Mechanical Characterization on Solvent Treated Cellulose Nanofiber Preforms Using Solution Dipping–Hot Press Technique


Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
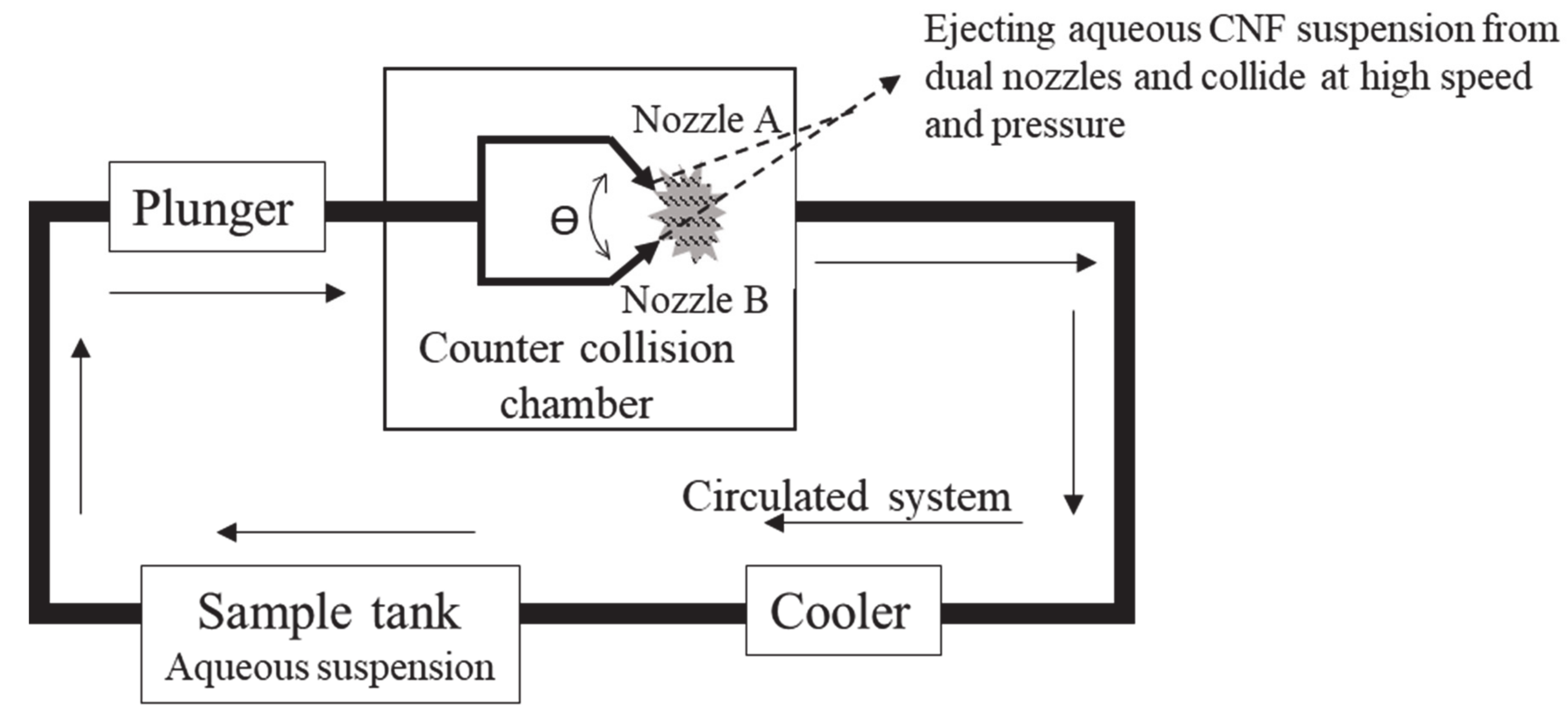
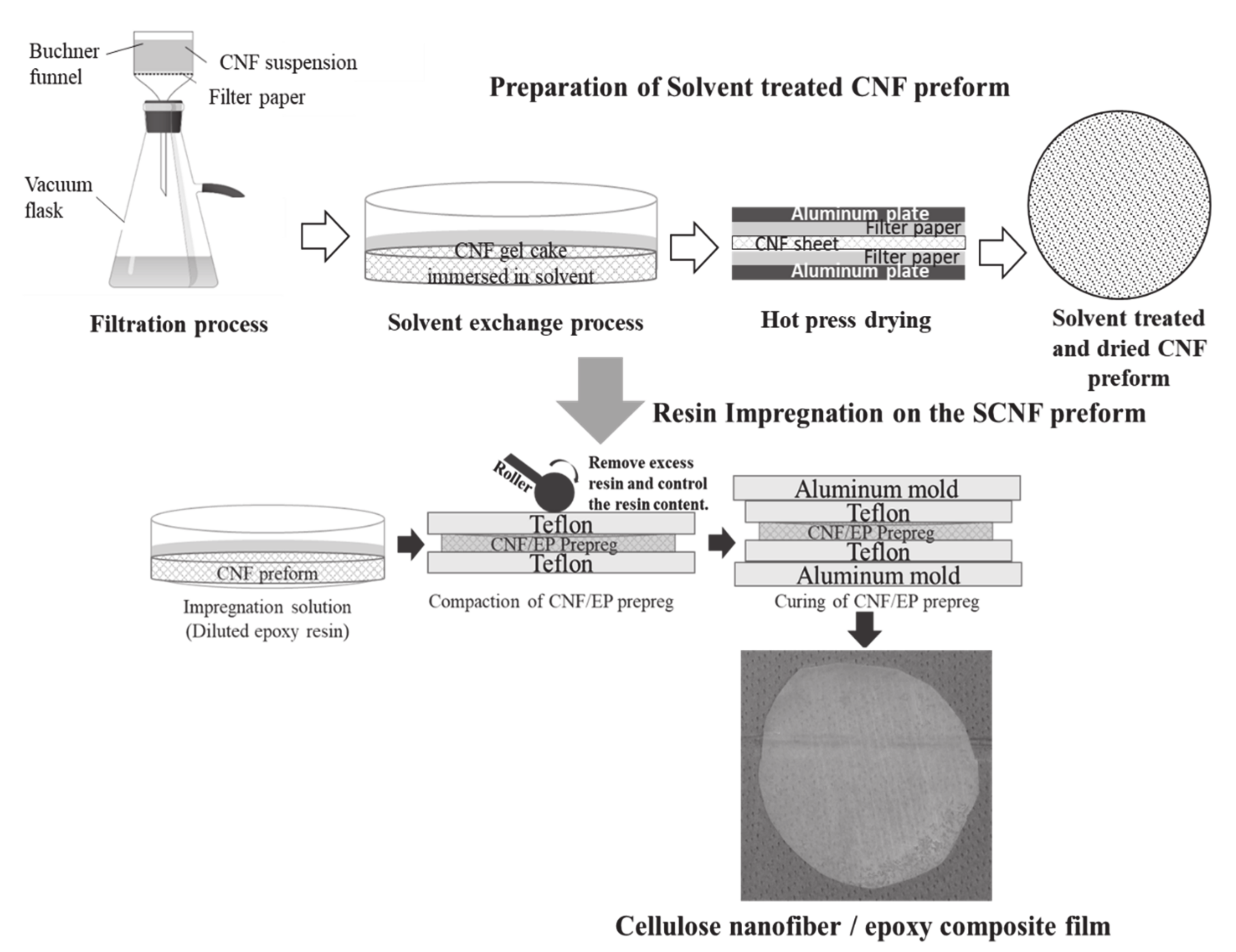
2.2. CNF Preform Preparation
2.3. Impregnation Solution Preparation
2.4. Preparation of CNF/Epoxy Nanocomposite Films
3. Results
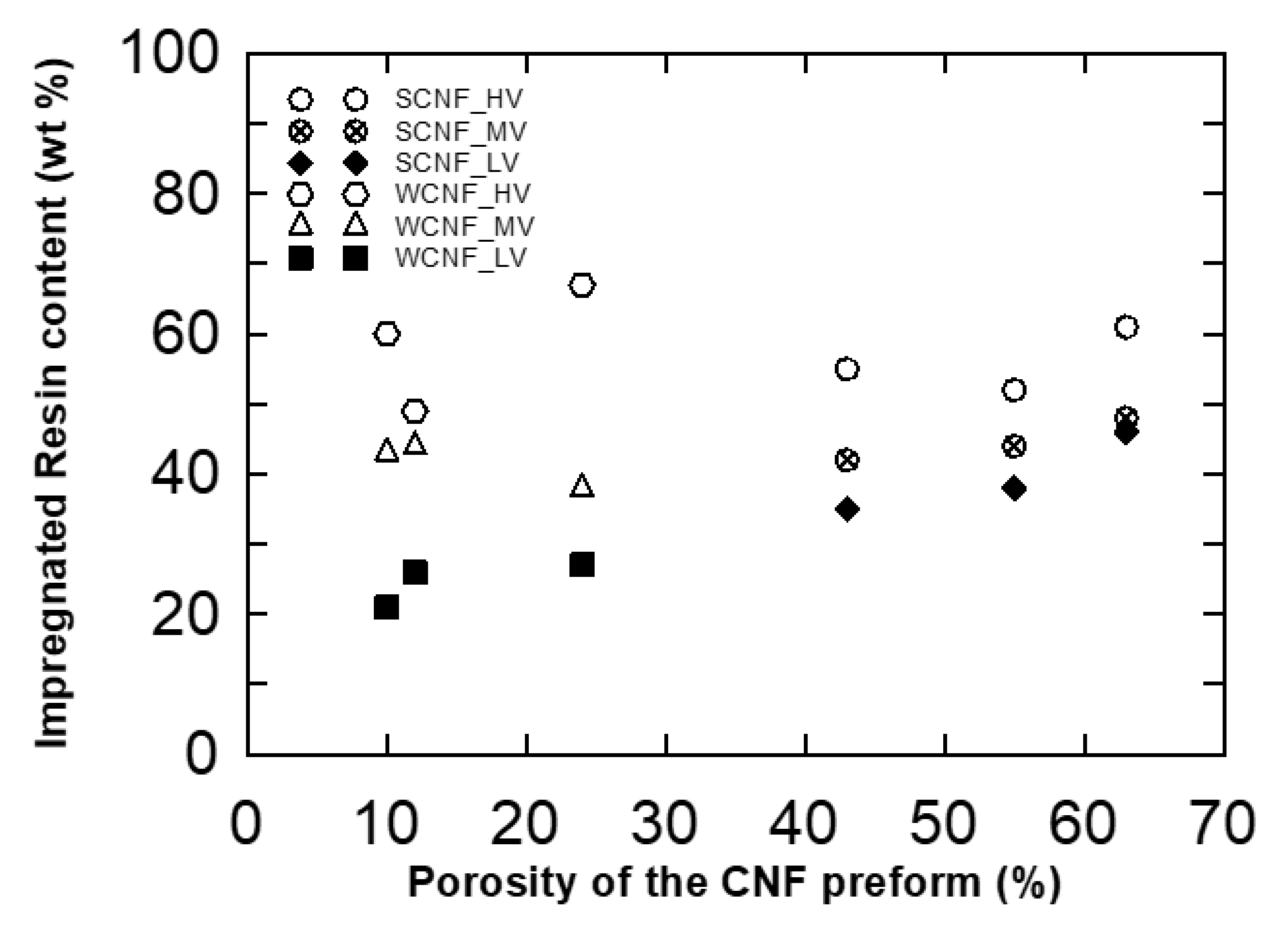
3.1. Resin Impregantion of Solvent Treated CNF Preforms
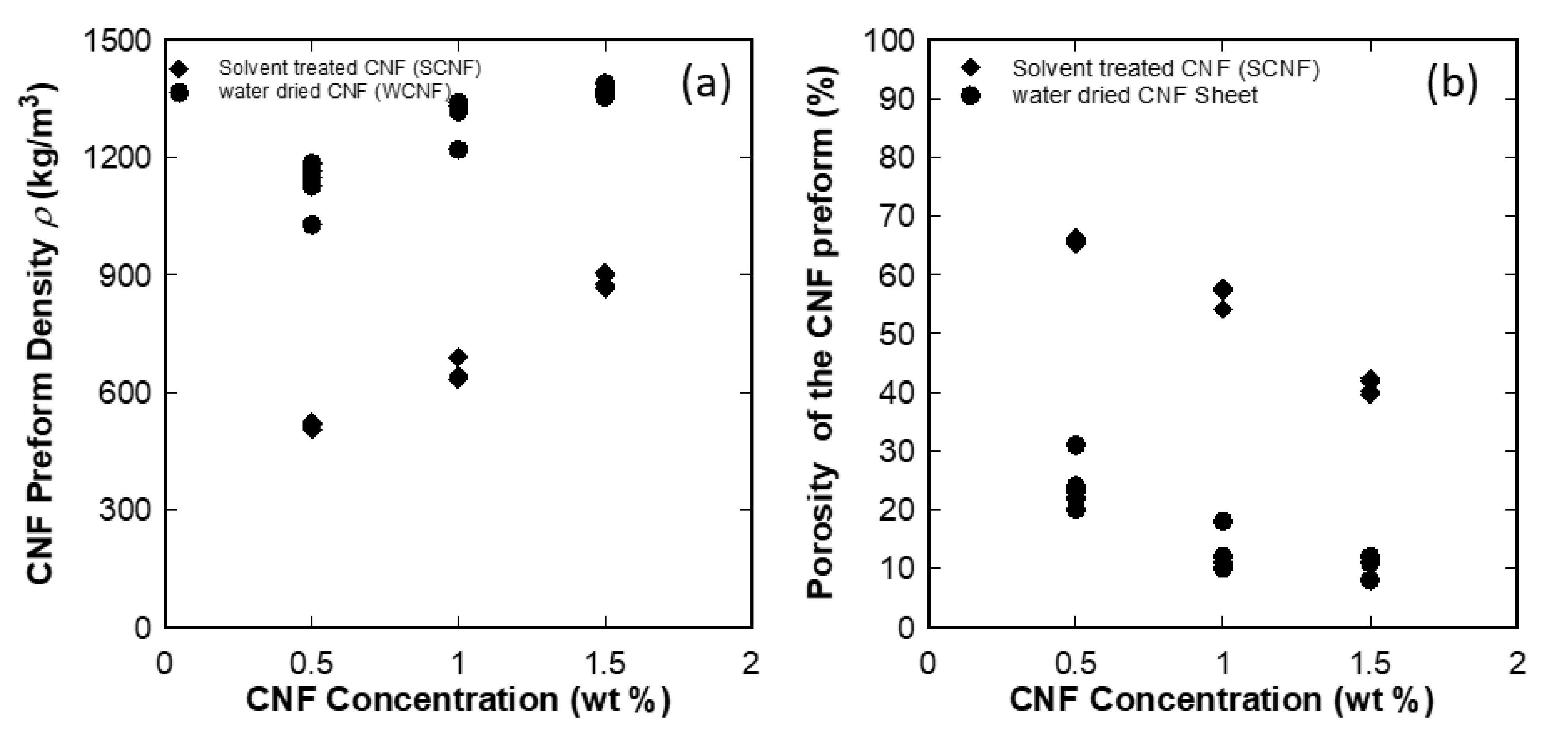
3.2. Measurement of Physical Properties of CNF Epoxy Nanocomposites
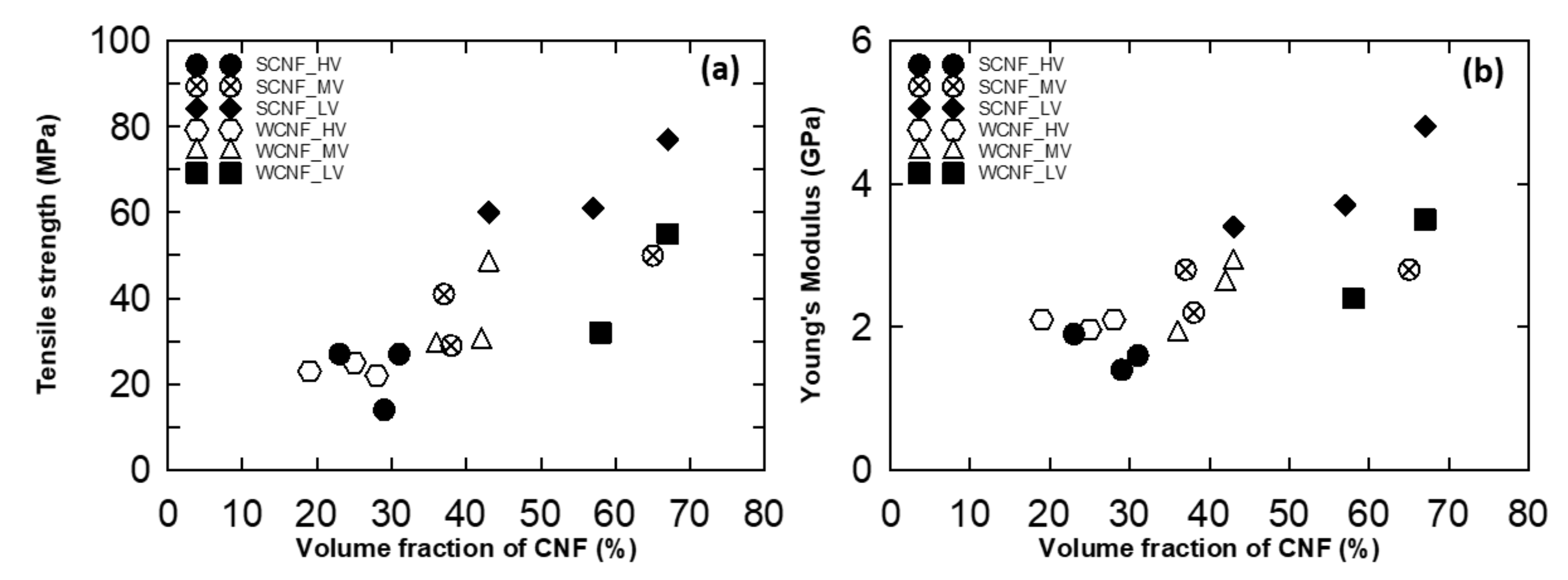
3.3. Tensile Test
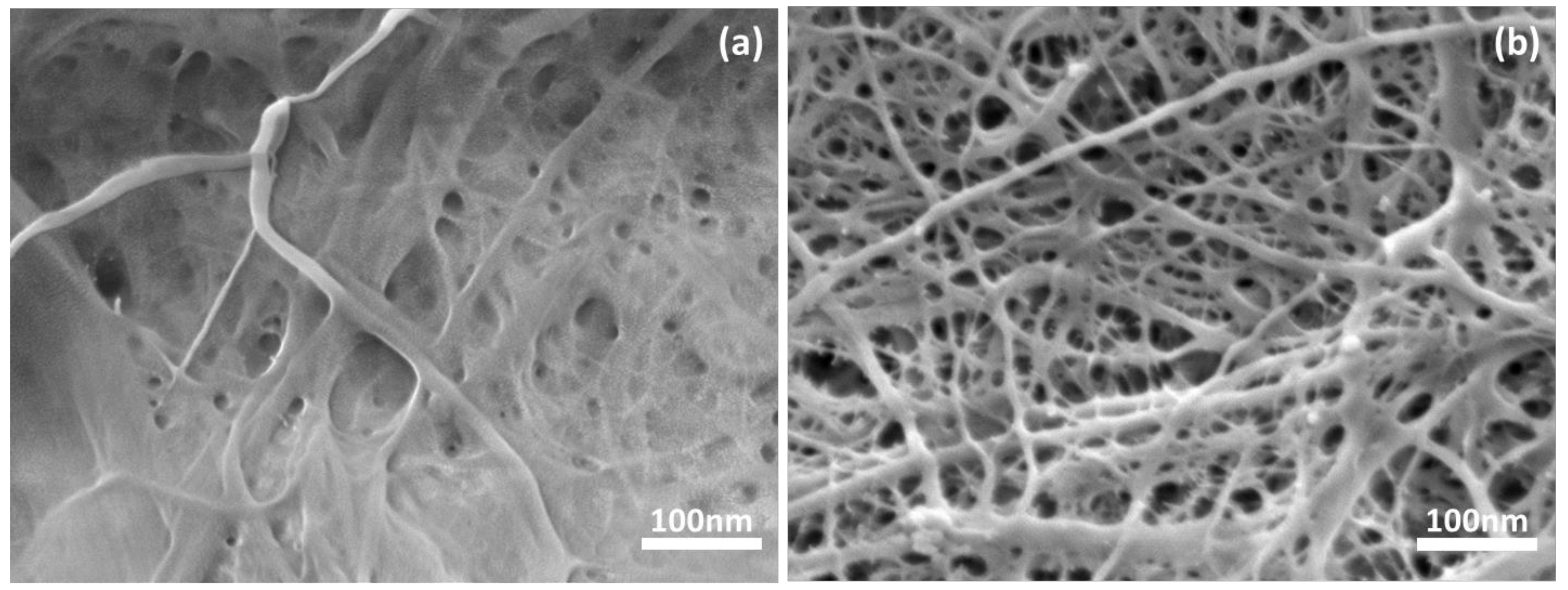
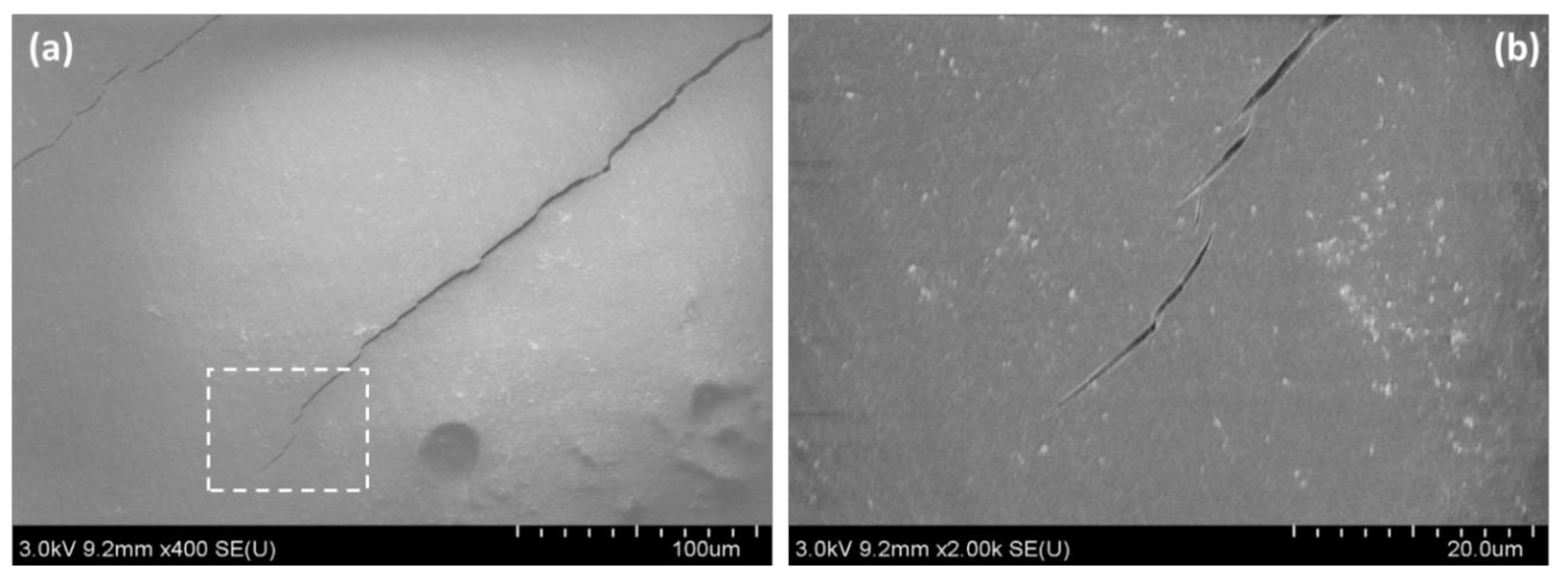
3.4. Field-Emission Scanning Electron Microscope (FE-SEM)
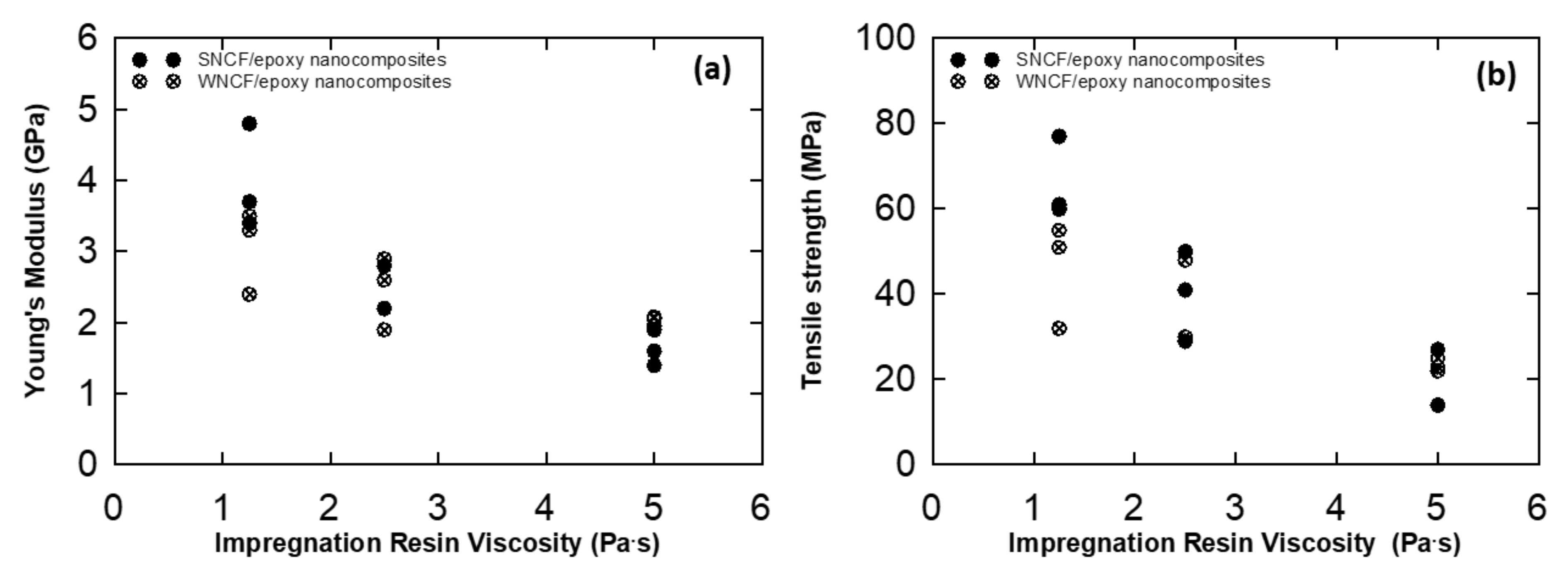
3.5. Mechanical Properties
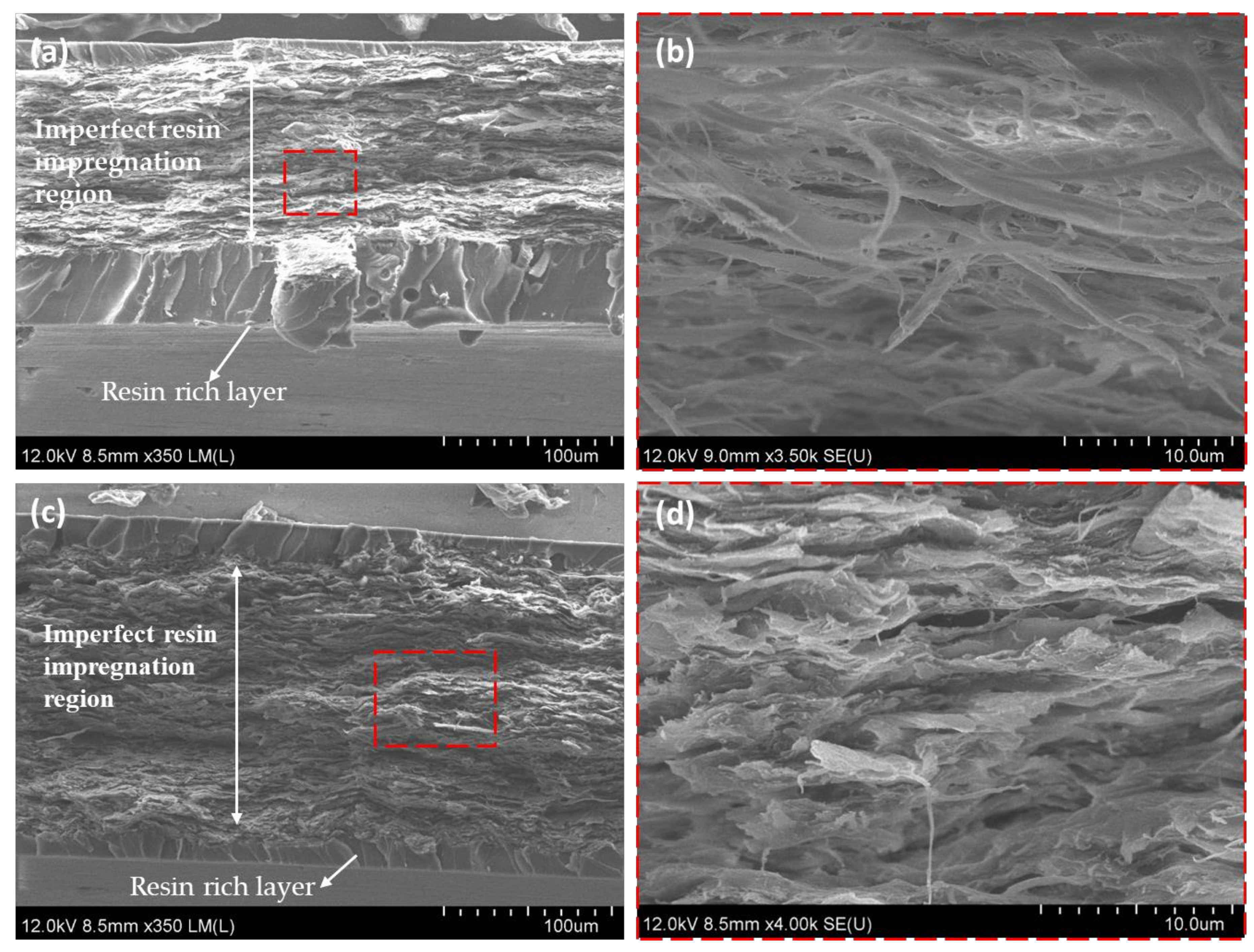
3.6. Fracture Surface of CNF Epoxy Nanocomposites
4. Discussion
4.1. Effect of Fabrication Parameters on Mechanical Properties of CNF/Epoxy Nanocomposites
