Study on Microstructure and Tribological Performance of Diamond/Cu Composite Coating via Supersonic Laser Deposition

Abstract
:1. Introduction
2. Materials and Methods
2.1. Feedstock Materials
2.2. Coating Fabrication
2.3. Coating Characterization
3. Results and Discussion
3.1. Deposition Efficiency
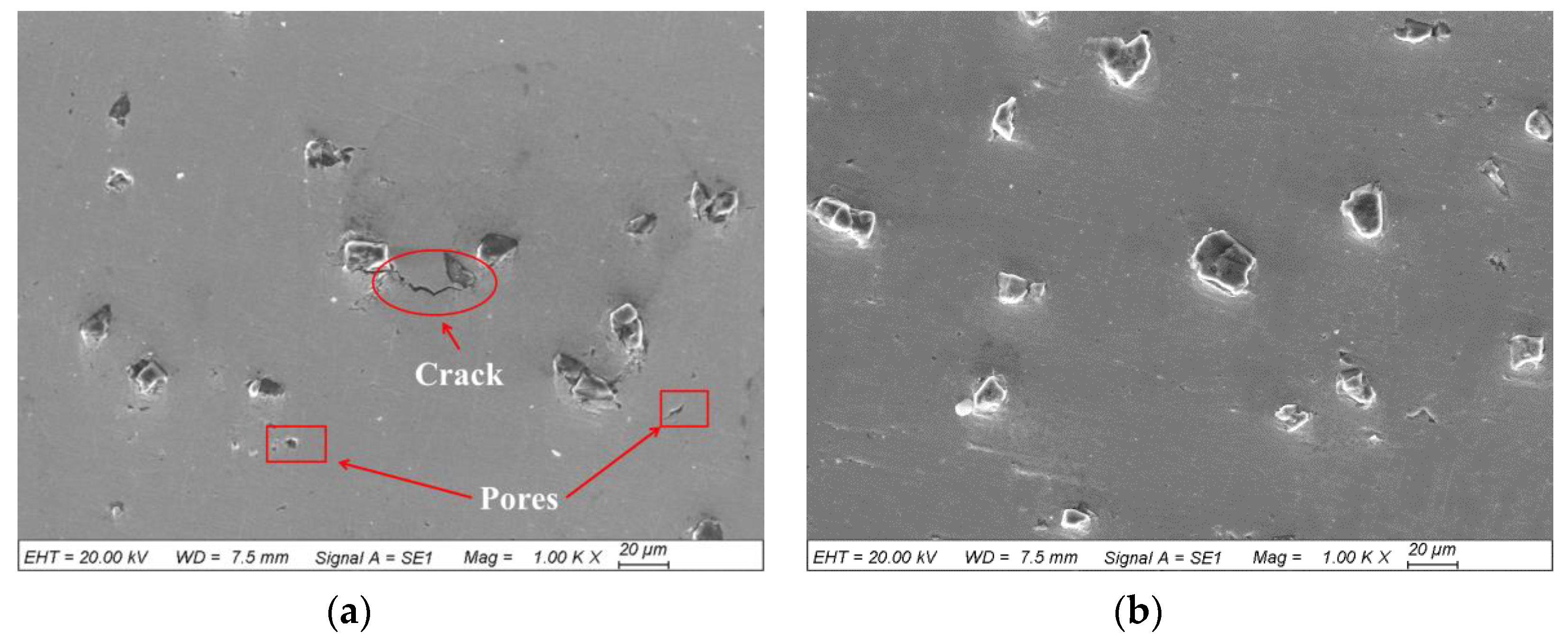
3.2. Coating Microstructure
3.3. Cohesive/Adhesive Bonding
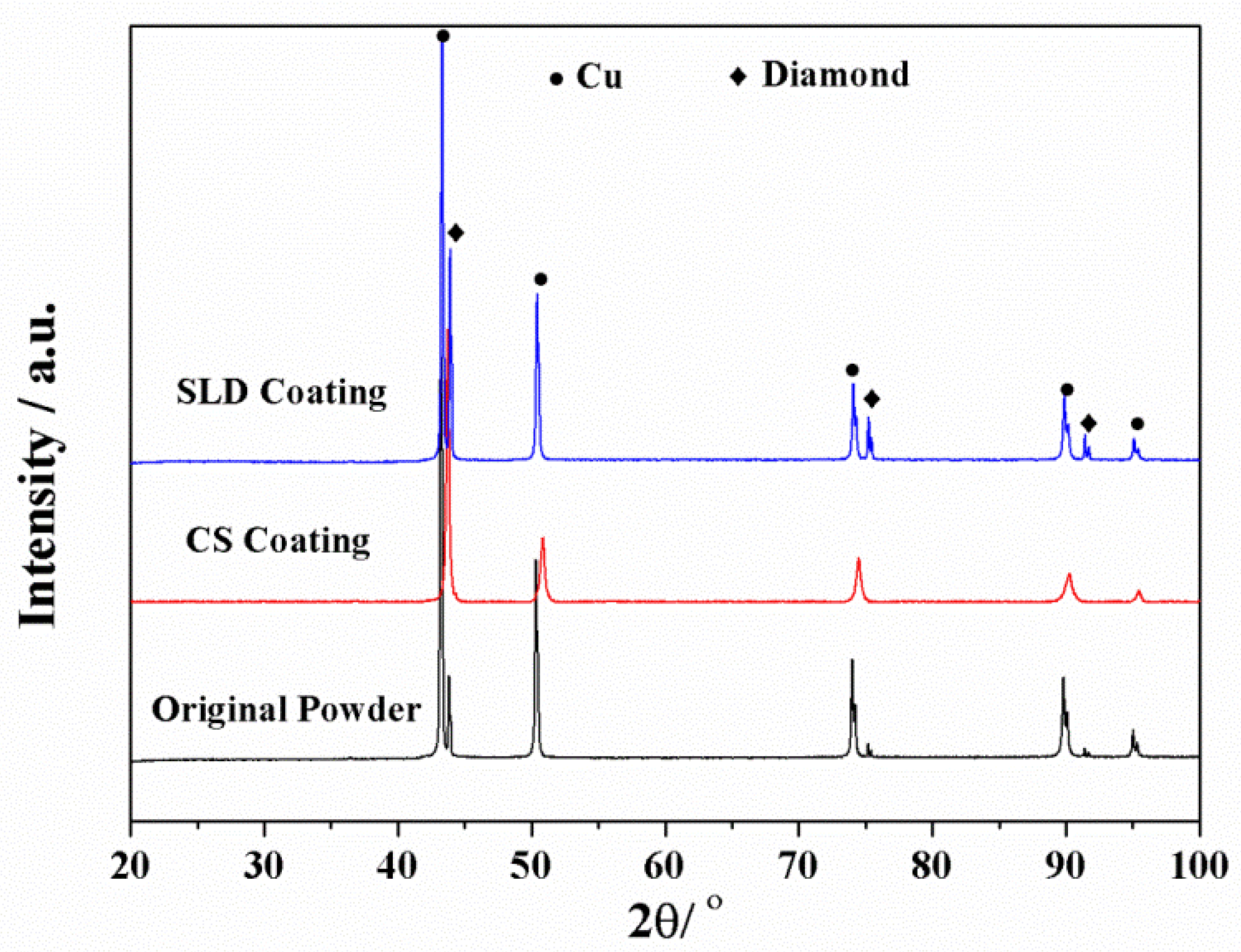
3.4. Phase Composition
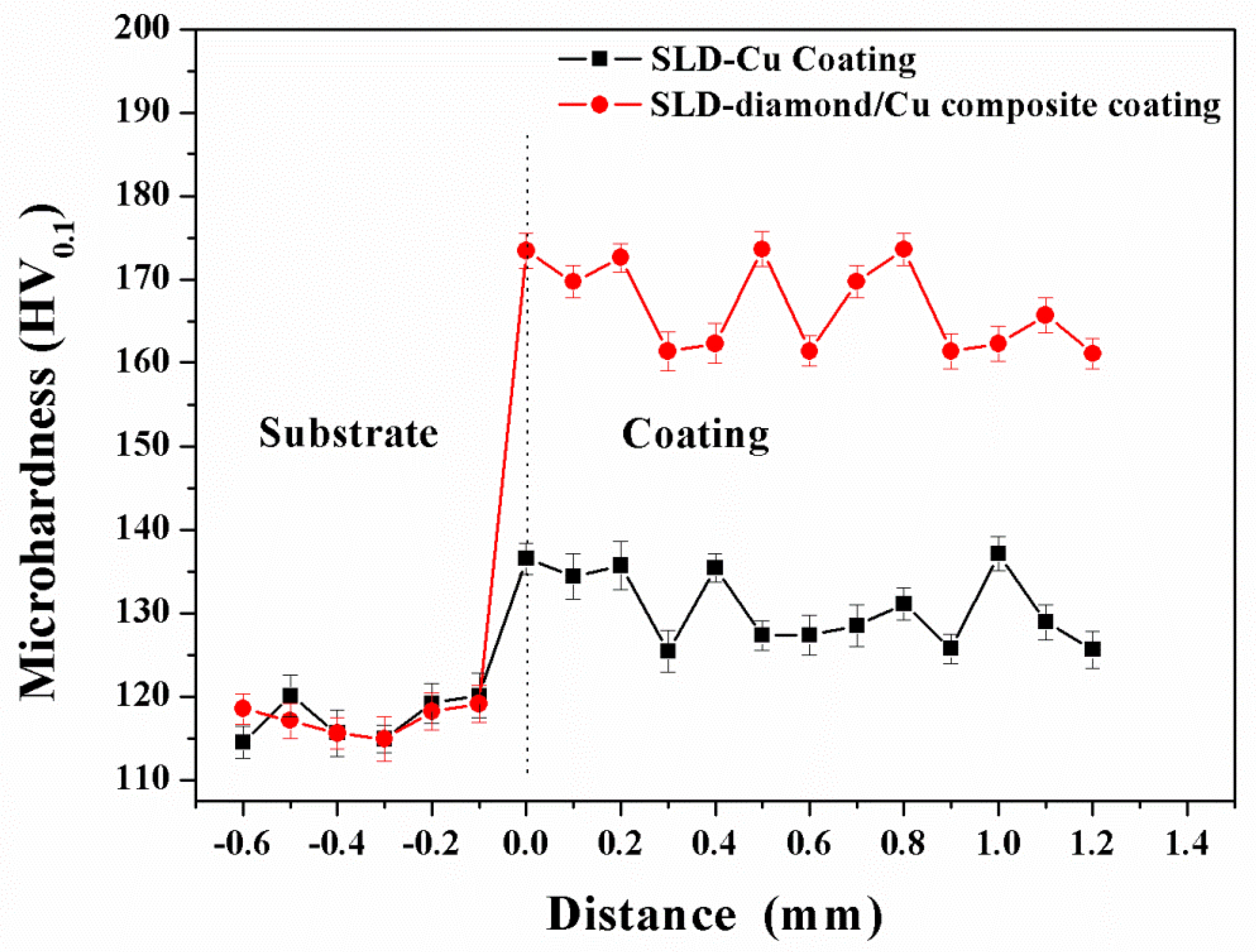
3.5. Micro-Hardness and Tribological Property
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Wu, L.; Wang, W.; Li, B.; Chen, Z.; Jin, Y.; Yao, J. Influence of diamond particle size and content on the microstructure and properties of diamond/Cu composite coating prepared by supersonic laser deposition. Surf. Technol. 2019, 48, 40–46. (In Chinese) [Google Scholar]
- Zhang, X.; Lin, W.; Xu, M.; Cao, S.; Feng, Y.; Zhou, H. Addition of rare earth neodymium to improve interface of diamond/copper composites. Surf. Technol. 2018, 47, 27–32. (In Chinese) [Google Scholar]
- Das, P.; Paul, S.; Bandyopadhyay, P. HVOF sprayed diamond reinforced nano-structured bronze coatings. J. Alloy. Compd. 2018, 746, 361–369. [Google Scholar] [CrossRef]
- Venkateswarlu, K.; Ray, A.; Gunjan, M.; Mondal, D.; Pathak, L. Tribological wear behavior of diamond reinforced composite coating. Mater. Sci. Eng. A 2006, 418, 357–363. [Google Scholar] [CrossRef]
- Venkateswarlu, K.; Rajinikanth, V.; Naveen, T.; Sinba, D.; Ray, A. Abrasive wear behavior of thermally sprayed diamond reinforced composite coating deposited with both oxy-acetylene and HVOF techniques. Wear 2009, 266, 995–1002. [Google Scholar] [CrossRef]
- Das, P.; Paul, S.; Bandyopadhyay, P. Plasma sprayed diamond reinforced molybdenum coating. J. Alloy. Compd. 2018, 767, 448–455. [Google Scholar] [CrossRef]
