Microstructure and Wear Behavior of Plasma-Sprayed TiO2–SiAlON Ceramic Coating


Abstract
:1. Introduction
2. Materials and Methods
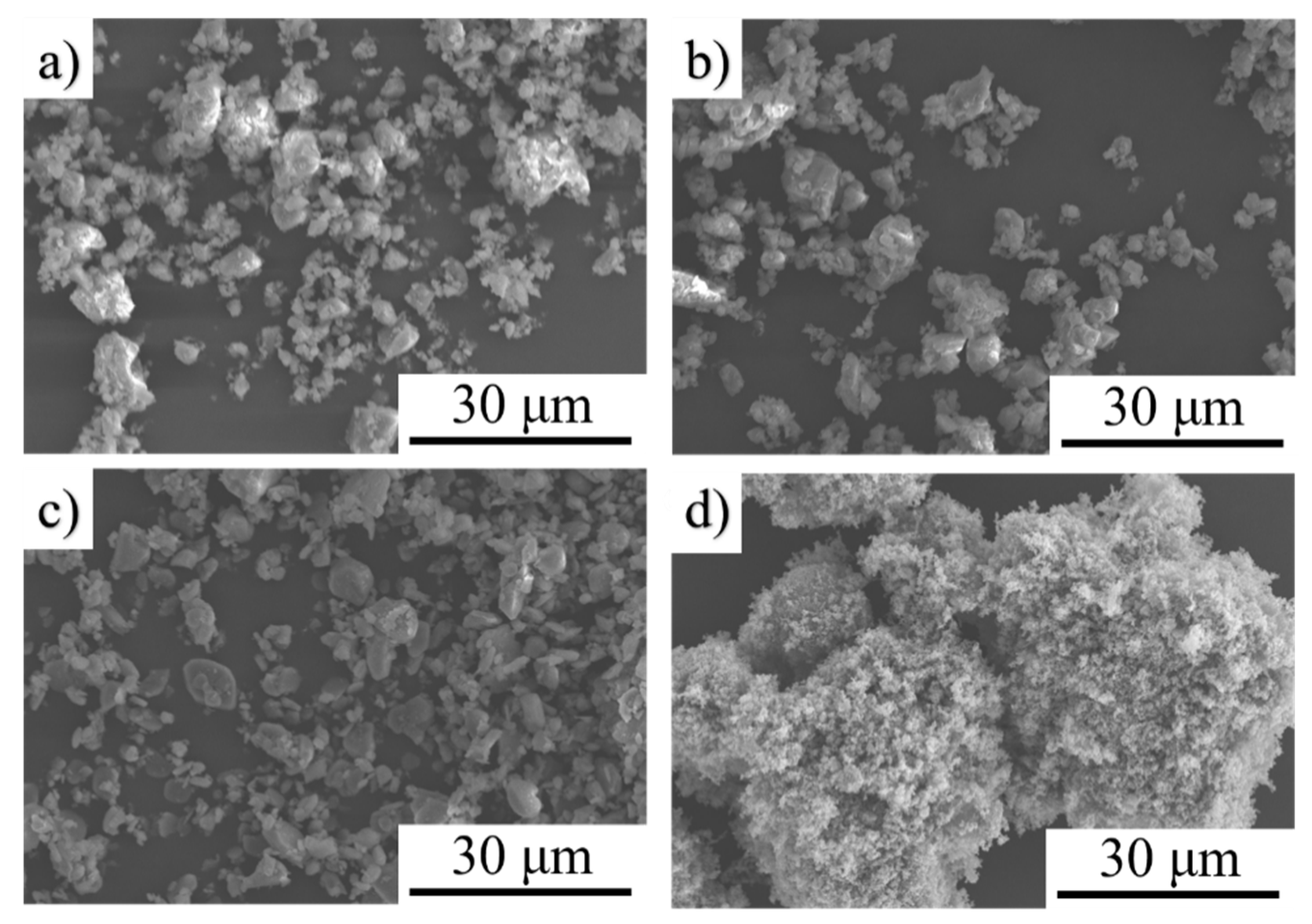
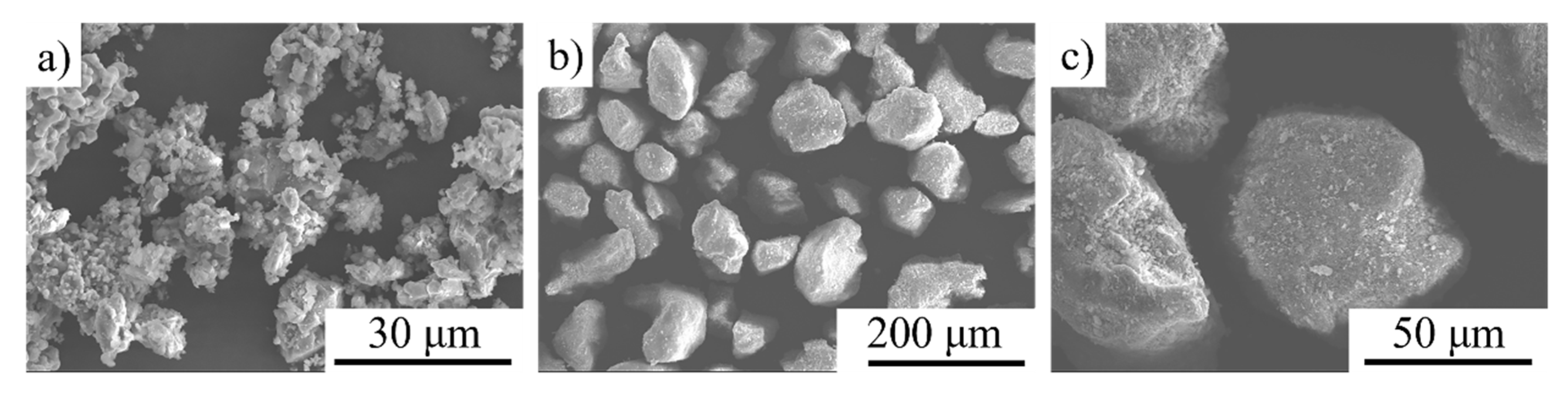
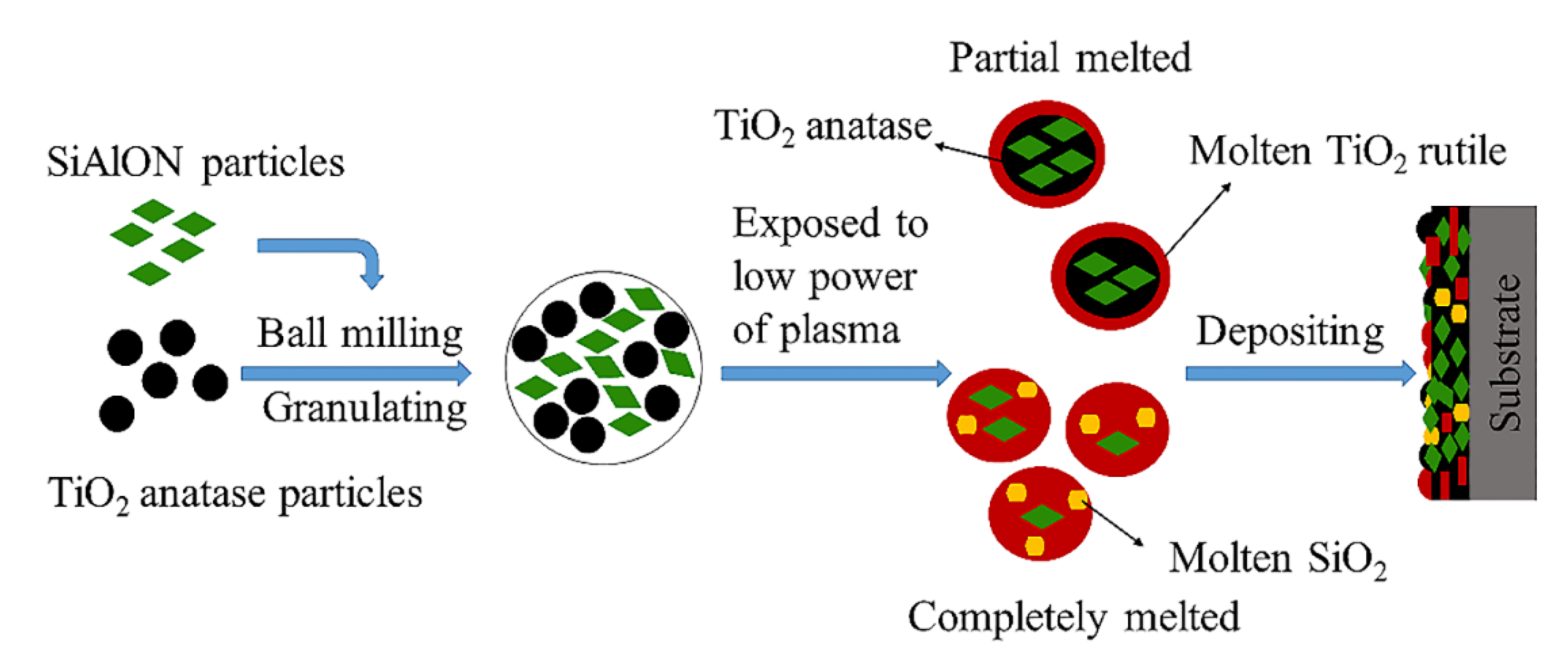
