
Fabrication of Large-Area Nanostructures Using Cross-Nanoimprint Strategy
 ,
,
Abstract
:
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
1. Introduction
2. Materials and Methods
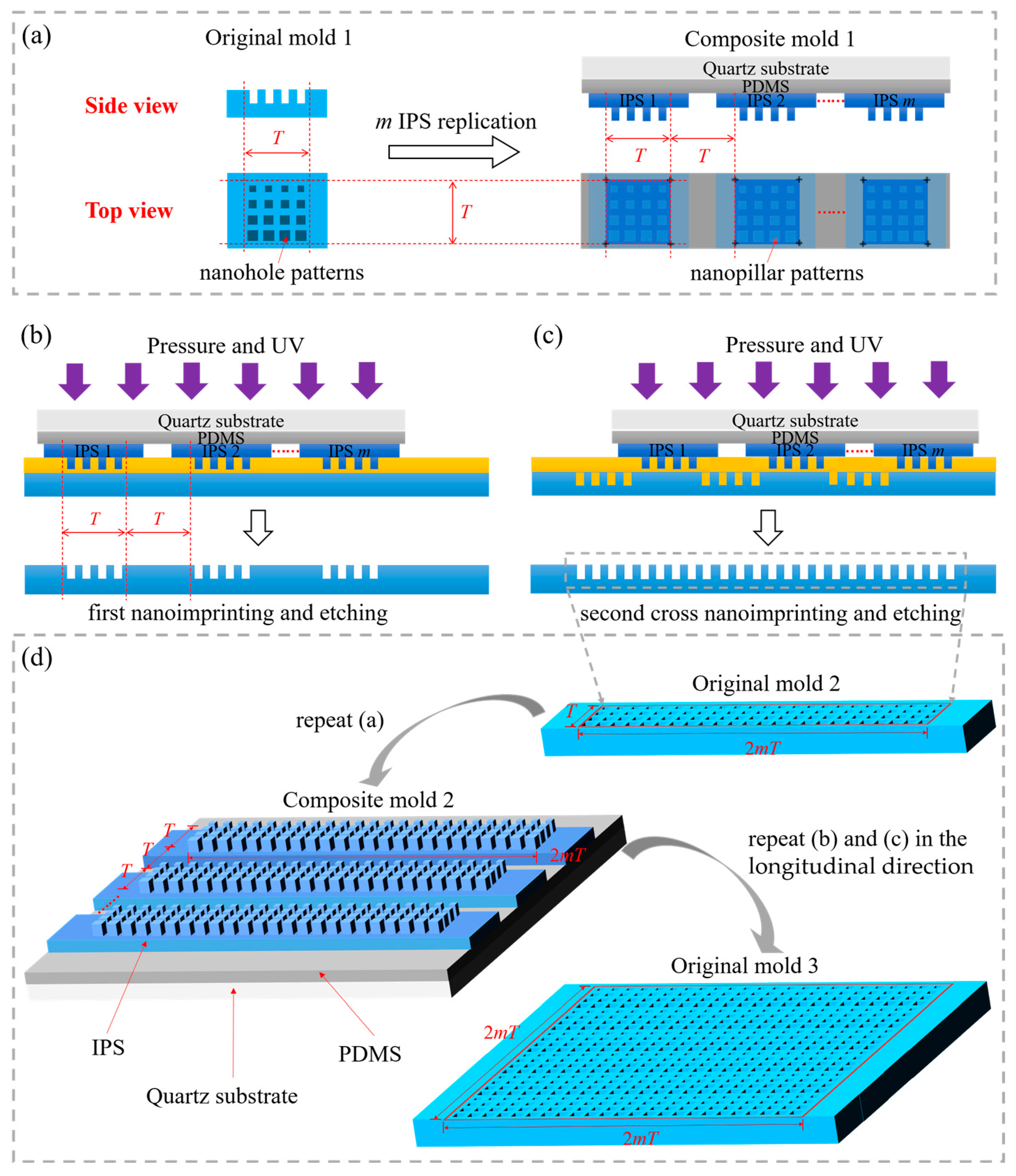
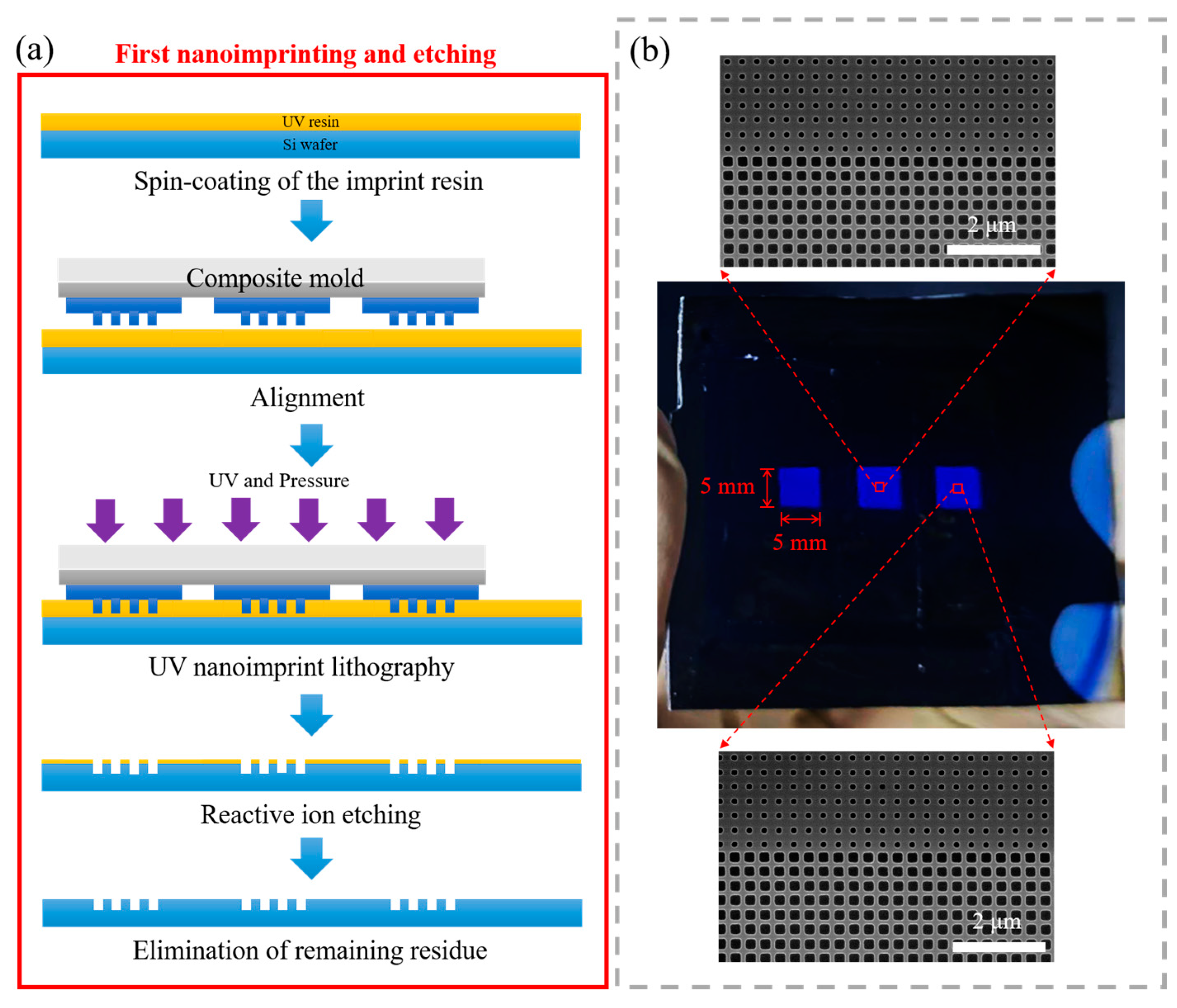
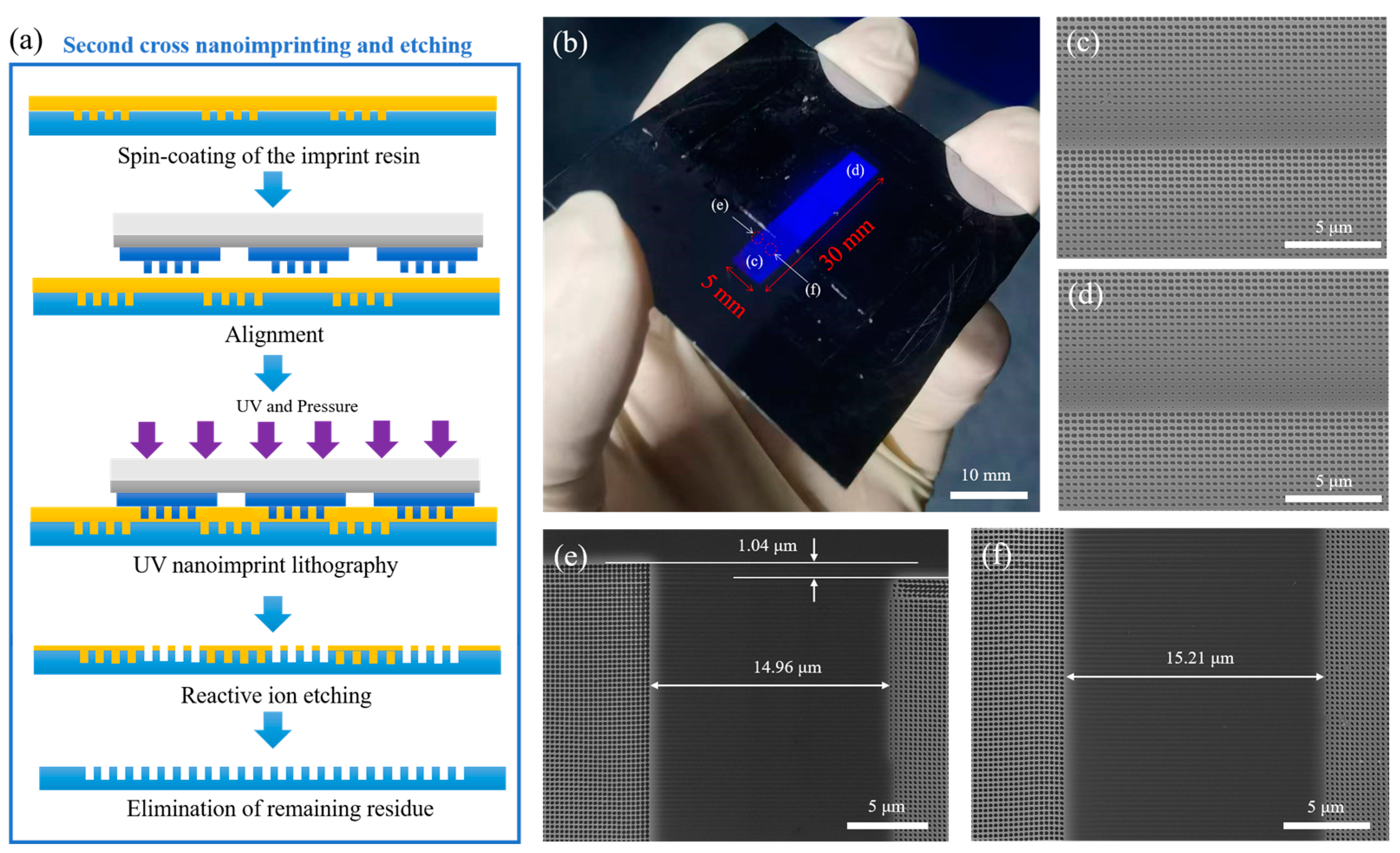
2.1. Fabrication Strategy
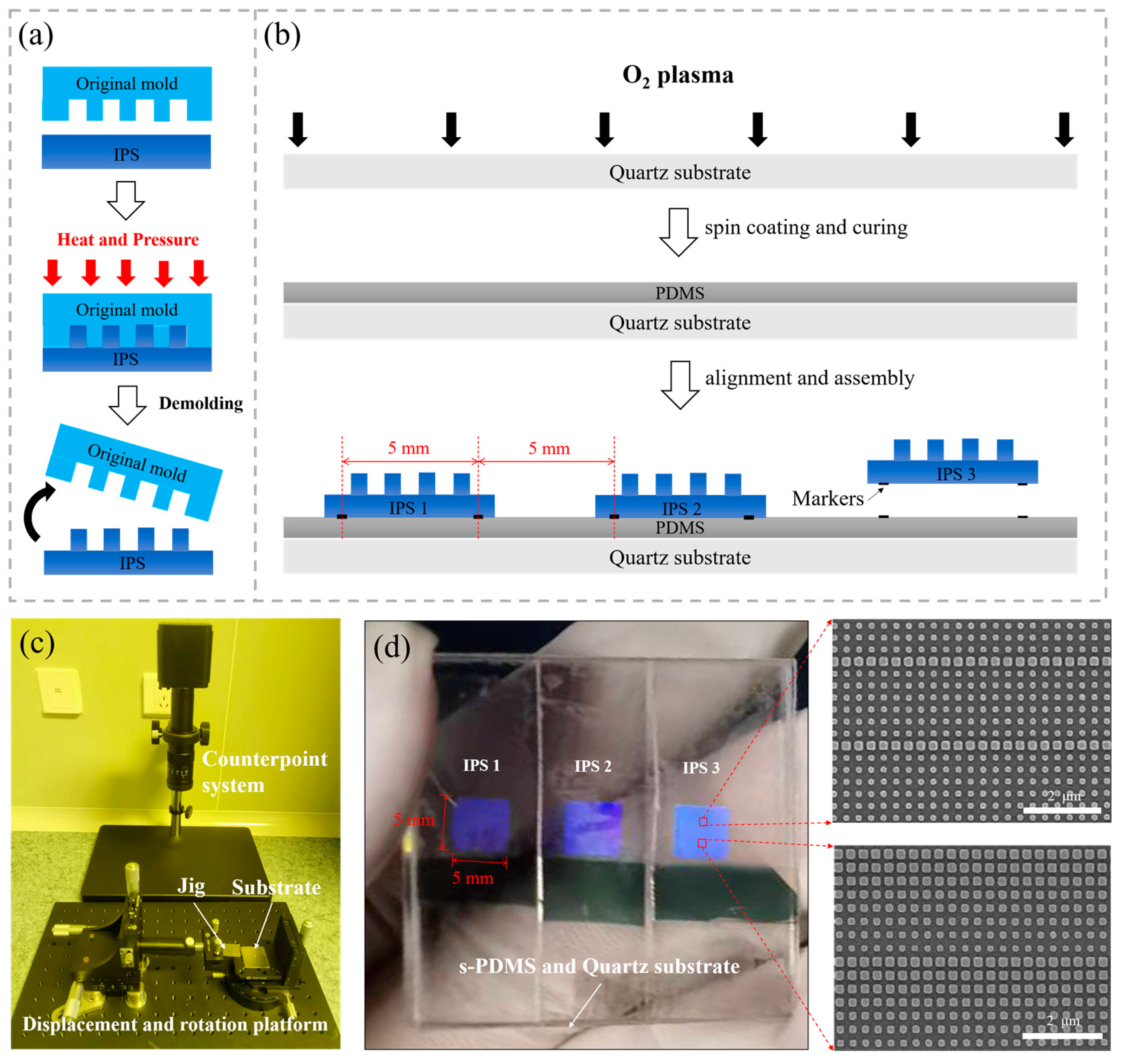
2.2. The Composite Mold Fabrication Process
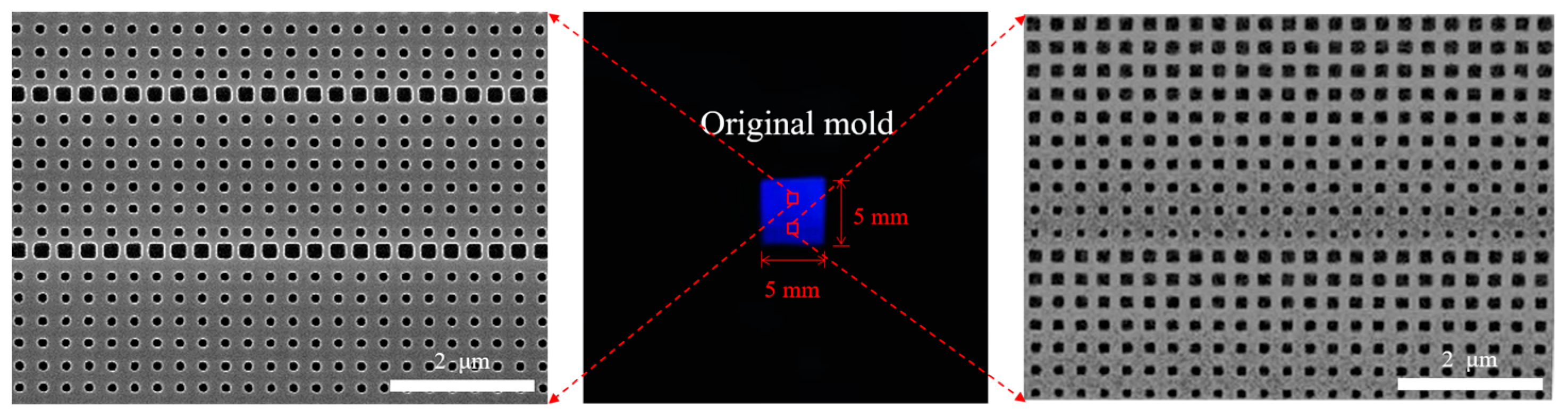
3. Results and Discussion
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Tao, J.; You, Q.; Li, Z.; Luo, M.; Liu, Z.; Qiu, Y.; Yang, Y.; Zeng, Y.; He, Z.; Xiao, X.; et al. Mass-Manufactured Beam-Steering Metasurfaces for High-Speed Full-Duplex Optical Wireless-Broadcasting Communications. Adv. Mater. 2021, 34, 2106080. [Google Scholar] [CrossRef] [PubMed]
- Chen, Y.; Zheng, X.; Zhang, X.; Pan, W.; Wang, Z.; Li, S.; Dong, S.; Liu, F.; He, Q.; Zhou, L.; et al. Efficient Meta-couplers Squeezing Propagating Light into On-Chip Subwavelength Devices in a Controllable Way. Nano Lett. 2023, 23, 3326–3333. [Google Scholar] [CrossRef] [PubMed]
- Wang, D.; Hauptmann, J.; May, C.; Hofstetter, Y.J.; Vaynzof, Y.; Müller, T. Roll-to-roll fabrication of highly transparent Ca:Ag top-electrode towards flexible large-area OLED lighting application. Flex. Print. Electron. 2021, 6, 035001. [Google Scholar] [CrossRef]
