
Study on Mechanical Bearing Strength and Failure Modes of Composite Materials for Marine Structures


Abstract
:1. Introduction
- Material parameters: Fiber type and form (unidirectional, woven fabric, etc.), resin type, fiber orientation, laminate stacking sequence, fiber volume fraction, and fiber surface treatment.
- Fastener parameters: Fastener type (screw, bolt, rivet, etc.), fastener size, clamping force, washer size, hole size, and tolerance.
- Design parameters: Joint type (single lap, single cover butt, etc.), laminate thickness and tolerance, geometry (pitch, edge distance, hole pattern, etc.), load direction, loading rate, static or dynamic load, and failure criteria [5].
2. Theoretical Analysis
2.1. Failure Modes of a Mechanically Fastened Joint Composite
- Net-tension failure: This occurs when the width excluding the hole diameter is insufficient or when the tensile strength of the fiber is insufficient.
- Shear-out failure: This occurs in a structure with a short free edge distance.
- Bearing failure: There is a high probability of bearing failure with a sufficient free edge distance or width, which occurs when a local pressure is applied to the bolt and contact portion of the structure.
- Cleavage failure: This type of failure can be characterized by shear-out and net-tension, resulting from the moment due to the bearing pressure applied by the fastener and the stress concentration at the tip and free edge of the hole.
2.2. Relationship between Bearing Stress and Stress Concentration
2.3. Bearing Stress
3. Experiments
3.1. Specimen Preparation
3.2. Experimental Setup
4. Results and Discussion
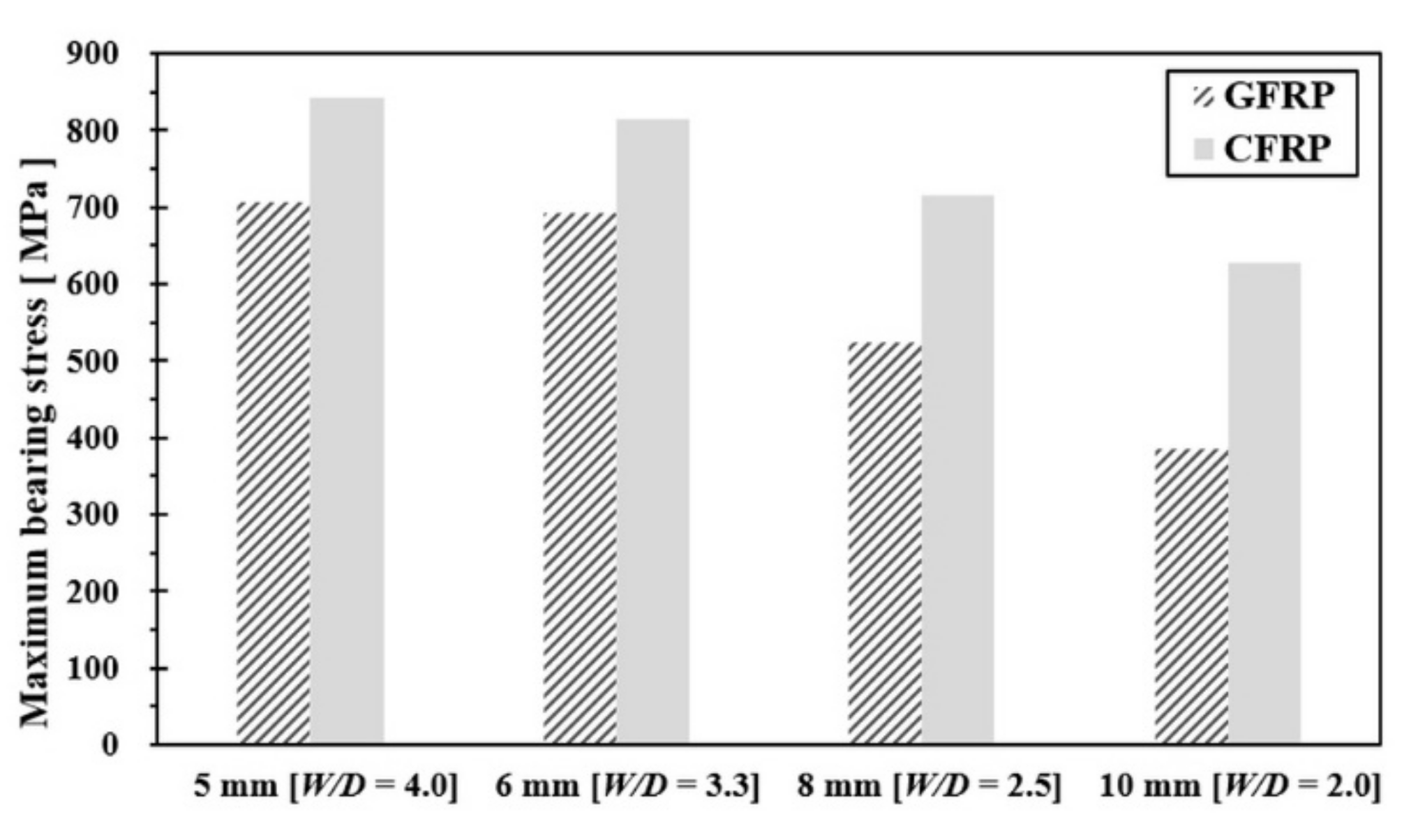
4.1. Bearing Strength Analysis
4.2. Failure Mode Analysis
4.2.1. Bearing Failure and Delamination Failure Mode
4.2.2. Cleavage Failure and Back-Split Crack
4.2.3. Net-Tension Failure Mode
5. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Shivakumar, K.N.; Swaminathan, G.; Sharpe, M. Carbon/vinyl ester composites for enhanced performance in marine applications. J. Reinf. Plast. Compos. 2006, 25, 1101–1116. [Google Scholar] [CrossRef]
- Thoppul, S.D.; Finegan, J.; Gibson, R.F. Mechanics of mechanically fastened joints in polymer-matrix composite structures–A review. Compos. Sci. Technol. 2009, 69, 301–329. [Google Scholar] [CrossRef]
- Kim, S.Y.; Kim, Y.S.; Kwon, H.W.; Choi, J.H.; Koo, J.M.; Seok, C.S. Prediction of fatigue life for hole-notched weave CFRP plate. Compos. Res. 2010, 23, 1–6. [Google Scholar]
- Park, H.J. Effects of stacking sequence and clamping force on the bearing strength of mechanically fastened joints in composite laminates. Compos. Struct. 2001, 53, 213–221. [Google Scholar] [CrossRef]
- Godwin, E.W.; Matthews, F.L. A review of the strength of joints in fibre-reinforced plastics (Part 1. Mechanically fastened joints). Composites 1980, 11, 155–160. [Google Scholar] [CrossRef]
- Ozaslan, E.; Acar, B.; Guler, M.A. Experimental and numerical investigation of stress concentration and strength prediction of carbon/epoxy composites. Procedia Struct. Integr. 2018, 13, 535–541. [Google Scholar] [CrossRef]
