
A Hierarchical Nano to Micro Scale Modelling of 3D Printed Nano-Reinforced Polylactic Acid: Micropolar Modelling and Molecular Dynamics Simulation




Abstract
1. Introduction
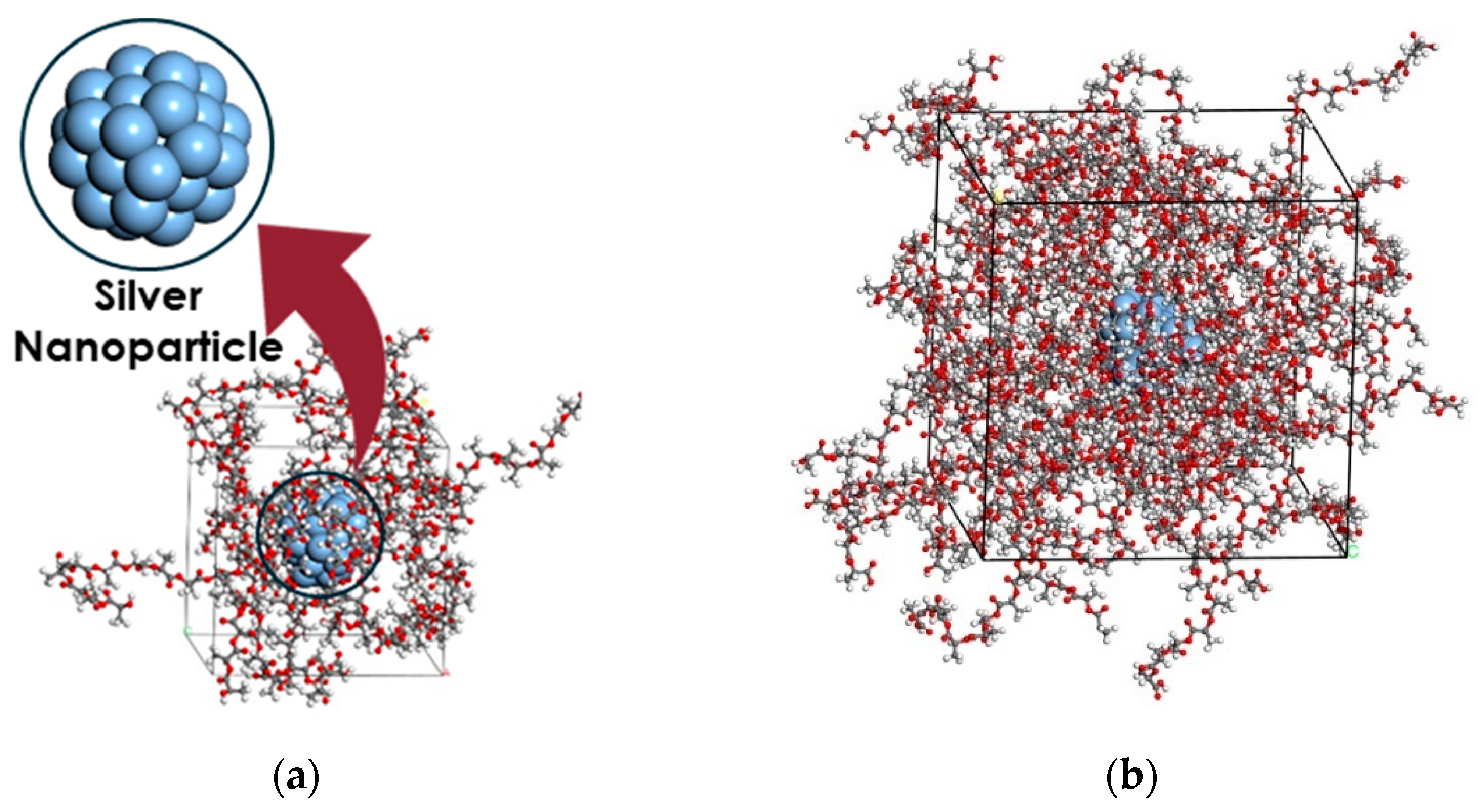
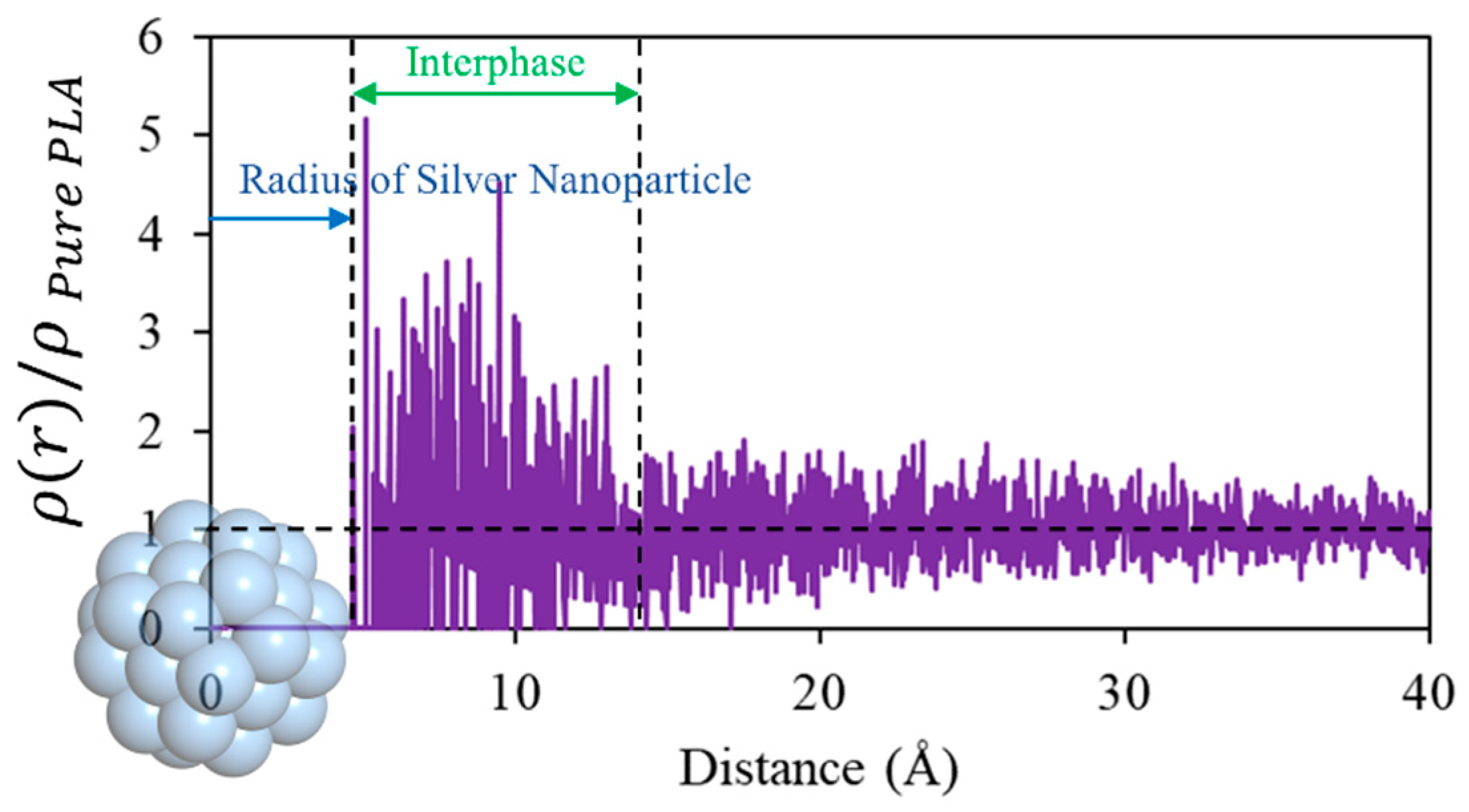
2. Molecular Dynamics Simulation of PLA Reinforced by Nano Silver Particles
2.1. Materials
2.2. Relaxation