- Deng, J.; Deng, L.; Guan, Z.; Tao, J.; Li, G.; Li, Z.; Li, Z.; Yu, S.; Zheng, G. Multiplexed Anticounterfeiting Meta-image Displays with Single-Sized Nanostructures. Nano Lett. 2020, 20, 1830–1838. [Google Scholar] [CrossRef]
- Deng, L.; Li, Z.; Guan, Z.; Tao, J.; Li, G.; Zhu, X.; Dai, Q.; Fu, R.; Zhou, Z.; Yang, Y.; et al. Full Complex-Amplitude Engineering by Orientation-Assisted Bilayer Metasurfaces. Adv. Opt. Mater. 2023, 11, 2203095. [Google Scholar] [CrossRef]
- An, J.; Zhao, X.; Zhang, Y.; Liu, M.; Yuan, J.; Sun, X.; Zhang, Z.; Wang, B.; Li, S.; Li, D. Perspectives of 2D Materials for Optoelectronic Integration. Adv. Funct. Mater. 2021, 32, 2110119. [Google Scholar] [CrossRef]
- Suresh, V.; Ding, L.; Chew, A.B.; Yap, F.L. Fabrication of Large-Area Flexible SERS Substrates by Nanoimprint Lithography. ACS Appl. Nano Mater. 2018, 1, 886–893. [Google Scholar] [CrossRef]
- Einck, V.J.; Torfeh, M.; McClung, A.; Jung, D.E.; Mansouree, M.; Arbabi, A.; Watkins, J.J. Scalable Nanoimprint Lithography Process for Manufacturing Visible Metasurfaces Composed of High Aspect Ratio TiO2 Meta-Atoms. ACS Photonics 2021, 8, 2400–2409. [Google Scholar] [CrossRef]