- Caprino, G.; Squillace, A.; Giorleo, G.; Nele, L.; Rossi, L. Pin and bolt strength of fibreglass/aluminum laminates. Compos. Part A Appl. Sci. Manuf. 2005, 36, 1307–1315. [Google Scholar] [CrossRef]
- Sen, F.; Pakdil, M.; Sayman, O.; Benli, S. Experimental failure analysis of mechanically fastened joints with clearance in composite laminates under preload. Mater. Des. 2008, 29, 1159–1169. [Google Scholar] [CrossRef]
- Yoon, D.H.; Kim, S.D.; Doh, Y.D. Study on bearing strength and failure mode of a carbon-epoxy composite laminate for designing bolted joint structures. Compos. Struct. 2020, 239, 112023. [Google Scholar] [CrossRef]
- Calabrese, L.; Fiore, V.; Scalici, T.; Bruzzaniti, P.; Valenza, A. Failure maps to assess bearing performances of glass composite laminates. Polym. Compos. 2019, 40, 1087–1096. [Google Scholar] [CrossRef]
- Copper, C.; Turvey, G.J. Effects of joint geometry and bolt torque on the structural performance of single bolt tension joints in pultruded GRP sheet material. Compos. Struct. 1995, 32, 217–226. [Google Scholar] [CrossRef]
- Pakdil, M. Failure analysis of composite single bolted-joints subjected to bolt pretension. Indian J. Eng. Master. Sci. 2009, 16, 79–85. [Google Scholar]
- Xiao, Y.; Ishikawa, T. Bearing strength and failure behaviour of bolted composite joints Part 1: Experimental investigation. Compos. Sci. Technol. 2005, 65, 1022–1031. [Google Scholar] [CrossRef]
- Kretsis, G.; Matthews, F.L. The strength of bolted joints in glass fibre/epoxy laminates. Composites 1985, 2, 92–102. [Google Scholar] [CrossRef]
- Liu, F.; Yao, W.; Shi, X.; Zhao, L.; Zhang, J. Bearing failure optimization of composite double-lap bolted joints based a three-step strategy marked by feasible region reduction and model decoupling. Comput. Mater. Contin. 2020, 62, 977–999. [Google Scholar] [CrossRef]
- Chang, F.K.; Chang, K.Y. Post-failure analysis of bolted composite joints in tension or shear-out mode failure. J. Compos. Master 1987, 21, 809–833. [Google Scholar] [CrossRef]
- Kwon, J.S.; Kim, J.S.; Lee, S.Y. A study on stress concentration factor of composite laminate (mechanically fastened joint). J. Korean Soc. Aeronaut. 2013, 41, 194–200. [Google Scholar]
- American Society for Testing and Materials. Standard Test Method for Bearing Response of Polymer Matrix Composite Laminates (ASTM D5961/D5961M-10); ASTM International: West Conshohocken, PA, USA, 2012. [Google Scholar]
- Tanapornraweekit, G.; Haritos, N.; Mendis, P.; Ngo, T.D. Finite element simulation of FRP strengthened reinforced concrete slabs under two independent air blasts. Int. J. Prot. Struct. 2010, 1, 469–488. [Google Scholar] [CrossRef]
- Waqas, H.M.; Shi, D.; Imran, M.; Khan, S.Z. Conceptual design of composite sandwich structure submarine Radome. Materials 2019, 12, 1966. [Google Scholar] [CrossRef] [Green Version]
- Aklilu, G.; Adali, S.; Bright, G. Tensile behavior of hybrid and non-hybrid polymer composite specimens at elevated temperatures. Eng. Sci. Technol. Int. J. 2020, 23, 732–743. [Google Scholar]
