
Manufacturing and Joining PP/NBR Blends in the Presence of Dual Compatibilizer and Halloysite Nanotubes


Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials and Composite Preparation
2.2. Experimental Procedure
2.3. Characterization
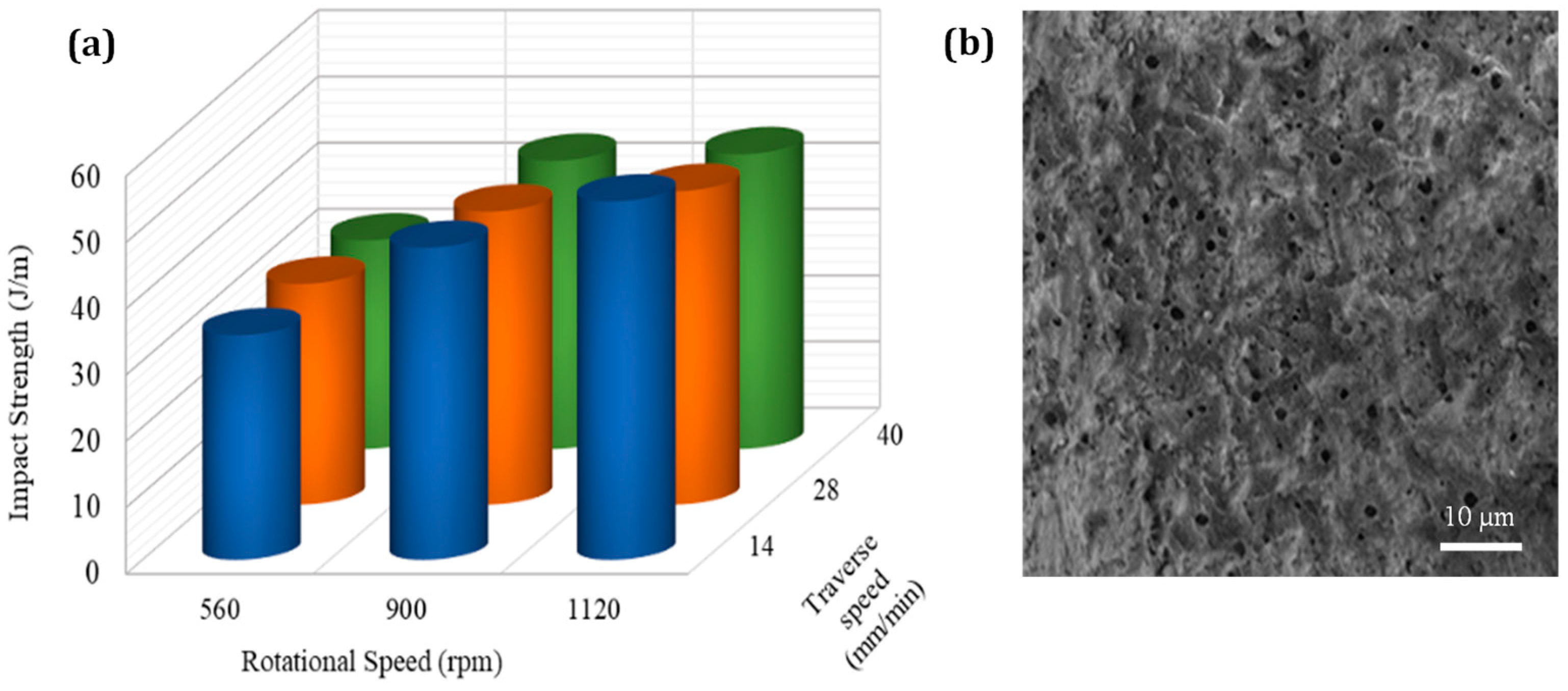
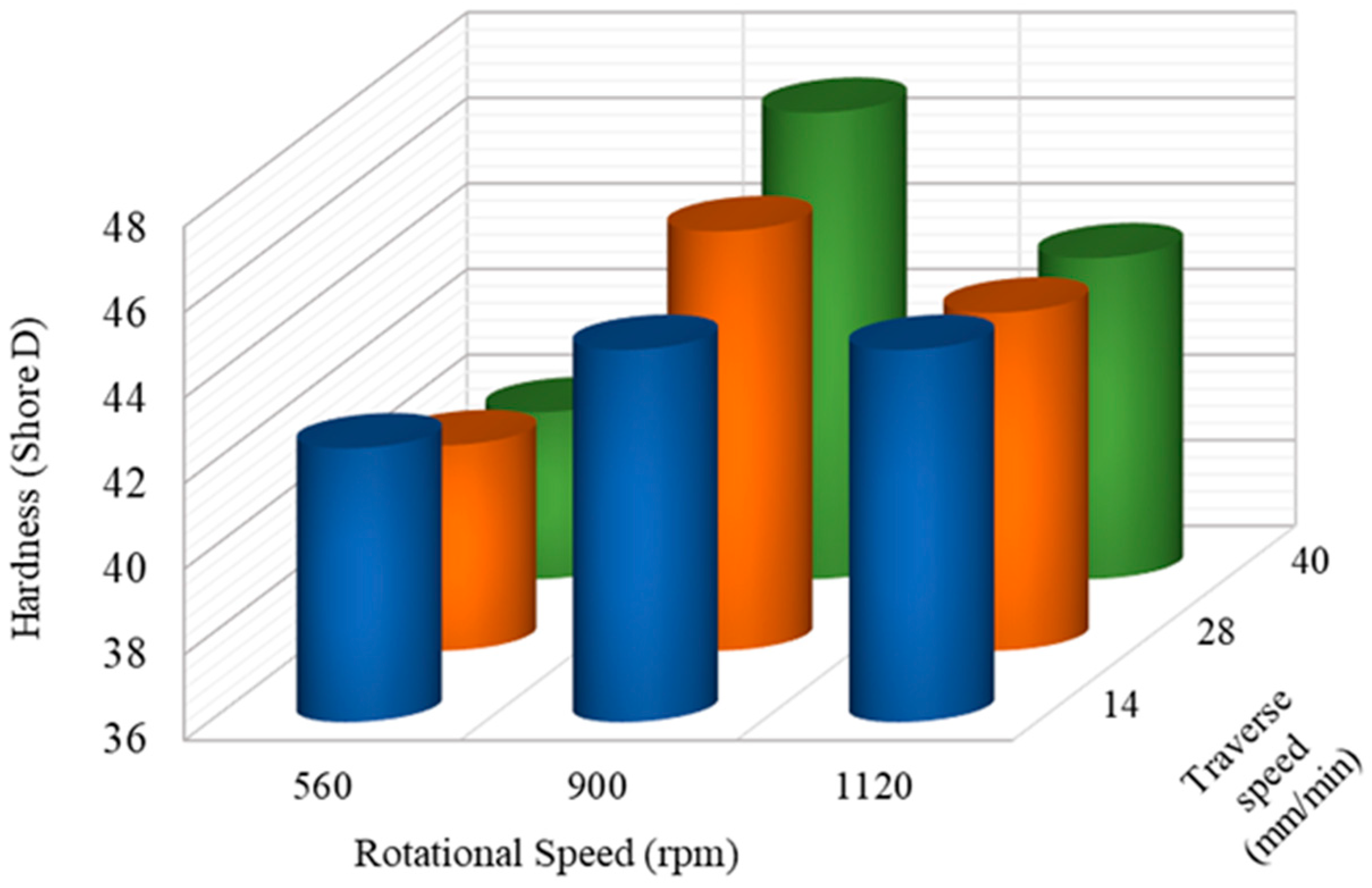
3. Results and Discussion
Confirmation Tests
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Sharma, S.; Nayak, S. Surface modified clay/polypropylene (PP) nanocomposites: Effect on physico-mechanical, thermal and morphological properties. Polym. Degrad. Stab. 2009, 94, 132–138. [Google Scholar] [CrossRef]
- Varvarenko, S.; Voronov, A.; Samaryk, V.; Tarnavchyk, I.; Roiter, Y.; Minko, S.; Nosova, N.; Kohut, A.; Voronov, S. Polyolefin surface activation by grafting of functional polyperoxide. React. Funct. Polym. 2011, 71, 210–218. [Google Scholar] [CrossRef]
- Nosova, N.; Roiter, Y.; Samaryk, V.; Varvarenko, S.; Stetsyshyn, Y.; Minko, S.; Stamm, M.; Voronov, S. Polypropylene surface peroxidation with heterofunctional polyperoxides. In Macromolecular Symposia; Wiley Online Library: Hoboken, NJ, USA, 2004; pp. 339–348. [Google Scholar]
- Liu, M.; Guo, B.; Lei, Y.; Du, M.; Jia, D. Benzothiazole sulfide compatibilized polypropylene/halloysite nanotubes composites. Appl. Surf. Sci. 2009, 255, 4961–4969. [Google Scholar] [CrossRef]
- Liu, M.; Jia, Z.; Jia, D.; Zhou, C. Recent advance in research on halloysite nanotubes-polymer nanocomposite. Prog. Polym. Sci. 2014, 39, 1498–1525. [Google Scholar] [CrossRef]
- Jordan, J.; Jacob, K.I.; Tannenbaum, R.; Sharaf, M.A.; Jasiuk, I. Experimental trends in polymer nanocomposites—A review. Mater. Sci. Eng. A 2005, 393, 1–11. [Google Scholar] [CrossRef]
- Joseph, A.; George, S.; Joseph, K.; Thomas, S. Melting and crystallization behaviors of isotactic polypropylene/acrylonitrile–butadiene rubber blends in the presence and absence of compatibilizers and fillers. J. Appl. Polym. Sci. 2006, 102, 2067–2080. [Google Scholar] [CrossRef]