2.3. Elastic Constants
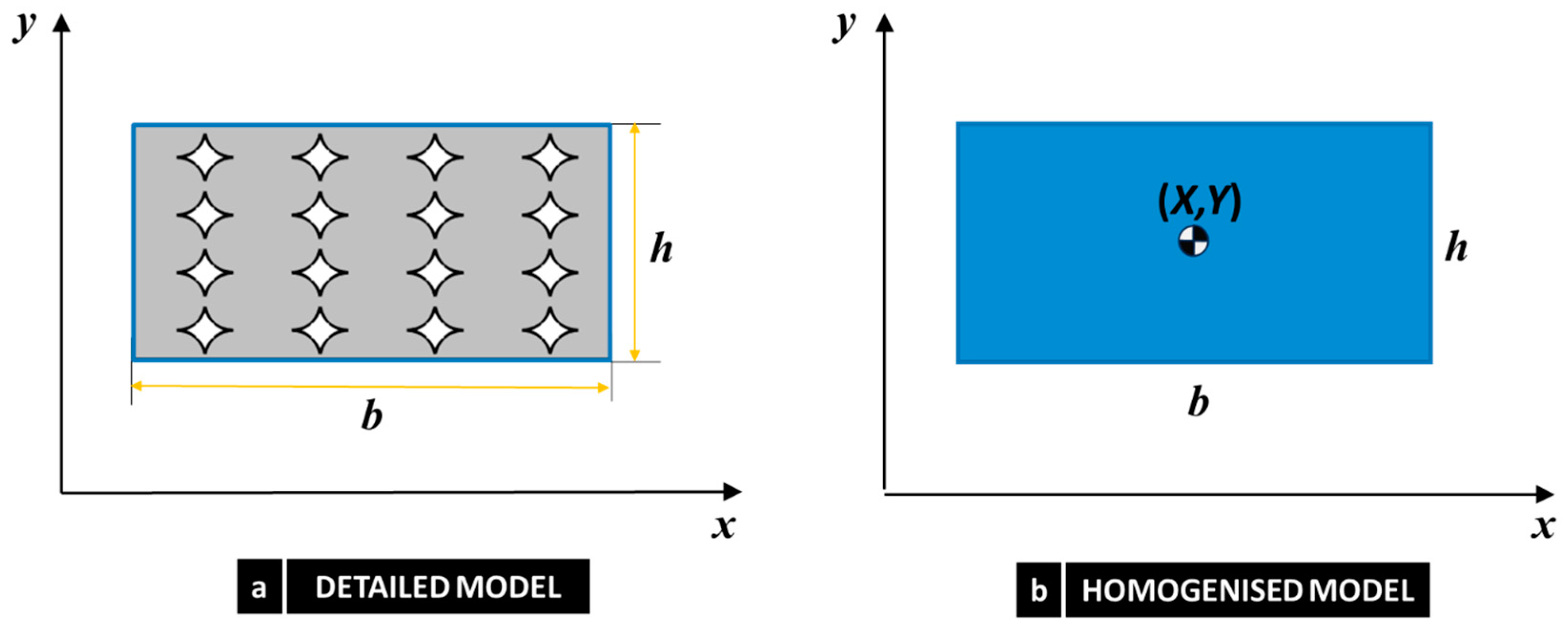
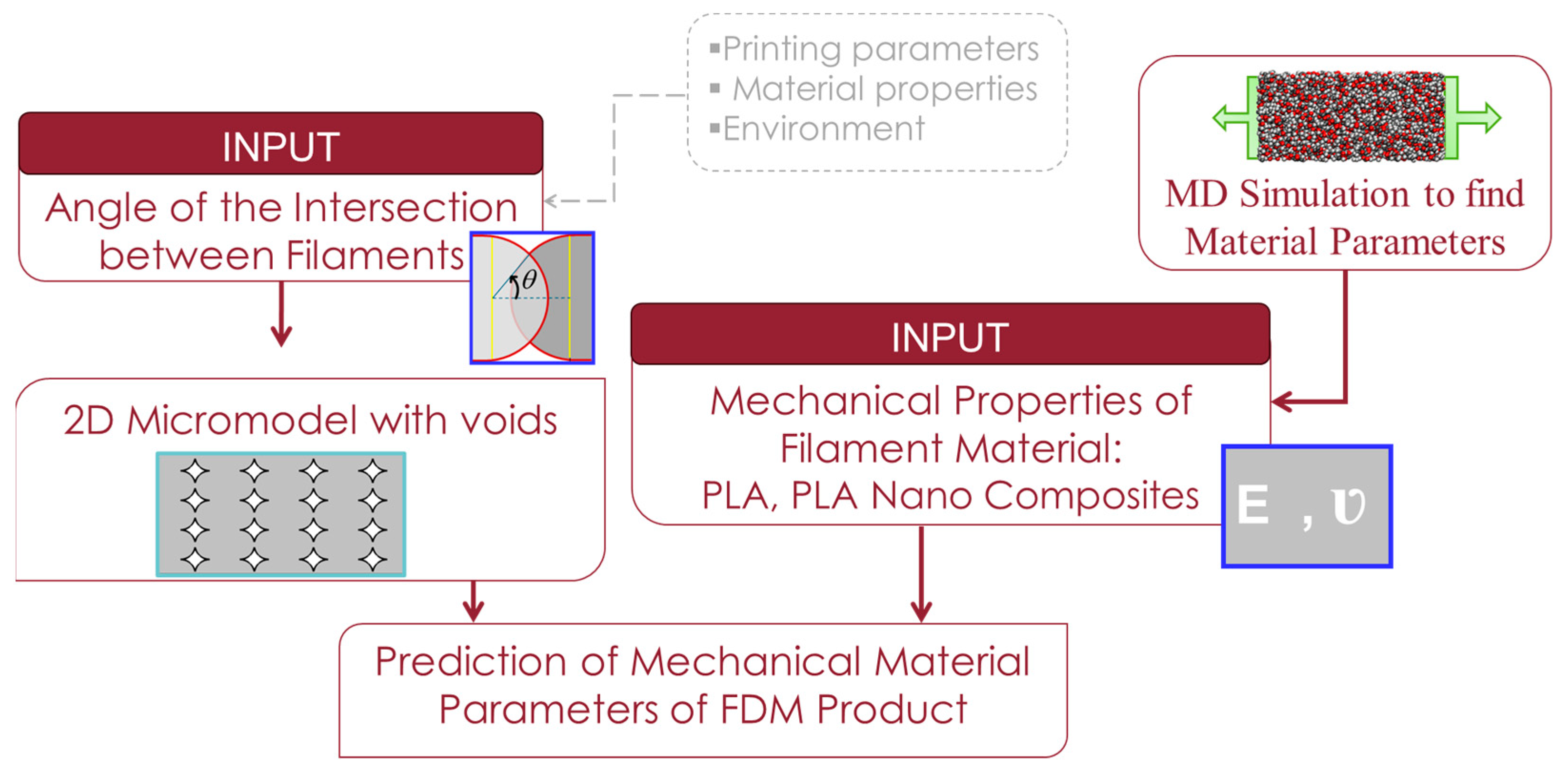
3. Homogenisation
3.1. Planar Micropolar Theory
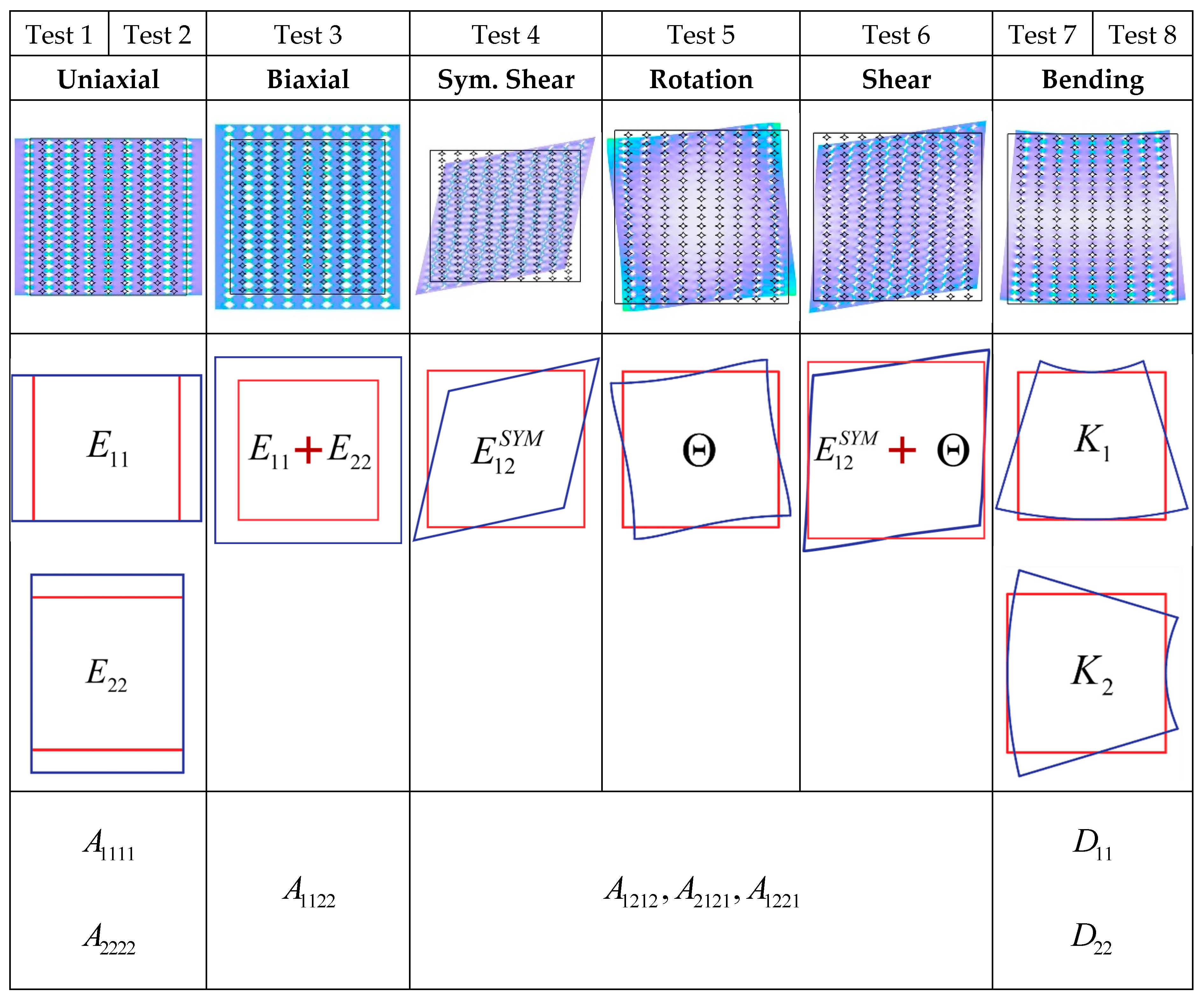
3.2. Identification of Equivalent Micropolar Material Parameters
3.2.1. Test 1: Uniaxial Extension Test to Find
3.2.2. Test 2: Uniaxial Extension Test to Find
