Review of Growth Defects in Thin Films Prepared by PVD Techniques




Abstract
:1. Introduction
2. Surface Irregularities from Substrate Pretreatment
2.1. Mechanical Pretreatment
2.2. Wet Chemical Cleaning
2.3. Ion Etching
2.3.1. Basics of Ion Etching
2.3.2. Substrate Irregularities Induced by Ion Etching
3. Growth Defects Formed during Deposition
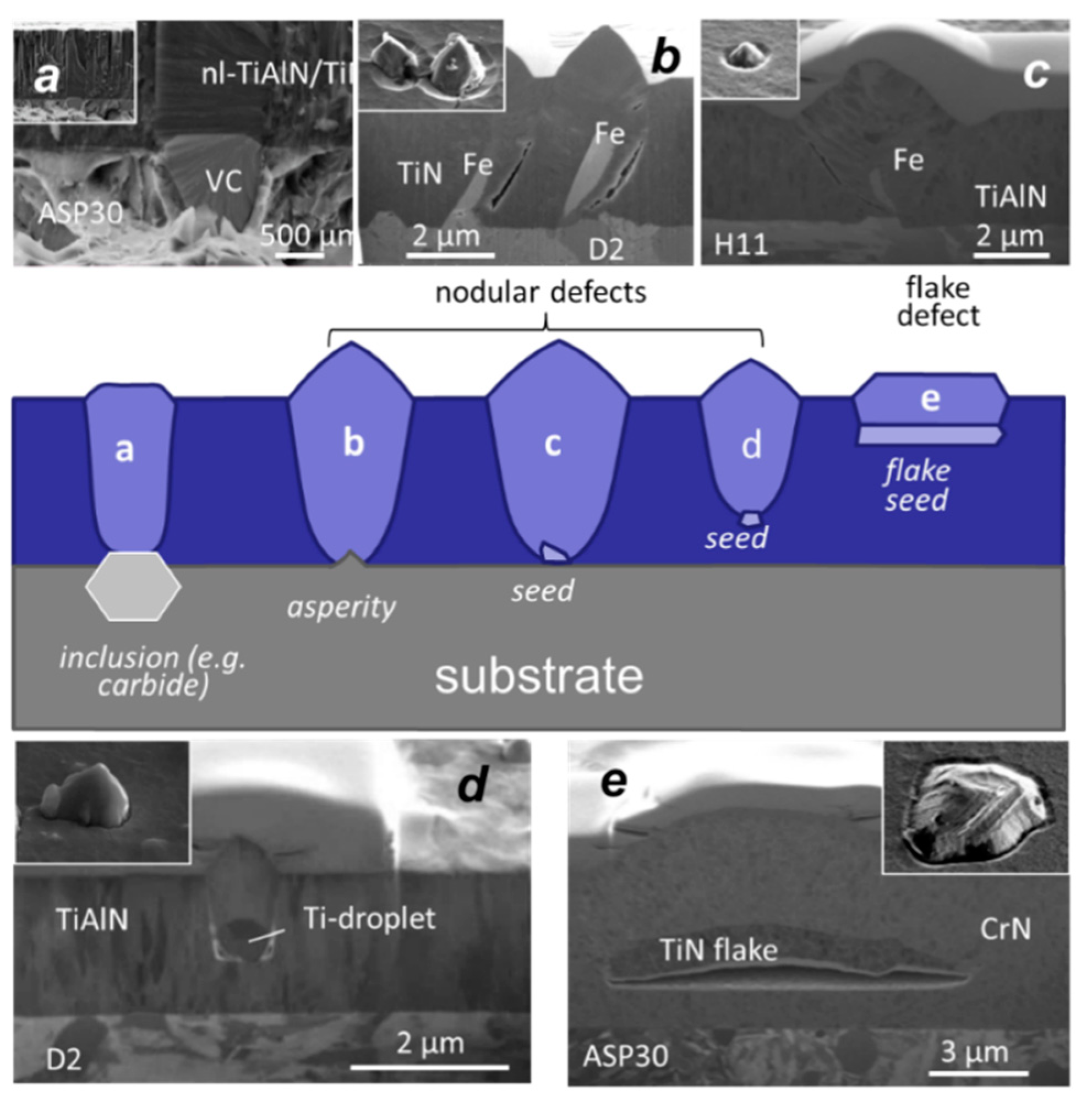
3.1. Protrusion Defects
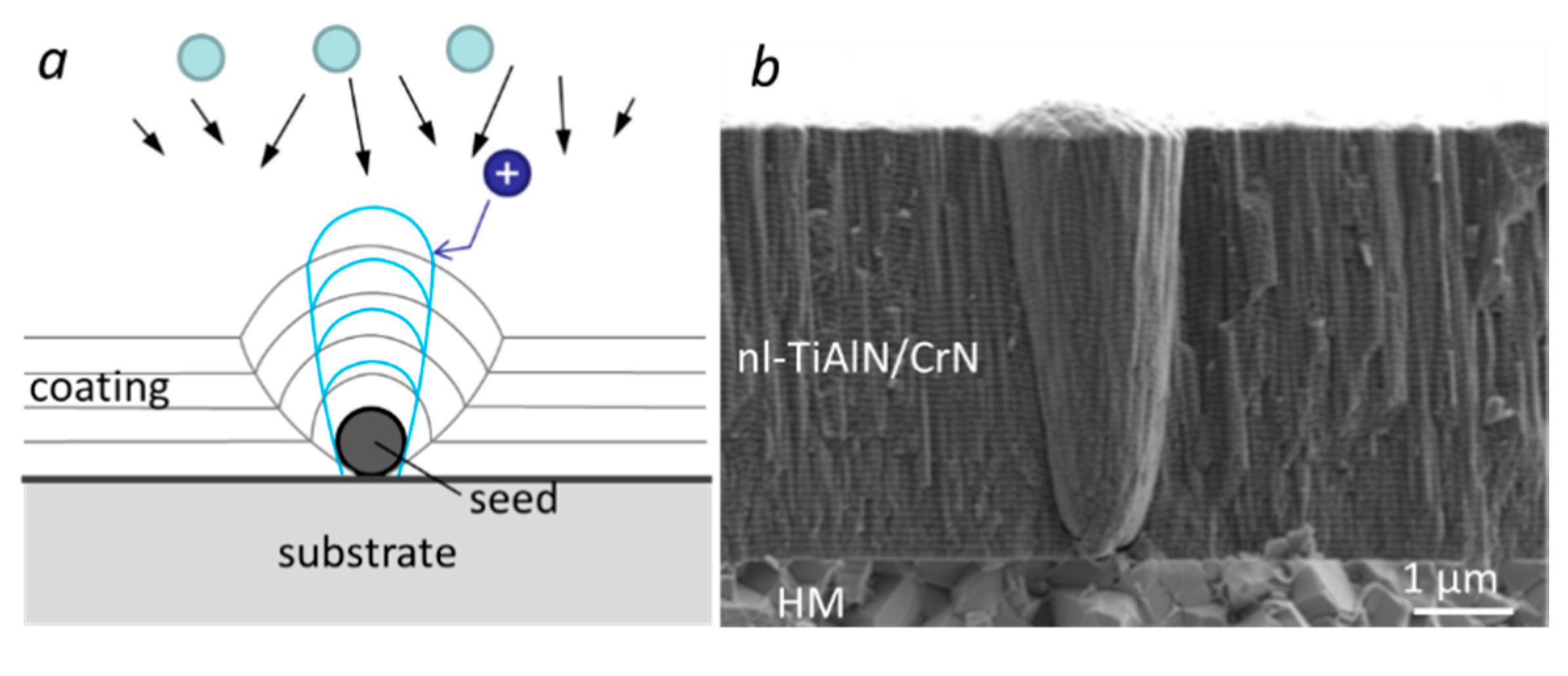
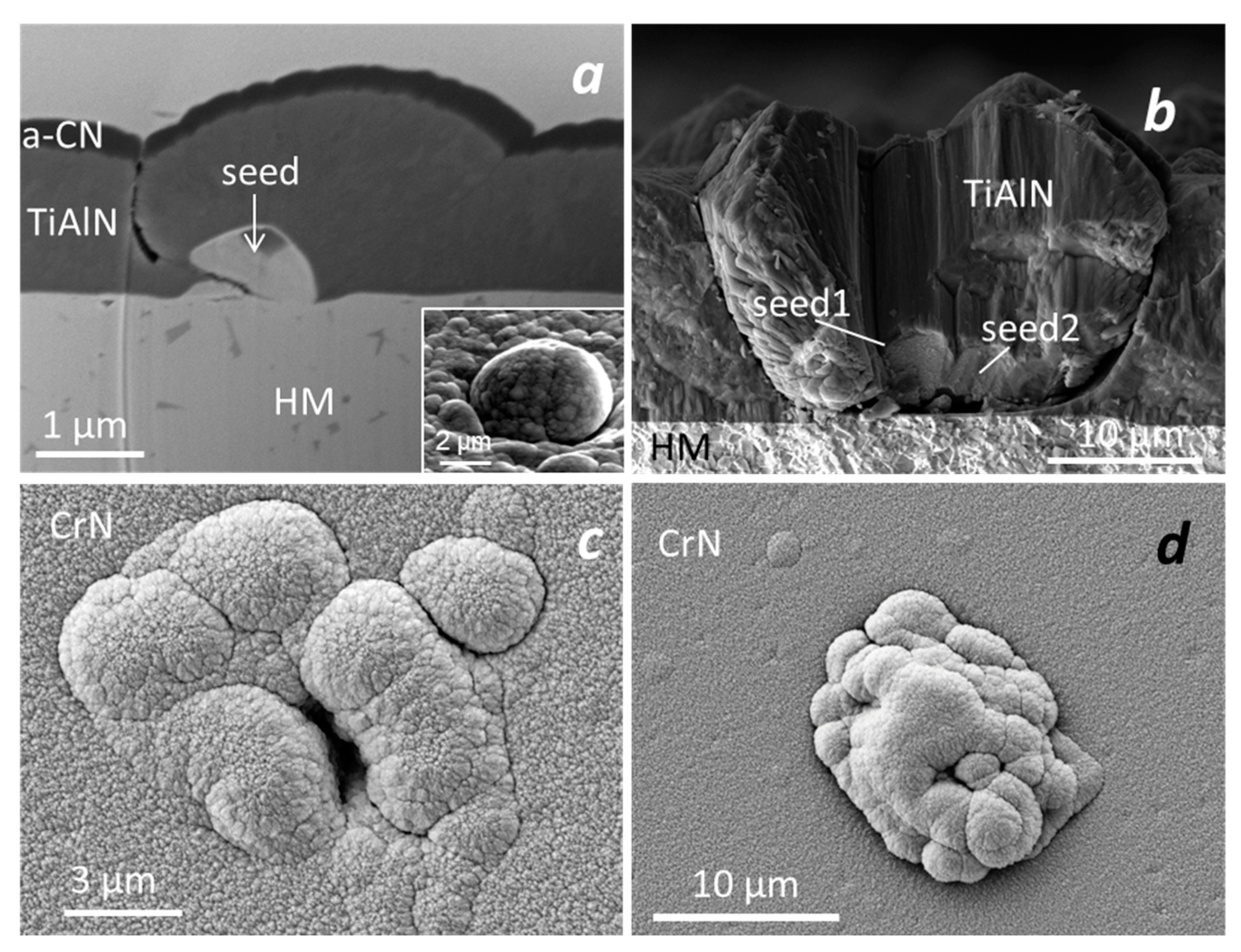
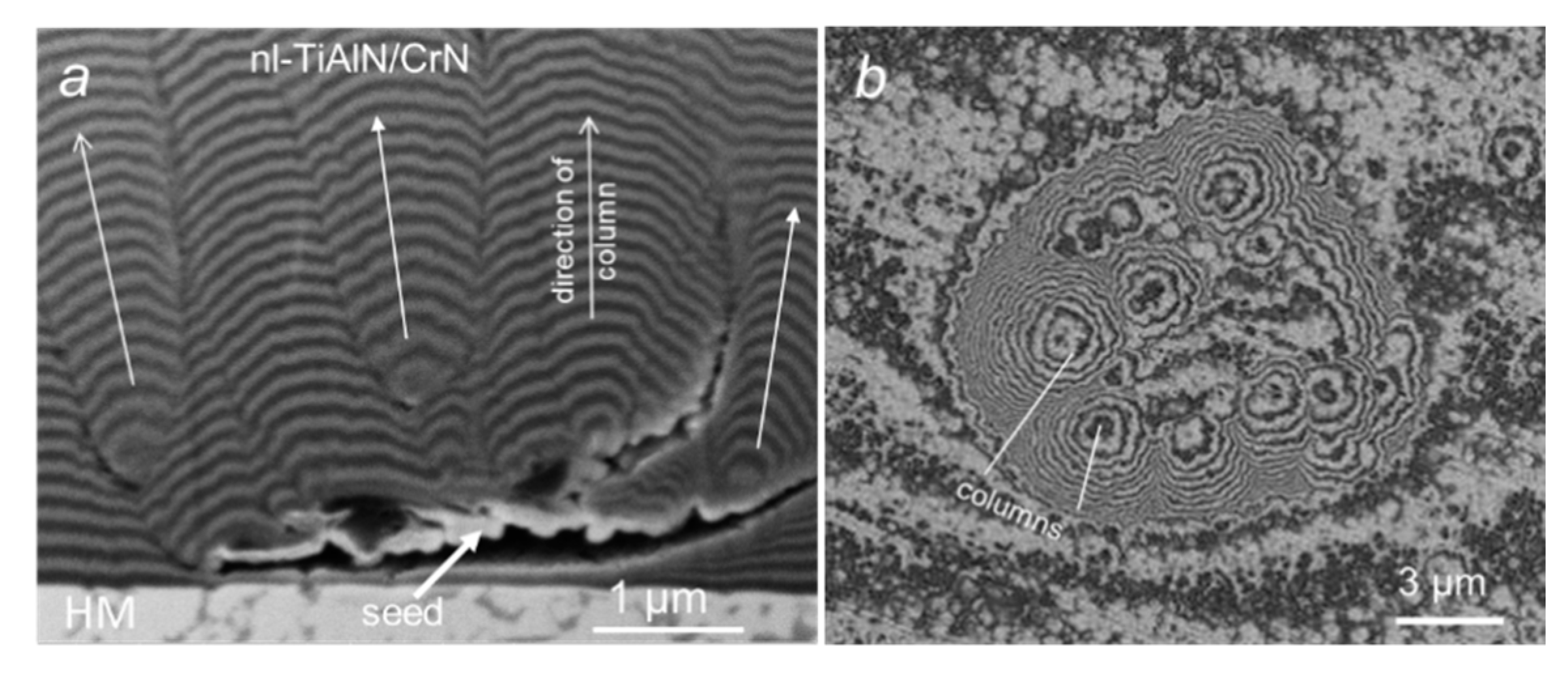
3.1.1. Nodular Defects
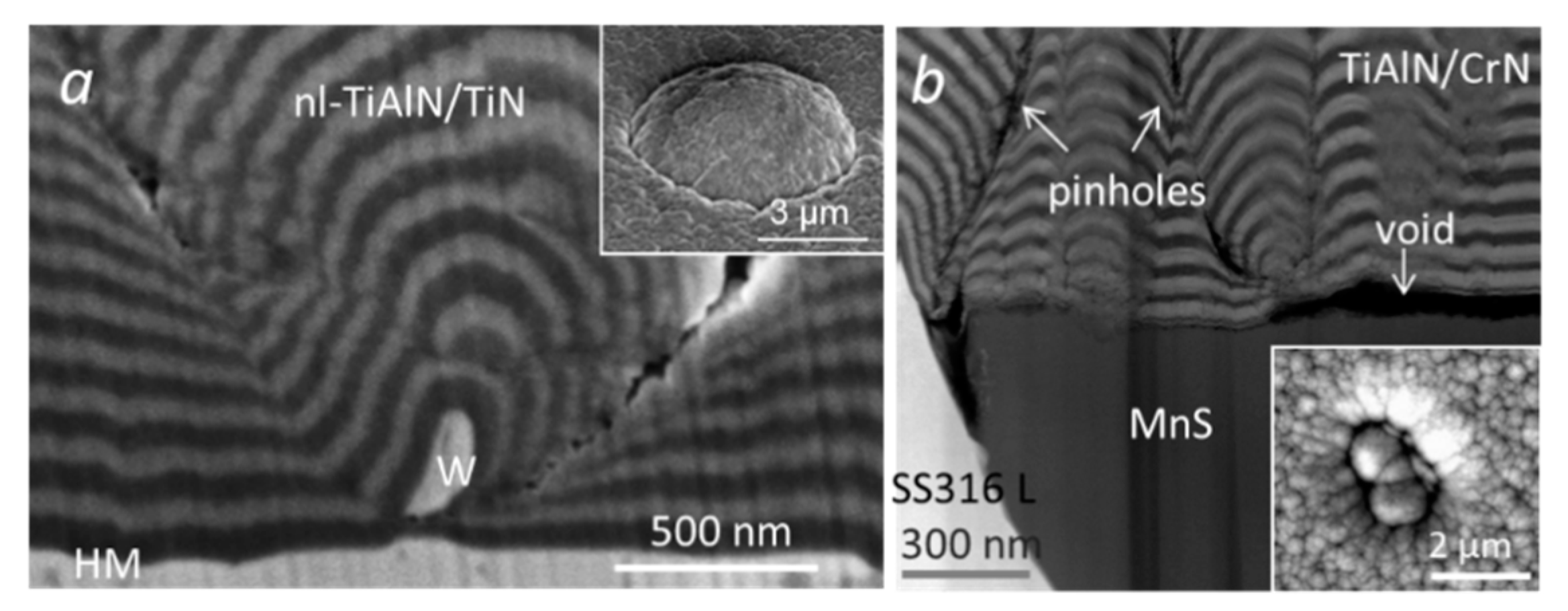
3.1.2. Flake Defects
3.1.3. Droplet Defects
