Wear Behavior of Medium-Carbon Steel with Different Laser-Textured Densities under Starved Lubrication

 , and
, and
Abstract
:1. Introduction
2. Experimental Procedures
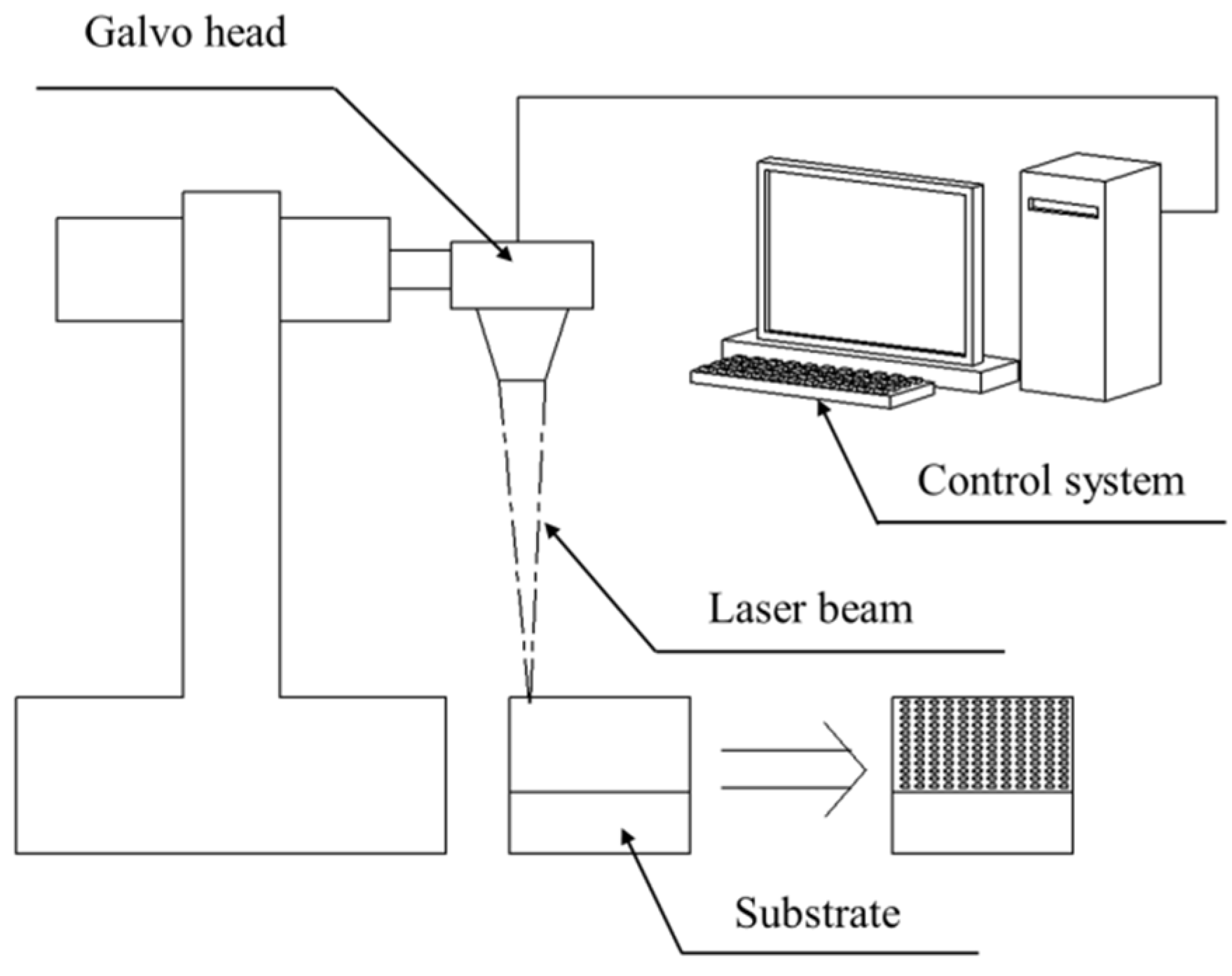
2.1. Specimens Preparation and Characterization
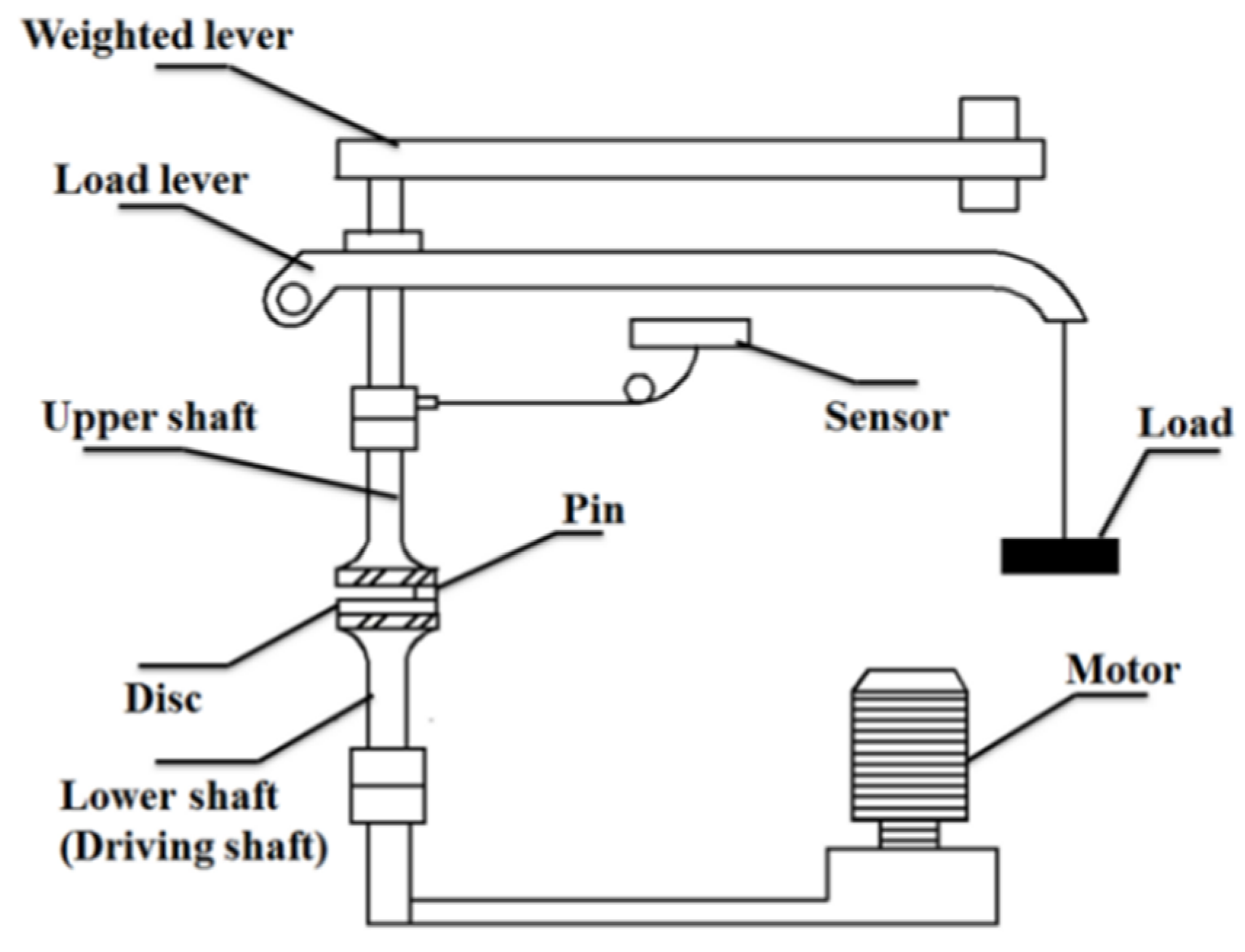
2.2. Friction and Wear Examination