3.2.3. Test 3: Biaxial Extension Test to Find
3.2.4. Test 4: Symmetric Shear Deformation Test to Find
3.2.5. Test 5: Rotational Deformation Test to Find
3.2.6. Test 6: Shear Deformation Test to Find
3.2.7. Test 7: Uniform Bending Test to Find
3.2.8. Test 8: Uniform Bending Test to Find
3.3. Implementation of the Finite Element Method
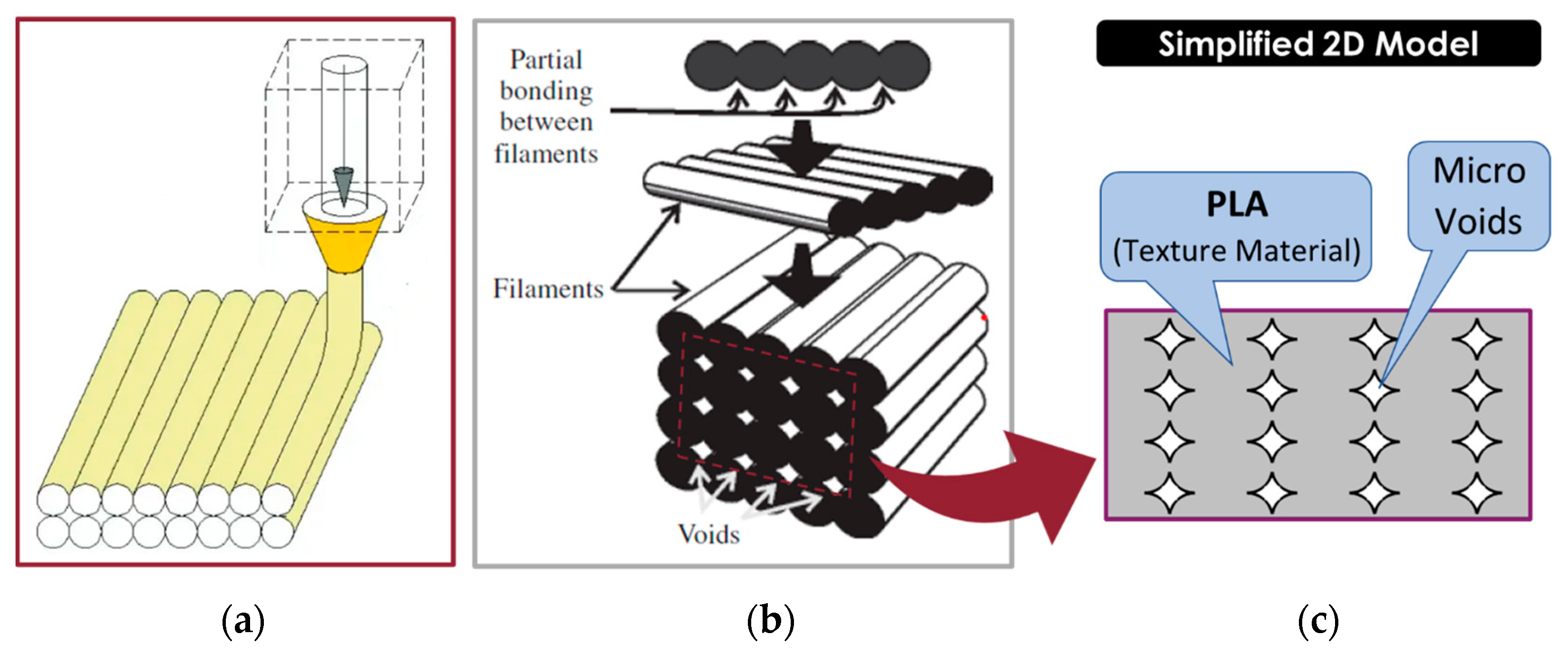