4.2. Failure Mechanism of CNF/Epoxy Nanocomposite Films
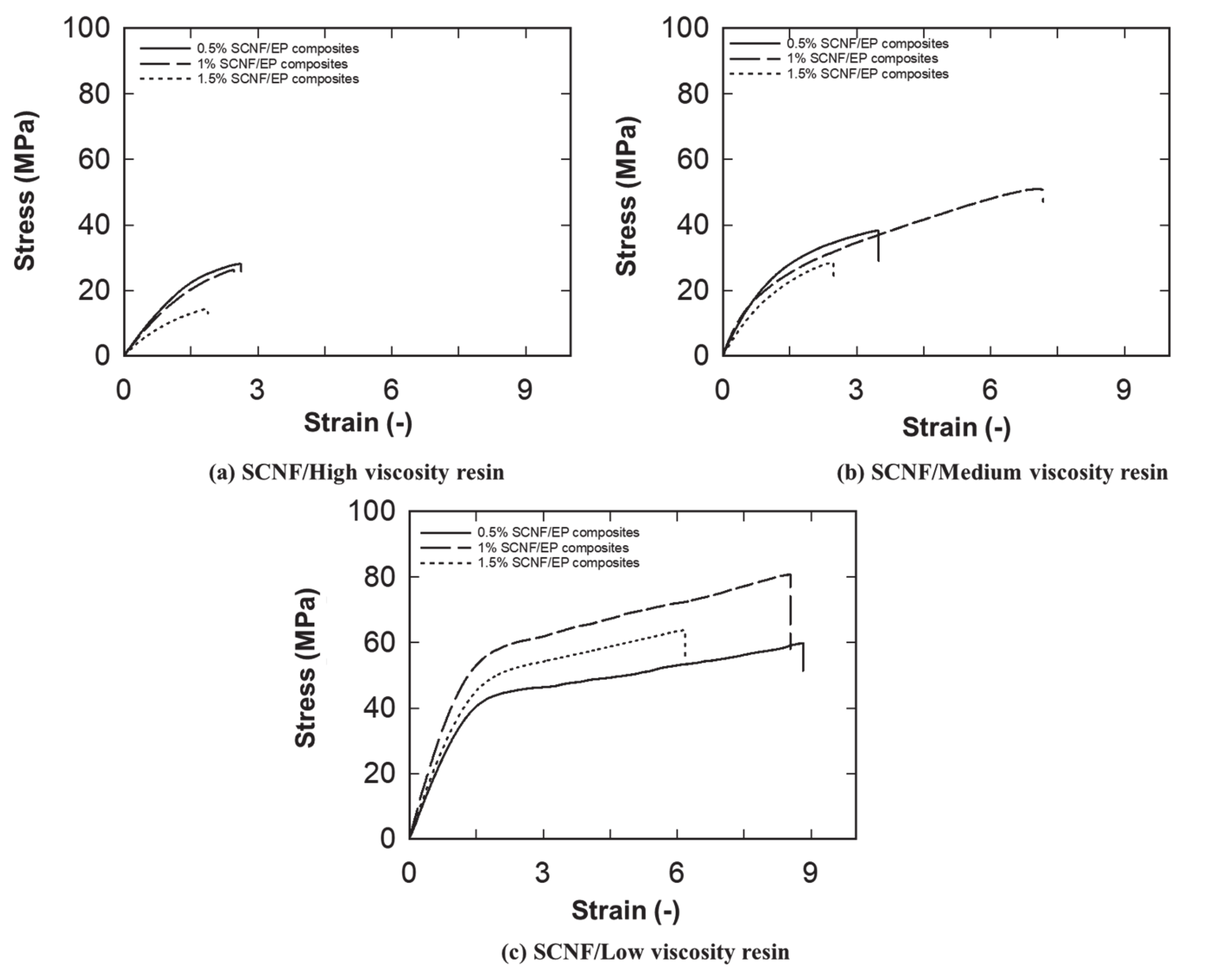
4.3. Stress–Strain Behavior of CNF/Epoxy Nanocomposite Films
5. Conclusions
Supplementary Materials
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Neto, W.P.F.; Silvério, H.A.; Dantas, N.O.; Pasquini, D. Extraction and characterization of cellulose nanocrystals from agro-industrial residue – Soy hulls. Ind. Crop. Prod. 2013, 42, 480–488. [Google Scholar] [CrossRef]
- Brinchi, L.; Cotana, F.; Fortunati, E.; Kenny, J.M. Production of nanocrystalline cellulose from lignocellulosic biomass: Technology and applications. Carbohydr. Polym. 2013, 94, 154–169. [Google Scholar] [CrossRef] [PubMed]
- Khalil, H.A.; Davoudpour, Y.; Islam, N.; Mustapha, A.; Sudesh, K.; Dungani, R.; Jawaid, M. Production and modification of nanofibrillated cellulose using various mechanical processes: A review. Carbohydr. Polym. 2014, 99, 649–665. [Google Scholar] [CrossRef] [PubMed]
