
Nanoscale Polishing Technique of Biomedical Grade NiTi Wire by Advanced MAF Process: Relationship between Surface Roughness and Bacterial Adhesion

Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials Selection
2.2. Bacterial Adhesion Tests
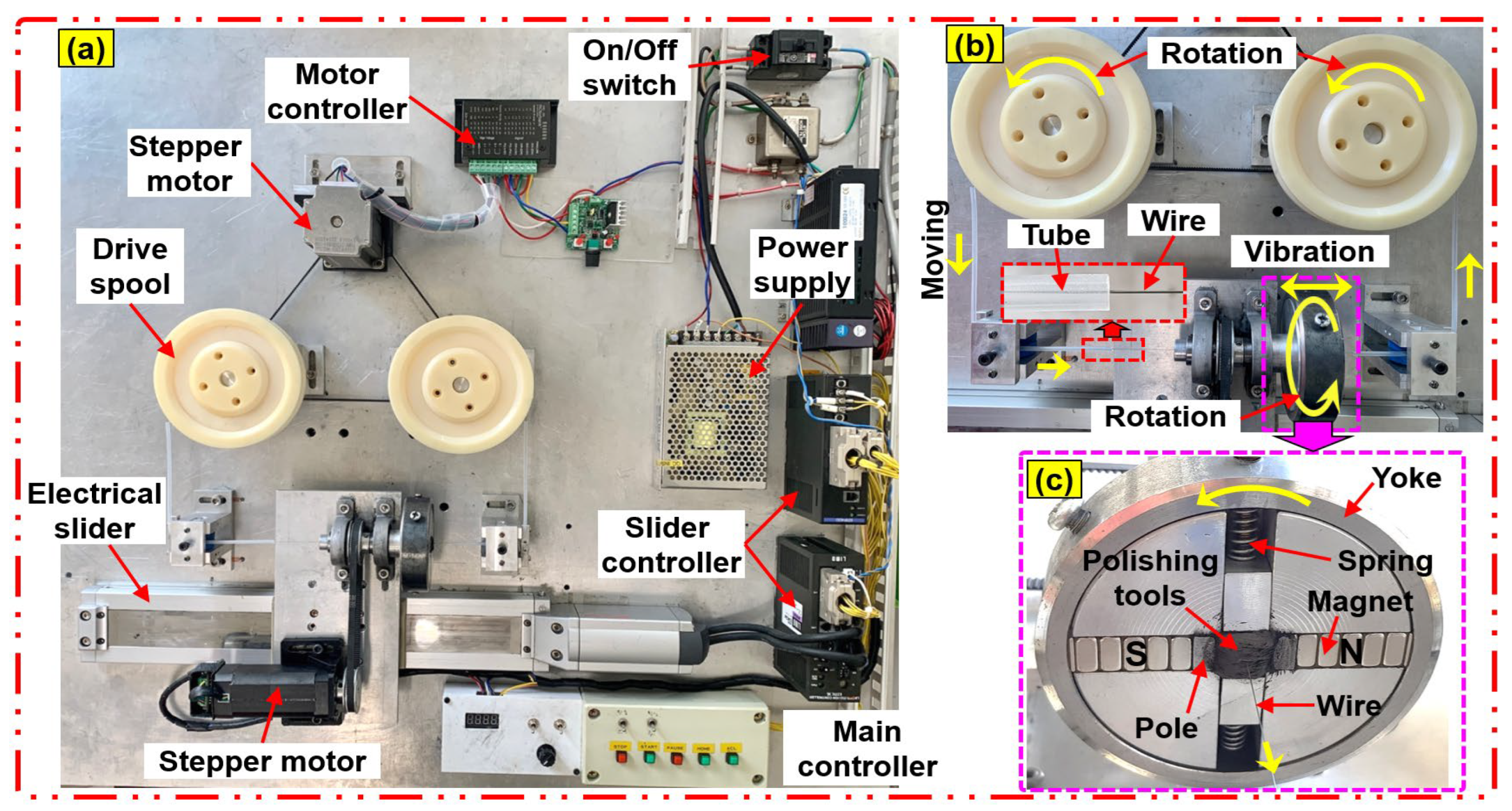
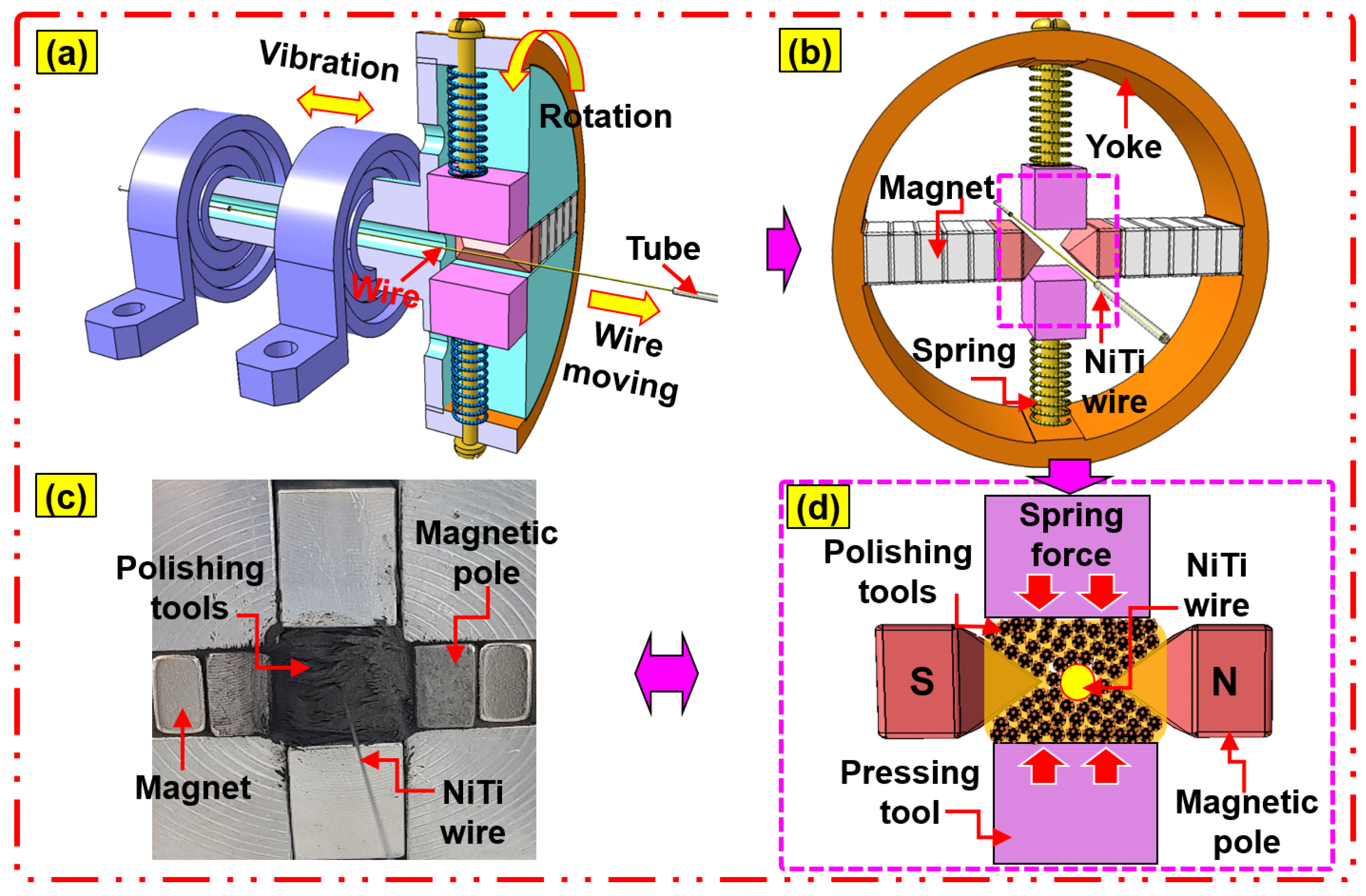
2.3. Experimental Setup of the Advanced MAF Process
2.4. FE-SEM Observation and EDS Analysis
3. Results and Discussion
3.1. The Influence of Rotational Speed
3.2. The Influence of PCD Grain Size
3.3. FE-SEM Morphologies
4. Conclusions
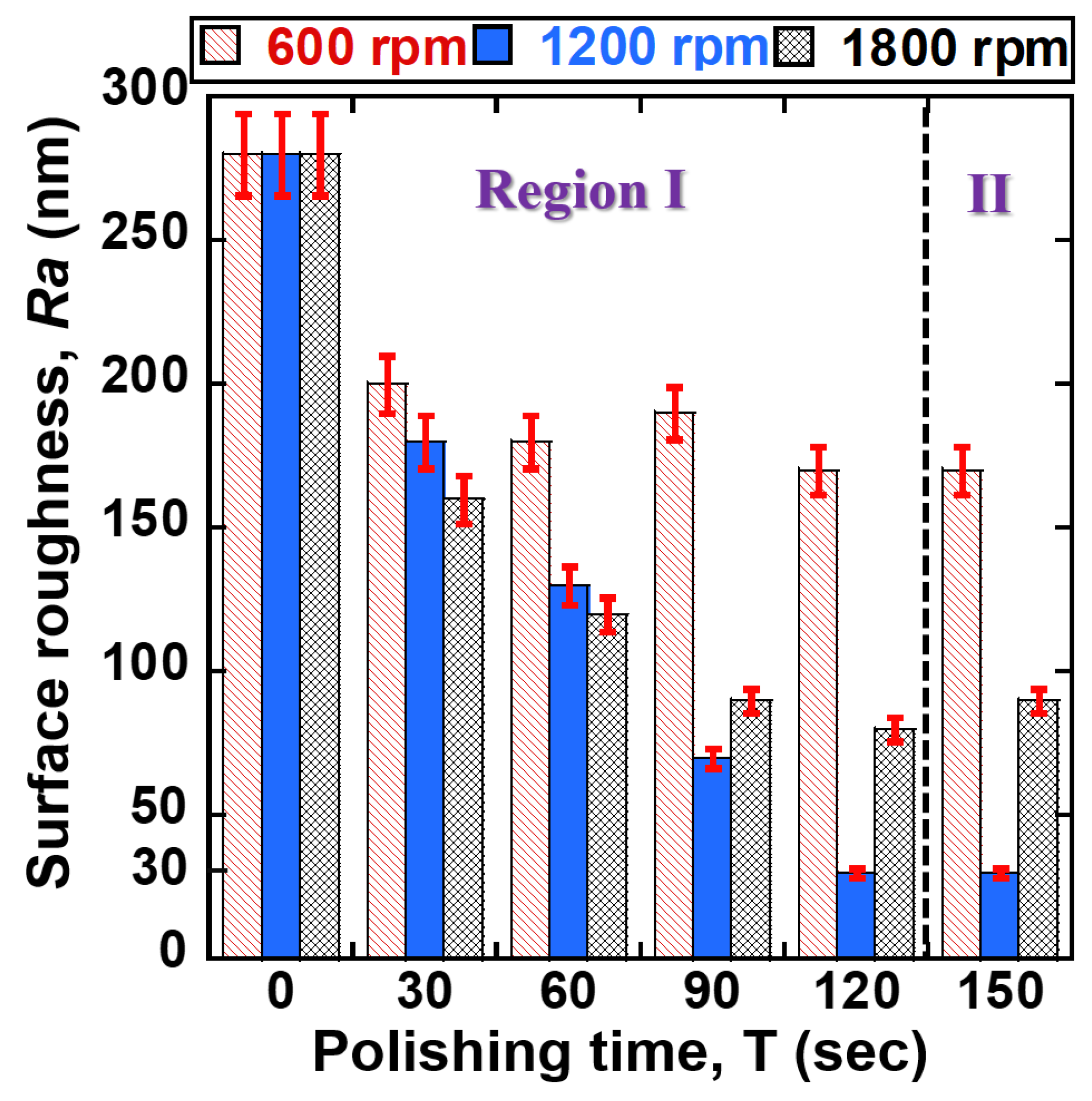
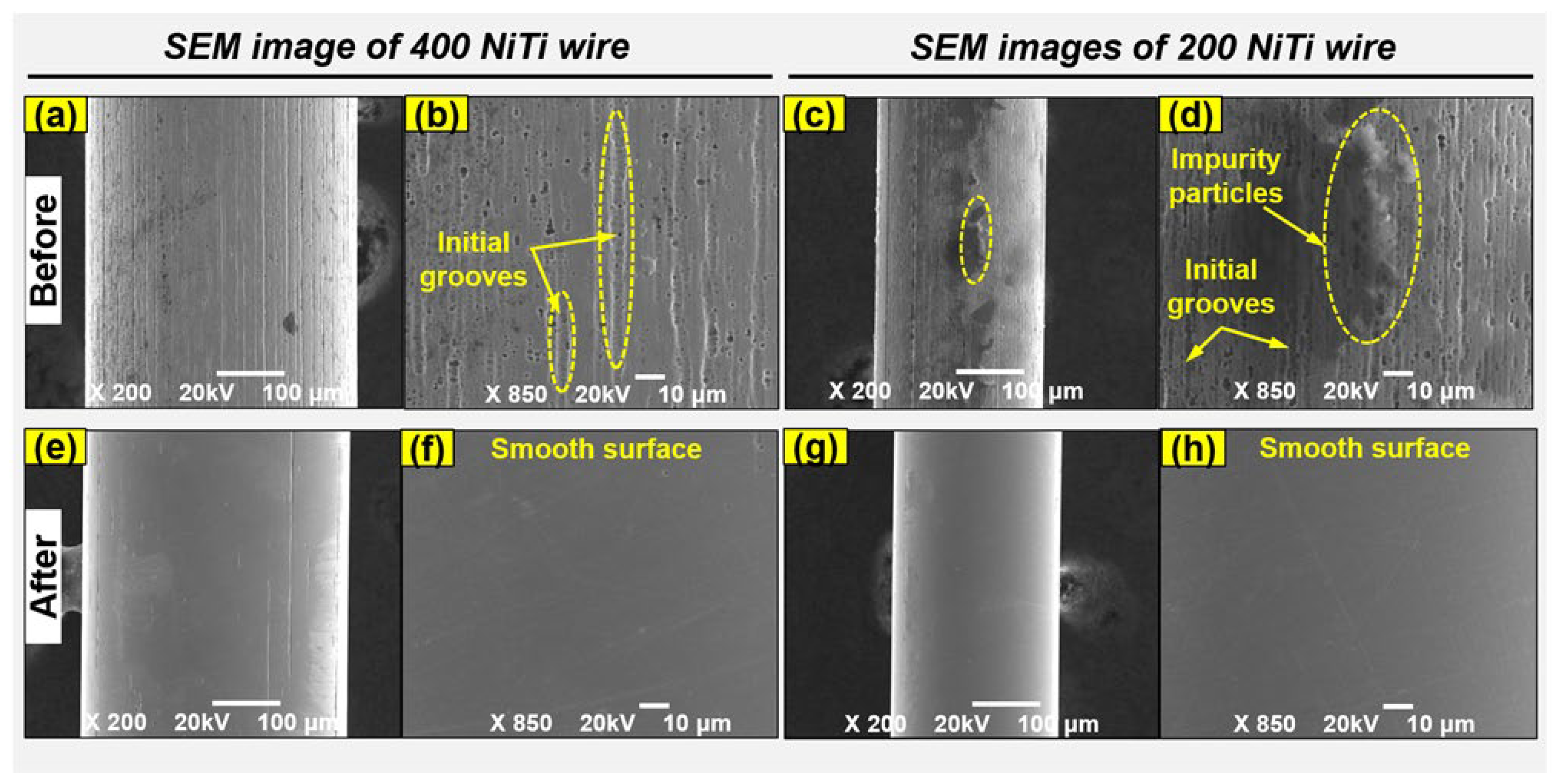