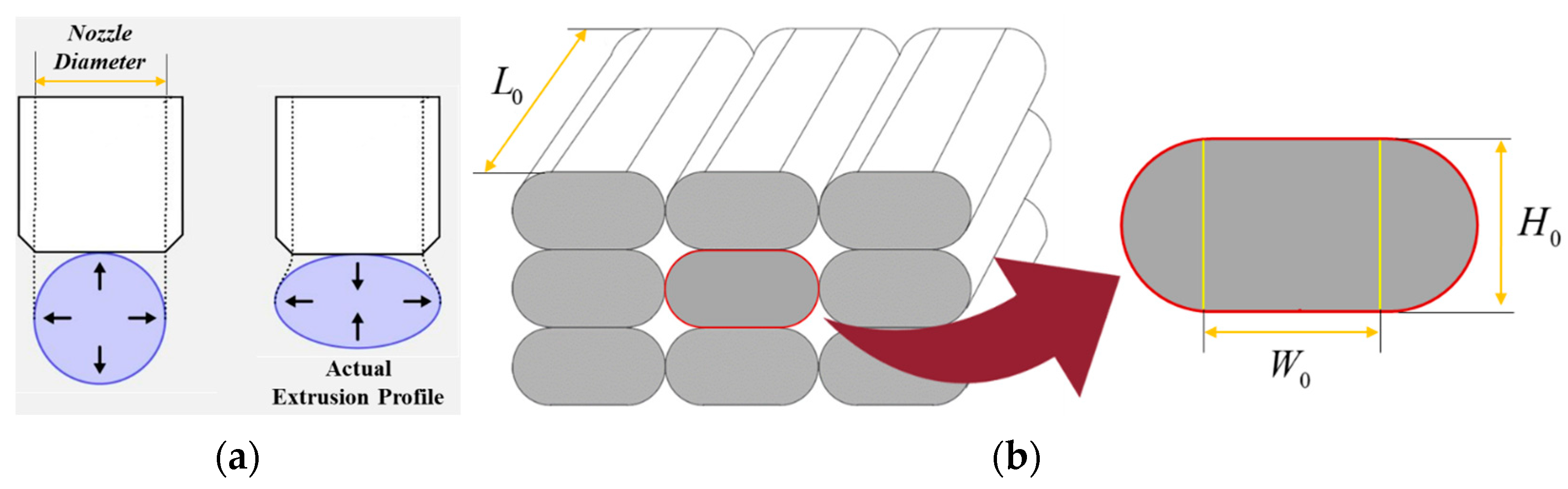
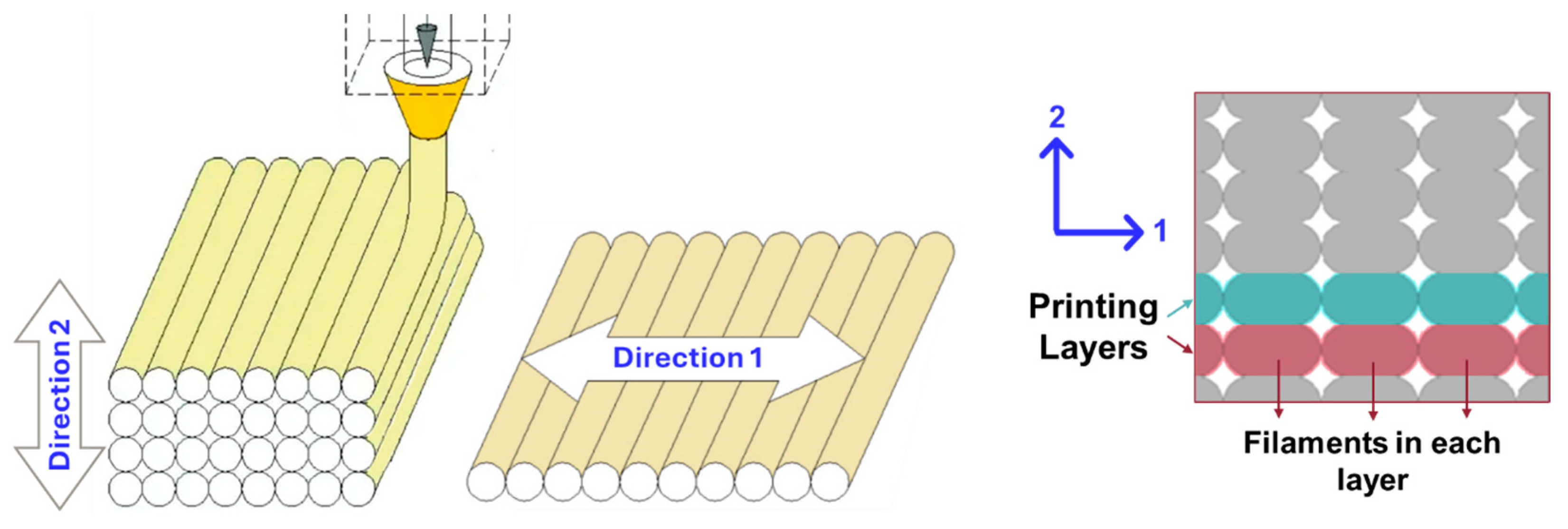
3.4. Parametrization of the Microstructure Resulted from the FDM Process
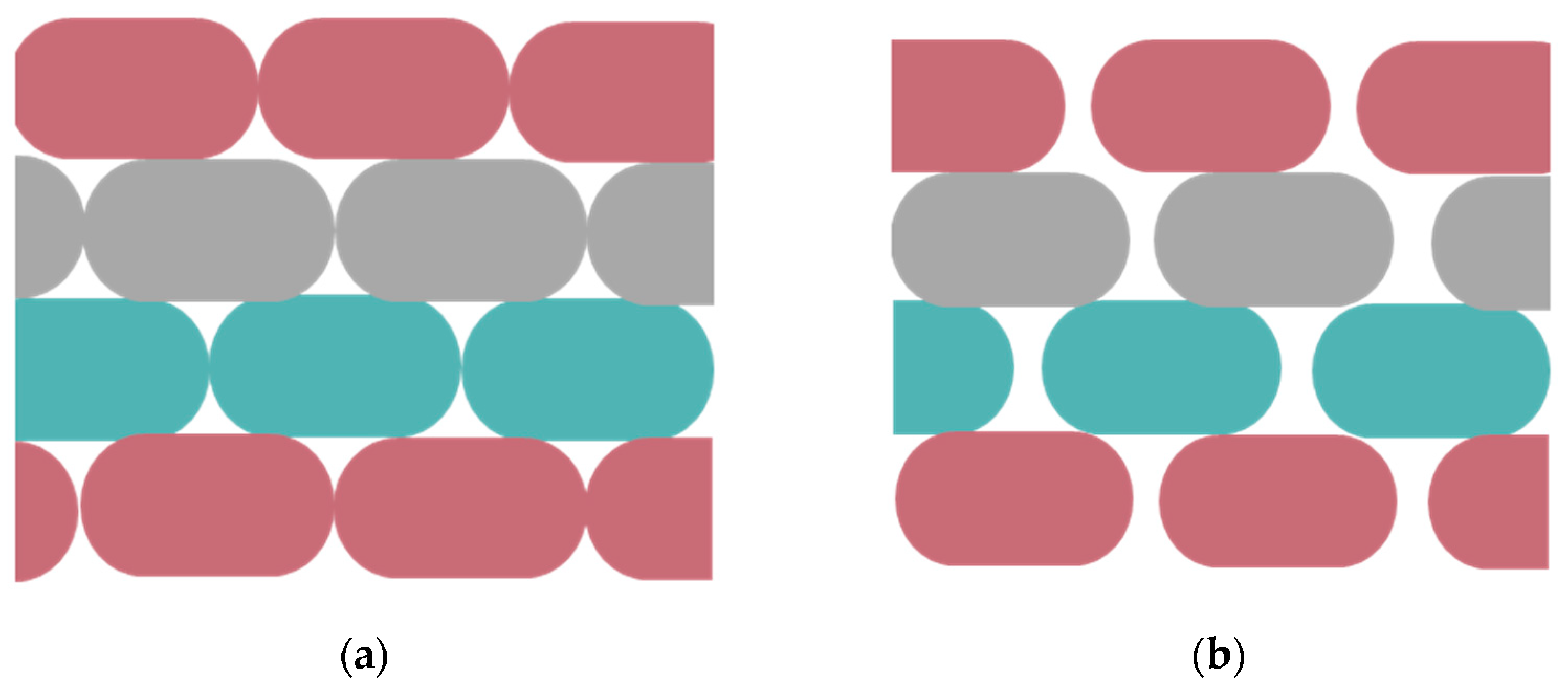
3.4.1. Modelling of Filaments
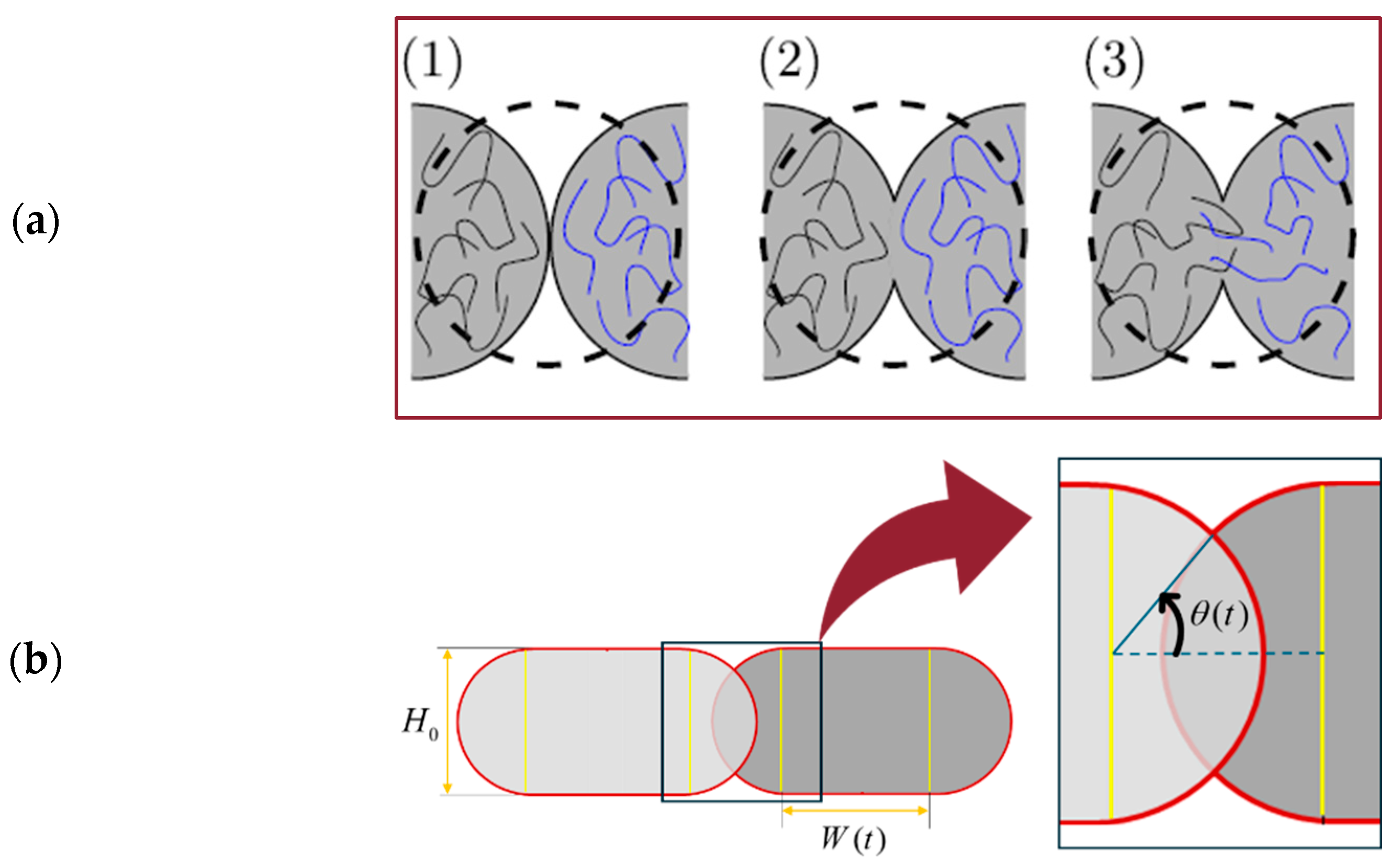
3.4.2. Modelling of Bond Formation between Filaments
4. Numerical Results and Discussion