- Mtibe, A.; Linda, Z.; Linganisoa, L.Z.; Mathew, A.P.; Oksman, K.; John, M.J.; Anandjiwala, R.D. A comparative study on properties of micro and nanopapers produced from cellulose and cellulose nanofibers. Carbohydr. Polym. 2015, 118, 1–8. [Google Scholar] [CrossRef] [PubMed]
- Saito, T.; Nishiyama, Y.; Putaux, J.-L.; Vignon, M.; Isogai, A. Homogeneous suspensions of individualized microfibrils from TEMPO-catalyzed oxidation of native cellulose. Biomacromolecules 2006, 7, 1687–1691. [Google Scholar] [CrossRef] [PubMed]
- Iwamoto, S.; Nakagaito, A.; Yano, H. Nano-fibrillation of pulp fibers for the processing of transparent nanocomposites. Appl. Phys. A 2007, 89, 461–466. [Google Scholar] [CrossRef]
- Abe, K.; Iwamoto, S.; Yano, H. Obtaining cellulose nanofibers with a uniform width of 15 nm from wood. Biomacromolecules 2007, 8, 3276–3278. [Google Scholar] [CrossRef]
- Kondo, T.; Kose, R.; Naito, H.; Kasai, W. Aqueous counter collision using paired water jets as a novel means of preparing bio-nanofibers. Carbohydr. Polym. 2014, 112, 284–290. [Google Scholar] [CrossRef]