2.1. Preparation of the Feedstock Powder
2.2. Preparation of the TiO2–20% SiAlON Ceramic Coating
2.3. Characterization
3. Results and Discussion
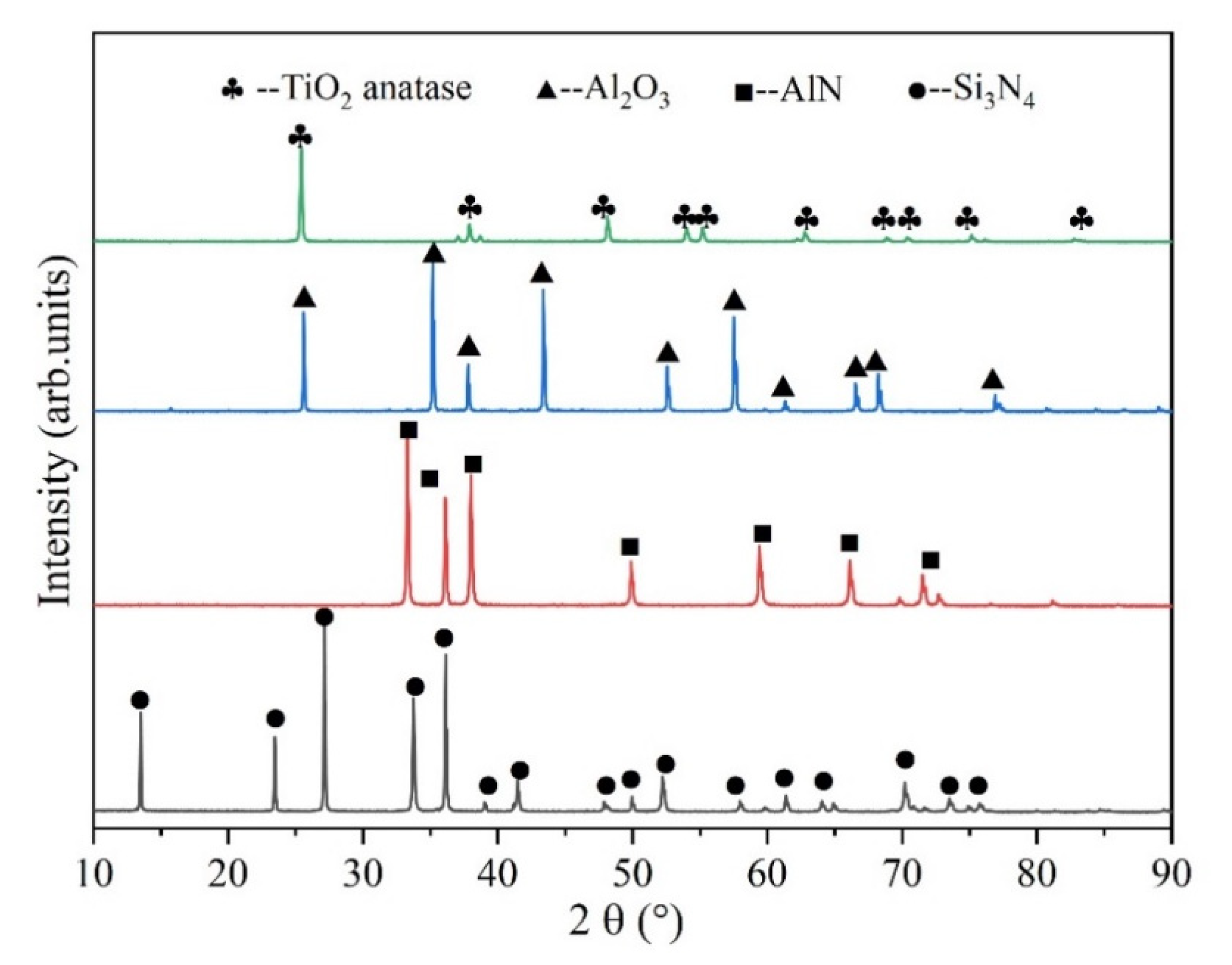
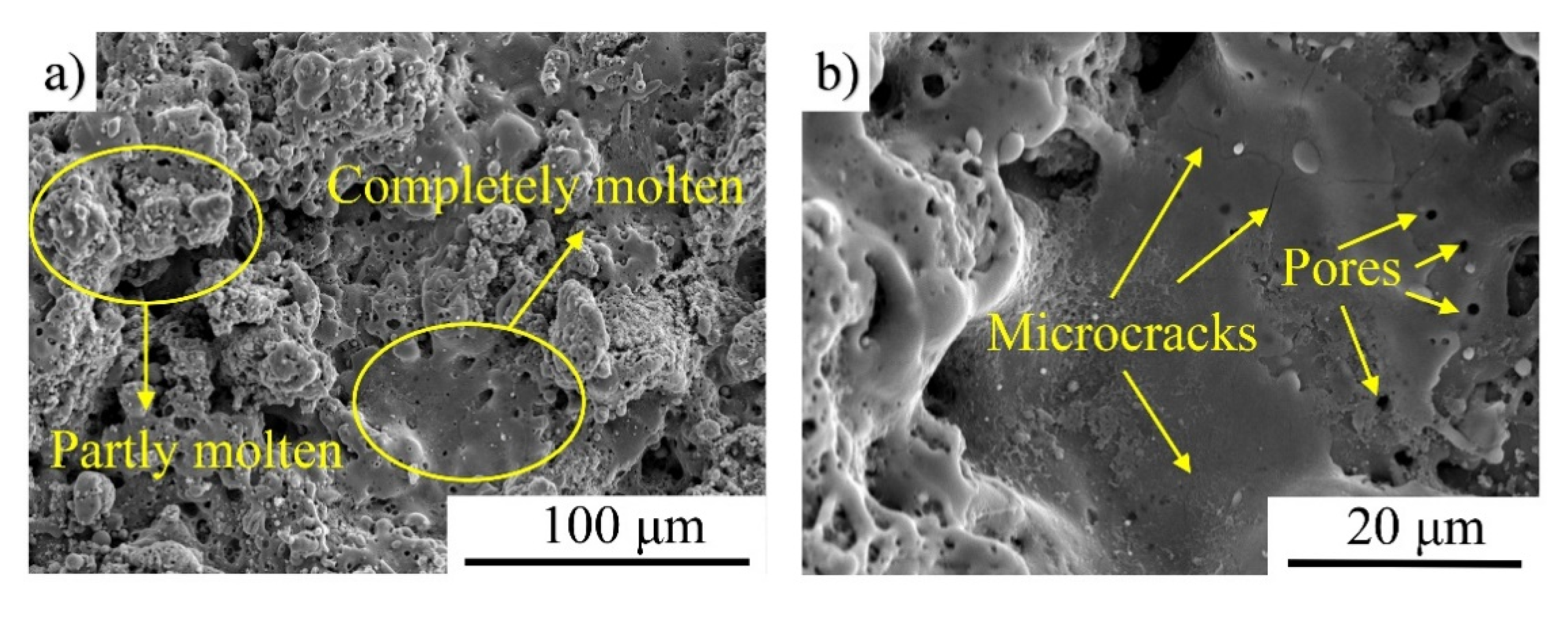