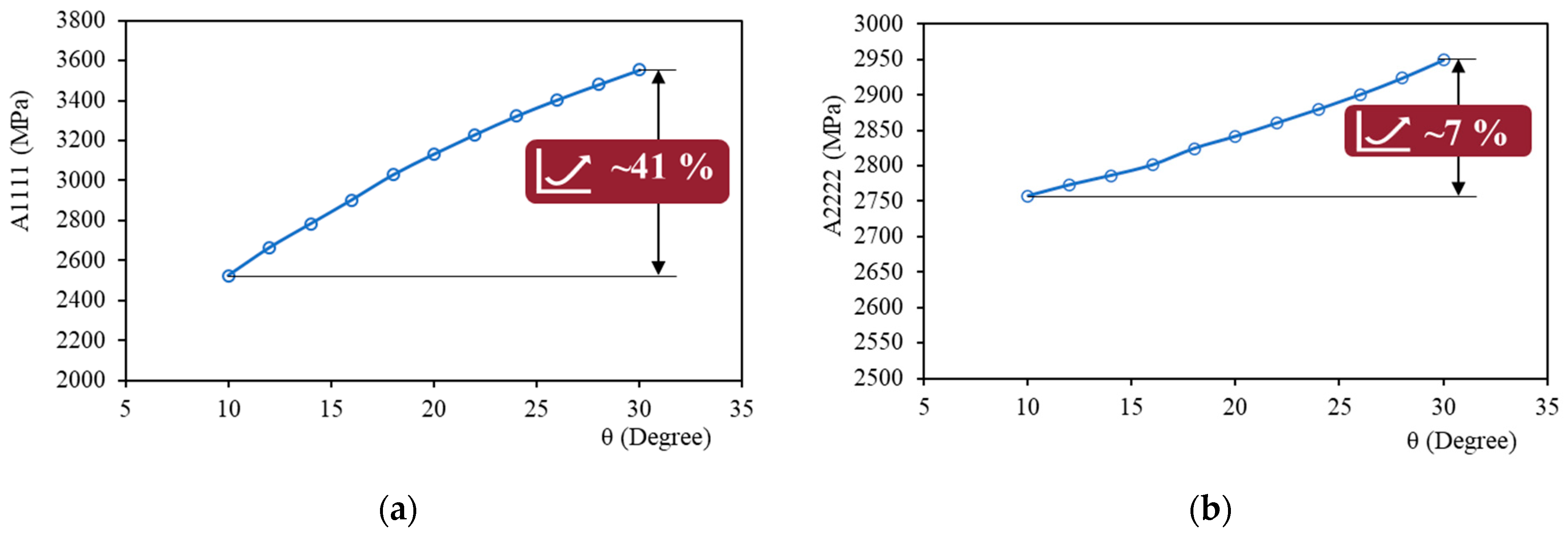
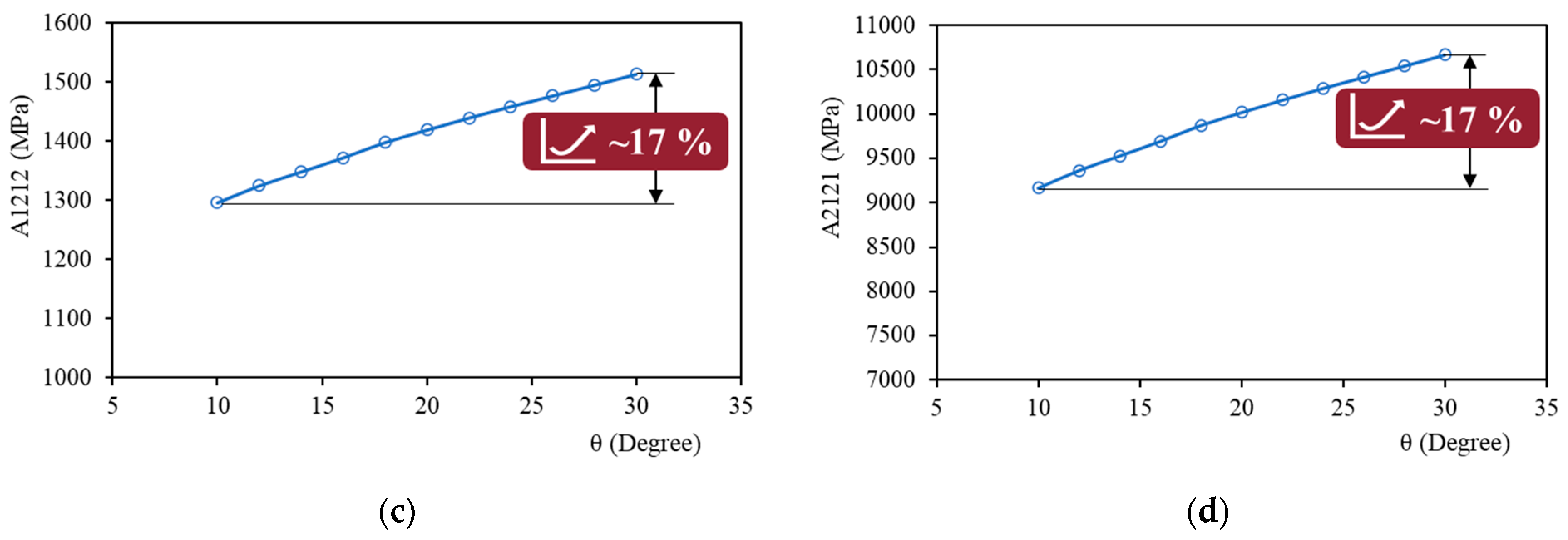
4.1. Effect of Filament Bonding and Intersection Angle
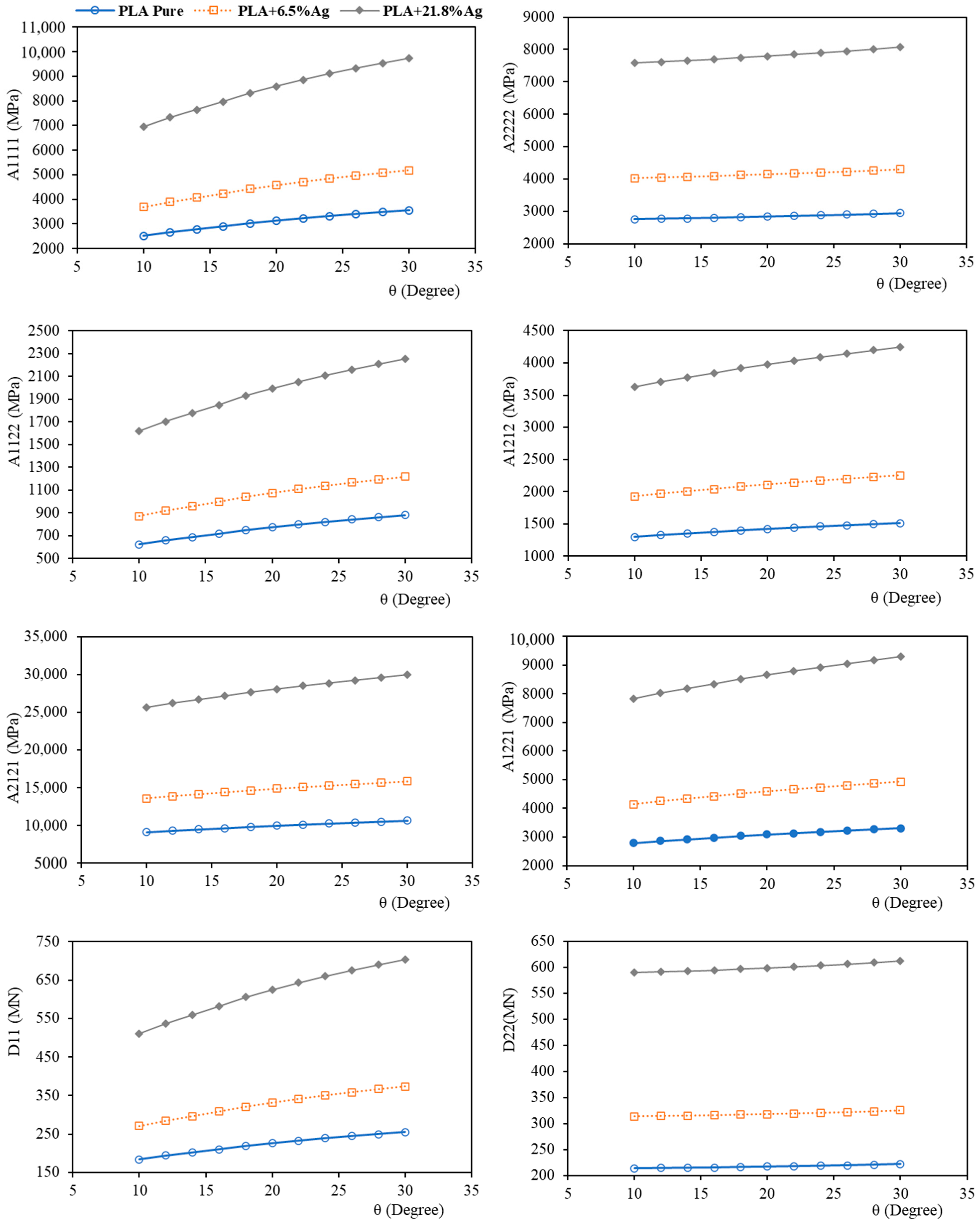
4.2. Effect of Silver Nanoparticles
5. Conclusions
- By increasing the intersection angle, all the stiffness parameters are improved, consistent with the physical nature of the component.