- Das, P.; Paul, S.; Bandyopadhyay, P. Preparation of diamond reinforced metal powders as thermal spray feedstock using ball milling. Surf. Coat. Technol. 2016, 286, 165–171. [Google Scholar] [CrossRef]
- Sun, H.; Guo, M.; Meng, F.; Liu, A. Studies on hardfaced overlay of diamond grits reinforced Ni-Based alloy fabricated by laser cladding. Trans. Indian Inst. Met. 2016, 69, 1369–1376. [Google Scholar] [CrossRef]
- Iravani, M.; Khajepour, A.; Corbin, S.; Esmaeili, S. Pre-placed laser cladding of metal matrix diamond composite on mild steel. Surf. Coat. Technol. 2012, 206, 2089–2097. [Google Scholar] [CrossRef]
- Shao, W.; Ivanov, V.; Zhen, L.; Cui, Y.; Wang, Y. A study on graphitization of diamond in Cu–diamond composite materials. Mater. Lett. 2003, 58, 146–149. [Google Scholar] [CrossRef]
- Assadi, H.; Kreye, H.; Gärtner, F.; Klassen, T. Cold spraying—A materials perspective. Acta Mater. 2016, 116, 382–407. [Google Scholar] [CrossRef] [Green Version]
- Kwon, H.; Cho, S.; Kawasaki, A. Diamond-Reinforced Metal Matrix Bulk Materials Fabricated by a Low-Pressure Cold-Spray Process. Mater. Trans. 2015, 56, 108–112. [Google Scholar] [CrossRef] [Green Version]
- Li, W.; Zhang, D.; Huang, C.; Yin, S.; Yu, M.; Wang, F.; Liao, H. Modelling of impact behaviour of cold spray particles: Review. Surf. Eng. 2014, 30, 299–308. [Google Scholar] [CrossRef]
- Luo, X.; Li, C.; Shang, F.; Yang, G.; Wang, Y.; Li, C. High velocity impact induced microstructure evolution during deposition of cold spray coatings: A review. Surf. Coat. Technol. 2014, 254, 11–20. [Google Scholar] [CrossRef]
- Yin, S.; Wang, X.; Suo, X.; Liao, H.; Guo, Z.; Li, W.; Coddet, C. Deposition behavior of thermally softened Cu particles in cold spraying. Acta Mater. 2013, 61, 5105–5118. [Google Scholar] [CrossRef]
- Woo, D.; Heer, F.; Brewer, L.; Hooper, J.; Osswald, S. Synthesis of nanodiamond-reinforced aluminum metal matrix composites using cold-spray deposition. Carbon 2015, 86, 15–25. [Google Scholar] [CrossRef]