- Yoon, G.; Kim, K.; Huh, D.; Lee, H.; Rho, J. Single-step manufacturing of hierarchical dielectric metalens in the visible. Nat. Commun. 2020, 11, 2268. [Google Scholar] [CrossRef]
- Yang, Y.; Mielczarek, K.; Zakhidov, A.; Hu, W. Efficient Low Bandgap Polymer Solar Cell with Ordered Heterojunction Defined by Nanoimprint Lithography. ACS Appl. Mater. Interfaces 2014, 6, 19282–19287. [Google Scholar] [CrossRef]
- Randall, J.N.; Owen, J.H.G.; Lake, J.; Fuchs, E. Next generation of extreme-resolution electron beam lithography. J. Vac. Sci. Technol. B 2019, 37, 061605. [Google Scholar] [CrossRef]
- Sharma, E.; Rathi, R.; Misharwal, J.; Sinhmar, B.; Kumari, S.; Dalal, J.; Kumar, A. Evolution in Lithography Techniques: Microlithography to Nanolithography. Nanomaterials 2022, 12, 2754. [Google Scholar] [CrossRef] [PubMed]
- Wang, X.; Tao, P.; Wang, Q.; Zhao, R.; Liu, T.; Hu, Y.; Hu, Z.; Wang, Y.; Wang, J.; Tang, Y.; et al. Trends in photoresist materials for extreme ultraviolet lithography: A review. Mater. Today 2023, 67, 299–319. [Google Scholar] [CrossRef]
- Ma, D.; Ji, M.; Yi, H.; Wang, Q.; Fan, F.; Feng, B.; Zheng, M.; Chen, Y.; Duan, H. Pushing the thinness limit of silver films for flexible optoelectronic devices via ion-beam thinning-back process. Nat. Commun. 2024, 15, 2248. [Google Scholar] [CrossRef] [PubMed]