- The influence of the change in intersection angle on mechanical properties varies for different material orientations of the FDM-printed sample.
- The change in θ highly influences the mechanical parameters in the direction of each filament layer, while its impact in the direction of printing layers is minimal, and an average impact is found for the shear-related parameters.
- The introduction of silver nanoparticles to pure PLA can significantly improve the stiffness parameters of the final product at the same porosity. This is desirable in designing biomedical implants where a specific level of porosity is required to ensure permeability.
- The influence of bonding parameters on mechanical properties becomes more prominent in the case of PLA nanocomposites compared to pure PLA.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Wickramasinghe, S.; Do, T.; Tran, P. FDM-Based 3D Printing of Polymer and Associated Composite: A Review on Mechanical Properties, Defects and Treatments. Polymers 2020, 12, 1529. [Google Scholar] [CrossRef] [PubMed]
- Durgun, I.; Ertan, R. Experimental investigation of FDM process for improvement of mechanical properties and production cost. Rapid Prototyp. J. 2014, 20, 228–235. [Google Scholar] [CrossRef]
- Syrlybayev, D.; Zharylkassyn, B.; Seisekulova, A.; Akhmetov, M.; Perveen, A.; Talamona, D. Optimisation of Strength Properties of FDM Printed Parts—A Critical Review. Polymers 2021, 13, 1587. [Google Scholar] [CrossRef] [PubMed]
- Tronvoll, S.A.; Welo, T.; Elverum, C.W. The effects of voids on structural properties of fused deposition modelled parts: A probabilistic approach. Int. J. Adv. Manuf. Technol. 2018, 97, 3607–3618. [Google Scholar] [CrossRef]
- Sood, A.K.; Ohdar, R.K.; Mahapatra, S.S. Parametric appraisal of fused deposition modelling process using the grey Taguchi method. Proc. Inst. Mech. Eng. B J. Eng. Manuf. 2010, 224, 135–145. [Google Scholar] [CrossRef]
- Nyiranzeyimana, G.; Mutua, J.M.; Mose, B.R.; Mbuya, T.O. Optimization of process parameters in fused deposition modelling of thermoplastics: A review. Mater. Werkst. 2021, 52, 682–694. [Google Scholar] [CrossRef]
- Enemuoh, E.U.; Duginski, S.; Feyen, C.; Menta, V.G. Effect of Process Parameters on Energy Consumption, Physical, and Mechanical Properties of Fused Deposition Modeling. Polymers 2021, 13, 2406. [Google Scholar] [CrossRef] [PubMed]
- Cardoso, P.H.M.; Coutinho, R.R.T.P.; do Drummond, F.R.; da Conceição, M.N.; da Thiré, R.M.S.M. Evaluation of Printing Parameters on Porosity and Mechanical Properties of 3D Printed PLA/PBAT Blend Parts. Macromol. Symp. 2020, 394, 2000157. [Google Scholar] [CrossRef]
- Oladapo, B.I.; Zahedi, S.A.; Ismail, S.O.; Omigbodun, F.T.; Bowoto, O.K.; Olawumi, M.A. 3D printing of PEEK–cHAp scaffold for medical bone implant. Biodes. Manuf. 2021, 4, 44–59. [Google Scholar] [CrossRef]
- Wang, X.; Zhao, L.; Fuh, J.; Lee, H. Effect of Porosity on Mechanical Properties of 3D Printed Polymers: Experiments and Micromechanical Modeling Based on X-ray Computed Tomography Analysis. Polymers 2019, 11, 1154. [Google Scholar] [CrossRef]
- Geng, Y.; He, H.; Jia, Y.; Peng, X.; Li, Y. Enhanced through-plane thermal conductivity of polyamide 6 composites with vertical alignment of boron nitride achieved by fused deposition modeling. Polym. Compos. 2019, 40, 3375–3382. [Google Scholar] [CrossRef]
- Harris, M.; Potgieter, J.; Ray, S.; Archer, R.; Arif, K.M. Polylactic acid and high-density polyethylene blend: Characterization and application in additive manufacturing. J. Appl. Polym. Sci. 2020, 137, 49602. [Google Scholar] [CrossRef]
- Ngo, T.D.; Kashani, A.; Imbalzano, G.; Nguyen, K.T.Q.; Hui, D. Additive manufacturing (3D printing): A review of materials, methods, applications and challenges. Compos. Part B Eng. 2018, 143, 172–196. [Google Scholar] [CrossRef]
- Bodaghi, M.; Lomov, S.V.; Simacek, P.; Correia, N.C.; Advani, S.G. On the variability of permeability induced by reinforcement distortions and dual scale flow in liquid composite moulding: A review. Compos. Part A Appl. Sci. Manuf. 2019, 120, 188–210. [Google Scholar] [CrossRef]
- Rezaei, A.; Izadi, R.; Fantuzzi, N. Equivalent micropolar model for porous guided bone regeneration mesh: Optimum design for desired mechanical properties. Appl. Math. Model. 2024, 131, 737–763. [Google Scholar] [CrossRef]
- Barrios, J.M.; Romero, P.E. Improvement of Surface Roughness and Hydrophobicity in PETG Parts Manufactured via Fused Deposition Modeling (FDM): An Application in 3D Printed Self–Cleaning Parts. Materials 2019, 12, 2499. [Google Scholar] [CrossRef] [PubMed]
- Bellehumeur, C.; Li, L.; Sun, Q.; Gu, P. Modeling of bond formation between polymer filaments in the fused deposition modeling process. J. Manuf. Process. 2004, 6, 170–178. [Google Scholar] [CrossRef]
- Djouda, J.M.; Gallittelli, D.; Zouaoui, M.; Makke, A.; Gardan, J.; Recho, N.; Crépin, J. Local scale fracture characterization of an advanced structured material manufactured by fused deposition modeling in 3D printing. Frat. Ed. Integrità Strutt. 2019, 14, 534–540. [Google Scholar] [CrossRef]
- Hernandez-Contreras, A.; Ruiz-Huerta, L.; Caballero-Ruiz, A.; Moock, V.; Siller, H.R. Extended CT Void Analysis in FDM Additive Manufacturing Components. Materials 2020, 13, 3831. [Google Scholar] [CrossRef]
- Mohan, N.; Senthil, P.; Vinodh, S.; Jayanth, N. A review on composite materials and process parameters optimisation for the fused deposition modelling process. Virtual Phys. Prototyp. 2017, 12, 47–59. [Google Scholar] [CrossRef]
- Bikiaris, N.D.; Koumentakou, I.; Samiotaki, C.; Meimaroglou, D.; Varytimidou, D.; Karatza, A. Recent Advances in the Investigation of Poly(lactic acid) (PLA) Nanocomposites: Incorporation of Various Nanofillers and their Properties and Applications. Polymers 2023, 15, 1196. [Google Scholar] [CrossRef] [PubMed]
- Saleemi, M.A.; Fouladi, M.H.; Yong, P.V.C.; Chinna, K.; Palanisamy, N.K.; Wong, E.H. Toxicity of Carbon Nanotubes: Molecular Mechanisms, Signaling Cascades, and Remedies in Biomedical Applications. Chem. Res. Toxicol. 2021, 34, 24–46. [Google Scholar] [CrossRef]
- Murjani, B.O.; Kadu, P.S.; Bansod, M.; Vaidya, S.S.; Yadav, M.D. Carbon nanotubes in biomedical applications: Current status, promises, and challenges. Carbon. Lett. 2022, 32, 1207–1226. [Google Scholar] [CrossRef]
- Demchenko, V.; Shtompel, V.; Riabov, S. Nanocomposites based on interpolyelectrolyte complex and Cu/Cu2O core–shell nanoparticles: Structure, thermomechanical and electric properties. Eur. Polym. J. 2016, 75, 310–316. [Google Scholar] [CrossRef]