3.1. Microstructural Characterization of the Feed Powder and Coating
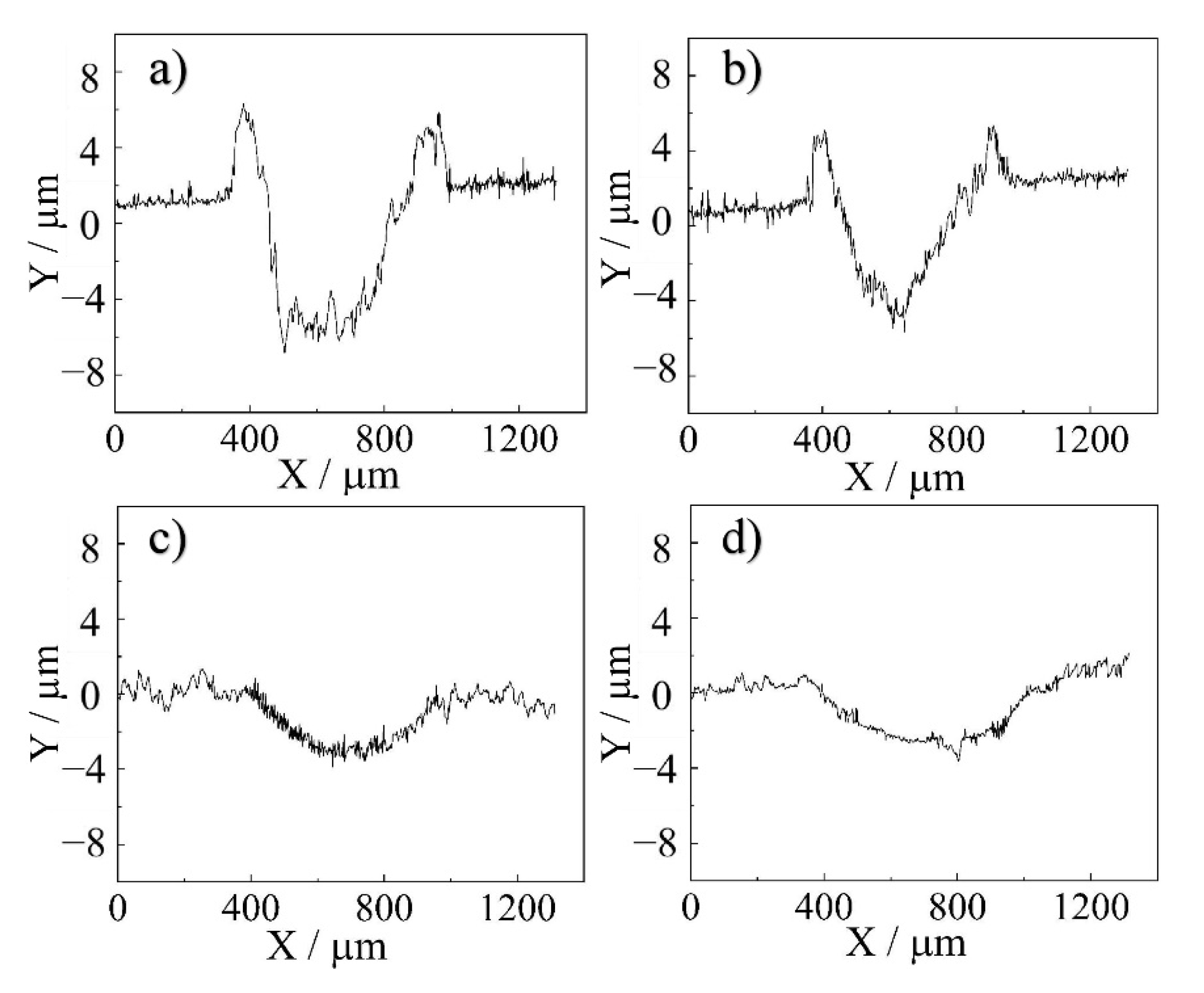
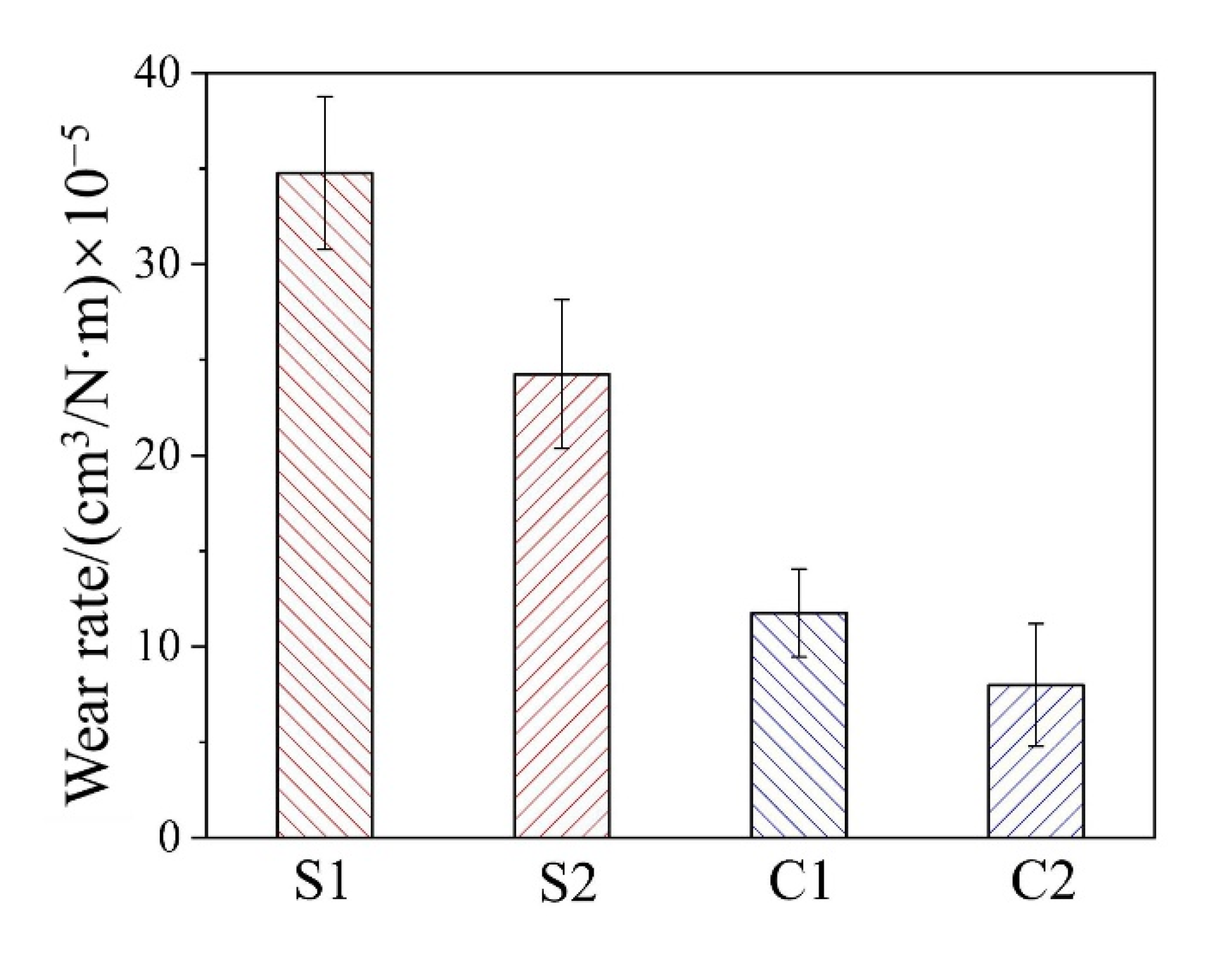
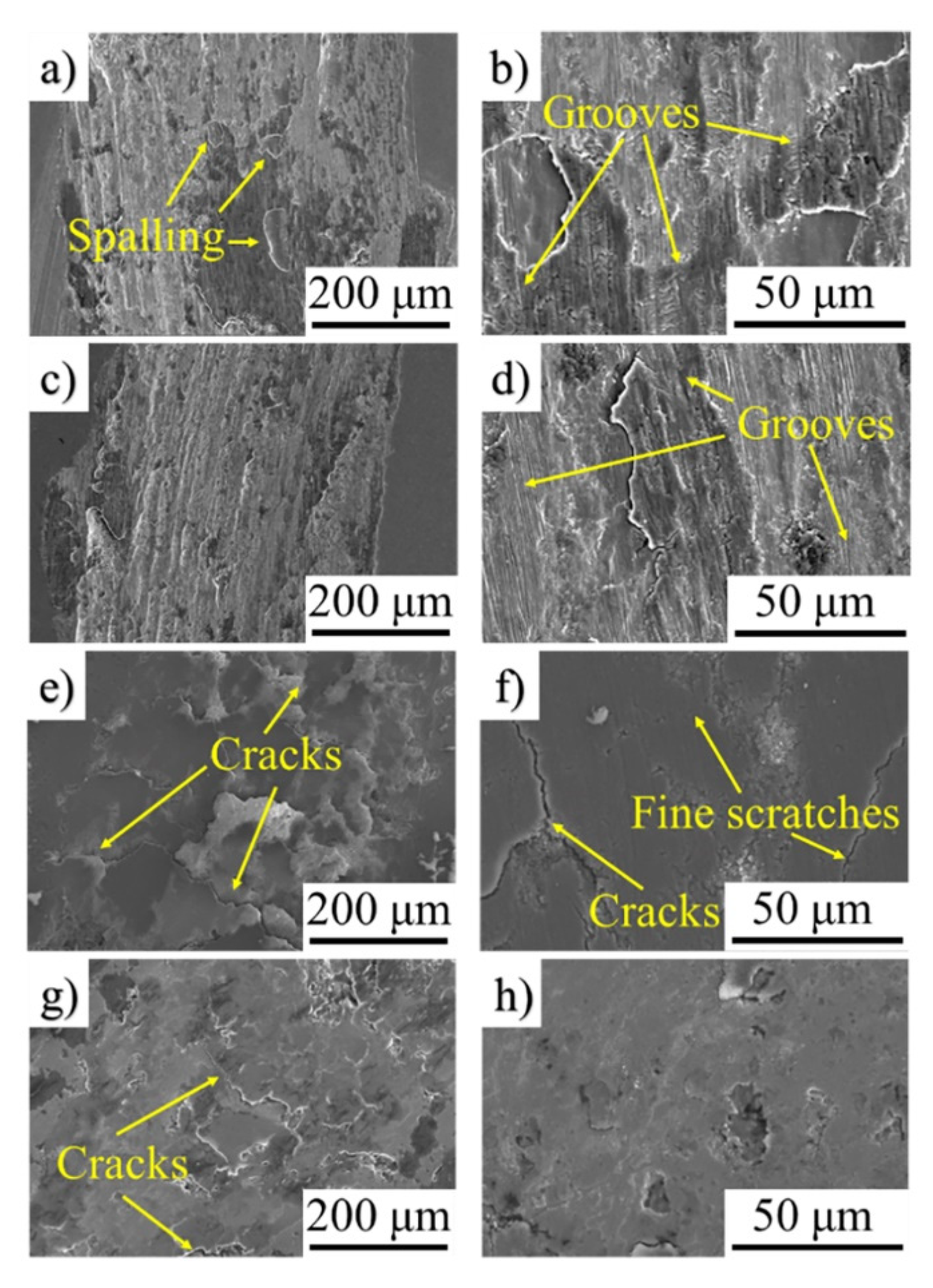
3.2. Adhesion Strength and Wear Behavior
4. Conclusions
- 1.
- The sprayed TiO2–SiAlON coatings consisted of a SiAlON phase, TiO2 anatase phase and rutile phase. The residual Si3N4, Al2O3 and AlN in the granulated particles were transformed into SiAlON in the spraying process.
- 2.
- The wear rate of the TiO2–SiAlON coating was merely 1/3 of that of the substrate under both dry and starved lubrication conditions. The ceramic coating also had a lower coefficient of friction than 316 stainless steel substrates.
- 3.
- The wear mechanisms of the substrate were mainly severe abrasive wear and adhesive wear, accompanied by plastic deformation, while the surface fracture and slight abrasive wear were the wear mechanisms of the ceramic coating.