- Shimizu, Y. Laser Interference Lithography for Fabrication of Planar Scale Gratings for Optical Metrology. Nanomanuf. Metrol. 2021, 4, 3–27. [Google Scholar] [CrossRef]
- Wang, S.; Zhou, Z.; Li, B.; Wang, C.; Liu, Q. Progresses on new generation laser direct writing technique. Mater. Today Nano 2021, 16, 100142. [Google Scholar] [CrossRef]
- Pochan, D.; Scherman, O. Introduction: Molecular Self-Assembly. Chem. Rev. 2021, 121, 13699–13700. [Google Scholar] [CrossRef] [PubMed]
- Chen, Y.; Shu, Z.; Zhang, S.; Zeng, P.; Liang, H.; Zheng, M.; Duan, H. Sub-10 nm fabrication: Methods and applications. Int. J. Extreme Manuf. 2021, 3, 032002. [Google Scholar] [CrossRef]
- Butt, M.A. Thin-Film Coating Methods: A Successful Marriage of High-Quality and Cost-Effectiveness-A Brief Exploration. Coatings 2022, 12, 1115. [Google Scholar] [CrossRef]
- Prajzler, V.; Chlupaty, V.; Kulha, P.; Neruda, M.; Kopp, S.; Muhlberger, M. Optical Polymer Waveguides Fabricated by Roll-to-Plate Nanoimprinting Technique. Nanomaterials 2021, 11, 724. [Google Scholar] [CrossRef]
- Ryu, J.H.; Lee, B.K.; Baek, K.-H.; Do, L.-M.; Park, J.; Cho, S.-U.; Jeong, M.Y. Fabrication of low-loss optical interconnected waveguide using a replicated seamless large-area polymeric mold. J. Korean Phys. Soc. 2014, 65, 450–456. [Google Scholar] [CrossRef]
