
Anisotropic SmFe10V2 Bulk Magnets with Enhanced Coercivity via Ball Milling Process

 ,
,  , ,
, , 

Abstract
:1. Introduction
2. Experiments
3. Experimental Results and Discussion
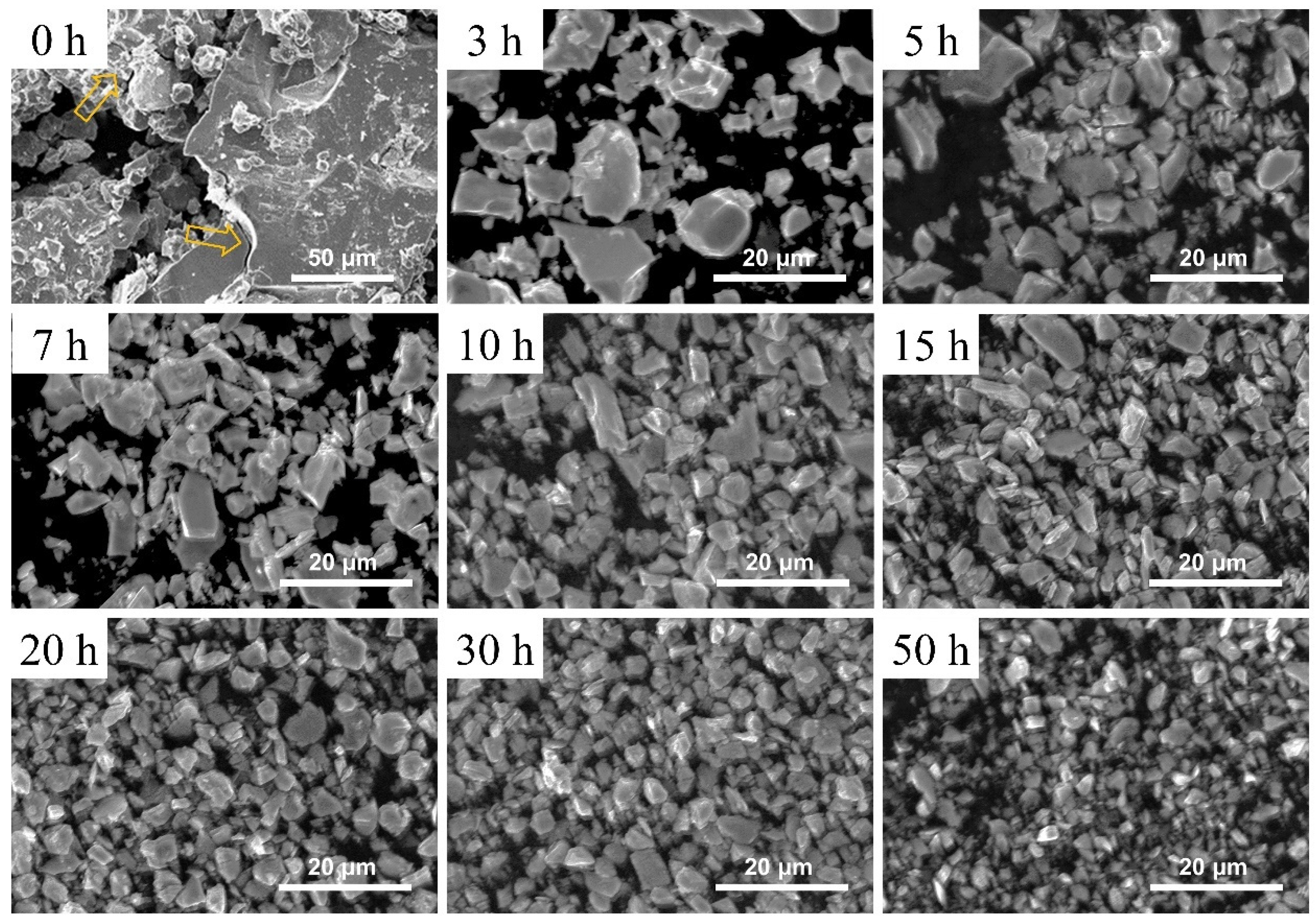
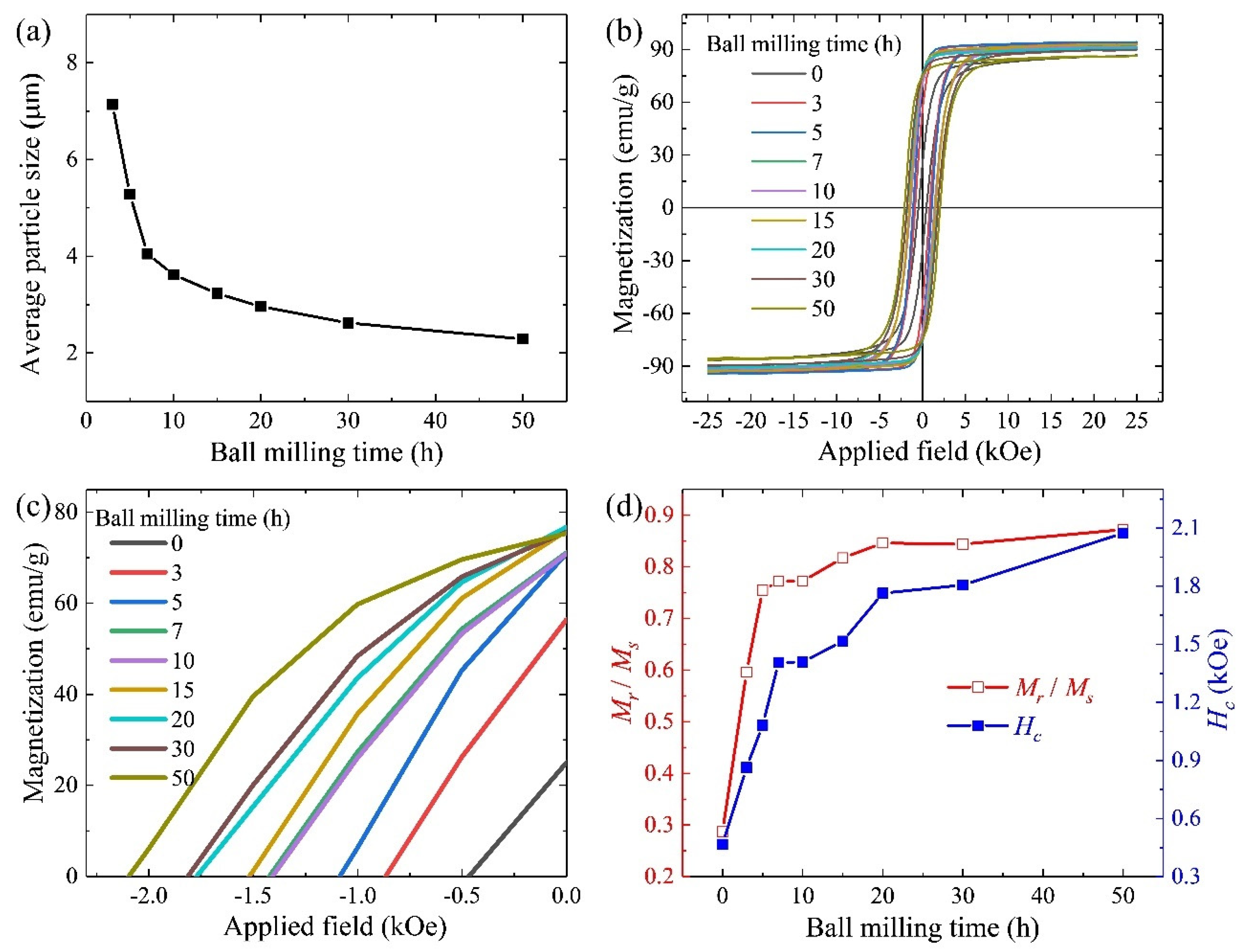
3.1. Microstructures and Magnetic Properties of the Ball-Milled Powders
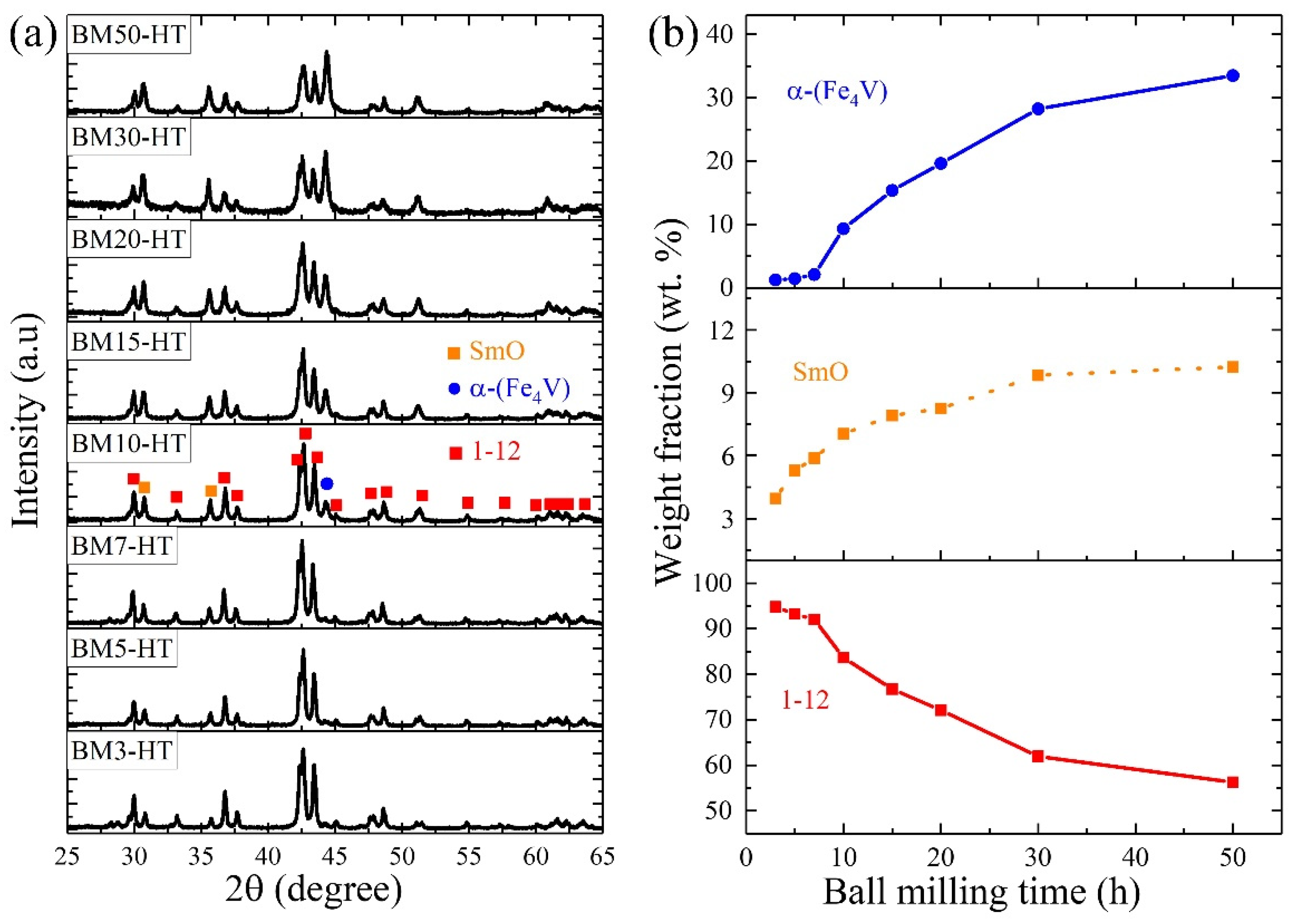
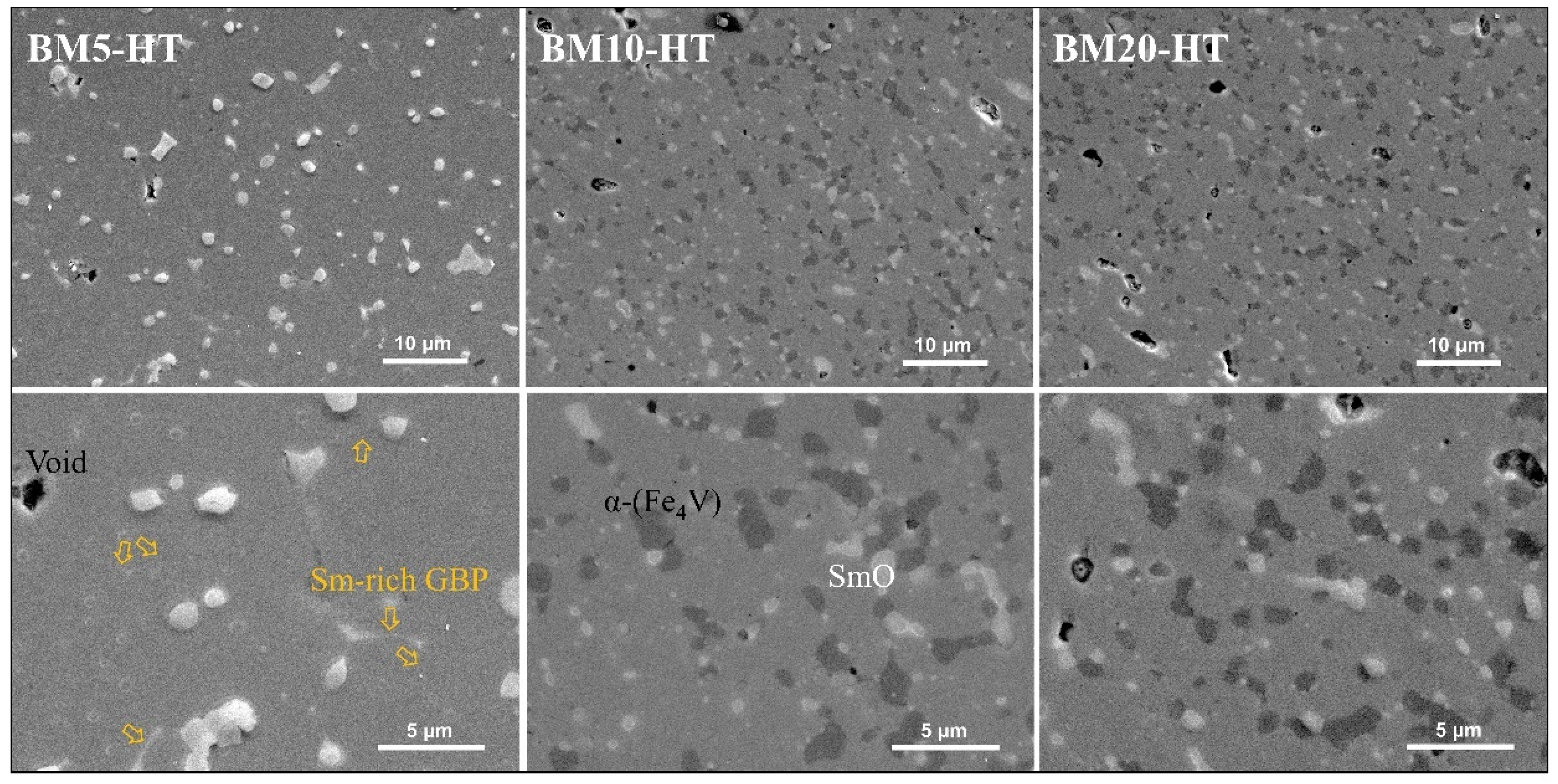
3.2. Microstructure and Magnetic Properties of Heat-Treated Bulks Influenced by Ball Milling Time
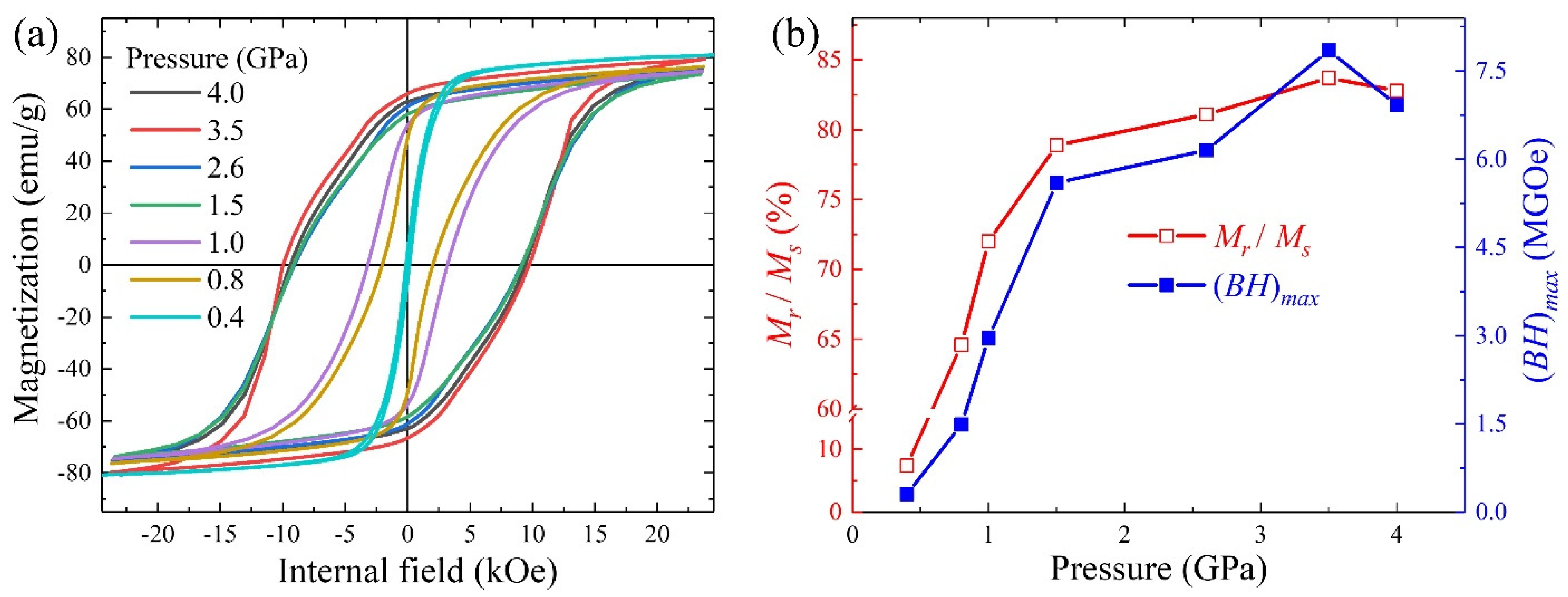
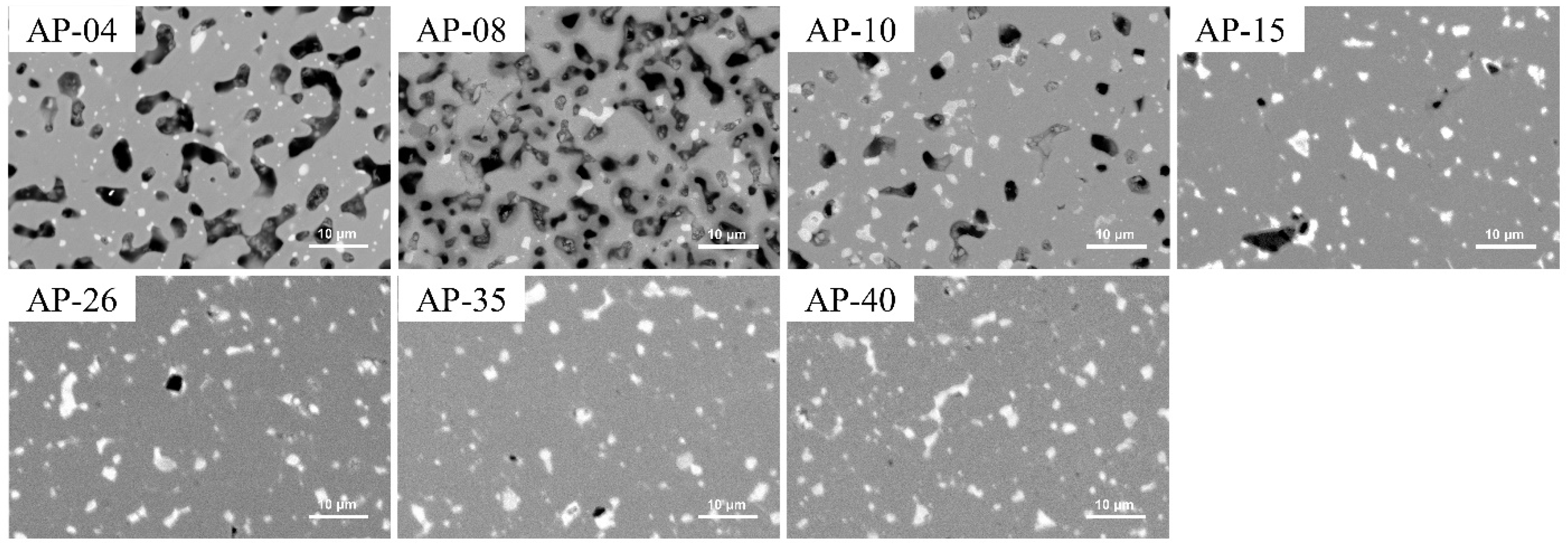
3.3. Anisotropic Bulks Modified by the Pressure
- Prevent Oxidation: The primary goal is to find a method to prevent heavy oxidation during the pressing and heat treatment processes. This would allow the use of finer powders to improve the alignment level and allocate more Sm to form the Sm-rich GBP instead of the SmOx phase.