- Woo, D.; Sneed, B.; Peerally, F.; Heer, F.; Brewer, L.; Hooper, J.; Osswald, S. Synthesis of nanodiamond-reinforced aluminum metal composite powders and coatings using high-energy ball milling and cold spray. Carbon 2013, 63, 404–415. [Google Scholar] [CrossRef]
- Aldwell, B.; Yin, S.; Mcdonnell, K.; Trimble, D.; Hussain, T.; Lupoi, R. A novel method for metal–diamond composite coating deposition with cold spray and formation mechanism. Scr. Mater. 2016, 115, 10–13. [Google Scholar] [CrossRef]
- Yin, S.; Xie, Y.; Cizek, J.; Ekoi, E.; Hussain, T.; Dowling, D.; Lupoi, R. Advanced diamond-reinforced metal matrix composites via cold spray: Properties and deposition mechanism. Compos. Part B 2017, 113, 44–54. [Google Scholar] [CrossRef] [Green Version]
- Li, B.; Yao, J.; Zhang, Q.; Li, Z.; Yang, L. Microstructure and tribological performance of tungsten carbide reinforced stainless steel composite coatings by supersonic laser deposition. Surf. Coat. Technol. 2015, 275, 58–68. [Google Scholar] [CrossRef]
- Bray, M.; Cockburn, A.; O’Neill, W. The Laser-assisted Cold Spray process and deposit characterization. Surf. Coat. Technol. 2009, 203, 2851–2857. [Google Scholar] [CrossRef]
- Lupoi, R.; Sparkes, M.; Cockburn, A.; O’Neill, W. High speed titanium coatings by supersonic laser deposition. Mater. Lett. 2011, 65, 3205–3207. [Google Scholar] [CrossRef] [Green Version]
- Olakanmi, E. Optimization of the quality characteristics of laser-assisted cold-sprayed (LACS) aluminum coatings with Taguchi design of experiments (DOE). Mater. Manuf. Process. 2014, 31, 1490–1499. [Google Scholar] [CrossRef]
- Olakanmi, E.; Doyoyo, M. Laser-assisted cold-sprayed corrosion- and wear-resistant coatings: A review. J. Therm. Spray Technol. 2014, 23, 765–785. [Google Scholar] [CrossRef] [Green Version]
- Li, B.; Yang, L.; Li, Z.; Yao, J.; Zhang, Q.; Chen, Z.; Dong, G.; Wang, L. Beneficial Effects of Synchronous Laser Irradiation on the Characteristics of Cold-Sprayed Cu Coatings. J. Therm. Spray Technol. 2015, 24, 836–847. [Google Scholar] [CrossRef]
