
Tribological and Heat Transfer Investigation of Graphene Oxide Coatings on Nylon Rotating Bands in an Artillery System


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Materials and Methods
2.1. Sample Preparation
2.2. Friction Test
2.3. Simulation Design
3. Results and Discussion
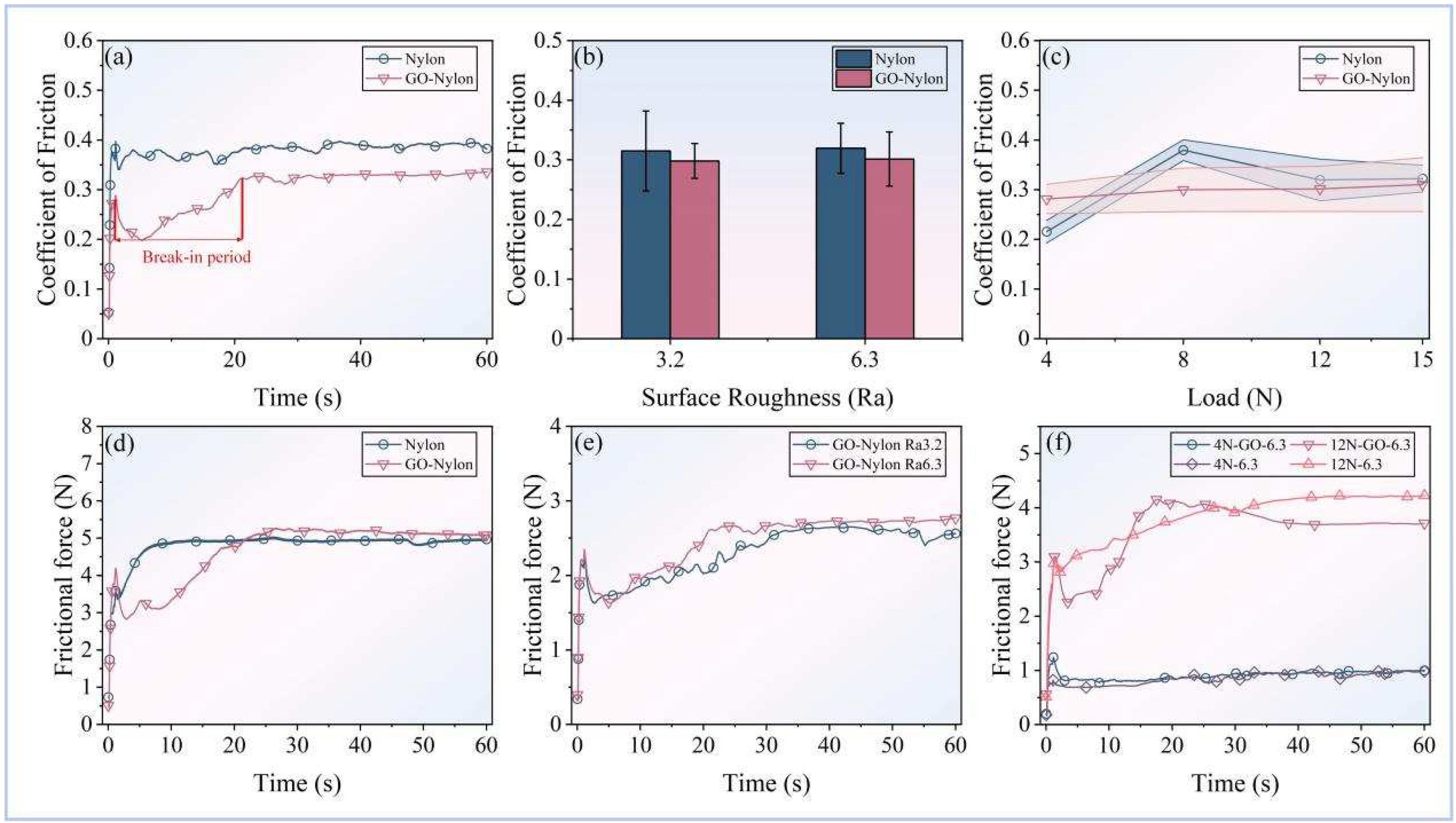
3.1. Tribological Performance
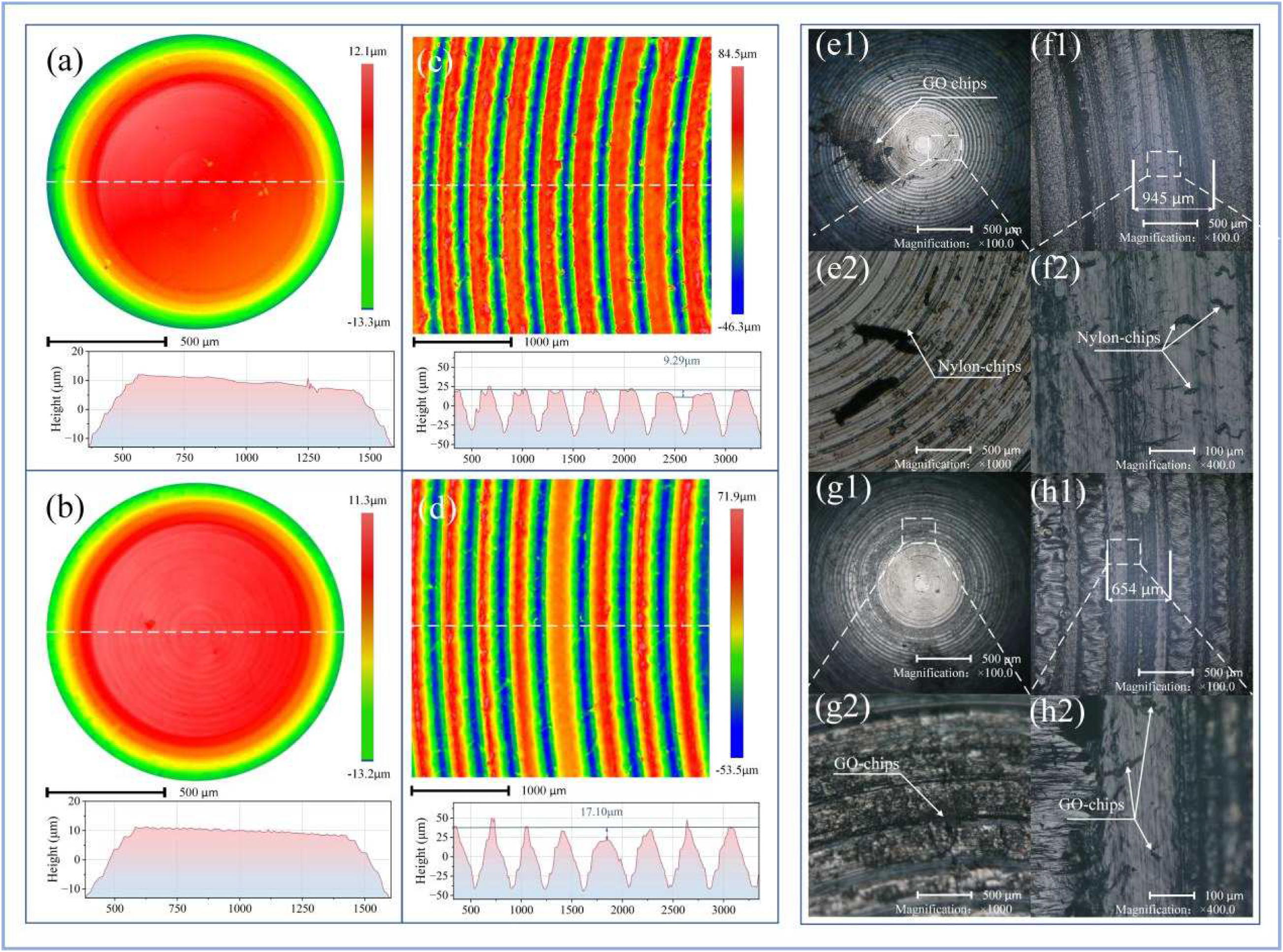
3.2. Surface Morphology Analysis