- The experimental results revealed that the original surface of 200 μm and 400 μm NiTi wires were achieved to an ultra-smooth surface polish by an advanced MAF process. In the case of 200 μm NiTi wire, the Ra values of 200 μm NiTi wires were smoothly improved from 130–140 nm to 90, 20, and 60 nm at 600, 1200, and 1800 rpm of rotational speed with 120 s of polishing time. While in the case of 400 μm NiTi wire, the Ra values of 400 μm NiTi wires were smoothly improved from 280 nm to 170, 30, and 80 nm at 600, 1200, and 1800 rpm. This indicates that the proposed process is desirable for polishing biomedical materials to the nanoscale level.
- Under the optimal conditions of the MAF process, the percentage reduction in bacterial adhesion for Staphylococcus aureus was about 83.48%, while Escherichia coli was about 70.67%. This indicates that the percentage reduction in the bacteria adhered to the surface of the NiTi wire was more than 70%.
- According to the results, the different input process parameters significantly affect the ability of the advanced MAF process to achieve smooth surfaces of NiTi wire materials. When a smaller grain size (1-μm) was used, a very smooth surface was achieved. However, when larger grain sizes (3, 6-μm) were used, it was difficult to reduce the surface roughness Ra values of wire materials, resulting in values in the range of 140–150 nm. This is because the larger grain sizes of abrasive themselves scratch the surface of NiTi wire materials when the polishing time is lengthened.
- A rotational speed of 1200 rpm achieved better surface roughness reduction compared to a lower rotational speed of 600 rpm. However, by further increasing the rotational speed to 1800 rpm, the surface roughness quality of the NiTi wire materials was not significantly reduced. Further increases in rotation speed could lead to increased centrifugal force and run-out of the abrasive tools, resulting in increased difficulty in achieving smooth surfaces of the NiTi wires.
- FE-SEM images clearly showed the smoothness and cleanliness of the surfaces of NiTi wire materials achieved by this advanced MAF process using the nanoscale polishing technique.