- Jones, M.; Cockburn, A.; Lupoi, R.; Sparkes, M.; O’Neill, W. Solid-state manufacturing of tungsten deposits onto molybdenum substrates with supersonic laser deposition. Mater. Lett. 2014, 134, 295–297. [Google Scholar] [CrossRef]
- Luo, F.; Cockburn, A.; Lupoi, R.; Sparkes, M.; O’Neill, W. Performance comparisonof Stellite 6 deposited on steel using supersonic laser deposition and lasercladding. Surf. Coat. Technol. 2012, 212, 119–127. [Google Scholar] [CrossRef]
- Li, B.; Jin, Y.; Yao, J.; Li, Z.; Zhang, Q.; Zhang, X. Influence of laser irradiation on deposition characteristics of cold sprayed Stellite-6 coatings. Opt. Laser Technol. 2018, 100, 27–39. [Google Scholar] [CrossRef]
- Yao, J.; Yang, L.; Li, B.; Li, Z. Characteristics and performance of hard Ni60 alloy coating produced with supersonic laser deposition technique. Mater. Des. 2015, 83, 26–35. [Google Scholar] [CrossRef]
- Yao, J.; Li, Z.; Li, B.; Yang, L. Characteristics and bonding behavior of Stellite 6 alloy coating processed with supersonic laser deposition. J. Alloy. Compd. 2016, 661, 526–534. [Google Scholar] [CrossRef]
- Lupoi, R.; Cockburn, A.; Bryan, C.; Sparkes, M.; Luo, F.; O’Neill, W. Hardfacing steel with nanostructured coatings of Stellite-6 by supersonic laser deposition. Light-Sci. Appl. 2012, 1, e10. [Google Scholar] [CrossRef] [Green Version]
- Birt, A.; Champagne, V.; Sisson, R.; Apelian, D. Statistically Guided Development of Laser-Assisted Cold Spray for Microstructural Control of Ti-6Al-4V. Metall. Mater. Trans. A 2017, 48, 1931–1943. [Google Scholar] [CrossRef]
- Yao, J.; Yang, L.; Li, B.; Li, Z. Beneficial effects of laser irradiation on the deposition process of diamond/Ni60 composite coating with cold spray. Appl. Surf. Sci. 2015, 330, 300–308. [Google Scholar] [CrossRef]