Author Contributions
Funding
Conflicts of Interest
References
- Ayas, E.; Kara, A. Novel electrically conductive α–β SiAlON/TiCN composites. J. Eur. Ceram. Soc. 2011, 31, 903–911. [Google Scholar] [CrossRef]
- Joshi, B.; Lee, H.H.; Wang, H.; Fu, Z.; Niihara, K.; Lee, S.W. The effect of different rare earth oxides on mechanical and optical properties of hot pressed α/β–Sialon ceramics. J. Eur. Ceram. Soc. 2012, 32, 3603–3610. [Google Scholar] [CrossRef]
- Khan, R.M.A.; Malki, M.M.A.; Hakeem, A.S.; Ehsan, M.A.; Laoui, T. Development of a single–phase Ca–α–SiAlON ceramic from nanosized precursors using spark plasma sintering. Mater. Sci. Eng. A 2016, 673, 243–249. [Google Scholar] [CrossRef]
- Smirnov, K.L. β–SiAlON–TiN/TiB2–BN composites by infiltration–mediated SHS under high pressure of nitrogen gas. Int. J. Self-Propag. High-Temp. Synth. 2016, 25, 80–85. [Google Scholar] [CrossRef]
- Çelik, A.; Lazoglu, I.; Kara, A.; Kara, F. Wear on SiAlON ceramic tools in drilling of aerospace grade CFRP composites. Wear 2015, 338, 11–21. [Google Scholar] [CrossRef]
- Letwaba, L.; Tlhabadira, I.; Daniyan, I.; Seerane, M.; Sadiku, E.; Masu, L. Development and microstructural analysis of beta–SiAlONs produced by spark plasma sintering. Mater. Today Proc. 2020. [Google Scholar] [CrossRef]
- Izhevskiy, V.A.; Genova, L.A.; Bressiani, J.C.; Aldinger, F. Progress in SiAlON ceramics. J. Eur. Ceram. Soc. 2000, 20, 2275–2295. [Google Scholar] [CrossRef]
- Yin, L.; Gao, W.; Jones, M.I. Wear behaviour and electrical conductivity of β–Sialon–ZrN composites fabricated by reaction bonding and gas pressure sintering process. Ceram. Int. 2019, 45, 2266–2274. [Google Scholar] [CrossRef]
- Yang, Z.; Shang, Q.; Shen, X.; Zhang, L.; Gao, J.; Wang, H. Effect of composition on phase assemblage, microstructure, mechanical and optical properties of Mg–doped SiAlON. J. Eur. Ceram. Soc. 2017, 37, 91–98. [Google Scholar] [CrossRef]
- Jones, M.I.; Hyuga, H.; Hirao, K.; Yamauchi, Y. Wear behaviour of single phase and composite sialon ceramics stabilized with Y2O3 and Lu2O3. J. Eur. Ceram. Soc. 2004, 24, 3271–3277. [Google Scholar] [CrossRef]
- Kumar, R.; Acikbas, N.C.; Kara, F.; Mandal, H.; Basu, B. Microstructure–Mechanical Properties–Wear Resistance Relationship of SiAlON. Ceram. Metall. Mater. Trans. A 2009, 40, 2319–2332. [Google Scholar] [CrossRef]
- Acikbas, N.C.; Kumar, R.; Kara, F.; Mandal, H.; Basu, B. Influence of β–Si3N4 particle size and heat treatment on microstructural evolution of α:β–SiAlON ceramics. J. Eur. Ceram. Soc. 2011, 31, 629–635. [Google Scholar] [CrossRef]
- Yi, X.; Niu, J.; Akiyama, T.; Harada, K.; Nakatsugawa, I. Spark Plasma Sintering Behavior of Combustion–Synthesized (Y, Ca)–α–SiAlON. Ceram. Int. 2016, 42, 15687–15693. [Google Scholar] [CrossRef]
- Qichun, S.; Zixi, W.; Jun, Y.; Yulin, L.; Jiongjie, L.; Zhuhui, Q.; Weimin, L. High–performance TiN reinforced Sialon matrix composites: A good combination of excellent toughness and tribological properties at a wide temperature range. Ceram. Int. 2018, 44, 17258–17265. [Google Scholar] [CrossRef]
- Sun, Q.; Yang, J.; Yin, B.; Cheng, J.; Zhu, S.; Wang, S.; Yu, Y.; Qiao, Z.; Liu, W. High toughness integrated with self–lubricity of Cu–doped SiAlON ceramics at elevated temperature. J. Eur. Ceram. Soc. 2018, 38, 2708–2715. [Google Scholar] [CrossRef]
- Sun, Q.; Yang, J.; Yin, B.; Tan, H.; Liu, Y.; Liu, J.; Cheng, J.; Qiao, Z.; Liu, W. Dry sliding wear behavior of β–SiAlON ceramics at wide range temperature from 25 to 800 °C. J. Eur. Ceram. Soc. 2017, 37, 4505–4513. [Google Scholar] [CrossRef]
- Qureshi, I.; Shahid, M.; Khan, A. Effect of bondcoat thickness on high temperature hot corrosion of ZrO2–8Y2O3 thermal barrier coating. Acta Phys. Pol. A 2015, 128, B314–B316. [Google Scholar] [CrossRef]
- Song, E.P.; Ahn, J.; Lee, S.; Kim, N.J. Microstructure and wear resistance of nanostructured Al2O3–8wt.% TiO2 coatings plasma–sprayed with nanopowders. Surf. Coat. Technol. 2006, 201, 1309–1315. [Google Scholar] [CrossRef]