- The bacterial adhesion study revealed that bacterial adhesion has a strong relationship with the surface roughness of biomedical-grade NiTi wires. By reducing the surface roughness to the nano-scale, the ability of bacteria to adhere is decreased, likely resulting in a dramatic reduction in implant-related infections.
- In future work, the effect of surface roughness on shape memory alloy self-expanding NiTi stent on the initial cell adhesion will be studied. Crystal violet staining technique will be carried out for the NiTi stent sample with smooth and rough sample surfaces after 1.5 h cell incubation.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Sharma, N.; Kumar, K.; Kumar, V. Post-processing of NiTi alloys: Issues and challenges. Powder Metall. Met. Ceram. 2018, 56, 599–609. [Google Scholar] [CrossRef]
- Getzlaf, M.A.; Lewallen, E.A.; Kremers, H.M.; Jones, D.L.; Bonin, C.A.; Dudakovic, A.; Thaler, R.; Cohen, R.C.; Lewallen, D.G.; van Wijnen, A.J. Multi-disciplinary antimicrobial strategies for improving orthopaedic implants to prevent prosthetic joint infections in hip and knee. J. Orthop. Res. 2016, 34, 177–186. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Wawrzynski, J.; Gil, J.A.; Goodman, A.D.; Waryasz, G.R. Hypersensitivity to orthopedic implants: A review of the literature. Rheumatol. Ther. 2017, 4, 45–56. [Google Scholar] [CrossRef] [Green Version]
- Tschiche, H.R.; Bierkandt, F.S.; Creutzenberg, O.; Fessard, V.; Franz, R.; Greiner, R.; Gruber-Traub, C.; Haas, K.-H.; Haase, A.; Hartwig, A.; et al. Analytical and toxicological aspects of nanomaterials in different product groups: Challenges and opportunities. NanoImpact 2022, 28, 100416. [Google Scholar] [CrossRef]
- Zhang, L.; Duan, Y.; Gao, Z.; Ma, J.; Liu, R.; Liu, S.; Tu, Z.; Liu, Y.; Bai, C.; Cui, L.; et al. Graphene enhanced anti-corrosion and biocompatibility of NiTi alloy. NanoImpact 2017, 7, 7–14. [Google Scholar] [CrossRef]
- Majumdar, T.; Eisenstein, N.; Frith, J.E.; Cox, S.C.; Birbilis, N. Additive manufacturing of titanium alloys for orthopedic applications: A materials science viewpoint. Adv. Eng. Mater. 2018, 20, 1800172. [Google Scholar] [CrossRef]
- Morsiya, C. A review on parameters affecting properties of biomaterial SS 316L. Aust. J. Mech. Eng. 2020, 20, 803–813. [Google Scholar] [CrossRef]
- Askari, E.; Flores, P.; Dabirrahmani, D.; Appleyard, R. A review of squeaking in ceramic total hip prostheses. Tribol. Int. 2016, 93, 239–256. [Google Scholar] [CrossRef]
- Wadood, A. Brief Overview on Nitinol as Biomaterial. Adv. Mater. Sci. Eng. 2016, 2016, 4173138. [Google Scholar] [CrossRef] [Green Version]
- Sachdeva, R.C.L.; Miyazaki, S.; Dughaish, Z. Nitinol as a biomedical material. In Encyclopedia of Materials: Science and Technology; Elsevier: Amsterdam, The Netherlands, 2001; pp. 6155–6160. [Google Scholar]
- Vojtěch, D.; Voděrová, M.; Kubásek, J.; Novák, P.; Šedá, P.; Michalcová, A.; Fojt, J.; Hanuš, J.; Mestek, O. Effects of short-time heat treatment and subsequent chemical surface treatment on the mechanical properties, low-cycle fatigue behavior and corrosion resistance of a Ni–Ti (50.9at.% Ni) biomedical alloy wire used for the manufacture of stents. Mater. Sci. Eng. A 2011, 528, 1864–1876. [Google Scholar] [CrossRef]
- Jukema, J.W.; Verschuren, J.J.; Ahmed, T.A.N.; Quax, P.H.A. Restenosis after PCI. Part 1: Pathophysiology and risk factors. Nat. Rev. Cardiol. 2012, 9, 53–62. [Google Scholar] [CrossRef]
- Vrtnik, S.; Wencka, M.; Jelen, A.; Kim, H.J.; Dolinšek, J. Coronary stent as a tubular flow heater in magnetic resonance imaging. J. Anal. Sci. Technol. 2015, 6, 1–10. [Google Scholar] [CrossRef] [Green Version]