- Yang, L.; Li, B.; Yao, J.; Li, Z. Effects of diamond size on the deposition characteristic and tribological behavior of diamond/Ni60 composite coating prepared by supersonic laser deposition. Diam. Relat. Mater. 2015, 58, 139–148. [Google Scholar] [CrossRef]
- Li, B.; Jin, Y.; Yao, J.; Li, Z.; Zhang, Q. Solid-state fabrication of WCp-reinforced Stellite-6 composite coatings with supersonic laser deposition. Surf. Coat. Technol. 2017, 321, 386–396. [Google Scholar] [CrossRef]
- Assadi, H.; Gartner, F.; Stoltenhoff, T.; Kreye, H. Bonding mechanism in cold gas spraying. Acta Mater. 2003, 51, 4379–4394. [Google Scholar] [CrossRef]
- Assadi, H.; Schmidt, T.; Richter, H.; Kliemann, J.; Binder, K.; Gärtner, F.; Klassen, T.; Kreye, H. On parameter selection in cold spraying. J. Therm. Spray Technol. 2011, 20, 1161–1176. [Google Scholar] [CrossRef]
- Fukumoto, M.; Wada, H.; Tanade, K.; Yamada, M.; Yamaguchi, E.; Niwa, A.; Sugimoto, M.; Izawa, M. Effect of substrate temperature on deposition behavior of Cu particles on substrate surfaces in the cold spray process. J. Therm. Spray Technol. 2007, 16, 643–650. [Google Scholar] [CrossRef]
- Legoux, J.; Irissou, E.; Moreau, C. Effect of substrate temperature on the formation mechanism of cold-sprayed aluminum, zinc and tin coatings. J. Therm. Spray Technol. 2007, 16, 619–626. [Google Scholar] [CrossRef]
- Yin, S.; Wang, X.; Li, W.; Guo, X. Examination on substrate preheating process in cold gas dynamic spraying. J. Therm. Spray Technol. 2011, 20, 852–859. [Google Scholar] [CrossRef]
- Yu, M.; Li, W.; Wang, F.; Suo, X.; Liao, H. Effect of particle and substrate preheating on particle deformation behavior in cold spraying. Surf. Coat. Technol. 2013, 220, 174–178. [Google Scholar] [CrossRef]
- Ko, K.; Choi, J.; Lee, H.; Lee, B. Influence of oxide chemistry of feedstock on cold sprayed Cu coatings. Powder Technol. 2012, 218, 119–123. [Google Scholar] [CrossRef]