3. Results
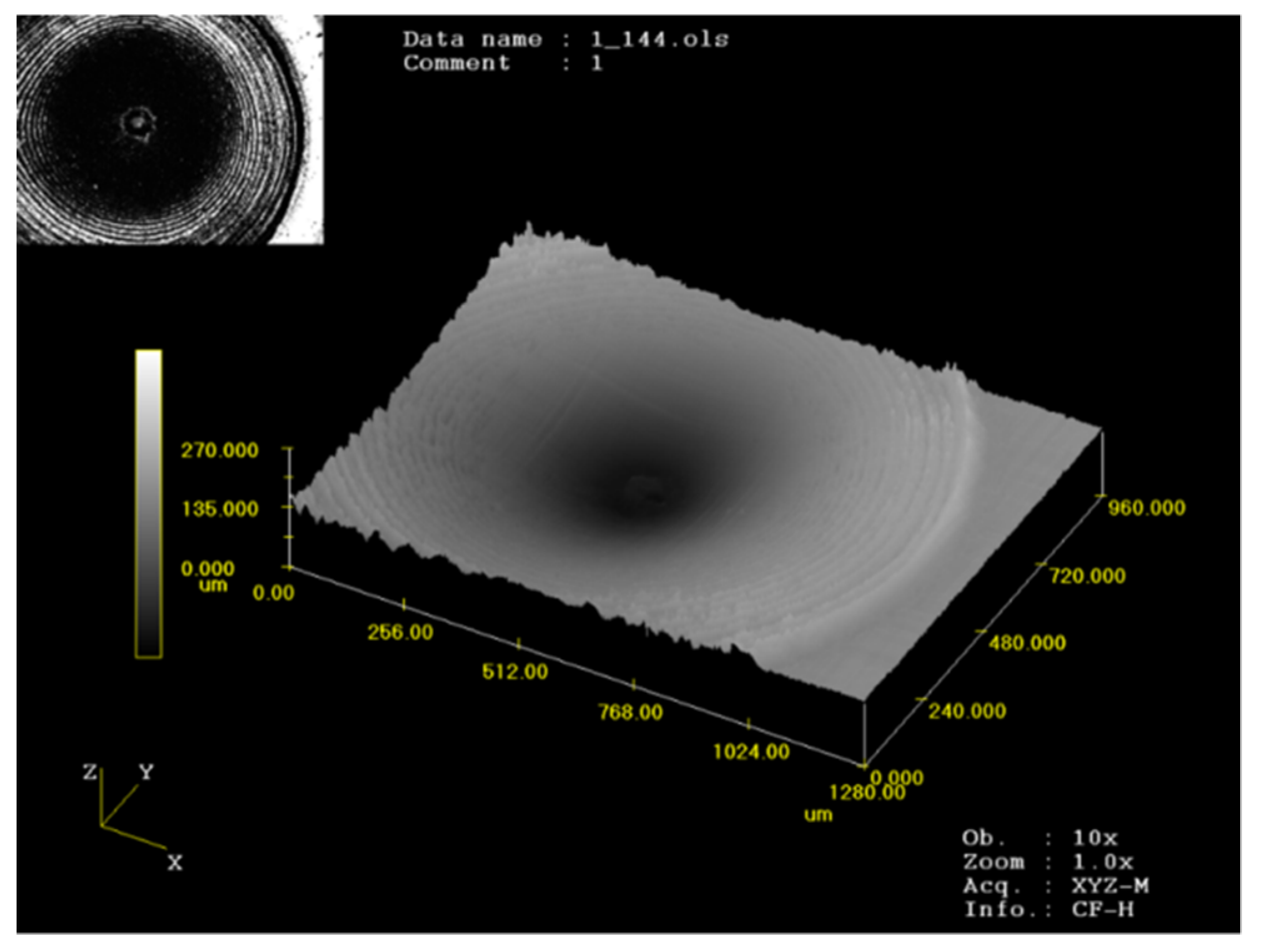
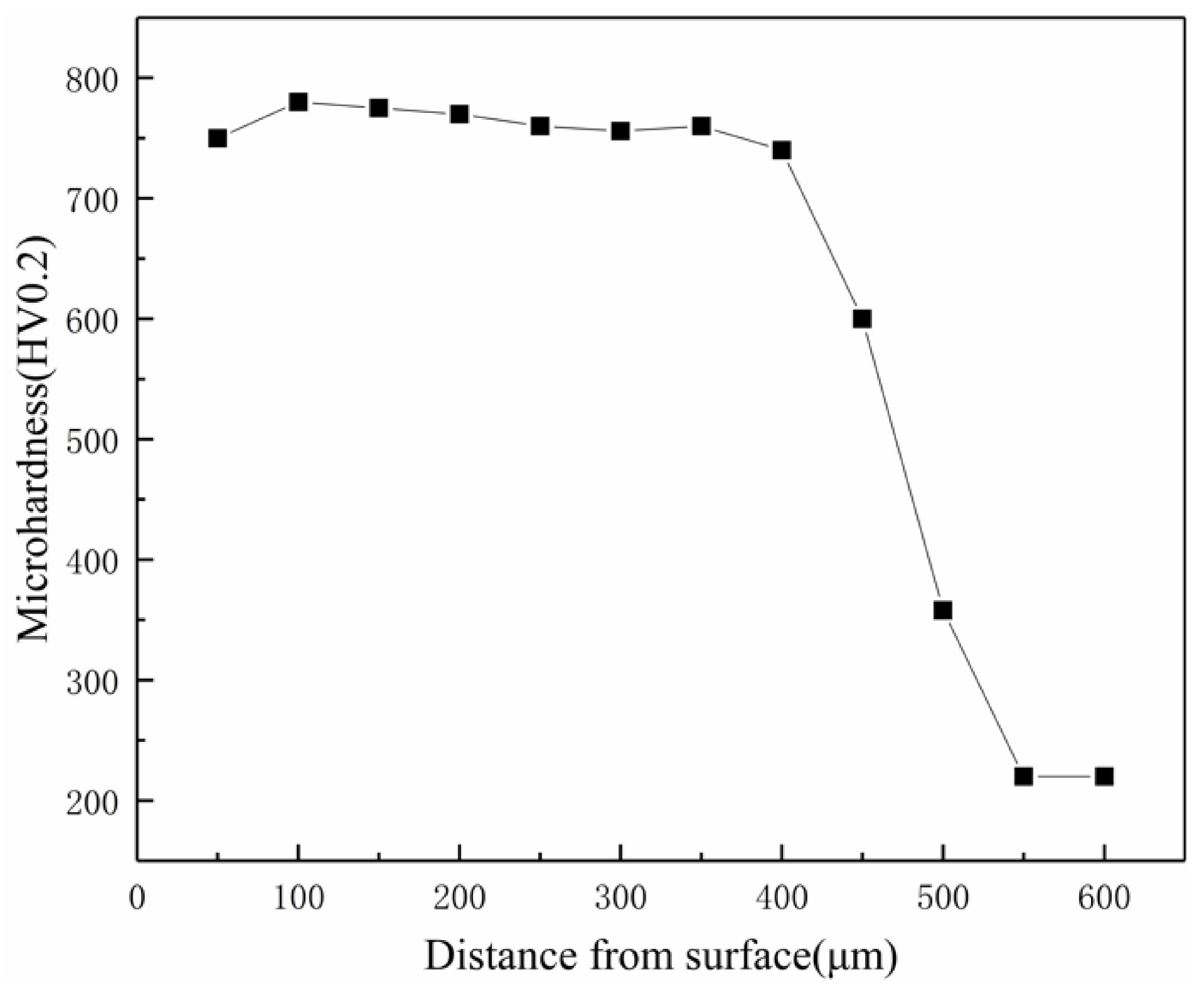
3.1. Microstructure and Microhardness of the Bionic Unit
3.2. Wear Behavior
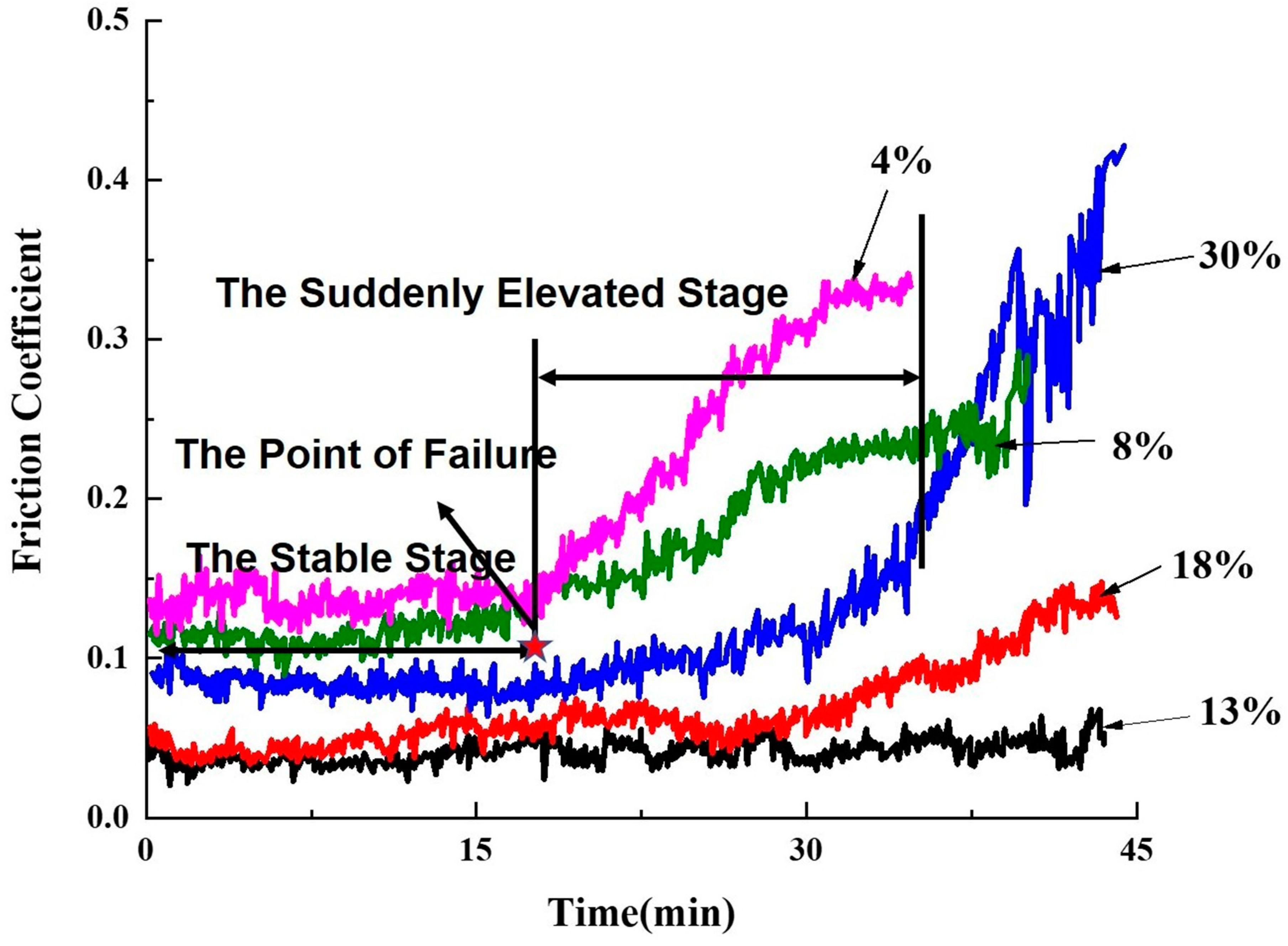
3.2.1. Friction Properties of Specimens with Different Dimples Densities
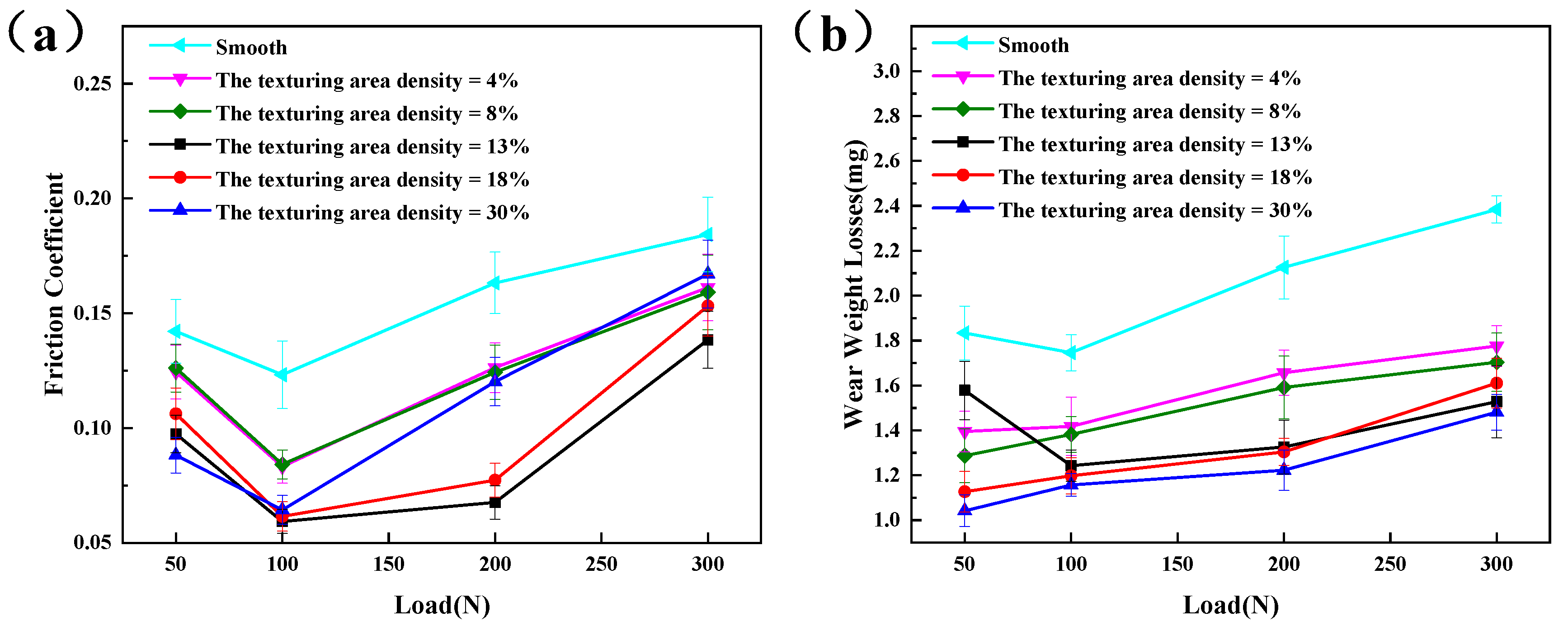
