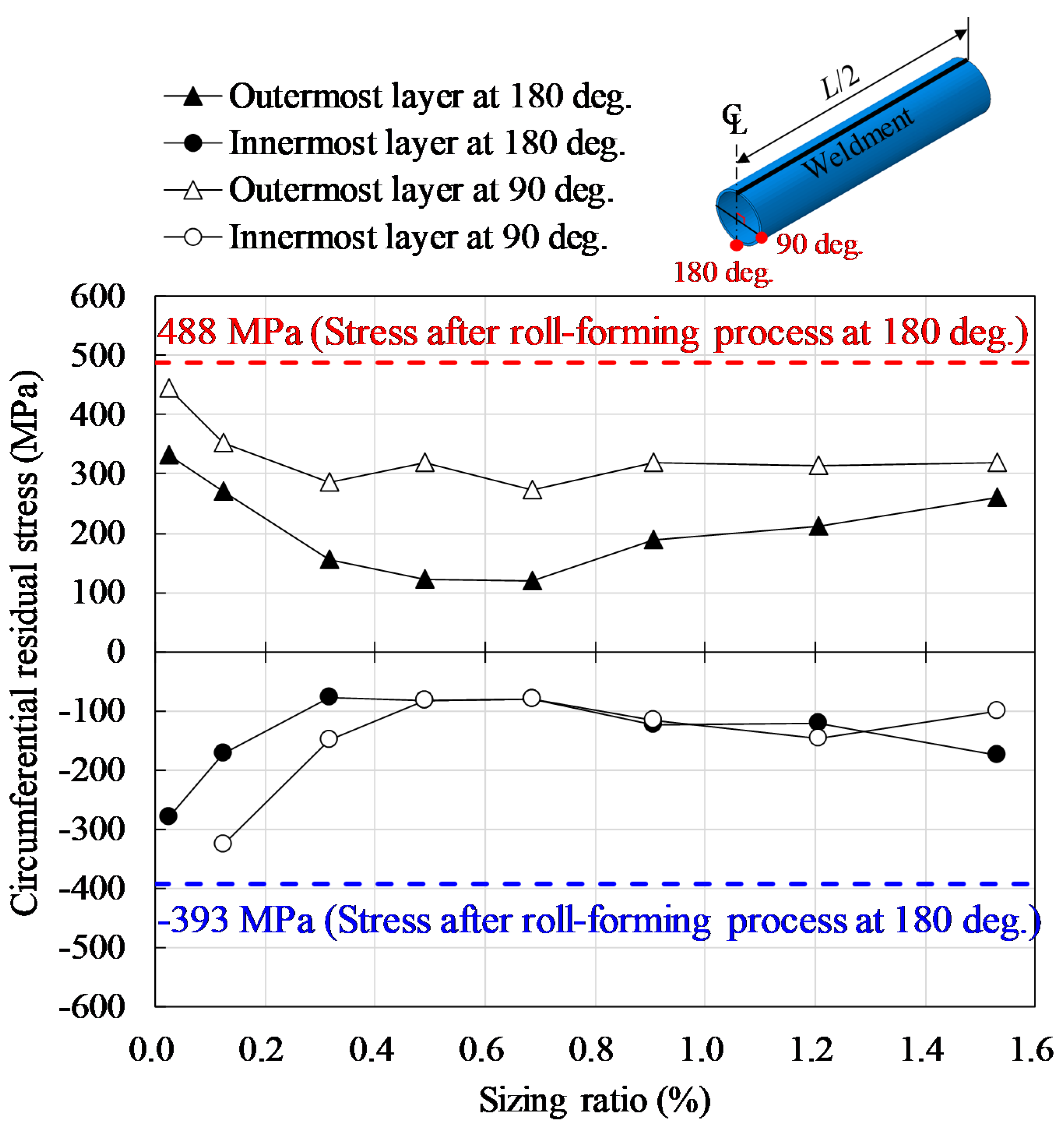
Since a large amount of compression was applied during sizing, the residual stress could have been affected by the sizing ratio. Parametric study was conducted for a practical range of sizing ratios in order to examine the effect that the sizing ratio exerted on the residual stress. Seven target sizing ratios were applied, as shown in
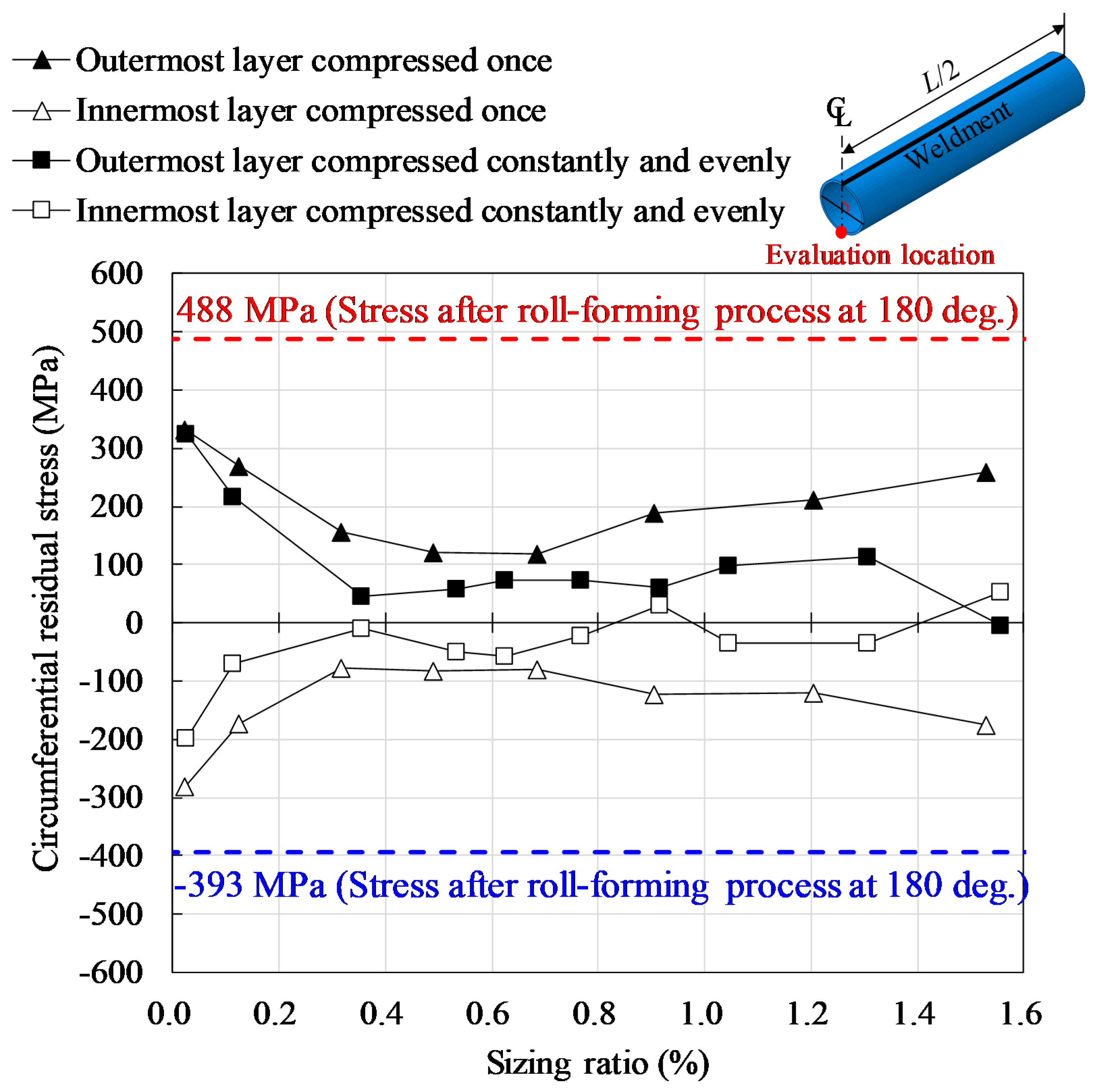
Figure 7. The results clearly show that sizing reduced the residual stress. Residual stress in the outermost layer was smaller at the line opposite the weldment regardless of the sizing ratio. On the other hand, no significant difference was observed at the innermost layer between two measurement positions, when the sizing ratio was greater than 0.5%. Therefore, the effect of the sizing ratio was apparent at the opposite side of the weldment. Moreover, the reduction effect of the residual stress was different not only according to the sizing ratio but also according to the sizing methods, as shown in
Figure 8. Regardless of the sizing ratio, the reduction in residual stress was more effective when compression was applied constantly and evenly. Residual stress was consistently less than 100 MPa and variations were insignificant when the sizing ratio was greater than approximately 0.3%.