- Lan, H.; Liu, H. UV-Nanoimprint Lithography: Structure, Materials and Fabrication of Flexible Molds. J. Nanosci. Nanotechnol. 2013, 13, 3145–3172. [Google Scholar] [CrossRef] [PubMed]
- Verschuuren, M.A.; Megens, M.; Ni, Y.; van Sprang, H.; Polman, A. Large area nanoimprint by substrate conformal imprint lithography (SCIL). Adv. Opt. Technol. 2017, 6, 243–264. [Google Scholar] [CrossRef]
- Ji, R.; Hornung, M.; Verschuuren, M.A.; van de Laar, R.; van Eekelen, J.; Plachetka, U.; Moeller, M.; Moormann, C. UV enhanced substrate conformal imprint lithography (UV-SCIL) technique for photonic crystals patterning in LED manufacturing. Microelectron. Eng. 2010, 87, 963–967. [Google Scholar] [CrossRef]
- Kooy, N.; Mohamed, K.; Pin, L.T.; Guan, O.S. A review of roll-to-roll nanoimprint lithography. Nanoscale Res. Lett. 2014, 9, 320. [Google Scholar] [CrossRef] [PubMed]
- Cates, N.; Einck, V.J.; Micklow, L.; Morere, J.; Okoroanyanwu, U.; Watkins, J.J.; Furst, S. Roll-to-roll nanoimprint lithography using a seamless cylindrical mold nanopatterned with a high-speed mastering process. Nanotechnology 2021, 32, 155301. [Google Scholar] [CrossRef] [PubMed]