- Minimize Sm Evaporation: Research methods to reduce Sm evaporation during heat treatment. Ensuring a uniform GBP formation over a longer heat treatment period is essential, although this typically risks the decomposition of the 1–12 phase due to significant Sm evaporation.
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Gabay, A.M.; Hadjipanayis, G.C. Recent Developments in RFe12-Type Compounds for Permanent Magnets. Scr. Mater. 2018, 154, 284–288. [Google Scholar] [CrossRef]
- Hadjipanayis, G.C.; Gabay, A.M.; Schönhöbel, A.M.; Martín-Cid, A.; Barandiaran, J.M.; Niarchos, D. ThMn12-Type Alloys for Permanent Magnets. Engineering 2020, 6, 141–147. [Google Scholar] [CrossRef]
- Hirayama, Y.; Takahashi, Y.K.; Hirosawa, S.; Hono, K. Intrinsic Hard Magnetic Properties of Sm(Fe1−xCox)12 Compound with the ThMn12 Structure. Scr. Mater. 2017, 138, 62–65. [Google Scholar] [CrossRef]
- Dirba, I.; Harashima, Y.; Sepehri-Amin, H.; Ohkubo, T.; Miyake, T.; Hirosawa, S.; Hono, K. Thermal Decomposition of ThMn12-Type Phase and Its Optimum Stabilizing Elements in SmFe12-Based Alloys. J. Alloys Compd. 2020, 813, 152224. [Google Scholar] [CrossRef]
- Makurenkova, A.; Ogawa, D.; Tozman, P.; Okamoto, S.; Nikitin, S.; Hirosawa, S.; Hono, K.; Takahashi, Y.K. Intrinsic Hard Magnetic Properties of Sm(Fe,Co)12−xTix Compound with ThMn12 Structure. J. Alloys Compd. 2021, 861, 158477. [Google Scholar] [CrossRef]
- Tang, X.; Li, J.; Srinithi, A.K.; Sepehri-Amin, H.; Ohkubo, T.; Hono, K. Role of V on the Coercivity of SmFe12-Based Melt-Spun Ribbons Revealed by Machine Learning and Microstructure Characterizations. Scr. Mater. 2021, 200, 113925. [Google Scholar] [CrossRef]
- Sun, H.; Otani, Y.; Coey, J.M.D.; Meekison, C.D.; Jakubovics, J.P. Coercivity and Microstructure of Melt-spun Sm(Fe11Ti). J. Appl. Phys. 1990, 67, 4659–4661. [Google Scholar] [CrossRef]