3.2. Hole-Like Defects
3.2.1. Pinhole Defects
3.2.2. Crater-Like Defects
4. Origin of Seed Particles
4.1. Foreign Seed Particles
4.2. Seed Particles Originating from Deposition Sources
4.2.1. Seeds in Electron Beam Evaporation
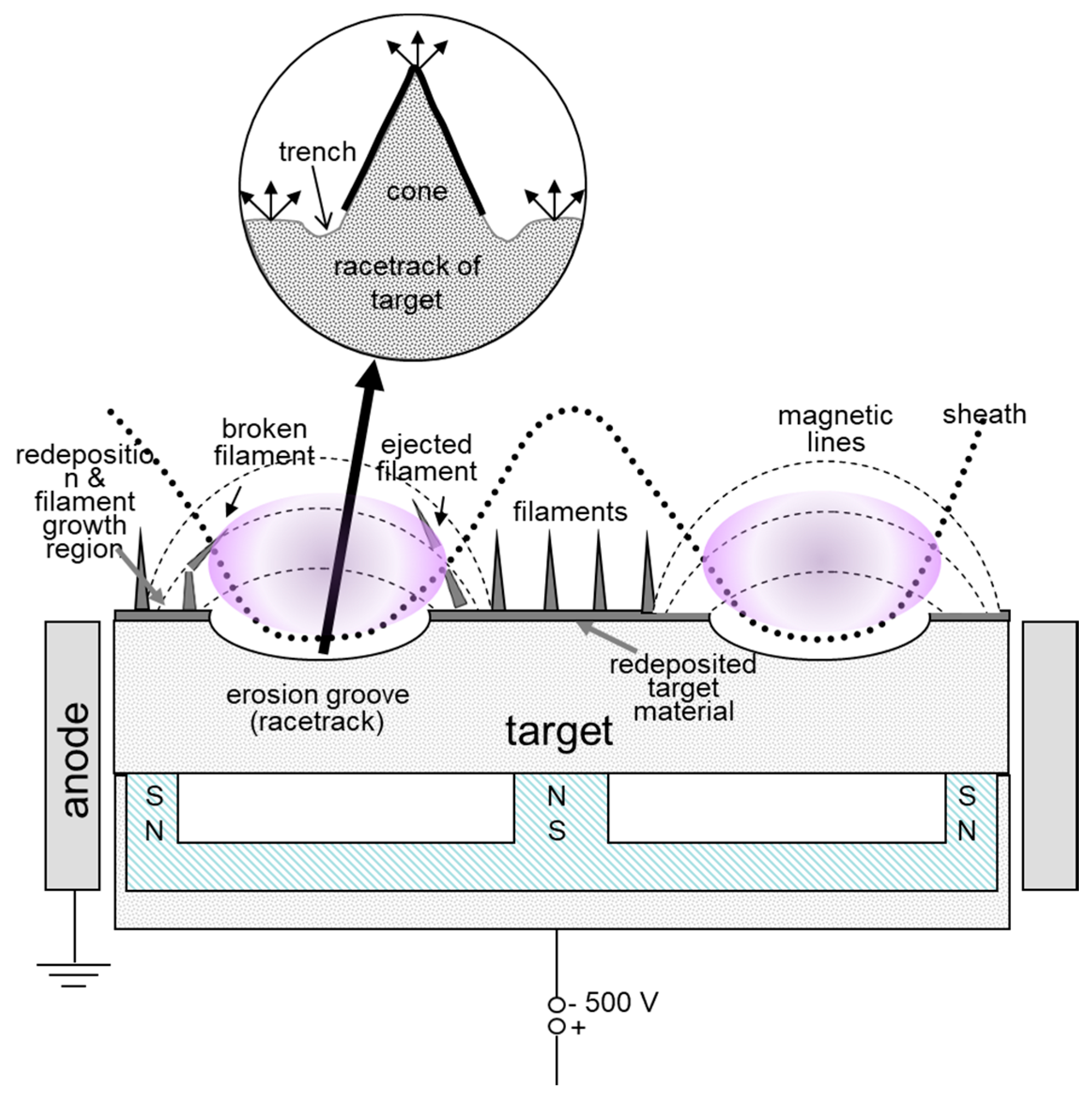
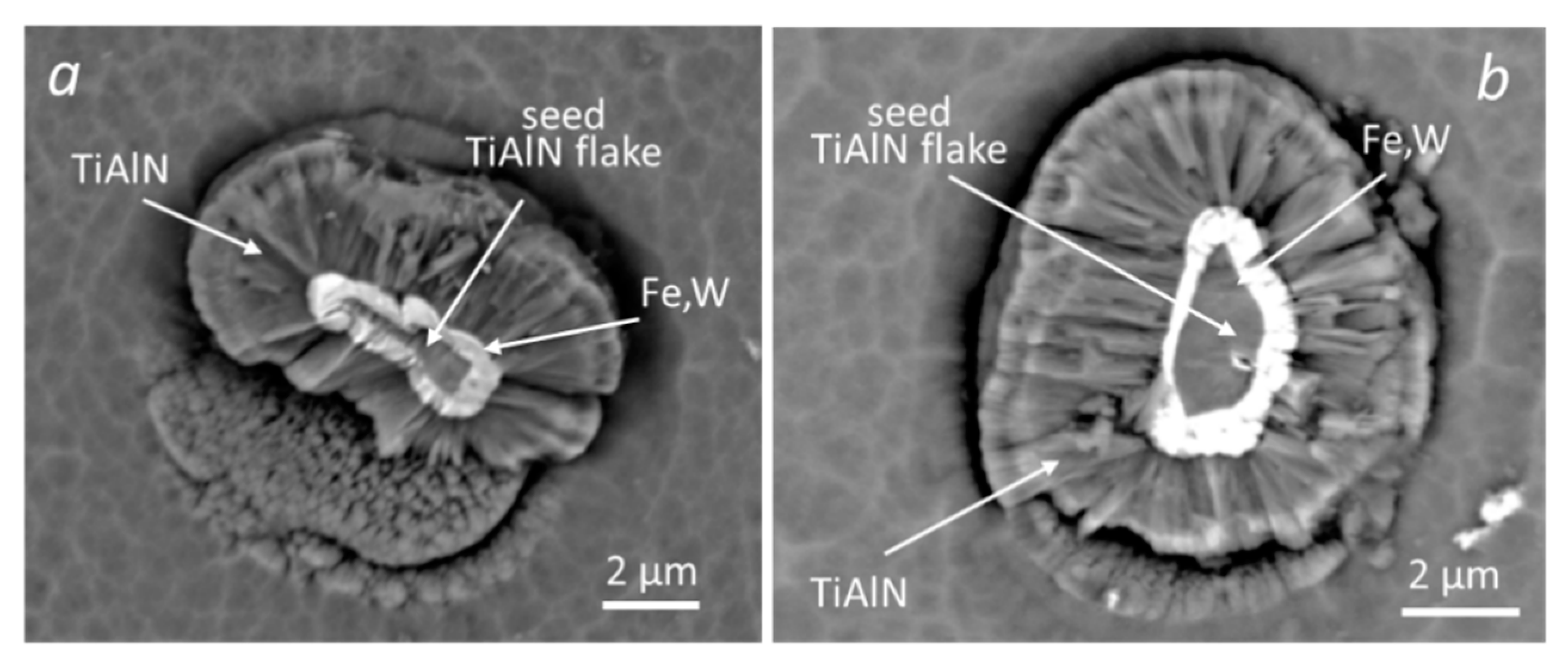