3.2.2. Influence of Load in the Running-in Process on the Tests
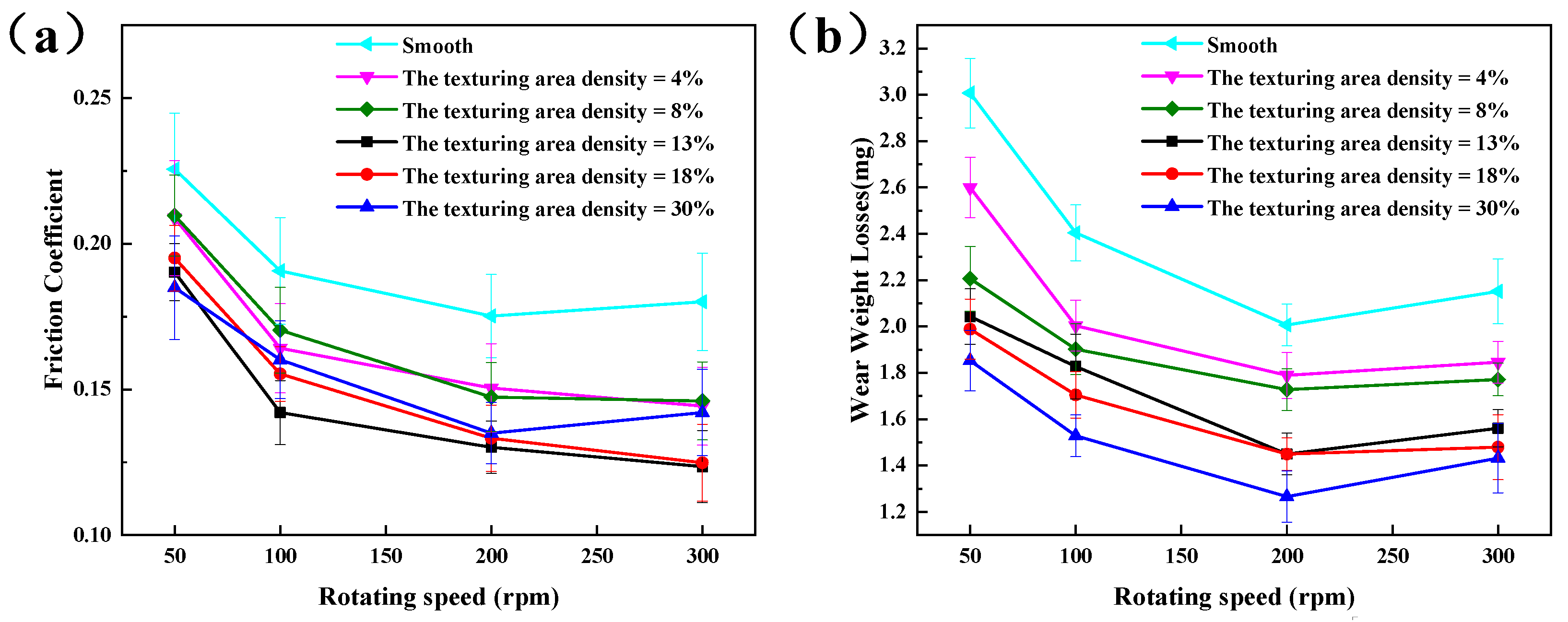
3.2.3. Influence of Rotating Speed in the Running-in Process on the Tests
4. Discussion
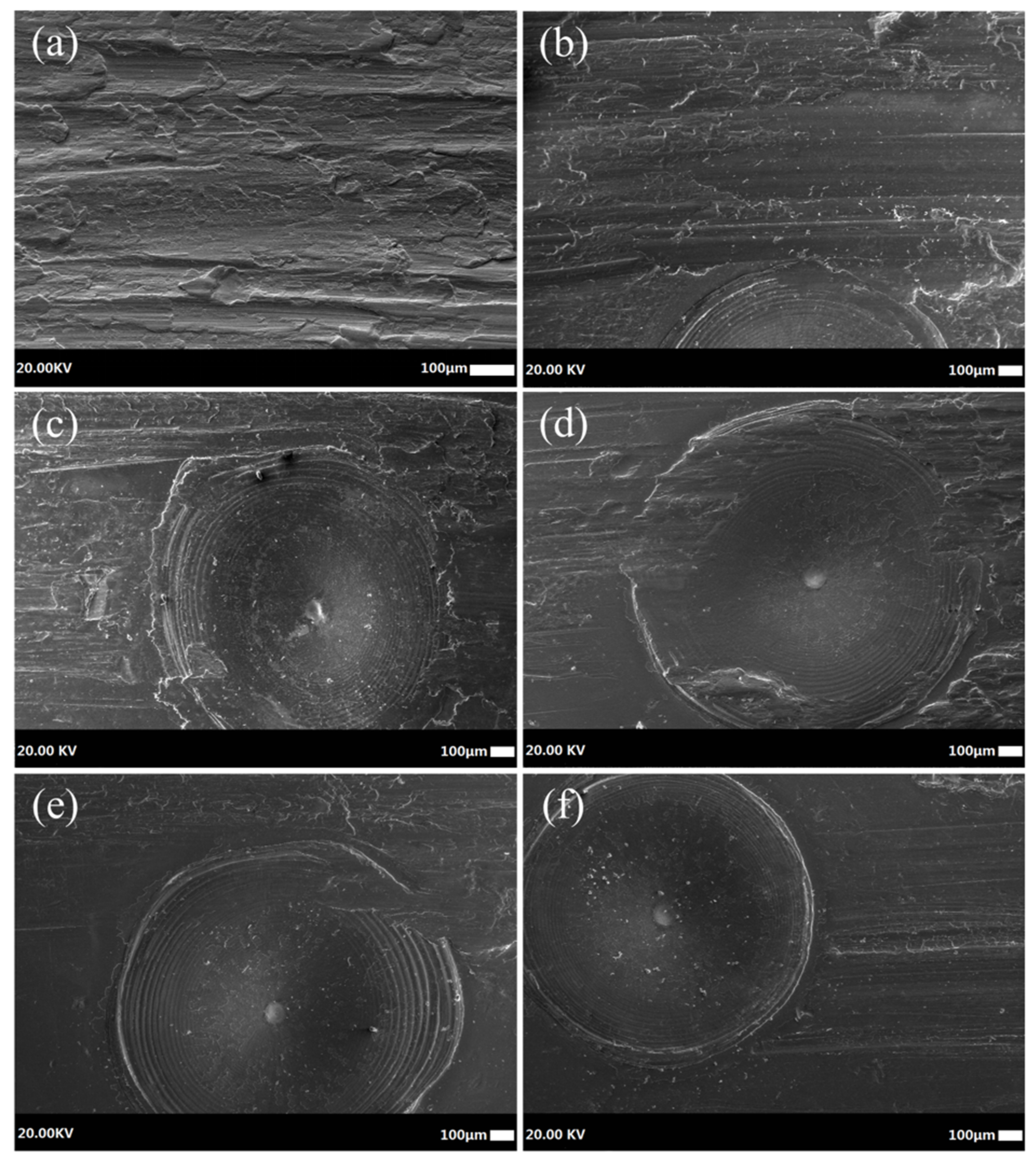
4.1. Tribological Mechanism Analysis
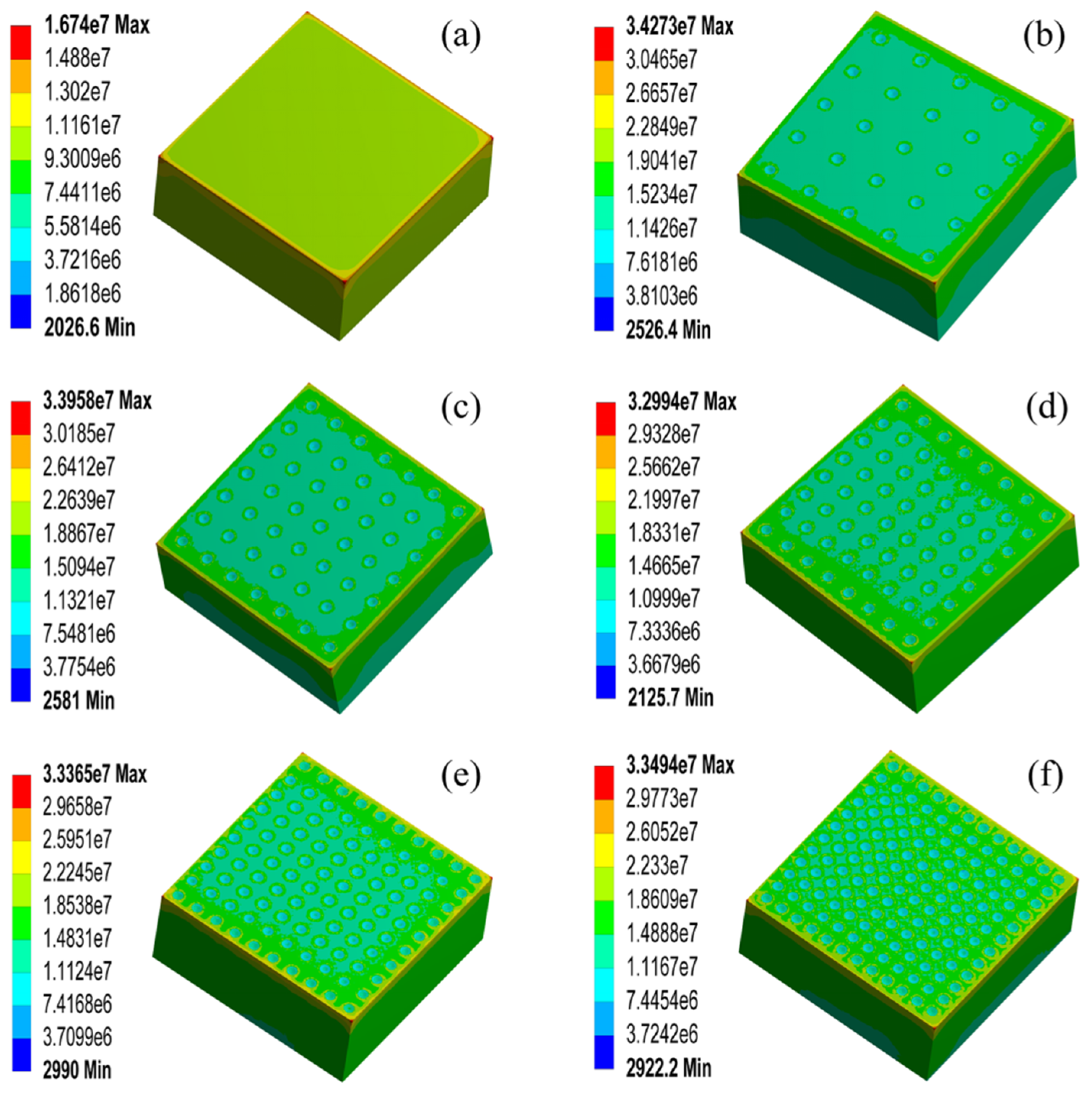
4.2. Equivalent Stress Distribution of Specimens with Different Texture Densities
4.3. Further Discussion
5. Conclusions
- Among all the specimens, biomimetic specimens with various coupling area densities showed better performance than the smooth specimen, because they benefited from high hardness and varying subsurface structures.
- Among the biomimetic surfaces, the friction coefficient of the specimen with an area density of 13% was lower than those with low area density specimens (4%, 9%) and high area density specimens (18%, 30%). The wear-weight loss of the 30% specimen was less than that of the others.
- As the load was increased, the friction coefficient values of the biomimetic specimens first decreased (under small loads between 50 and 100 N) and then increased (under large loads between 200 and 300 N). As the rotating speed increased, the friction coefficient values of the biomimetic specimens gradually decreased. Regardless of the load and rotating speed conditions, the biomimetic specimens displayed excellent wear resistance.