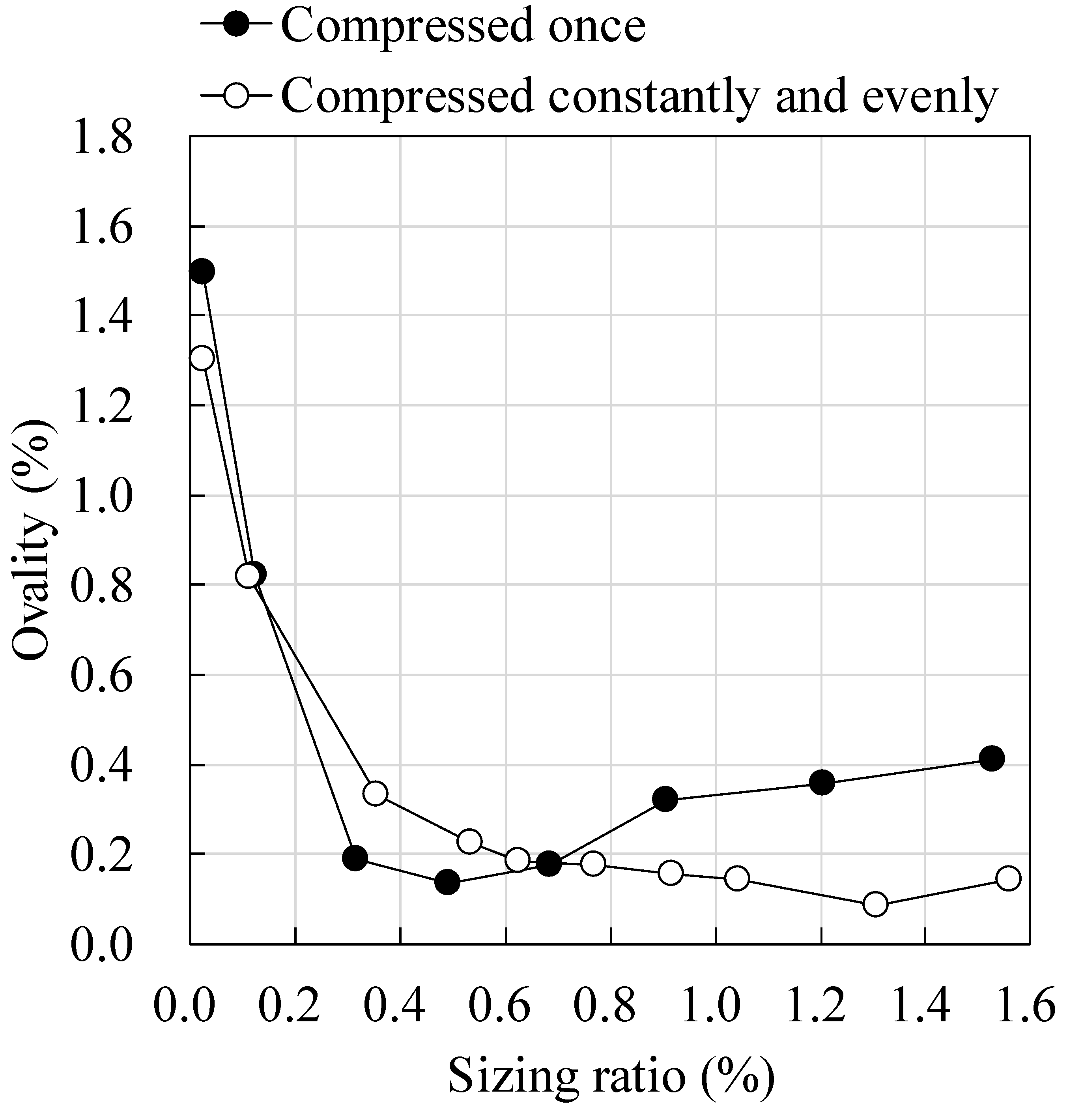
4.6. Dependency of Ovality on the Sizing Ratio
The effect of improving ovality through the sizing process was also different for the sizing ratio and sizing methods, as shown in
Figure 9. When the pipe was compressed once, minimum ovality was obtained from a sizing ratio of 0.5%, and the ovality gradually increased as the sizing ratio increased. However, the ovality consistently decreased when the pipe was compressed constantly and evenly. In order to improve ovality, a single act of compression is better when the sizing ratio is less than 0.7%; otherwise, constant and even compression is better.
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}