4.2.2. Seeds in Magnetron Sputtering
Formation of Cones on Target Surface During Ion Bombardment
Flaking of Re-Deposited Nodules from the Target Surface
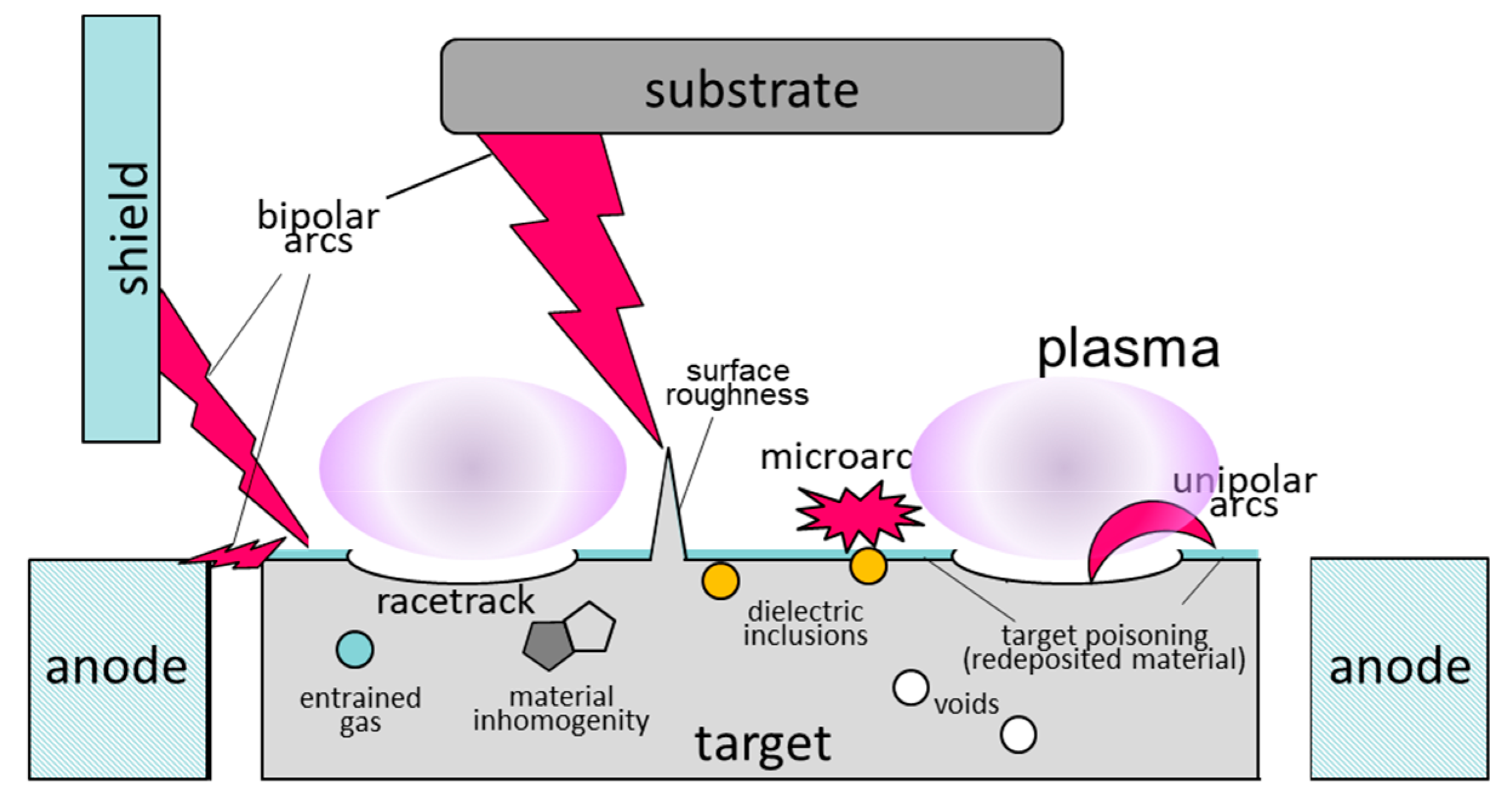
Arcing
4.2.3. Seeds in Cathodic Arc Evaporation
- increasing the arc speed on the cathode surface by using a magnetic field; in this way, the arcs are moving faster on the cathode surface, therefore they melt a smaller volume of material;
- reduction of the temperature of the cathode surface by intensive cooling;
- reduction of the arc current in order to reduce the density of ion flow;
- low-angle shielding of cathode; the majority of the droplets are emitted at angles lower than 30° with respect to the target surface;
- droplet filtering involves guiding the plasma towards the substrate using an electromagnetic field (0.01–0.1 T); in contrast to electrons and ions, the droplets are not charged and therefore will not follow the non-linear path to the substrate;
- the use of higher partial pressure of the reactive gas during deposition due to the formation of compound layers with a high melting point;
- the number of droplets can be reduced with increasing bias voltage; the latter may be attributed to the effect of the enhanced ion (re)sputtering and deflection of the negatively charged droplets.