- Carpino, G.; Giorleo, G.; Nele, L.; Squillace, A. Pin-bearing strength of glass mat reinforced plastics. Compos. Part A Appl. Sci. Manuf. 2002, 33, 779–785. [Google Scholar]
- Turvey, G.J. Single-bolt tension joint tests on pultruded GRP plate-effects of tension direction relative to pultrusion direction. Compos. Struct. 1998, 42, 341–351. [Google Scholar] [CrossRef]
- Wisnom, M.R.; Hallett, S.R. The role of delamination in strength, failure mechanism and hole size effect in open hole tensile tests on quasi-isotropic laminates. Compos. Part A Appl. Sci. Manuf. 2009, 40, 335–342. [Google Scholar] [CrossRef]
- Wang, H.S.; Hung, C.L.; Chang, F.K. Bearing failure of bolted composite joints. Part 1: Experimental characterization. J. Compos. Mater 1996, 30, 1284–1313. [Google Scholar] [CrossRef]
- Oterkus, E.; Diyaroglu, C.; Meo, D.D.; Allegri, G. Fracture modes, damage tolerance and failure mitigation in marine composites. Mar. Appl. Adv. Fibre-Reinf. Compos. 2016, 30, 79–102. [Google Scholar]

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| D (mm) | W (mm) | e (mm) | W/D | e/D |
|---|---|---|---|---|
| 5 | 20 | 30 | 4.0 | 6.0 |
| 6 | 20 | 30 | 3.3 | 5.0 |
| 8 | 20 | 30 | 2.5 | 3.8 |
| 10 | 20 | 30 | 2.0 | 3.0 |
| GFRP | 5 mm (W/D = 4.0) | 6 mm (W/D = 3.3) | 8 mm (W/D = 2.5) | 10 mm (W/D = 2.0) |
|---|---|---|---|---|
| #1 | B + C + BS | B + C + BS | B + N | B + N |
| #2 | B + C + BS | B + C + BS | B + N | B + N |
| #3 | - | B + C + BS | B + N | B + N |
| CFRP | 5 mm (W/D = 4.0) | 6 mm (W/D = 3.3) | 8 mm (W/D = 2.5) | 10 mm (W/D = 2.0) |
| #1 | B + D | B + D | B | B + D |
| #2 | B | B + D | B + D | B + D |
| #3 | B + D | B | B + D | B + D |
| 5 mm | 6 mm | 8 mm | 10 mm | |
|---|---|---|---|---|
| #1 | 15 mm | 14 mm | 2 mm | 9 mm |
| #2 | 10 mm | 12 mm | 10 mm | 12 mm |
| #3 | 17 mm | 9 mm | 10 mm | 8 mm |
| Tensile Strength (MPa) | Tensile Stress (MPa) | ||
|---|---|---|---|
| D (mm) | CFRP | CFRP | GFRP |
| Calculated Data | Experimental Data | Experimental Data | |
| 5 | 773.30 | 516.64 | 429.61 |
| 6 | 835.67 | 589.71 | 464.26 |
| 8 | 930.69 | 718.78 | 517.05 |
| 10 | 959.17 | 880.73 | 532.87 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kim, D.-U.; Seo, H.-S.; Jang, H.-Y. Study on Mechanical Bearing Strength and Failure Modes of Composite Materials for Marine Structures. J. Mar. Sci. Eng. 2021, 9, 726. https://doi.org/10.3390/jmse9070726
Kim D-U, Seo H-S, Jang H-Y. Study on Mechanical Bearing Strength and Failure Modes of Composite Materials for Marine Structures. Journal of Marine Science and Engineering. 2021; 9(7):726. https://doi.org/10.3390/jmse9070726
Chicago/Turabian StyleKim, Dong-Uk, Hyoung-Seock Seo, and Ho-Yun Jang. 2021. "Study on Mechanical Bearing Strength and Failure Modes of Composite Materials for Marine Structures" Journal of Marine Science and Engineering 9, no. 7: 726. https://doi.org/10.3390/jmse9070726
APA StyleKim, D.-U., Seo, H.-S., & Jang, H.-Y. (2021). Study on Mechanical Bearing Strength and Failure Modes of Composite Materials for Marine Structures. Journal of Marine Science and Engineering, 9(7), 726. https://doi.org/10.3390/jmse9070726