- Shabalovskaya, S.; Anderegg, J.; Van Humbeeck, J. Critical overview of Nitinol surfaces and their modifications for medical applications. Acta Biomater. 2008, 4, 447–467. [Google Scholar] [CrossRef] [PubMed]
- Cazzagon, V.; Giubilato, E.; Pizzol, L.; Ravagli, C.; Doumett, S.; Baldi, G.; Blosi, M.; Brunelli, A.; Fito, C.; Huertas, F.; et al. Occupational risk of nano-biomaterials: Assessment of nano-enabled magnetite contrast agent using the BIORIMA Decision Support System. NanoImpact 2022, 25, 100373. [Google Scholar] [CrossRef] [PubMed]
- Hu, T.; Yang, J.; Cui, K.; Rao, Q.; Yin, T.; Tan, L.; Zhang, Y.; Li, Z.; Wang, G. Controlled slow-release drug-eluting stents for the prevention of coronary restenosis: Recent progress and future prospects. ACS Appl. Mater. Interfaces 2015, 7, 11695–11712. [Google Scholar] [CrossRef]
- Zilberman, M.; Elsner, J.J. Antibiotic-eluting medical devices for various applications. J. Control. Release 2008, 130, 202–215. [Google Scholar] [CrossRef] [PubMed]
- Pan, C.; Zhou, Z.; Yu, X. Coatings as the useful drug delivery system for the prevention of implant-related infections. J. Orthop. Surg. Res. 2018, 13, 220. [Google Scholar] [CrossRef] [Green Version]
- Kline, K.A.; Lewis, A.L. Gram-positive uropathogens, polymicrobial urinary tract infection, and the emerging microbiota of the urinary tract. In Urinary Tract Infections: Molecular Pathogenesis and Clinical Management; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2017; pp. 459–502. [Google Scholar]
- Ramachandran, G. Gram-positive and gram-negative bacterial toxins in sepsis: A brief review. Virulence 2014, 5, 213–218. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Khatoon, Z.; McTiernan, C.D.; Suuronen, E.J.; Mah, T.-F.; Alarcon, E.I. Bacterial biofilm formation on implantable devices and approaches to its treatment and prevention. Heliyon 2018, 4, e01067. [Google Scholar] [CrossRef] [Green Version]
- Kreve, S.; Reis, A.C.D. Bacterial adhesion to biomaterials: What regulates this attachment? A review. Jpn. Dent. Sci. Rev. 2021, 57, 85–96. [Google Scholar] [CrossRef]
- Han, A.; Tsoi, J.K.H.; Rodrigues, F.P.; Leprince, J.G.; Palin, W.M. Bacterial adhesion mechanisms on dental implant surfaces and the influencing factors. Int. J. Adhes. Adhes. 2016, 69, 58–71. [Google Scholar] [CrossRef] [Green Version]
- Moradi, M.; Song, Z.; Nie, X.; Yan, M.; Hu, F.Q. Investigation of bacterial attachment and biofilm formation of two different Pseudoalteromonas species: Comparison of different methods. Int. J. Adhes. Adhes. 2016, 65, 70–78. [Google Scholar] [CrossRef]
- Elbourne, A.; Chapman, J.; Gelmi, A.; Cozzolino, D.; Crawford, R.J.; Truong, V.K. Bacterial-nanostructure interactions: The role of cell elasticity and adhesion forces. J. Colloid. Interface Sci. 2019, 546, 192–210. [Google Scholar] [PubMed]
- Ren, Y.; Wang, C.; Chen, Z.; Allan, E.; van der Mei, H.C.; Busscher, H.J. Emergent heterogeneous microenvironments in biofilms: Substratum surface heterogeneity and bacterial adhesion force-sensing. FEMS Microbiol. Rev. 2018, 42, 259–272. [Google Scholar] [CrossRef] [Green Version]
- Straub, H.; Bigger, C.M.; Valentin, J.; Abt, D.; Qin, X.H.; Eberl, L.; Maniura-Weber, K.; Ren, Q. Bacterial adhesion on soft materials: Passive physicochemical interactions or active bacterial mechanosensing? Adv. Healthc. Mater. 2019, 8, 1801323. [Google Scholar] [CrossRef] [PubMed]
- Ong, Y.L.; Razatos, A.; Georgiou, G.; Sharma, M.M. Adhesion forces between E-coli bacteria and biomaterial surfaces. Langmuir 1999, 15, 2719–2725. [Google Scholar] [CrossRef]