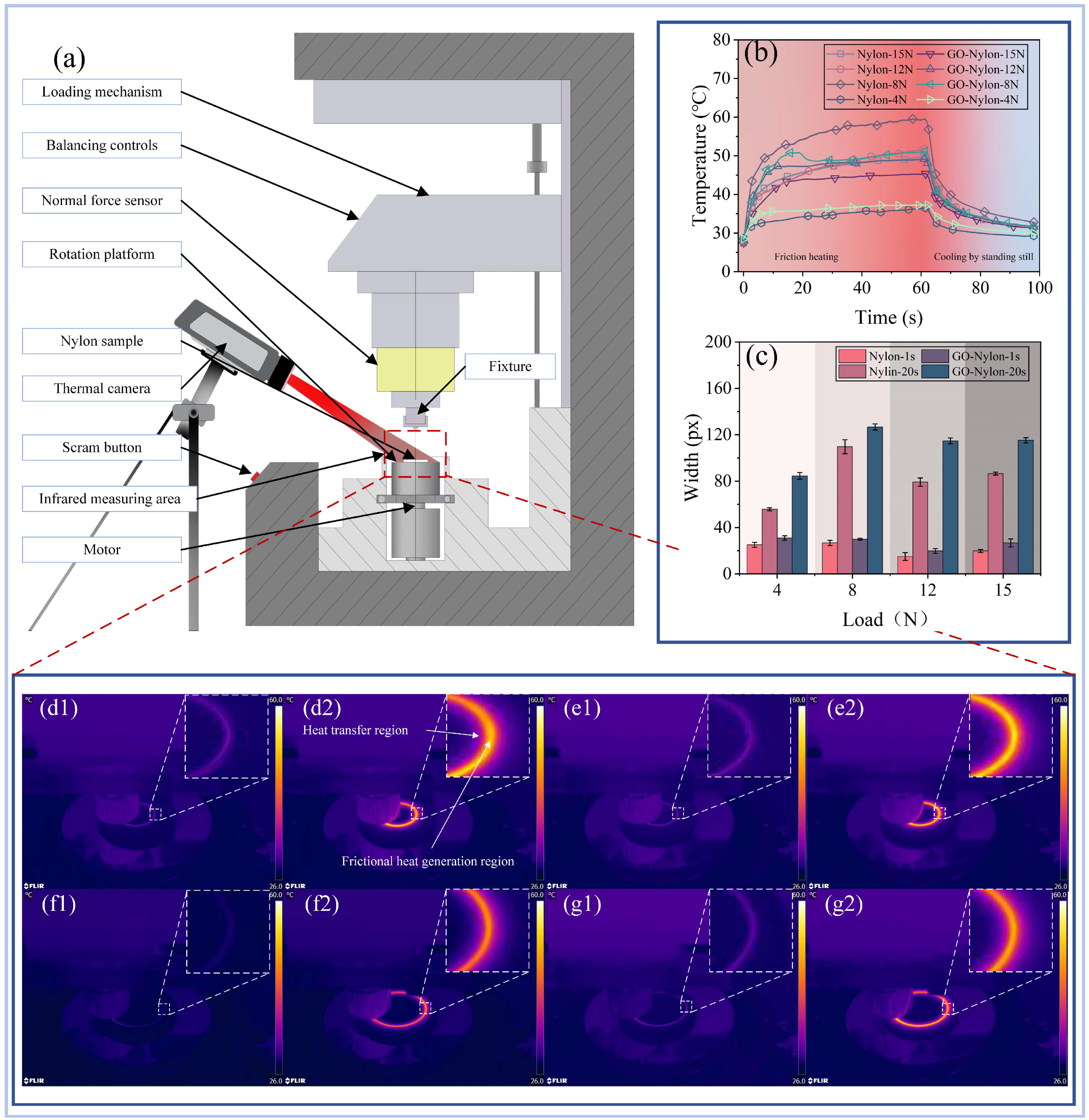
3.3. Thermal Imaging Analysis
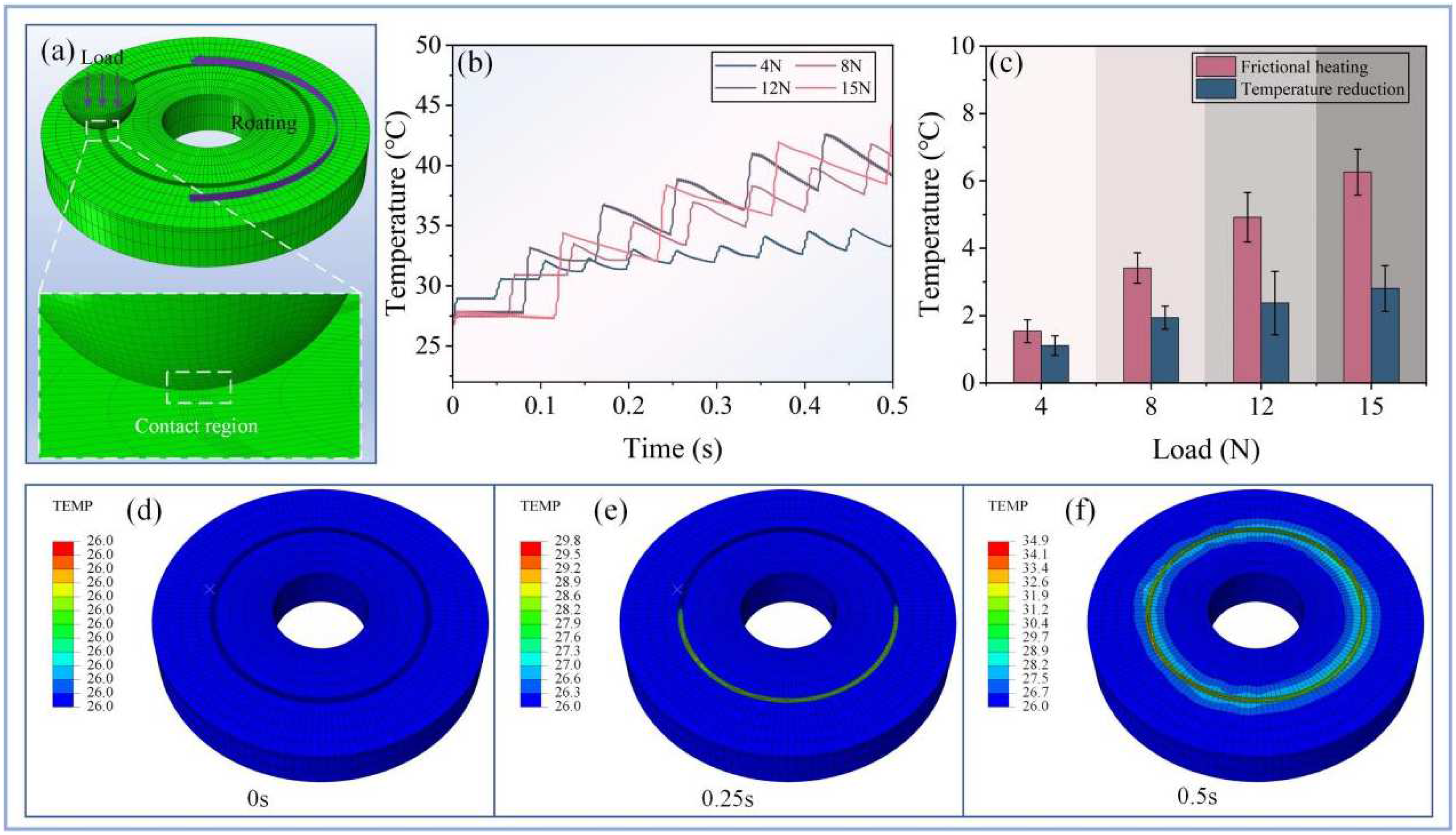
3.4. Simulation Analysis
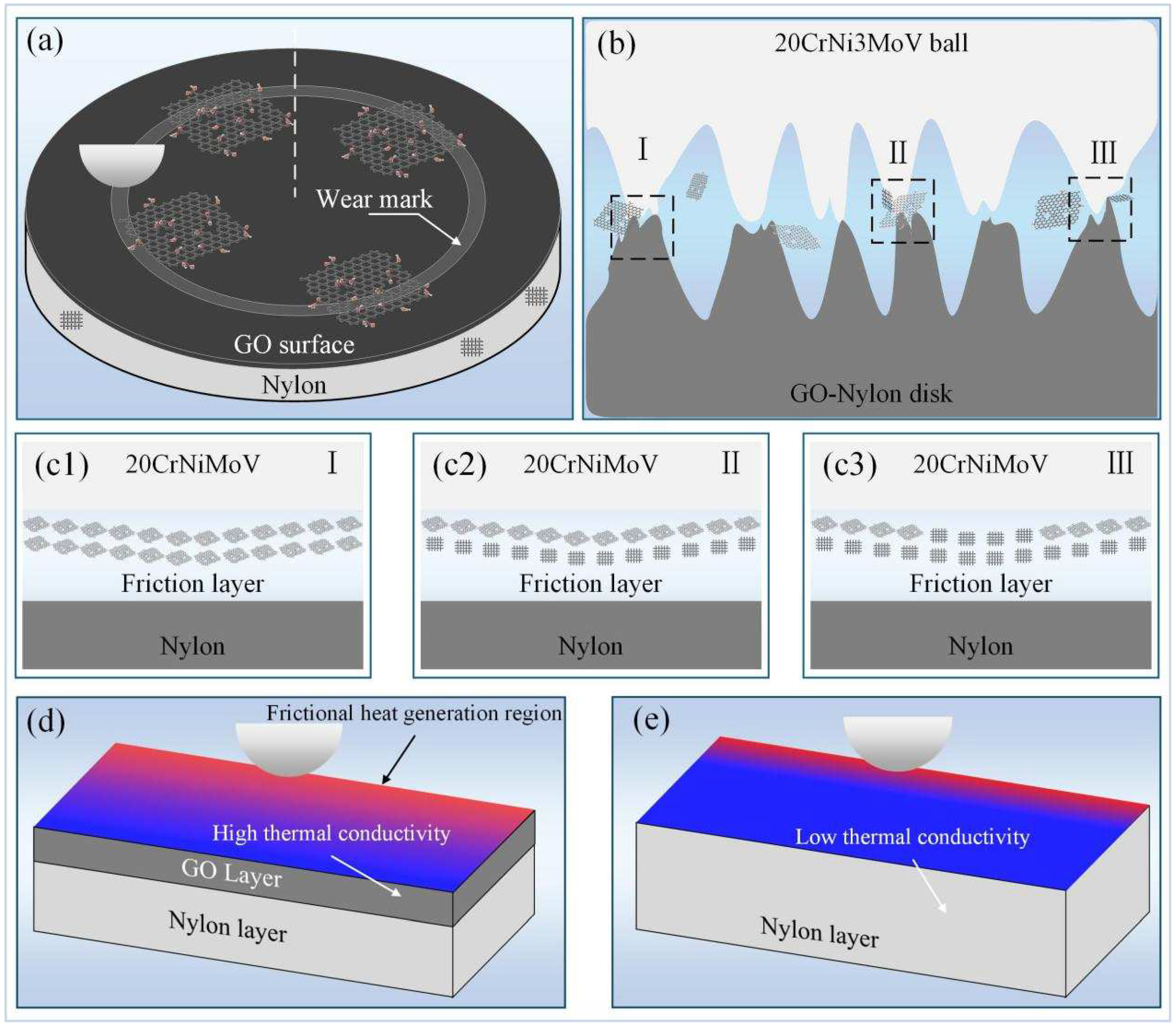
3.5. Friction Mechanism
4. Conclusions
- (1)
- The tribological performance of the GO-Nylon surface has significantly improved compared to the original Nylon surface. Under external loads of 8 N, 12 N, and 15 N, the COF values of the GO-Nylon surface decreased by 21%, 6.25%, and 3.13%, respectively, compared to the original surface. This phenomenon is not as apparent under lower external loads, suggesting that the improvement is closely related to the magnitude of the external load.