- George, S.; Varughese, K.; Thomas, S. Thermal and crystallisation behaviour of isotactic polypropylene/nitrile rubber blends. Polymer 2000, 41, 5485–5503. [Google Scholar] [CrossRef]
- George, J.; Joseph, R.; Thomas, S.; Varughese, K. High density polyethylene/acrylonitrile butadiene rubber blends: Morphology, mechanical properties, and compatibilization. J. Appl. Polym. Sci. 1995, 57, 449–465. [Google Scholar] [CrossRef]
- Patel, A.C.; Brahmbhatt, R.B.; Sarawade, B.; Devi, S. Morphological and mechanical properties of PP/ABS blends compatibilized with PP-g-acrylic acid. J. Appl. Polym. Sci. 2001, 81, 1731–1741. [Google Scholar] [CrossRef]
- Kubade, P.; Tambe, P. Influence of halloysite nanotubes (HNTs) on morphology, crystallization, mechanical and thermal behaviour of PP/ABS blends and its composites in presence and absence of dual compatibilizer. Compos. Interfaces 2016, 23, 433–451. [Google Scholar] [CrossRef]
- Khare, R.A.; Bhattacharyya, A.R.; Kulkarni, A.R. Melt-mixed polypropylene/acrylonitrile-butadiene-styrene blends with multiwall carbon nanotubes: Effect of compatibilizer and modifier on morphology and electrical conductivity. J. Appl. Polym. Sci. 2011, 120, 2663–2672. [Google Scholar] [CrossRef]
- Ju, M.Y.; Chang, F.C. Polymer blends of PET–PS compatibilized by SMA and epoxy dual compatibilizers. J. Appl. Polym. Sci. 1999, 73, 2029–2040. [Google Scholar] [CrossRef]
- Shieh, Y.T.; Liao, T.N.; Chang, F.C. Reactive compatibilization of PP/PBT blends by a mixture of PP-g-MA and epoxy resin. J. Appl. Polym. Sci. 2001, 79, 2272–2285. [Google Scholar] [CrossRef]
- Lohar, G.; Tambe, P.; Jogi, B. Influence of dual compatibilizer and carbon black on mechanical and thermal properties of PP/ABS blends and their composites. Compos. Interfaces 2020, 27, 1101–1136. [Google Scholar] [CrossRef]
- Liu, M.; Guo, B.; Zou, Q.; Du, M.; Jia, D. Interactions between halloysite nanotubes and 2, 5-bis (2-benzoxazolyl) thiophene and their effects on reinforcement of polypropylene/halloysite nanocomposites. Nanotechnology 2008, 19, 205709. [Google Scholar] [CrossRef]