- Morones, J.R.; Elechiguerra, J.L.; Camacho, A.; Holt, K.; Kouri, J.B.; Ramírez, J.T.; Yacaman, M.J. The bactericidal effect of silver nanoparticles. Nanotechnology 2005, 16, 2346–2353. [Google Scholar] [CrossRef] [PubMed]
- Cacciotti, I.; Fortunati, E.; Puglia, D.; Kenny, J.M.; Nanni, F. Effect of silver nanoparticles and cellulose nanocrystals on electrospun poly(lactic) acid mats: Morphology, thermal properties and mechanical behavior. Carbohydr. Polym. 2014, 103, 22–31. [Google Scholar] [CrossRef]
- Wang, S.; Zhao, Y.; Shen, M.; Shi, X. Electrospun Hybrid Nanofibers Doped With Nanoparticles Or Nanotubes for Biomedical Applications. Ther. Deliv. 2012, 3, 1155–1169. [Google Scholar] [CrossRef] [PubMed]
- Yu, H.-Y.; Yang, X.-Y.; Lu, F.-F.; Chen, G.-Y.; Yao, J.-M. Fabrication of multifunctional cellulose nanocrystals/poly(lactic acid) nanocomposites with silver nanoparticles by spraying method. Carbohydr. Polym. 2016, 140, 209–219. [Google Scholar] [CrossRef] [PubMed]
- Sonseca, A.; Madani, S.; Rodríguez, G.; Hevilla, V.; Echeverría, C.; Fernández-García, M. Multifunctional PLA Blends Containing Chitosan Mediated Silver Nanoparticles: Thermal, Mechanical, Antibacterial, and Degradation Properties. Nanomaterials 2019, 10, 22. [Google Scholar] [CrossRef]
- Demchenko, V.; Kobylinskyi, S.; Iurzhenko, M.; Riabov, S.; Vashchuk, A.; Rybalchenko, N. Nanocomposites based on polylactide and silver nanoparticles and their antimicrobial and antiviral applications. React. Funct. Polym. 2022, 170, 105096. [Google Scholar] [CrossRef]
- Calamak, S.; Ermis, M. In situ silver nanoparticle synthesis on 3D-printed polylactic acid scaffolds for biomedical applications. J. Mater. Res. 2021, 36, 166–175. [Google Scholar] [CrossRef]
- Burdușel, A.-C.; Gherasim, O.; Grumezescu, A.M.; Mogoantă, L.; Ficai, A.; Andronescu, E. Biomedical Applications of Silver Nanoparticles: An Up-to-Date Overview. Nanomaterials 2018, 8, 681. [Google Scholar] [CrossRef] [PubMed]
- Shameli, K.; Ahmad, M.B.; Yunus WM, Z.W.; Ibrahim, N.A.; Rahman, R.A.; Jokar, M.; Darroudi, M. Silver/poly (lactic acid) nanocomposites: Preparation, characterization, and antibacterial activity. Int. J. Nanomed. 2010, 5, 573–579. [Google Scholar] [CrossRef] [PubMed]
- Ranjan, S.; Dasgupta, N.; Chakraborty, A.R.; Melvin Samuel, S.; Ramalingam, C.; Shanker, R.; Kumar, A. Nanoscience and nanotechnologies in food industries: Opportunities and research trends. J. Nanopart. Res. 2014, 16, 2464. [Google Scholar] [CrossRef]
- Črešnar, K.P.; Aulova, A.; Bikiaris, D.N.; Lambropoulou, D.; Kuzmič, K.; Zemljič, L.F. Incorporation of Metal-Based Nanoadditives into the PLA Matrix: Effect of Surface Properties on Antibacterial Activity and Mechanical Performance of PLA Nanoadditive Films. Molecules 2021, 26, 4161. [Google Scholar] [CrossRef]
- Kumar, R.; Münstedt, H. Silver ion release from antimicrobial polyamide/silver composites. Biomaterials 2005, 26, 2081–2088. [Google Scholar] [CrossRef] [PubMed]
- Garzon-Hernandez, S.; Garcia-Gonzalez, D.; Jérusalem, A.; Arias, A. Design of FDM 3D printed polymers: An experimental-modelling methodology for the prediction of mechanical properties. Mater. Des. 2020, 188, 108414. [Google Scholar] [CrossRef]
- Mohamed, O.A.; Masood, S.H.; Bhowmik, J.L. Optimization of fused deposition modeling process parameters: A review of current research and future prospects. Adv. Manuf. 2015, 3, 42–53. [Google Scholar] [CrossRef]
- Izadi, R.; Tuna, M.; Trovalusci, P.; Ghavanloo, E. Torsional characteristics of carbon nanotubes: Micropolar elasticity models and molecular dynamics simulation. Nanomaterials 2021, 11, 453. [Google Scholar] [CrossRef]
- Eringen, A.C. Theory of Micropolar Elasticity. In Microcontinuum Field Theories; Springer: New York, NY, USA, 1999; pp. 101–248. [Google Scholar] [CrossRef]
- Wu, Q.; Gao, Q. The symplectic approach for analytical solution of micropolar plane stress problem. Int. J. Solids Struct. 2023, 264, 112095. [Google Scholar] [CrossRef]
- Leonetti, L.; Fantuzzi, N.; Trovalusci, P.; Tornabene, F. Scale effects in orthotropic composite assemblies as micropolar continua: A comparison between weakand strong-form finite element solutions. Materials 2019, 12, 758. [Google Scholar] [CrossRef] [PubMed]
- Forest, S.; Sab, K. Cosserat overall modeling of heterogeneous materials. Mech. Res. Commun. 1998, 25, 449–454. [Google Scholar] [CrossRef]
- Scarpetta, E. On the fundamental solutions in micropolar elasticity with voids. Acta Mech. 1990, 82, 151–158. [Google Scholar] [CrossRef]
- Kumar, R.; Kansal, T. Fundamental solution in the theory of micropolar thermoelastic diffusion with voids. Comput. Appl. Math. 2012, 31, 169–189. [Google Scholar] [CrossRef]
- Ciarletta, M.; Scalia, A.; Svanadze, M. Fundamental Solution in the Theory of Micropolar Thermoelasticity for Materials with Voids. J. Therm. Stress. 2007, 30, 213–229. [Google Scholar] [CrossRef]
- Lakes, R.S. Experimental microelasticity of two porous solids. Int. J. Solids Struct. 1986, 22, 55–63. [Google Scholar] [CrossRef]
- Marin, M.; Carrera, E.; Abouelregal, A.E. Structural stability study for porous Cosserat media. Mech. Adv. Mater. Struct. 2023, 31, 3324–3332. [Google Scholar] [CrossRef]
- Benedetti, M.; Plessis, A.D.; Ritchie, R.O.; Dallago, M.; Razavi, S.M.J.; Berto, F. Architected cellular materials: A review on their mechanical properties towards fatigue-tolerant design and fabrication. Mater. Sci. Eng. R Rep. 2021, 144, 100606. [Google Scholar] [CrossRef]
- Fantuzzi, N.; Trovalusci, P.; Luciano, R. Multiscale analysis of anisotropic materials with hexagonal microstructure as micropolar continua. Int. J. Multiscale Comput. Eng. 2020, 18, 265–284. [Google Scholar] [CrossRef]
- Fantuzzi, N.; Trovalusci, P.; Dharasura, S. Mechanical Behavior of Anisotropic Composite Materials as Micropolar Continua. Front. Mater. 2019, 6, e00059. [Google Scholar] [CrossRef]
- Yoder, M.; Thompson, L.; Summers, J. Size effects in lattice structures and a comparison to micropolar elasticity. Int. J. Solids Struct. 2018, 143, 245–261. [Google Scholar] [CrossRef]
- Maalej, Y.; El Ghezal, M.I.; Doghri, I. Micromechanical approach for the behaviour of open cell foams. Eur. J. Comput. Mech. 2013, 22, 198–208. [Google Scholar] [CrossRef]
- Rueger, Z.; Lakes, R.S. Experimental Cosserat elasticity in open-cell polymer foam. Philos. Mag. 2016, 96, 93–111. [Google Scholar] [CrossRef]
- Lakes, R.S. Cosserat shape effects in the bending of foams. Mech. Adv. Mater. Struct. 2022, 30, 3997–4001. [Google Scholar] [CrossRef]