- Shneidman, A.V.; Becker, K.P.; Lukas, M.A.; Torgerson, N.; Wang, C.; Reshef, O.; Burek, M.J.; Paul, K.; McLellan, J.; Lončar, M. All-Polymer Integrated Optical Resonators by Roll-to-Roll Nanoimprint Lithography. ACS Photonics 2018, 5, 1839–1845. [Google Scholar] [CrossRef]
- Zhang, C.; Zhan, Y.; Qiu, Y.; Xu, L.; Guan, J. Planar metasurface-based concentrators for solar energy harvest: From theory to engineering. PhotoniX 2022, 3, 28. [Google Scholar] [CrossRef]
- Ganesan, R.; Dumond, J.; Saifullah, M.S.M.; Lim, S.H.; Hussain, H.; Low, H.Y. Direct Patterning of TiO2 Using Step-and-Flash Imprint Lithography. ACS Nano 2012, 6, 1494–1502. [Google Scholar] [CrossRef]
- Sreenivasan, S.V. Nanoimprint lithography steppers for volume fabrication of leading-edge semiconductor integrated circuits. Microsyst. Nanoeng. 2017, 3, 17075. [Google Scholar] [CrossRef]
- Lim, H.; Choi, K.-b.; Kim, G.; Lee, S.; Park, H.; Ryu, J.; Jung, S.; Lee, J. Roll-to-roll nanoimprint lithography for patterning on a large-area substrate roll. Microelectron. Eng. 2014, 123, 18–22. [Google Scholar] [CrossRef]
- Ha, Y.; Lim, H.; Choi, H.-j.; Lee, J. Fabrication of Nanostructures on a Large-Area Substrate with a Minimized Stitch Error Using the Step-and-Repeat Nanoimprint Process. Materials 2022, 15, 6036. [Google Scholar] [CrossRef] [PubMed]