- Sodeoka, S.; Ueno, K.; Hagiwara, Y.; Kose, S. Structure and properties of plasma–sprayed sialon coatings. J. Therm. Spray Technol. 1992, 1, 153–159. [Google Scholar] [CrossRef]
- Wang, X.; Feng, X.; Lu, C.; Yi, G.; Jia, J.; Li, H. Mechanical and tribological properties of plasma sprayed NiAl composite coatings with addition of nanostructured TiO2/Bi2O3. Surf. Coat. Technol. 2018. [Google Scholar] [CrossRef]
- Wang, J.Y.; Shan, Y.; Guo, H.; Wang, W.; Yi, G.; Jia, J. The Tribological Properties of NiCr–Al2O3–TiO2 Composites at Elevated Temperatures. Tribol. Lett. 2015, 58, 1. [Google Scholar] [CrossRef]
- ASTM C633-13. Standard Test Method for Adhesion or Cohesion Strength of Thermal Spray Coatings; ASTM International: West Conshohocken, PA, USA, 2017. [Google Scholar]
- Tian, L.H.; Xiong, W.; Liu, C.; Lu, S.; Fu, M. Microstructure and Wear Behavior of Atmospheric Plasma–Sprayed AlCoCrFeNiTi High–Entropy Alloy Coating. J. Mater. Eng. Perform. 2016, 25, 5513–5521. [Google Scholar] [CrossRef]
- Pawłowski, L. Strategic oxides for thermal spraying: Problems of availability and evolution of prices. Surf. Coat. Technol. 2013, 220, 14–19. [Google Scholar] [CrossRef]
- Mubarok, F.; Espallargas, N. Tribological Characterization of Thermally Sprayed Silicon Carbide Coatings. Tribol. Int. 2015, 85, 56–65. [Google Scholar] [CrossRef]
- Forn, A.; Picas, J.A.; Simón, M.J. Mechanical and tribological properties of Al–Si–Mo plasma–sprayed coatings. J. Mater. Process. Technol. 2003, 143, 52–57. [Google Scholar] [CrossRef]
- Zhao, X.; Liu, X.; Ding, C.; Chu, P.K. In vitro bioactivity of plasma–sprayed TiO2 coating after sodium hydroxide treatment. Surf. Coat. Technol. 2006, 200, 5487–5492. [Google Scholar] [CrossRef]
- Zhao, X.; Liu, X.; Ding, C.; Chu, P.K. Effects of plasma treatment on bioactivity of TiO2 coatings. Surf. Coat. Technol. 2007, 201, 6878–6881. [Google Scholar] [CrossRef]
- Su, Y.; Zhang, Y.; Song, J.; Hu, L. Tribological behavior and lubrication mechanism of self–lubricating ceramic/metal composites: The effect of matrix type on the friction and wear properties. Wear 2017, 372, 130–138. [Google Scholar] [CrossRef]
- Kaczmarek, D.; Domaradzki, J.; Wojcieszak, D.; Prociow, E.; Mazur, M.; Placido, F.; Lapp, S. Hardness of Nanocrystalline TiO2 Thin Films. J. Nano Res. 2012, 18, 195–200. [Google Scholar] [CrossRef]
- Bertrand, G.; Berger–Keller, N.; Meunier, C.; Coddet, C. Evaluation of metastable phase and microhardness on plasma sprayed titania coatings. Surf. Coat. Technol. 2006, 200, 5013–5019. [Google Scholar] [CrossRef]
- Hashemi, S.; Parvin, N.; Valefi, Z. Effect of microstructure and mechanical properties on wear behavior of plasma–sprayed Cr2O3–YSZ–SiC coatings. Ceram. Int. 2019, 45, 5284–5296. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Values |
|---|---|
| Current, A | 800 |
| Voltage, V | 56 |
| Primary gas flow rate (argon), L/min | 55 |
| Secondary gas flow rate (nitrogen), L/min | 20 |
| Carrier gas flow rate (argon), L/min | 7 |
| Rotating speed of powder feeder, g/min | 20 |
| Spraying distance, mm | 70 |
| Test condition | Substrate | Coating |
|---|---|---|
| Dry friction | S1 | C1 |
| Starved lubrication | S2 | C2 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, Y.; Wan, W.; Mao, J.; Tian, L.; Li, R. Microstructure and Wear Behavior of Plasma-Sprayed TiO2–SiAlON Ceramic Coating. Coatings 2020, 10, 1268. https://doi.org/10.3390/coatings10121268
Wang Y, Wan W, Mao J, Tian L, Li R. Microstructure and Wear Behavior of Plasma-Sprayed TiO2–SiAlON Ceramic Coating. Coatings. 2020; 10(12):1268. https://doi.org/10.3390/coatings10121268
Chicago/Turabian StyleWang, Yun, Weichao Wan, Junhong Mao, Lihui Tian, and Ruitao Li. 2020. "Microstructure and Wear Behavior of Plasma-Sprayed TiO2–SiAlON Ceramic Coating" Coatings 10, no. 12: 1268. https://doi.org/10.3390/coatings10121268
APA StyleWang, Y., Wan, W., Mao, J., Tian, L., & Li, R. (2020). Microstructure and Wear Behavior of Plasma-Sprayed TiO2–SiAlON Ceramic Coating. Coatings, 10(12), 1268. https://doi.org/10.3390/coatings10121268