- Nakagaito, A.; Yano, H. Novel high-strength biocomposites based on microfibrillated cellulose having nano-order-unit web-like network structure. Appl. Phys. A 2005, 80, 155–159. [Google Scholar] [CrossRef]
- Oksman, A.K.; Aitomäki, Y.; Mathew, A.P.; Siqueira, G.; Zhou, Q.; Butylina, S.; Tanpichai, S.; Zhou, X.; Hooshmand, S. Review of the recent developments in cellulose nanocomposite processing. Compos. Part A: Appl. Sci. Manuf. 2016, 83, 2–18. [Google Scholar] [CrossRef]
- Qing, Y.; Sabo, R.; Cai, Z.; Wu, Y. Resin impregnation of cellulose nanofibril films facilitated by water swelling. Cellulose 2013, 20, 303–313. [Google Scholar] [CrossRef]
- Jiang, S.; Chen, Y.; Duan, G.; Mei, C.; Duan, G.; Agarwal, S. Electrospun nanofiber reinforced composites: a review. Polym. Chem. 2018, 9, 2685–2720. [Google Scholar] [CrossRef]
- Barari, B.; Ellingham, T.; Qamhia, I.; Pillai, K.M.; Elhajjar, R.; Turng, L.-S.; Sabo, R.; Ghamhia, I.I. Mechanical characterization of scalable cellulose nano-fiber based composites made using liquid composite molding process. Compos. Part B: Eng. 2016, 84, 277–284. [Google Scholar] [CrossRef]