Author Contributions
Funding
Conflicts of Interest
References
- Kim, H.-J.; Yoo, S.-S.; Kim, D.-E. Nano-scale wear: A review. Int. J. Precis. Eng. Manuf. 2012, 13, 1709–1718. [Google Scholar] [CrossRef]
- Zhang, J.; Meng, Y. Boundary lubrication by adsorption film. Friction 2015, 3, 115–147. [Google Scholar] [CrossRef] [Green Version]
- Anand, M.; Hadfield, M.; Viesca, J.L.; Thomas, B.; Battez, A.H.; Austen, S. Ionic liquids as tribological performance improving additive for in-service and used fully-formulated diesel engine lubricants. Wear 2015, 334, 67–74. [Google Scholar] [CrossRef] [Green Version]
- Akram, M.W.; Polychronopoulou, K.; Polycarpou, A.A. Tribological performance comparing different refrigerant-lubricant systems: The case of environmentally friendly HFO-1234yf refrigerant. Tribol. Int. 2014, 78, 176–186. [Google Scholar] [CrossRef]
- Zhang, P.; Lu, W.; Liu, X.; Zhai, W.; Zhou, M.; Jiang, X. A comparative study on torsional fretting and torsional sliding wear of CuNiAl under different lubricated conditions. Tribol. Int. 2018, 117, 78–86. [Google Scholar] [CrossRef]
- Dong, C.L.; Yuan, C.Q.; Bai, X.Q.; Yang, Y.; Yan, X.P. Study on wear behaviours for NBR/stainless steel under sand water-lubricated conditions. Wear 2015, 332, 1012–1020. [Google Scholar] [CrossRef]
- Gnilitskyi, I.; Rotundo, F.; Martini, C.; Pavlov, I.; Ilday, S.; Vovk, E.; Ilday, F.O.; Orazi, L. Nano patterning of AISI 316L stainless steel with nonlinear laser lithography: Sliding under dry and oil-lubricated conditions. Tribol. Int. 2016, 99, 67–76. [Google Scholar] [CrossRef]
- Sui, Q.; Zhou, H.; Yang, L.; Zhang, H.; Peng, L.; Zhang, P. Couple of biomimetic surfaces with different morphologies for remanufacturing nonuniform wear rail surface. Opt. Laser Technol. 2018, 99, 333–341. [Google Scholar] [CrossRef]
- Sudeep, U.; Tandon, N.; Pandey, R.K. Performance of lubricated rolling/sliding concentrated contacts with surface textures: A review. J. Tribol.-Trans. Asme 2015, 137, 031501. [Google Scholar] [CrossRef]
- Liu, D.; Yan, B.; Shen, B.; Liu, L.; Hu, W. Friction behaviors of rough chromium surfaces under starving lubrication conditions. Appl. Surf. Sci. 2018, 427, 857–862. [Google Scholar] [CrossRef]
- Wos, S.; Koszela, W.; Pawlus, P.; Drabik, J.; Rogos, E. Effects of surface texturing and kind of lubricant on the coefficient of friction at ambient and elevated temperatures. Tribol. Int. 2018, 117, 174–179. [Google Scholar] [CrossRef]
- Vladescu, S.-C.; Ciniero, A.; Tufail, K.; Gangopadhyay, A.; Reddyhoff, T. Looking into a laser textured piston ring-liner contact. Tribol. Int. 2017, 115, 140–153. [Google Scholar] [CrossRef]
- Wang, P.F.; Han, Z.; Lu, K. Enhanced tribological performance of a gradient nanostructured interstitial-free steel. Wear 2018, 402, 100–108. [Google Scholar] [CrossRef]
- Gu, D.; Hagedorn, Y.-C.; Meiners, W.; Meng, G.; Batista, R.J.S.; Wissenbach, K.; Poprawe, R. Densification behavior, microstructure evolution, and wear performance of selective laser melting processed commercially pure titanium. Acta Mater. 2012, 60, 3849–3860. [Google Scholar] [CrossRef]
- Sun, J.; Zhou, Y.; Deng, J.; Zhao, J. Effect of hybrid texture combining micro-pits and micro-grooves on cutting performance of WC/Co-based tools. Int. J. Adv. Manuf. Technol. 2016, 86, 3383–3394. [Google Scholar] [CrossRef]
- Han, J.; Fang, L.; Sun, J.; Wang, Y.; Ge, S.; Zhu, H. Hydrodynamic lubrication of surfaces with asymmetric microdimple. Tribol. Trans. 2011, 54, 607–615. [Google Scholar] [CrossRef]
- Etsion, I. State of the art in laser surface texturing. J. Tribol.-Trans. Asme 2005, 127, 248–253. [Google Scholar] [CrossRef]
- Querlioz, E.; Ville, F.; Lenon, H.; Lubrecht, T. Experimental investigations on the contact fatigue life under starved conditions. Tribol. Int. 2007, 40, 1619–1626. [Google Scholar] [CrossRef]
- Meng, F.; Zhou, R.; Davis, T.; Cao, J.; Wang, Q.J.; Hua, D.; Liu, J. Study on effect of dimples on friction of parallel surfaces under different sliding conditions. Appl. Surf. Sci. 2010, 256, 2863–2875. [Google Scholar] [CrossRef]
- Wu, Z.; Deng, J.; Xing, Y.; Cheng, H.; Zhao, J. Effect of surface texturing on friction properties of WC/Co cemented carbide. Mater. Des. 2012, 41, 142–149. [Google Scholar] [CrossRef]
- Pettersson, U.; Jacobson, S. Tribological texturing of steel surfaces with a novel diamond embossing tool technique. Tribol. Int. 2006, 39, 695–700. [Google Scholar] [CrossRef]
- Costa, H.L.; Hutchings, I.M. Hydrodynamic lubrication of textured steel surfaces under reciprocating sliding conditions. Tribol. Int. 2007, 40, 1227–1238. [Google Scholar] [CrossRef]
- So, H.; Chen, C.H. Effects of micro-wedges formed between parallel surfaces on mixed lubrication - Part II: Modeling. Tribol. Lett. 2005, 19, 83–91. [Google Scholar] [CrossRef]
- Anno, J.N.; Walowit, J.A.; Allen, C.M. Microasperity Lubrication. J. Lubr. Tech 1968, 4, 351. [Google Scholar] [CrossRef]
- Anno, J.N.; Walowit, J.A.; Allen, C.M. Load Support and Leakage from Microasperity-Lubricated Face Seals. J. Tribol. 1969, 91, 726–731. [Google Scholar] [CrossRef]