- Li, W.; Li, C.; Liao, H. Significant influence of particle surface oxidation on deposition efficiency, interface microstructure and adhesive strength of cold-sprayed Cu coatings. Appl. Surf. Sci. 2010, 256, 4953–4958. [Google Scholar] [CrossRef]
- Maruschak, P.; Panin, S.; Zakiev, I.; Poltaranin, M.; Sotnikov, A. Scale levels of damage to the raceway of a spherical roller bearing. Eng. Fail. Anal. 2016, 59, 69–78. [Google Scholar] [CrossRef]
- Archard, J. Properties of composite materials. J. Appl. Phys. 1953, 24, 981–988. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Coating | ∆m (g) | t (s) | Rf (g/min) | Rd (g/min) | DE (%) |
|---|---|---|---|---|---|
| CS | 1.164 ± 0.023 | 6 | 40 | 11.64 ± 0.23 | 29.1 ± 0.58 |
| SLD-0.5kW | 1.220 ± 0.019 | 6 | 40 | 12.20 ± 0.19 | 30.5 ± 0.48 |
| SLD-1.0 kW | 2.152 ± 0.032 | 6 | 40 | 21.52 ± 0.32 | 53.8 ± 0.80 |
| SLD-1.5 kW | 2.024 ± 0.021 | 6 | 40 | 20.24 ± 0.21 | 50.6 ± 0.52 |
| SLD-2.0 kW | 1.948 ± 0.018 | 6 | 40 | 19.48 ± 0.18 | 48.7 ± 0.45 |
| SLD-2.5 kW | 1.892 ± 0.016 | 6 | 40 | 18.92 ± 0.16 | 47.3 ± 0.40 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wu, L.; Zhang, G.; Li, B.; Wang, W.; Huang, X.; Chen, Z.; Dong, G.; Zhang, Q.; Yao, J. Study on Microstructure and Tribological Performance of Diamond/Cu Composite Coating via Supersonic Laser Deposition. Coatings 2020, 10, 276. https://doi.org/10.3390/coatings10030276
Wu L, Zhang G, Li B, Wang W, Huang X, Chen Z, Dong G, Zhang Q, Yao J. Study on Microstructure and Tribological Performance of Diamond/Cu Composite Coating via Supersonic Laser Deposition. Coatings. 2020; 10(3):276. https://doi.org/10.3390/coatings10030276
Chicago/Turabian StyleWu, Lijuan, Gang Zhang, Bo Li, Weilin Wang, Xuanjie Huang, Zhijun Chen, Gang Dong, Qunli Zhang, and Jianhua Yao. 2020. "Study on Microstructure and Tribological Performance of Diamond/Cu Composite Coating via Supersonic Laser Deposition" Coatings 10, no. 3: 276. https://doi.org/10.3390/coatings10030276