- Chirayil, C.J.; Joy, J.; Mathew, L.; Koetz, J.; Thomas, S. Nanofibril reinforced unsaturated polyester nanocomposites: Morphology, mechanical and barrier properties, viscoelastic behavior and polymer chain confinement. Ind. Crop. Prod. 2014, 56, 246–254. [Google Scholar] [CrossRef]
- Chirayil, C.J.; Mathew, L.; Hassan, P.; Mozetic, M.; Thomas, S. Rheological behaviour of nanocellulose reinforced unsaturated polyester nanocomposites. Int. J. Boil. Macromol. 2014, 69, 274–281. [Google Scholar] [CrossRef]
- Ansari, F.; Galland, S.; Johansson, M.; Plummer, C.J.; Berglund, L.A. Cellulose nanofiber network for moisture stable, strong and ductile biocomposites and increased epoxy curing rate. Compos. Part A: Appl. Sci. Manuf. 2014, 63, 35–44. [Google Scholar] [CrossRef]
- Ansari, F.; Skrifvars, M.; Berglund, L. Nanostructured biocomposites based on unsaturated polyester resin and a cellulose nanofiber network. Compos. Sci. Technol. 2015, 117, 298–306. [Google Scholar] [CrossRef]
- Lu, J.; Askeland, P.; Drzal, L.T. Surface modification of microfibrillated cellulose for epoxy composite applications. Polym. 2008, 49, 1285–1296. [Google Scholar] [CrossRef]