- Lecouvet, B.; Sclavons, M.; Bourbigot, S.; Devaux, J.; Bailly, C. Water-assisted extrusion as a novel processing route to prepare polypropylene/halloysite nanotube nanocomposites: Structure and properties. Polymer 2011, 52, 4284–4295. [Google Scholar] [CrossRef]
- Prashantha, K.; Schmitt, H.; Lacrampe, M.-F.; Krawczak, P. Mechanical behaviour and essential work of fracture of halloysite nanotubes filled polyamide 6 nanocomposites. Compos. Sci. Technol. 2011, 71, 1859–1866. [Google Scholar] [CrossRef]
- Carli, L.N.; Crespo, J.S.; Mauler, R.S. PHBV nanocomposites based on organomodified montmorillonite and halloysite: The effect of clay type on the morphology and thermal and mechanical properties. Compos. Part A Appl. Sci. Manuf. 2011, 42, 1601–1608. [Google Scholar] [CrossRef]
- Prashantha, K.; Lacrampe, M.-F.; Krawczak, P. Processing and characterization of halloysite nanotubes filled polypropylene nanocomposites based on a masterbatch route: Effect of halloysites treatment on structural and mechanical properties. EXPRESS Polym. Lett. 2011, 5, 295–307. [Google Scholar] [CrossRef]
- Du, M.; Guo, B.; Wan, J.; Zou, Q.; Jia, D. Effects of halloysite nanotubes on kinetics and activation energy of non-isothermal crystallization of polypropylene. J. Polym. Res. 2010, 17, 109–118. [Google Scholar] [CrossRef]
- Liu, M.; Guo, B.; Du, M.; Chen, F.; Jia, D. Halloysite nanotubes as a novel β-nucleating agent for isotactic polypropylene. Polymer 2009, 50, 3022–3030. [Google Scholar] [CrossRef]
- Ning, N.-Y.; Yin, Q.-J.; Luo, F.; Zhang, Q.; Du, R.; Fu, Q. Crystallization behavior and mechanical properties of polypropylene/halloysite composites. Polymer 2007, 48, 7374–7384. [Google Scholar] [CrossRef]
- Vieira Marques, M.d.F.; da Silva Rosa, J.L.; da Silva, M.C.V. Nanocomposites of polypropylene with halloysite nanotubes employing in situ polymerization. Polym. Bull. 2017, 74, 2447–2464. [Google Scholar] [CrossRef]