- Lo, S.W.; Horng, T.C. Lubricant permeation from micro oil pits under intimate contact condition. J. Tribol. 1999, 121, 633. [Google Scholar] [CrossRef]
- Ren, L.; Liang, Y. Preliminary studies on the basic factors of bionics. Sci. China-Technol. Sci. 2014, 57, 520–530. [Google Scholar] [CrossRef]
- Povarnitsyn, M.E.; Itina, T.E.; Sentis, M.; Khishchenko, K.V.; Levashov, P.R. Material decomposition mechanisms in femtosecond laser interactions with metals. Phys. Rev. B 2007, 75, 235414. [Google Scholar] [CrossRef] [Green Version]
- Povarnitsyn, M.E.; Khishchenko, K.V.; Levashov, P.R. Phase transitions in femtosecond laser ablation. Appl. Surf. Sci. 2009, 255, 5120–5124. [Google Scholar] [CrossRef]
- Povarnitsyn, M.E.; Khishchenko, K.V.; Levashov, P.R. Simulation of ultrashort double-pulse laser ablation. Appl. Surf. Sci. 2011, 257, 5168–5171. [Google Scholar] [CrossRef]
- Kwok, C.T.; Leong, K.I.; Cheng, F.T.; Man, H.C. Microstructural and corrosion characteristics of laser surface-melted plastics mold steels. Mater. Sci. Eng. Struct. Mater. Prop. Microstruct. Process. 2003, 357, 94–103. [Google Scholar] [CrossRef]
- Sivanandham, N.; Rajadurai, A.; Shariff, S.M.; Senthilselvan, J.; Mahalingam, A. Microstructure, mechanical properties and corrosion resistance of laser surface melted EN353 low carbon low alloy steel. Int. J. Surf. Sci. Eng. 2017, 11, 118–132. [Google Scholar] [CrossRef]
- Vilar, R.; Colaco, R.; Almeida, A. Laser surface treatment of tool steels. Opt. Quantum Electron. 1995, 27, 1273–1289. [Google Scholar]
- Zhang, Z.; Shao, F.; Liang, Y.; Lin, P.; Tong, X.; Ren, L. Wear behavior of medium-carbon steel with biomimetic surface under starved lubricated conditions. J. Mater. Eng. Perform. 2017, 26, 3420–3430. [Google Scholar] [CrossRef]
- Liang, Y.; Zhao, Q.; Zhang, Z.; Lin, Z.; Ren, L. Fabrication of bionic composite material using self-propagating high-temperature synthesis in the Cu–Ti–B4C system during steel casting. J. Asian Ceram. Soc. 2013, 1, 339–345. [Google Scholar] [CrossRef] [Green Version]
- Han, Z.L.; Wang, J.D.; Chen, D.R. The friction-reduce effect with different depth of concave on the oil-lack lubrication. Lubr. Eng. 2007, 32, 18–20. [Google Scholar]
- Krupka, I.; Poliscuk, R.; Hartl, M. Behavior of thin viscous boundary films in lubricated contacts between micro-textured surfaces. Tribol. Int. 2009, 42, 535–541. [Google Scholar] [CrossRef]
- Menezes, P.L.; Kishore; Kailas, S.V.; Lovell, M.R. Influence of surface texture and roughness of softer and harder counter materials on friction during sliding. J. Mater. Eng. Perform. 2015, 24, 393–403. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Elements | C | Si | Mn | S | P | Cr | Mo | Ni | |
|---|---|---|---|---|---|---|---|---|---|
| Composition (wt.%) | Medium-carbon steel | 0.45 | 0.21 | 0.54 | 0.002 | 0.015 | 0.057 | 0.002 | 0.016 |
| GCr15 | 0.98 | 0.18 | 0.37 | 0.003 | 0.02 | 1.55 | 0.038 | 0.016 | |
| Number | Electricity (A) | Pulse Duration (ms) | Frequency (HZ) | Scanning Speed (mm/s) |
|---|---|---|---|---|
| 1 | 180 | 20 | 1 | 2.0 |
| 2 | 180 | 20 | 1 | 2.5 |
| 3 | 180 | 20 | 1 | 3.0 |
| 4 | 180 | 20 | 1 | 3.5 |
| 5 | 180 | 20 | 1 | 5.0 |
| Number | Depth (μm) | Diameter (μm) | Center Distance (mm) | Density of Dimples |
|---|---|---|---|---|
| 1 | 120 | 1200 | 2.0 | 30% |
| 2 | 120 | 1200 | 2.5 | 18% |
| 3 | 120 | 1200 | 3.0 | 13% |
| 4 | 120 | 1200 | 3.5 | 8% |
| 5 | 120 | 1200 | 5.0 | 4% |
| Number | Rotating Speed (rpm) | Load (N) |
|---|---|---|
| 1 | 100 | 50 |
| 2 | 100 | 100 |
| 3 | 100 | 200 |
| 4 | 100 | 300 |
| 5 | 50 | 300 |
| 6 | 200 | 300 |
| 7 | 300 | 300 |
| 8 | 300 | 100 |
| Viscosity Index | Saybolt Universal Viscosity (SUS) 100 °F | Viscosity 40 °C | Viscosity 100 °C | Flash Point °C | Pour Point °C |
|---|---|---|---|---|---|
| 197 | 170 | 33 | 7.45 | 232 | −42 |
| Material | Density (g/cm3) | Elasticity (GPa) | Tensile Strength (MPa) | Yield Strength (MPa) | Poisson’s Ratio | Young’s Modulus (GPa) |
|---|---|---|---|---|---|---|
| Medium-carbon steel | 7.84 | 207 | 650 | 400 | 0.278 | 206 |
| GCr15 | 7.81 | 210 | 861.3 | 518.4 | 0.300 | 210 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zeng, F.; Liu, Y.; Shao, F.; Li, X.; Yu, Z.; Guo, Y.; Wan, Z.; Lu, L.; Zhang, Z. Wear Behavior of Medium-Carbon Steel with Different Laser-Textured Densities under Starved Lubrication. Coatings 2020, 10, 1225. https://doi.org/10.3390/coatings10121225
Zeng F, Liu Y, Shao F, Li X, Yu Z, Guo Y, Wan Z, Lu L, Zhang Z. Wear Behavior of Medium-Carbon Steel with Different Laser-Textured Densities under Starved Lubrication. Coatings. 2020; 10(12):1225. https://doi.org/10.3390/coatings10121225
Chicago/Turabian StyleZeng, Fanming, Yuting Liu, Feixian Shao, Xiujuan Li, Zhenglei Yu, Yunting Guo, Zhenping Wan, Longsheng Lu, and Zhihui Zhang. 2020. "Wear Behavior of Medium-Carbon Steel with Different Laser-Textured Densities under Starved Lubrication" Coatings 10, no. 12: 1225. https://doi.org/10.3390/coatings10121225