- Tang, L.; Weder, C. Cellulose whisker/epoxy resin nanocomposites. ACS Appl. Mater Interfaces. 2010, 2, 1073–1080. [Google Scholar] [CrossRef]
- Shibata, M.; Nakai, K. Preparation and properties of biocomposites composed of bio-based epoxy resin, tannic acid, and microfibrillated cellulose. J. Polym. Sci. Part B: Polym. Phys. 2010, 48, 425–433. [Google Scholar] [CrossRef]
- Nakagaito, A.N.; Yano, H. The effect of fiber content on the mechanical and thermal expansion properties of biocomposites based on microfibrillated cellulose. Cellulose 2008, 15, 555–559. [Google Scholar] [CrossRef]
- Nissilä, T.; Hietala, M.; Oksman, A.K. A method for preparing epoxy-cellulose nanofiber composites with an oriented structure. Compos. Part A: Appl. Sci. Manuf. 2019, 125, 105515. [Google Scholar] [CrossRef]
- Stachewicz, U.; Modaresifar, F.; Bailey, R.J.; Peijs, T.; Barber, A. Manufacture of void-free electrospun polymer nanofiber composites with optimized mechanical properties. ACS Appl. Mater. Interfaces 2012, 4, 2577–2582. [Google Scholar] [CrossRef] [PubMed]