- (2)
- The results from optical microscopy and 3D white light images show that GO can be uniformly distributed on the Nylon surface. Using the preparation method employed in the experiment, the GO coating maintained a stable distribution of approximately 13 μm on the original Nylon material surface.
- (3)
- The thermal effects during the friction process of the GO-Nylon surface were significantly reduced. Under different external loads of 8 N, 12 N, and 15 N, the peak temperature at the frictional contact points decreased by 14%, 5.4%, and 8.16%, respectively. Compared to the Nylon surface, the temperature distribution on the GO-Nylon surface was more uniform, reducing excessive heat concentration on the friction surface.
- (4)
- The simulation results aligned with the experimental trends under different external conditions, indicating that the heat generated from a single friction event is positively correlated with the external load.
- (5)
- At the present stage, the production technology of graphene oxide materials has matured, and it hardly has any impact on the environment during the production process. Through the improvement in the friction and thermal properties of graphene oxide materials when used in rotating band materials, we believe that it can be applied to other similar working conditions to enhance the basic properties of the original materials.
Supplementary Materials
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Fan, W.; Gao, P. A review on erosion-reducing additive materials to extend the lifespan of gun barrels. J. Mater. Sci. 2021, 56, 19767–19790. [Google Scholar] [CrossRef]
- Vaidya, U.K.; Serrano, J.C.; Villalobos, A.; Sands, J.; Garner, J. Design and analysis of a long fiber thermoplastic composite tailcone for a tank gun training round. Mater. Des. 2008, 29, 305–318. [Google Scholar] [CrossRef]
- Yang, M.; Yu, Y.-G. Dynamic engraving characteristics of nylon belt under different charge conditions. J. Mech. 2024, 40, 155–163. [Google Scholar] [CrossRef]
- Wu, B.; Zheng, J.; Tian, Q.-T.; Zou, Z.-Q.; Chen, X.-L.; Zhang, K.-S. Friction and wear between rotating rotating band and gun barrel during engraving process. Wear 2014, 318, 106–113. [Google Scholar] [CrossRef]
- Kumar, K.; Iqbal, M.; Gupta, P. Constitutive and Dynamic Behavior of Nylon 66 Polymer Under Quasi and High Rate of Loading. J. Vib. Eng. Technol. 2024, 1–31. [Google Scholar] [CrossRef]
- Zhang, Y.; Purssell, C.; Mao, K.; Leigh, S. A physical investigation of wear and thermal characteristics of 3D printed nylon spur gears. Tribol. Int. 2020, 141, 105953. [Google Scholar] [CrossRef]
- Dubey, M.K.; Chaudhary, R.; Emmandi, R.; Seth, S.; Mahapatra, R.; Harinarain, A.; Ramakumar, S. Tribological evaluation of passenger car engine oil: Effect of friction modifiers. Results Eng. 2022, 16, 100727. [Google Scholar] [CrossRef]
- Lu, X.; Cotter, J.; Eadie, D. Laboratory study of the tribological properties of friction modifier thin films for friction control at the wheel/rail interface. Wear 2005, 259, 1262–1269. [Google Scholar] [CrossRef]
- Spikes, H. Friction modifier additives. Tribol. Lett. 2015, 60, 1–26. [Google Scholar]
- Mahfuz, H.; Adnan, A.; Rangari, V.K.; Hasan, M.M.; Jeelani, S.; Wright, W.J.; DeTeresa, S.J. Enhancement of strength and stiffness of Nylon 6 filaments through carbon nanotubes reinforcement. Appl. Phys. Lett. 2006, 88, 083119. [Google Scholar] [CrossRef]