- Izadi, R.; Tuna, M.; Trovalusci, P.; Fantuzzi, N. Bending characteristics of carbon nanotubes: Micropolar elasticity models and molecular dynamics simulations. Mech. Adv. Mater. Struct. 2021, 30, 189–206. [Google Scholar] [CrossRef]
- Sun, H. COMPASS: An ab Initio Force-Field Optimized for Condensed-Phase Applications Overview with Details on Alkane and Benzene Compounds. J. Phys. Chem. B 1998, 102, 7338–7364. [Google Scholar] [CrossRef]
- Farah, S.; Anderson, D.G.; Langer, R. Physical and mechanical properties of PLA, and their functions in widespread applications—A comprehensive review. Adv. Drug Deliv. Rev. 2016, 107, 367–392. [Google Scholar] [CrossRef]
- Izadi, R.; Tuna, M.; Trovalusci, P.; Fantuzzi, N. Thermomechanical characteristics of green nanofibers made from polylactic acid: An insight into tensile behavior via molecular dynamics simulation. Mech. Mater. 2023, 181, 104640. [Google Scholar] [CrossRef]
- Tsuji, H. Poly(lactide) Stereocomplexes: Formation, Structure, Properties, Degradation, and Applications. Macromol. Biosci. 2005, 5, 569–597. [Google Scholar] [CrossRef]
- Izadi, R.; Trovalusci, P.; Fantuzzi, N. A Study on the Effect of Doping Metallic Nanoparticles on Fracture Properties of Polylactic Acid Nanofibres via Molecular Dynamics Simulation. Nanomaterials 2023, 13, 989. [Google Scholar] [CrossRef]
- Klotz, S.; Kaufmann, N.; Kuenz, A.; Prüße, U. Biotechnological production of enantiomerically pure d-lactic acid. Appl. Microbiol. Biotechnol. 2016, 100, 9423–9437. [Google Scholar] [CrossRef] [PubMed]
- BIOVIA Discovery Studio. Materials Studio. Available online: https://www.3ds.com/products-services/biovia/ (accessed on 1 January 2024).
- Garlotta, D. A Literature Review of Poly(Lactic Acid). J. Polym. Environ. 2001, 9, 63–84. [Google Scholar] [CrossRef]
- Bussi, G.; Zykova-Timan, T.; Parrinello, M. Isothermal-isobaric molecular dynamics using stochastic velocity rescaling. J. Chem. Phys. 2009, 130, 3889. [Google Scholar] [CrossRef] [PubMed]
- Theodorou, D.N.; Suter, U.W. Atomistic modeling of mechanical properties of polymeric glasses. Macromolecules 1986, 19, 139–154. [Google Scholar] [CrossRef]
- Izadi, R.; Ghavanloo, E.; Nayebi, A. Elastic properties of polymer composites reinforced with C60 fullerene and carbon onion: Molecular dynamics simulation. Phys. B Condens. Matter 2019, 574, 311636. [Google Scholar] [CrossRef]
- Izadi, R.; Nayebi, A.; Ghavanloo, E. Combined molecular dynamics–micromechanics methods to predict Young’s modulus of fullerene-reinforced polymer composites. Eur. Phys. J. Plus 2021, 136, 816. [Google Scholar] [CrossRef]
- Chen, H.; Liu, X.; Hu, G.; Yuan, H. Identification of material parameters of micropolar theory for composites by homogenization method. Comput. Mater. Sci. 2009, 46, 733–737. [Google Scholar] [CrossRef]
- Fantuzzi, N.; Trovalusci, P.; Luciano, R. Material symmetries in homogenized hexagonal-shaped composites as cosserat continua. Symmetry 2020, 12, 441. [Google Scholar] [CrossRef]
- De Bellis, M.L.; Addessi, D. A Cosserat Based Multi-Scale Model for Masonry Structures. Int. J. Mult. Comp. Eng. 2011, 9, 543–563. [Google Scholar] [CrossRef]
- Hodgson, G.; Ranellucci, A.; Math, J.M.F. Slic3r Manual. 2024. Available online: https://manual.slic3r.org/advanced/flow-math (accessed on 27 June 2024).
- PRUSA Research. Layers and Perimeters. Available online: https://help.prusa3d.com/article/layers-and-perimeters_1748 (accessed on 27 June 2024).
- Ferretti, P.; Leon-Cardenas, C.; Ciotti, E.; Santi, G.M.; Donnici, G.; Frizziero, L. FDM 3D Printing Parameters Optimization: The Key Role of Line Width. In Proceedings of the International Conference on Industrial Engineering and Operations Management, Bangalore, India, 16–18 August 2021; pp. 921–929. [Google Scholar] [CrossRef]
- Costa, S.F.; Duarte, F.M.; Covas, J.A. Estimation of filament temperature and adhesion development in fused deposition techniques. J. Mater. Process Technol. 2017, 245, 167–179. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Nanofiller Weight Fraction (%) | Young’s Modulus (GPa) | Poisson’s Ratio | ||
|---|---|---|---|---|
| 1 | Pure PLA | 0.00 | 3.779 | 0.300 |
| 2 | PLA reinforced by silver nanoparticles | 6.50 | 5.558 | 0.281 |
| 3 | 21.8 | 10.461 | 0.276 |
| Variable | Unit | Description |
|---|---|---|
| The thermal conductivity between the segments of the filament and the support material. | ||
| Support temperature. | ||
| - | =1 In the presence of contact between the filament element and the support; =0 otherwise. | |
| - | The fraction of the perimeter in contact with the support. | |
| Environment temperature. | ||
| Extrusion temperature. | ||
| s | Time at which filament segment x of the filament r is deposited. | |
| Perimeter of the cross-section. | ||
| A | Cross-sectional area. | |
| - | =1 if the filament segment r is in contact with another filament segment; =0 otherwise. | |
| Heat transfer coefficient of contact i. | ||
| - | Fraction of perimeter of filament in contact i. | |
| Specific heat capacity. | ||
| Density. | ||
| - | Number of physical contacts with an adjacent filament segment or support. |
| Parameter | Value | |
|---|---|---|
| Sample size | L × L | |
| Layer height | 0.05 L | |
| Initial flat width | 0.05 L | |
| Intersection angle | 10~30 | |
| No. of filaments per layer | 10 | |
| No. of printing layers | 20 | |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Rezaei, A.; Izadi, R.; Fantuzzi, N. A Hierarchical Nano to Micro Scale Modelling of 3D Printed Nano-Reinforced Polylactic Acid: Micropolar Modelling and Molecular Dynamics Simulation. Nanomaterials 2024, 14, 1113. https://doi.org/10.3390/nano14131113
Rezaei A, Izadi R, Fantuzzi N. A Hierarchical Nano to Micro Scale Modelling of 3D Printed Nano-Reinforced Polylactic Acid: Micropolar Modelling and Molecular Dynamics Simulation. Nanomaterials. 2024; 14(13):1113. https://doi.org/10.3390/nano14131113
Chicago/Turabian StyleRezaei, AbdolMajid, Razie Izadi, and Nicholas Fantuzzi. 2024. "A Hierarchical Nano to Micro Scale Modelling of 3D Printed Nano-Reinforced Polylactic Acid: Micropolar Modelling and Molecular Dynamics Simulation" Nanomaterials 14, no. 13: 1113. https://doi.org/10.3390/nano14131113
APA StyleRezaei, A., Izadi, R., & Fantuzzi, N. (2024). A Hierarchical Nano to Micro Scale Modelling of 3D Printed Nano-Reinforced Polylactic Acid: Micropolar Modelling and Molecular Dynamics Simulation. Nanomaterials, 14(13), 1113. https://doi.org/10.3390/nano14131113