- Devendran, T.; Yuta, S.; Yoshinobu, S.; Keiichiro, T.; Tomoyuki, F. Preparation and characterisation of cellulose nanofiber sheet, in proceeding of the 10th International Conference on Green Composites, Quanzhou, China, 7–8 November 2018; 2.
- Sehaqui, H.; Zhou, Q.; Ikkala, O.; Berglund, L.A. Strong and tough cellulose nanopaper with high specific surface area and porosity. Biomacromolecules 2011, 12, 3638–3644. [Google Scholar] [CrossRef]
- Daelemans, L.; Van Der Heijden, S.; De Baere, I.; Rahier, H.; Van Paepegem, W.; De Clerck, K. Damage-resistant composites using electrospun nanofibers: a multiscale analysis of the toughening mechanisms. ACS Appl. Mater. Interfaces 2016, 8, 11806–11818. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample name | Epoxy resin (wt %) | Hardener (wt %) | Diluent (wt %) | Measured Viscosity (Pa·s) |
|---|---|---|---|---|
| HV | 70 | 20 | 10 | 5 |
| MV | 80 | 10 | 10 | 2.5 |
| LV | 70 | 10 | 20 | 1.25 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Thirunavukarasu, D.; Shimamura, Y.; Tohgo, K.; Fujii, T. Mechanical Characterization on Solvent Treated Cellulose Nanofiber Preforms Using Solution Dipping–Hot Press Technique. Nanomaterials 2020, 10, 841. https://doi.org/10.3390/nano10050841
Thirunavukarasu D, Shimamura Y, Tohgo K, Fujii T. Mechanical Characterization on Solvent Treated Cellulose Nanofiber Preforms Using Solution Dipping–Hot Press Technique. Nanomaterials. 2020; 10(5):841. https://doi.org/10.3390/nano10050841
Chicago/Turabian StyleThirunavukarasu, Devendran, Yoshinobu Shimamura, Keiichiro Tohgo, and Tomoyuki Fujii. 2020. "Mechanical Characterization on Solvent Treated Cellulose Nanofiber Preforms Using Solution Dipping–Hot Press Technique" Nanomaterials 10, no. 5: 841. https://doi.org/10.3390/nano10050841
APA StyleThirunavukarasu, D., Shimamura, Y., Tohgo, K., & Fujii, T. (2020). Mechanical Characterization on Solvent Treated Cellulose Nanofiber Preforms Using Solution Dipping–Hot Press Technique. Nanomaterials, 10(5), 841. https://doi.org/10.3390/nano10050841