- Gennaro, R.; Montagna, F.; Maffezzoli, A.; Fracasso, F.; Fracasso, S. On-line consolidation of commingled polypropylene/glass roving during filament winding. J. Thermoplast. Compos. Mater. 2011, 24, 789–804. [Google Scholar] [CrossRef]
- Dell’Anna, R.; Lionetto, F.; Montagna, F.; Maffezzoli, A. Lay-up and consolidation of a composite pipe by in situ ultrasonic welding of a thermoplastic matrix composite tape. Materials 2018, 11, 786. [Google Scholar] [CrossRef] [Green Version]
- Azdast, T.; Hasanzadeh, R.; Moradian, M. Improving impact strength in FSW of polymeric nanocomposites using stepwise tool design. Mater. Manuf. Process. 2018, 33, 343–349. [Google Scholar] [CrossRef]
- Bozkurt, Y. The optimization of friction stir welding process parameters to achieve maximum tensile strength in polyethylene sheets. Mater. Des. 2012, 35, 440–445. [Google Scholar] [CrossRef]
- Derazkola, H.A.; Simchi, A. Experimental and thermomechanical analysis of the effect of tool pin profile on the friction stir welding of poly (methyl methacrylate) sheets. J. Manuf. Process. 2018, 34, 412–423. [Google Scholar] [CrossRef]
- Mehdikhani, H.; Mostafapour, A.; Laieghi, H.; Najjar, R.; Lionetto, F. Mechanical and Microstructural Properties of HDPE Pipes Manufactured via Orbital Friction Stir Welding. Materials 2022, 15, 3810. [Google Scholar] [CrossRef]
- Rafati, M.; Mostafapour, A.; Laieghi, H.; Somani, M.C.; Kömi, J. Characterization of Friction Stir and TIG Welded CK45 Carbon Steel. Materials 2021, 14, 4098. [Google Scholar] [CrossRef]
- Laieghi, H.; Alipour, S.; Mostafapour, A. Heat-assisted friction stir welding of polymeric nanocomposite. Sci. Technol. Weld. Joining 2019, 25, 56–65. [Google Scholar] [CrossRef]
- Laieghi, H.; Alipour, S.; Mostafapour, A. Investigation of the mechanical properties of friction stir welded PA6-based polymer nanocomposite and optimizing experimental conditions. Mater. Res. Express 2019, 6, 065018. [Google Scholar] [CrossRef]
- ASTM D638-14; Standard Test Method for Tensile Properties of Plastics. ASTM International: West Conshohocken, PA, USA, 2022.