- Ishibashi, K.; Goto, H.; Kasahara, T.; Mizuno, J.; Shoji, S. Large Area Nano Pattern Fabrication Using Improved Step and Repeat UV Nanoimprint. J. Photopolym. Sci. Technol. 2012, 25, 235–238. [Google Scholar] [CrossRef]
- Moon, C.H.; Han, K.-S.; Kim, M.; Oh, D.K.; Yi, S.; Kim, T.; Kim, H.; Hwang, J.; Nam, J.G.; Lee, D.-E.; et al. Scaling up the sub-50 nm-resolution roll-to-roll nanoimprint lithography process via large-area tiling of flexible molds and uniform linear UV curing. J. Mech. Sci. Technol. 2022, 37, 271–278. [Google Scholar] [CrossRef]
- Kim, J.; Yoon, H. Transfer Tiling of Nanostructures for Large-Area Fabrication. Micromachines 2018, 9, 569. [Google Scholar] [CrossRef] [PubMed]
- Kwak, M.K.; Ok, J.G.; Lee, S.H.; Guo, L.J. Visually tolerable tiling (VTT) for making a large-area flexible patterned surface. J. Mech Sci. Technol. 2015, 2, 86–90. [Google Scholar] [CrossRef]
- Kataza, S.; Ishibashi, K.; Kokubo, M.; Goto, H.; Mizuno, J.; Shoji, S. Seamless Pattern Fabrication of Large-Area Nanostructures Using Ultraviolet Nanoimprint Lithography. Jpn. J. Appl. Phys. 2009, 48, 06FH21. [Google Scholar] [CrossRef]