- Lu, A.; Gao, Y.; Jin, T.; Luo, X.; Zeng, Q.; Shang, Z. Effects of surface roughness and texture on the bacterial adhesion on the bearing surface of bio-ceramic joint implants: An in vitro study. Ceram. Int. 2020, 46, 6550–6559. [Google Scholar] [CrossRef]
- Kandi, V.; Vadakedath, S. Implant-associated infections: A review of the safety of cardiac implants. Cureus 2020, 12, 12. [Google Scholar] [CrossRef] [PubMed]
- Zhao, Q.; Liu, Y.; Wang, C.; Wang, S.; Peng, N.; Jeynes, C. Reduction of bacterial adhesion on ion-implanted stainless steel surfaces. Med. Eng. Phys. 2008, 30, 341–349. [Google Scholar] [CrossRef] [PubMed]
- Wu, H.; Zhang, X.; He, X.; Li, M.; Huang, X.; Hang, R.; Tang, B. Wear and corrosion resistance of anti-bacterial Ti-Cu-N coatings on titanium implants. Appl. Surf. Sci. 2014, 317, 614–621. [Google Scholar] [CrossRef]
- Thakur, A.; Kumar, A.; Kaya, S.; Marzouki, R.; Zhang, F.; Guo, L. Recent advancements in surface modification, characterization and functionalization for enhancing the biocompatibility and corrosion resistance of biomedical implants. Coatings 2022, 12, 1459. [Google Scholar] [CrossRef]
- Yamaguchi, H.; Graziano, A.A. Surface finishing of cobalt chromium alloy femoral knee components. CIRP Ann. 2014, 63, 309–312. [Google Scholar] [CrossRef]
- Choopani, Y.; Khajehzadeh, M.; Razfar, M.R. Using inverse replica fixture technique for improving nano-finishing of hip joint implant in abrasive flow finishing process. Int. J. Adv. Manuf. Technol. 2020, 110, 3035–3050. [Google Scholar] [CrossRef]
- Kumar, S.; Jain, V.; Sidpara, A. Nanofinishing of freeform surfaces (knee joint implant) by rotational-magnetorheological abrasive flow finishing (R-MRAFF) process. Precis. Eng. 2015, 42, 165–178. [Google Scholar] [CrossRef]
- Tan, L.; Dodd, R.A.; Crone, W.C. Corrosion and wear-corrosion behavior of NiTi modified by plasma source ion implantation. Biomaterials 2003, 24, 3931–3939. [Google Scholar] [CrossRef] [PubMed]
- Oliveira, R.M.; Fernandes, B.B.; Carreri, F.C.; Gonçalves, J.A.N.; Ueda, M.; Silva, M.M.N.F.; Silva, M.M.; Pichon, L.; Camargo, E.N.; Otubo, J. Surface modification of NiTi by plasma based ion implantation for application in harsh environments. Appl. Surf. Sci. 2012, 263, 763–768. [Google Scholar] [CrossRef]
- Krishnan, M.; Saraswathy, S.; Sukumaran, K.; Abraham, K.M. Effect of ion-implantation on surface characteristics of nickel titanium and titanium molybdenum alloy arch wires. Biomed. Mater. Eng. 2013, 24, 411. [Google Scholar] [CrossRef]
- Park, C.-H.; Tijing, L.D.; Pant, H.R.; Kim, C.S. Engineering. Effect of laser polishing on the surface roughness and corrosion resistance of nitinol stents. Biomed. Mater. Eng. 2015, 25, 67–75. [Google Scholar]
- Giacomelli, F.; Giacomelli, C.; De Oliveira, A.; Spinelli, A. Effect of electrolytic ZrO2 coatings on the breakdown potential of NiTi wires used as endovascular implants. Biomed. Mater. Eng. 2005, 59, 754–758. [Google Scholar] [CrossRef]
- Lopes, N.I.A.; Henrique Jardim Freire, N.; Resende, P.D.; Santos, L.A.; Buono, V.T.L. Electrochemical deposition and characterization of ZrO2 ceramic nanocoatings on superelastic NiTi alloy. Appl. Surf. Sci. 2018, 450, 21–30. [Google Scholar] [CrossRef]
- Solheid, J.S.; Mohanty, S.; Bayat, M.; Wunsch, T.; Weidler, P.G.; Seifert, H.J.; Pfleging, W. Laser polishing of additively manufactured Ti-6Al-4V: Microstructure evolution and material properties. J. Laser Appl. 2020, 32, 022019. [Google Scholar] [CrossRef]
- Lopes, N.I.d.A.; Freire, N.H.J.; Resende, P.D.; Silva, J.D.; Santos, L.d.A.; Béclin, F.; Buono, V.T. ToF-SIMS Characterization of Nanostructured ZrO2 Coatings Applied to Near Equiatomic Ni-Ti Alloy. Mater. Res. 2019, 22, e20190189. [Google Scholar] [CrossRef] [Green Version]