- Liu, Z.; Liu, Z.; Wu, H.; Zhu, C.; Cheng, W.; Cao, S.; Luo, H.; Wu, L.; Chen, R.; Xia, W.; et al. Mechanism of Ti-Rich Grain Boundary Phase Formation and Coercivity Reinforcement in Sm(Fe0.8Co0.2)11TiBx Melt-Spun Ribbons. Scr. Mater. 2023, 227, 115281. [Google Scholar] [CrossRef]
- Qian, H.-D.; Lim, J.T.; Kim, J.-W.; Yang, Y.; Zhou, T.H.; Jeon, H.K.; Park, J.; Choi, C.-J. Physical and Magnetic Properties of ThMn12-Type Sm(Fe0.8Co0.2)10Si2 Melt-Spun Ribbons. Metals 2022, 12, 753. [Google Scholar] [CrossRef]
- Qian, H.-D.; Lim, J.T.; Kim, J.-W.; Yang, Y.; Cho, K.M.; Park, J.; Choi, C.-J. Phase Transformation and Magnetic Properties of Fully Dense Sm(Fe0.8Co0.2)11Ti Bulk Magnets. Scr. Mater. 2021, 193, 17–21. [Google Scholar] [CrossRef]
- Zhao, L.; Li, C.; Zhang, X.; Bandaru, S.; Su, K.; Liu, X.; Zhou, Q.; Li, L.; Greneche, J.-M.; Jin, J.; et al. Effects of Sm Content on the Phase Structure, Microstructure and Magnetic Properties of the SmxZr0.2(Fe0.8Co0.2)11.5Ti0.5 (x = 0.8−1.4) Alloys. J. Alloys Compd. 2020, 828, 154428. [Google Scholar] [CrossRef]