- Calafiore, G.; Koshelev, A.; Dhuey, S.; Sassolini, S.; Messerschmidt, M.; Schleunitz, A.; Goltsov, A.; Pina-Hernandez, C.; Pirri, F.C.; Yankov, V.; et al. Step-and-repeat nanoimprint on pre-spin coated film for the fabrication of integrated optical devices. J. Micro Nanolithogr. MEMS MOEMS 2015, 14, 033506. [Google Scholar] [CrossRef]
- Kim, W.Y.; Seo, B.W.; Lee, S.H.; Lee, T.G.; Kwon, S.; Chang, W.S.; Nam, S.-H.; Fang, N.X.; Kim, S.; Cho, Y.T. Quasi-seamless stitching for large-area micropatterned surfaces enabled by Fourier spectral analysis of moiré patterns. Nat. Commun. 2023, 14, 2202. [Google Scholar] [CrossRef]
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhan, Y.; Deng, L.; Dai, W.; Qiu, Y.; Sun, S.; Sun, D.; Hu, B.; Guan, J. Fabrication of Large-Area Nanostructures Using Cross-Nanoimprint Strategy. Nanomaterials 2024, 14, 998. https://doi.org/10.3390/nano14120998
Zhan Y, Deng L, Dai W, Qiu Y, Sun S, Sun D, Hu B, Guan J. Fabrication of Large-Area Nanostructures Using Cross-Nanoimprint Strategy. Nanomaterials. 2024; 14(12):998. https://doi.org/10.3390/nano14120998
Chicago/Turabian StyleZhan, Yujie, Liangui Deng, Wei Dai, Yongxue Qiu, Shicheng Sun, Dizhi Sun, Bowen Hu, and Jianguo Guan. 2024. "Fabrication of Large-Area Nanostructures Using Cross-Nanoimprint Strategy" Nanomaterials 14, no. 12: 998. https://doi.org/10.3390/nano14120998