- ASTM D256-10; Standard Test Methods for Determining the Izod Pendulum Impact Resistance of Plastics. ASTM International: West Conshohocken, PA, USA, 2018.
- ASTM D2240-15; Standard Test Method for Rubber Property—Durometer Hardness. ASTM International: West Conshohocken, PA, USA, 2021.
- Panneerselvam, K.; Lenin, K. Investigation on effect of tool forces and joint defects during FSW of polypropylene plate. Procedia Eng. 2012, 38, 3927–3940. [Google Scholar] [CrossRef] [Green Version]
- Bilici, M.K. Effect of tool geometry on friction stir spot welding of polypropylene sheets. EXPRESS Polym. Lett. 2012, 6, 805–813. [Google Scholar] [CrossRef] [Green Version]
- Nik, Z.; Ishak, M.; Othman, N. The effect of tool pin shape of friction stir welding (FSW) on polypropylene. In IOP Conference Series: Materials Science and Engineering; IOP Publishing: Bristol, UK, 2017; p. 012003. [Google Scholar]
- Hajideh, M.R.; Farahani, M.; Alavi, S.A.D.; Ramezani, N.M. Investigation on the effects of tool geometry on the microstructure and the mechanical properties of dissimilar friction stir welded polyethylene and polypropylene sheets. J. Manuf. Process. 2017, 26, 269–279. [Google Scholar] [CrossRef]
- Banjare, P.N.; Sahlot, P.; Arora, A. An assisted heating tool design for FSW of thermoplastics. J. Mater. Process.Technol. 2017, 239, 83–91. [Google Scholar] [CrossRef]
- Bilici, M.K.; Yükler, A.I. Influence of tool geometry and process parameters on macrostructure and static strength in friction stir spot welded polyethylene sheets. Mater. Des. 2012, 33, 145–152. [Google Scholar] [CrossRef]
- Pasbakhsh, P.; Ismail, H.; Fauzi, M.A.; Bakar, A.A. Influence of maleic anhydride grafted ethylene propylene diene monomer (MAH-g-EPDM) on the properties of EPDM nanocomposites reinforced by halloysite nanotubes. Polym. Test. 2009, 28, 548–559. [Google Scholar] [CrossRef]
- Deng, S.; Zhang, J.; Ye, L.; Wu, J. Toughening epoxies with halloysite nanotubes. Polymer 2008, 49, 5119–5127. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Input Parameters | Unit | Symbol | Values |
|---|---|---|---|
| Tool rotational speed | rpm | N | 560–900–1120 |
| Tool traverse speed | mm/min | V | 14–28–40 |
| HNT content | wt.% | H | 3–5–7 |
| Sample Code | Process | Composition | Tensile Strength (MPa) | Impact Strength (J/m) | Hardness (SD) | |||
|---|---|---|---|---|---|---|---|---|
| PP | NBR | PP-g-MA (wt.%) | SEBS-g-MA (wt.%) | |||||