- Tozman, P.; Fukazawa, T.; Ogawa, D.; Sepehri-Amin, H.; Bolyachkin, A.; Miyake, T.; Hirosawa, S.; Hono, K.; Takahashi, Y.K. Peculiar Behavior of V on the Curie Temperature and Anisotropy Field of SmFe12−xVx Compounds. Acta Mater. 2022, 232, 117928. [Google Scholar] [CrossRef]
- Srinithi, A.K.; Sepehri-Amin, H.; Tang, X.; Tozman, P.; Li, J.; Zhang, J.; Kobayashi, S.; Ohkubo, T.; Nakamura, T.; Hono, K. Phase Relations and Extrinsic Magnetic Properties of Sm–(Fe,Co)–Ti–(Ga)-Based Alloys for ThMn12-Type Permanent Magnets. J. Magn. Magn. Mater. 2021, 529, 167866. [Google Scholar] [CrossRef]
- Zhou, T.H.; Qian, H.-D.; Lim, J.T.; Jeon, H.-K.; Choi, C.-J.; Cho, Y.-R.; Park, J. Effects of Ti–V Pair Substitution and Grain Boundary Modification on Physical and Magnetic Properties of Sm(Fe0.8Co0.2)12 Bulk Magnet. J. Alloys Compd. 2023, 966, 171620. [Google Scholar] [CrossRef]