- Roccaforte, F.; Giannazzo, F.; Greco, G. Ion Implantation Doping in Silicon Carbide and Gallium Nitride Electronic Devices. Micro 2022, 2, 23–53. [Google Scholar] [CrossRef]
- White, N.R. Ion sources for use in ion implantation. In Nuclear Instruments and Methods in Physics Research Section B: Beam Interactions with Materials and Atoms; Elsevier: Amsterdam, The Netherlands, 1989; Volume 37–38, pp. 78–86. [Google Scholar]
- Current, M.; Jose, S.; Ca, N. Safety Issues in Ion Implantation for Fabrication of Semiconductor Materials and Devices. In Proceedings of the Health Physics Society, Portland, OR, USA, 8–12 July 2007. [Google Scholar]
- Liaw, J.J.L.; Park, J.H.; Wang, S.H.; Tsai, B.M.Y. Integrating autotransplantation into the orthodontic treatment of an adolescent patient with mutilated dentition. AJO-DO Clin. Companion 2021, 1, 207–217. [Google Scholar] [CrossRef]
- Petrini, L.; Migliavacca, F. Biomedical applications of shape memory alloys. J. Metall. 2011, 2011, 501483. [Google Scholar] [CrossRef]
- McKnight, R.R.; Lee, S.K.; Gaston, R.G. Biomechanical Properties of Nitinol Staples: Effects of Troughing, Effective Leg Length, and 2-Staple Constructs. J. Hand. Surg. 2019, 44, 520.e1–520.e9. [Google Scholar] [CrossRef] [PubMed]
- Ahlawat, S.K.; Al-Kawas, F.H. Endoscopes, Guidewires, and Accessories. In ERCP, 3rd ed.; Baron, T.H., Kozarek, R.A., Carr-Locke, D.L., Eds.; Elsevier: Philadelphia, PA, USA, 2019; pp. 30–43.e31. [Google Scholar]
- Stoeckel, D.; Pelton, A.; Duerig, T. Self-expanding Nitinol stents for the treatment of vascular disease. In Shape Memory Alloys for Biomedical Applications; Woodhead Publishing: Sawston, UK, 2009; pp. 237–256. [Google Scholar]
- Sahoo, J.; Sarkhel, S.; Mukherjee, N.; Jaiswal, A. Nanomaterial-Based Antimicrobial Coating for Biomedical Implants: New Age Solution for Biofilm-Associated Infections. ACS. Omega 2022, 7, 45962–45980. [Google Scholar] [CrossRef] [PubMed]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| No. | Element | Ni | Ti | Total |
|---|---|---|---|---|
| NiTi wire (Ø 400 μm) | Chemical composition | 58.28 | 41.72 | 100 |
| NiTi wire (Ø 200 μm) | Chemical composition | 58.66 | 41.34 | 100 |
| Parameter | Value |
|---|---|
| Samples | Biomedical grade NiTi wires (dimension: Ø 200 μm, Ø 400 μm) |
| Polishing abrasive tools | Fe micron powder (Fe#200): 0.8 g PCD micro-tools: 1.0 g Grape seed oil (GSO): 400 µL |
| PCD micro-tools | Grain size: 1, 3, 6 μm |
| Rotational speeds | 600, 1200, 1800 rpm |
| Finishing gap | 5 mm |
| Vibration of polishing tools | Frequency (f): 10-Hz Amplitude (a): 3 mm |
| Type of magnet | Neodymium magnet (Nd-Fe-B) |
| Polishing times | 0, 30, 60, 90, 120, 150 s |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jang, S.R.; Suh, I.W.; Heng, L. Nanoscale Polishing Technique of Biomedical Grade NiTi Wire by Advanced MAF Process: Relationship between Surface Roughness and Bacterial Adhesion. J. Funct. Biomater. 2023, 14, 177. https://doi.org/10.3390/jfb14040177
Jang SR, Suh IW, Heng L. Nanoscale Polishing Technique of Biomedical Grade NiTi Wire by Advanced MAF Process: Relationship between Surface Roughness and Bacterial Adhesion. Journal of Functional Biomaterials. 2023; 14(4):177. https://doi.org/10.3390/jfb14040177
Chicago/Turabian StyleJang, Se Rim, Il Won Suh, and Lida Heng. 2023. "Nanoscale Polishing Technique of Biomedical Grade NiTi Wire by Advanced MAF Process: Relationship between Surface Roughness and Bacterial Adhesion" Journal of Functional Biomaterials 14, no. 4: 177. https://doi.org/10.3390/jfb14040177