- Mahfuz, H.; Hasan, M.; Dhanak, V.; Beamson, G.; Stewart, J.; Rangari, V.; Wei, X.; Khabashesku, V.; Jeelani, S. Reinforcement of nylon 6 with functionalized silica nanoparticles for enhanced tensile strength and modulus. Nanotechnology 2008, 19, 445702. [Google Scholar] [CrossRef] [PubMed]
- Wang, Z.; Li, Q.; Chen, Z.; Liu, J.; Liu, T.; Li, H.; Zheng, S. Enhanced comprehensive properties of nylon-6 nanocomposites by aniline-modified boron nitride nanosheets. Ind. Eng. Chem. Res. 2018, 57, 11005–11013. [Google Scholar] [CrossRef]
- Rafiq, R.; Cai, D.; Jin, J.; Song, M. Increasing the toughness of nylon 12 by the incorporation of functionalized graphene. Carbon 2010, 48, 4309–4314. [Google Scholar] [CrossRef]
- Geim, A.K. Graphene: Status and prospects. Science 2009, 324, 1530–1534. [Google Scholar] [CrossRef]
- Geim, A.K.; Novoselov, K.S. The rise of graphene. Nat. Mater. 2007, 6, 183–191. [Google Scholar] [CrossRef]
- Klemenz, A.; Pastewka, L.; Balakrishna, S.G.; Caron, A.; Bennewitz, R.; Moseler, M. Atomic scale mechanisms of friction reduction and wear protection by graphene. Nano Lett. 2014, 14, 7145–7152. [Google Scholar] [CrossRef]
- Penkov, O.; Kim, H.-J.; Kim, H.-J.; Kim, D.-E. Tribology of graphene: A review. Int. J. Precis. Eng. Manuf. 2014, 15, 577–585. [Google Scholar] [CrossRef]
- Meng, Y.; Su, F.; Chen, Y. Supercritical fluid synthesis and tribological applications of silver nanoparticle-decorated graphene in engine oil nanofluid. Sci. Rep. 2016, 6, 31246. [Google Scholar] [CrossRef]
- Yi, S.; Chen, X.; Li, J.; Liu, Y.; Ding, S.; Luo, J. Macroscale superlubricity of Si-doped diamond-like carbon film enabled by graphene oxide as additives. Carbon 2021, 176, 358–366. [Google Scholar] [CrossRef]
- Chen, H.; Yi, S.; Li, J.; Fu, J.; Yang, L.; Xu, Y.; Qian, L.; Chen, L.; Ding, S. Facilitating macroscopic superlubricity through graphene oxide nanosheet additives in phosphoric acid. Mater. Today Nano 2024, 27, 100493. [Google Scholar] [CrossRef]
- Balandin, A.A.; Ghosh, S.; Bao, W.; Calizo, I.; Teweldebrhan, D.; Miao, F.; Lau, C.N. Superior thermal conductivity of single-layer graphene. Nano Lett. 2008, 8, 902–907. [Google Scholar] [CrossRef]
- Yi, S.; Li, J.; Zhu, J.; Wang, X.; Mo, J.; Ding, S. Investigation of machining Ti-6Al-4V with graphene oxide nanofluids: Tool wear, cutting forces and cutting vibration. J. Manuf. Process. 2020, 49, 35–49. [Google Scholar] [CrossRef]
- Meng, Y.; Su, F.; Chen, Y. Synthesis of nano-Cu/graphene oxide composites by supercritical CO2-assisted deposition as a novel material for reducing friction and wear. Chem. Eng. J. 2015, 281, 11–19. [Google Scholar] [CrossRef]
- Meng, Y.; Su, F.; Chen, Y. A novel nanomaterial of graphene oxide dotted with Ni nanoparticles produced by supercritical CO2-assisted deposition for reducing friction and wear. ACS Appl. Mater. Interfaces 2015, 7, 11604–11612. [Google Scholar] [CrossRef]
- Haseebuddin, M.R.; Keshavamurthy, R.; Kumar, S.J.N. Friction and Wear Behavior of Al-Graphene Nanocomposite Synthesized by Powder Metallurgy and Hot Extrusion. J. Mater. Eng. Perform. 2023, 33, 11338–11350. [Google Scholar] [CrossRef]
- Chen, S.; Liu, Y.; Feng, K. Effects of Graphene Additions on Iron-Based Friction Material Prepared from Vanadium-Bearing Titanomagnetite Concentrates Directly. Metall. Mater. Trans. B 2022, 53, 3334–3343. [Google Scholar] [CrossRef]