- Schönhöbel, A.M.; Madugundo, R.; Gabay, A.M.; Barandiarán, J.M.; Hadjipanayis, G.C. The Sm-Fe-V Based 1:12 Bulk Magnets. J. Alloys Compd. 2019, 791, 1122–1127. [Google Scholar] [CrossRef]
- Schönhöbel, A.M.; Madugundo, R.; Barandiarán, J.M.; Hadjipanayis, G.C.; Palanisamy, D.; Schwarz, T.; Gault, B.; Raabe, D.; Skokov, K.; Gutfleisch, O.; et al. Nanocrystalline Sm-Based 1:12 Magnets. Acta Mater. 2020, 200, 652–658. [Google Scholar] [CrossRef]
- Zhang, J.S.; Tang, X.; Sepehri-Amin, H.; Srinithi, A.K.; Ohkubo, T.; Hono, K. Origin of Coercivity in an Anisotropic Sm(Fe,Ti,V)12-Based Sintered Magnet. Acta Mater. 2021, 217, 117161. [Google Scholar] [CrossRef]
- Otsuka, K.; Kamata, M.; Nomura, T.; Iida, H.; Nakamura, H. Coercivities of Sm–Fe–M Sintered Magnets with ThMn12-Type Structure (M = Ti, V). Mater. Trans. 2021, 62, 887–891. [Google Scholar] [CrossRef]
- Zhou, T.H.; Song, Y.; Zhang, B.; Zheng, X.; Choi, C.-J.; Cho, Y.-R.; Park, J. Enhancing Coercivity through Grain Boundary Phase Modification in SmxFe10V2. J. Mater. Res. Technol. 2024, 30, 3092–3100. [Google Scholar] [CrossRef]