| EPNPS8 | Extrusion | 82 | 8 | 5 | 5 | 30.1 ± 0.2 | 37.7 ± 0.1 | 55.6 ± 0.6 |
| EPNPS18 | Extrusion | 72 | 18 | 5 | 5 | 27.8 ± 0.1 | 44.3 ± 0.3 | 55.6 ± 0.6 |
| EPNPS28 | Extrusion | 62 | 28 | 5 | 5 | 26.2 ± 0.1 | 47.4 ± 0.2 | 55.6 ± 0.6 |
| Sample Code | Process | Composition | Tensile Strength (MPa) | Impact Strength (J/m) | Hardness (SD) | ||||
|---|---|---|---|---|---|---|---|---|---|
| PP | NBR | HNT (wt.%) | PP-g-MA (wt.%) | SEBS-g-MA (wt.%) | |||||
| FPNPS18 | FSW | 72 | 18 | 0 | 5 | 5 | 26.3 ± 0.2 | 44.8 ± 0.3 | 46.9 ± 0.3 |
| EPNH3 | Extrusion | 77.5 | 19.5 | 3 | 0 | 0 | 22.5 ± 0.1 | 33.8 ± 0.1 | 58.9 ± 0.5 |
| EPNH5 | Extrusion | 76 | 19 | 5 | 0 | 0 | 27.3 ± 0.3 | 32.3 ± 0.3 | 63.7 ± 0.4 |
| EPNH7 | Extrusion | 74.5 | 18.5 | 7 | 0 | 0 | 30.3 ± 0.2 | 29.2 ± 0.1 | 68.3 ± 0.6 |
| EPNHPS3 | Extrusion | 69.6 | 17.4 | 3 | 5 | 5 | 28.1 ± 0.1 | 49.7 ± 0.2 | 62 ± 0.1 |
| EPNHPS5 | Extrusion | 68 | 17 | 5 | 5 | 5 | 29.4 ± 0.1 | 45.6 ± 0.2 | 70 ± 0.2 |
| EPNHPS7 | Extrusion | 66.4 | 16.6 | 7 | 5 | 5 | 32.1 ± 0.2 | 39.4 ± 0.2 | 75 ± 0.3 |
| FPNHPS3 | FSW | 69.6 | 17.4 | 3 | 5 | 5 | 27.4 ± 0.3 | 49.9 ± 0.3 | 62.7 ± 0.4 |
| FPNHPS5 | FSW | 68 | 17 | 5 | 5 | 5 | 28.5 ± 0.3 | 53.6 ± 0.2 | 71 ± 0.3 |
| FPNHPS7 | FSW | 66.4 | 16.6 | 7 | 5 | 5 | 32.3 ± 0.2 | 58.2 ± 0.3 | 76.4 ± 0.4 |
| Material | FSW Tool Pin Profile | Tensile Strength (MPa) | Impact Strength (J/m) | Hardness (SD) |
|---|---|---|---|---|
| 7% HNTs-loaded PP/NBR | Threaded cylindrical | 32.1 ± 0.3 | 57.9 ± 0.4 | 76.2 ± 0.5 |
| 7% HNTs-loaded PP/NBR | Threaded square | 28.5 ± 0.1 | 51.5 ± 0.2 | 67.8 ± 0.2 |
| 7% HNTs-loaded PP/NBR | Threaded conical | 29.2 ± 0.3 | 53.6 ± 0.1 | 69.6 ± 0.3 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Alipour, S.; Mostafapour, A.; Laieghi, H.; Marzec, A. Manufacturing and Joining PP/NBR Blends in the Presence of Dual Compatibilizer and Halloysite Nanotubes. Nanomaterials 2023, 13, 49. https://doi.org/10.3390/nano13010049
Alipour S, Mostafapour A, Laieghi H, Marzec A. Manufacturing and Joining PP/NBR Blends in the Presence of Dual Compatibilizer and Halloysite Nanotubes. Nanomaterials. 2023; 13(1):49. https://doi.org/10.3390/nano13010049
Chicago/Turabian StyleAlipour, Sina, Amir Mostafapour, Hossein Laieghi, and Anna Marzec. 2023. "Manufacturing and Joining PP/NBR Blends in the Presence of Dual Compatibilizer and Halloysite Nanotubes" Nanomaterials 13, no. 1: 49. https://doi.org/10.3390/nano13010049