- Zhan, L.; Peng, Y.; Huang, Y.; Zou, K. The Transition of Friction Coefficient on Graphene by the Microsphere Probe. Tribol. Lett. 2023, 71, 45. [Google Scholar] [CrossRef]
- Cho, D.-H.; Wang, L.; Kim, J.-S.; Lee, G.-H.; Kim, E.S.; Lee, S.; Lee, S.Y.; Hone, J.; Lee, C. Effect of surface morphology on friction of graphene on various substrates. Nanoscale 2013, 5, 3063–3069. [Google Scholar] [CrossRef]
- Becheikh, N.; Tashkandi, M.A. Continuous Drive Friction Welding of Graphene-Reinforced AA6061 Alloy: Innovative Approach to Enhance Mechanical and Thermal Properties. J. Mater. Eng. Perform. 2024. [Google Scholar] [CrossRef]
- Dorfman, M.R. Thermal spray coatings. In Handbook of Environmental Degradation of Materials; Elsevier: Amsterdam, The Netherlands, 2018; pp. 469–488. [Google Scholar]
- Maio, L.; Liberini, M.; Campanella, D.; Astarita, A.; Esposito, S.; Boccardi, S.; Meola, C. Infrared thermography for monitoring heat generation in a linear friction welding process of Ti6Al4V alloy. Infrared Phys. Technol. 2017, 81, 325–338. [Google Scholar] [CrossRef]
- Makarov, A.A.; Mann, B.F.; Regalado, E.L.; Pirrone, G.F.; Sun, C.; Sun, S.; Nowak, T.; Wang, H.; Mangion, I. Visualizing and studying frictional heating effects in reversed-phase liquid chromatography using infrared thermal imaging. Anal. Chim. Acta 2018, 1018, 1–6. [Google Scholar] [CrossRef]
- Teo, K.-M.; Lafdi, K. Thermal diffusivity mapping of friction surface using photo-thermal technique. J. Trib. 2001, 123, 785–790. [Google Scholar] [CrossRef]
- Filippov, A.; Tarasov, S.Y. Infrared thermography inspection of severe friction on UFG stainless steel, copper and aluminum alloy. In Proceedings of the AIP Conference Proceedings, Tomsk, Russia, 1–5 October 2019. [Google Scholar]
- Ottani, F.; Lusvarghi, L.; Bolelli, G.; Amenta, F.; Pedrazzi, S.; Morselli, N.; Puglia, M.; Allesina, G. Using infrared imaging to measure the friction coefficient during pin-on-disk sliding wear tests. Measurement 2024, 225, 114048. [Google Scholar] [CrossRef]
- You, T.; Yu, J.; Yu, X. In-situ Measurements of Surface Temperature Fields on Ring-Block Contact Surface under Friction Using an Infrared Thermography. In Advanced Tribology, Proceedings of the CIST2008 & ITS-IFToMM2008, Beijing, China, 24–27 September 2008; Springer: Berlin/Heidelberg, Germany, 2010; pp. 744–747. [Google Scholar]
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chen, H.; Meng, Z.; Yi, S. Tribological and Heat Transfer Investigation of Graphene Oxide Coatings on Nylon Rotating Bands in an Artillery System. Nanomaterials 2024, 14, 1943. https://doi.org/10.3390/nano14231943
Chen H, Meng Z, Yi S. Tribological and Heat Transfer Investigation of Graphene Oxide Coatings on Nylon Rotating Bands in an Artillery System. Nanomaterials. 2024; 14(23):1943. https://doi.org/10.3390/nano14231943
Chicago/Turabian StyleChen, Hongbin, Zeyang Meng, and Shuang Yi. 2024. "Tribological and Heat Transfer Investigation of Graphene Oxide Coatings on Nylon Rotating Bands in an Artillery System" Nanomaterials 14, no. 23: 1943. https://doi.org/10.3390/nano14231943
APA StyleChen, H., Meng, Z., & Yi, S. (2024). Tribological and Heat Transfer Investigation of Graphene Oxide Coatings on Nylon Rotating Bands in an Artillery System. Nanomaterials, 14(23), 1943. https://doi.org/10.3390/nano14231943