- Palanisamy, D.; Ener, S.; Maccari, F.; Schäfer, L.; Skokov, K.P.; Gutfleisch, O.; Raabe, D.; Gault, B. Grain Boundary Segregation, Phase Formation, and Their Influence on the Coercivity of Rapidly Solidified SmFe11Ti Hard Magnetic Alloys. Phys. Rev. Mater. 2020, 4, 054404. [Google Scholar] [CrossRef]
- Srinithi, A.K.; Tang, X.; Sepehri-Amin, H.; Zhang, J.; Ohkubo, T.; Hono, K. High-Coercivity SmFe12-Based Anisotropic Sintered Magnets by Cu Addition. Acta Mater. 2023, 256, 119111. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Group 1: Ball milling time dependence | ||||||||
| Ball milling time (h) | 3 | 5 | 7 | 10 | 15 | 20 | 30 | 50 |
| Ball-milled powders | BM3 | BM5 | Bm7 | BM10 | BM15 | BM20 | BM30 | BM50 |
| Heat-treated bulks (non-orientation) | BM3-HT | BM5-HT | BM7-HT | BM10-HT | BM15-HT | BM20-HT | BM30-HT | BM50-HT |
| Group 2: Pressure dependence (BM5 powders) | ||||||||
| Pressure (GPa) | 0.4 | 0.8 | 1.0 | 1.5 | 2.6 | 3.5 | 4.0 | |
| Heat-treated bulks (orientation) | AP-04 | AP-08 | AP-10 | AP-15 | AP-26 | AP-35 | AP-40 | |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhou, T.H.; Zhang, B.; Zheng, X.; Song, Y.; Si, P.; Choi, C.-J.; Cho, Y.-R.; Park, J. Anisotropic SmFe10V2 Bulk Magnets with Enhanced Coercivity via Ball Milling Process. Nanomaterials 2024, 14, 1329. https://doi.org/10.3390/nano14161329
Zhou TH, Zhang B, Zheng X, Song Y, Si P, Choi C-J, Cho Y-R, Park J. Anisotropic SmFe10V2 Bulk Magnets with Enhanced Coercivity via Ball Milling Process. Nanomaterials. 2024; 14(16):1329. https://doi.org/10.3390/nano14161329
Chicago/Turabian StyleZhou, Tian Hong, Baochao Zhang, Xing Zheng, Youngwoon Song, Pingzhan Si, Chul-Jin Choi, Young-Rae Cho, and Jihoon Park. 2024. "Anisotropic SmFe10V2 Bulk Magnets with Enhanced Coercivity via Ball Milling Process" Nanomaterials 14, no. 16: 1329. https://doi.org/10.3390/nano14161329