5. The Influence of Growth Defects on Functional Properties of Thin Films
5.1. Optical Properties
5.2. Growth Defects in Semiconductor Devices
5.3. Friction and Wear
5.4. Erosion Resistance
5.5. Corrosion Resistance
5.6. Oxidation Resistance
5.7. Gas Permeation
5.8. Wettability of Surfaces
6. Summary
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Holman, W.R.; Huegel, F.J. Interrelationships between process parameters, structure, and properties of CVD tungsten and tungsten–rhenium alloys. J. Vac. Sci. Technol. 1974, 11, 701–708. [Google Scholar] [CrossRef] [Green Version]
- Dubost, L.; Rhallabi, A.; Perrin, J.; Schmitt, J. Growth of nodular defects during film deposition. J. Appl. Phys. 1995, 78, 3784–3791. [Google Scholar] [CrossRef]
- Tait, R.N.; Smy, T.; Dew, S.K.; Brett, M.J. Nodular defects growth and structure in vapor deposited Films. J. Electron. Mater. 1995, 24, 935–940. [Google Scholar] [CrossRef]
- Gabe, D.R. Dendritic Growth During Electrodeposition. Metall. Mater. Technol. 1973, 5, 72–77. [Google Scholar]
- Letts, S.A.; Myers, D.W.; Witt, L.A. Ultrasmooth plasma polymerized coatings for laser fusion targets. J. Vac. Sci. Technol. 1981, 19, 739–742. [Google Scholar] [CrossRef]
- Movchan, B.A.; Demchishin, A.V. Investigation of the structure and properties of thick vacuum condensates of nickel, titanium, tungsten and aluminum oxide. Fiz. Met. Metalloved. 1969, 28, 653–660. [Google Scholar]
- Mattox, D.M.; Kominiak, G.J. Structure modification by ion bombardment during deposition. J. Vac. Sci. Technol. 1972, 9, 528–531. [Google Scholar] [CrossRef]
- Patten, J.W. The influence of surface topography and angle of adatom incidence on growth structure in sputtered chromium. Thin Solid Films 1979, 63, 121–129. [Google Scholar] [CrossRef]
- Spalvins, T. Characterization of defect growth structrures in ion-plated films by scanning electron microscopy. Thin Solid Films 1979, 64, 143–148. [Google Scholar] [CrossRef]
- Spalvins, T.; Brainard, W.A. Nodular growth in thick-sputtered metallic coatings. J. Vac. Sci. Technol. 1974, 11, 1186–1192. [Google Scholar] [CrossRef]
- Guenther, K.H. Nodular defects in dielectric multilayers and thick single layers. Appl. Opt. 1981, 20, 1034–1038. [Google Scholar] [CrossRef] [PubMed]
- Tench, R.J.; Chow, R.; Kozlowski, M.R. Characterization of defect geometries in multilayer optical coatings. J. Vac. Sci. Technol. A 1994, 12, 2808–2813. [Google Scholar] [CrossRef] [Green Version]
- Smith, D.J. Modeling of nodular defects in thin films for various deposition techniques. Proc. SPIE 1987, 821, 120–128. [Google Scholar]
- Dirks, A.G.; Leamy, H.J. Columnar microstructure in vapor-deposited thin films. Thin Solid Films 1977, 47, 219–233. [Google Scholar] [CrossRef]
- Liao, B.; Macleod, H.A. Thin film microstructure modelling. Proc. SPIE 1985, 540, 150–155. [Google Scholar]
- Müller-Pfeiffer, S.; Anklam, H.-J. Computer simulation of hillock growth. Vacuum 1991, 42, 113–116. [Google Scholar] [CrossRef]
- Stearns, D.G.; Mirkarimi, P.B.; Spiller, E. Localized defects in multilayer coating. Thin Solid Films 2004, 446, 37–49. [Google Scholar] [CrossRef]
- Kozlowski, M.R.; Chow, R. The role of defects in laser damage of multilayer coatings. Proc. SPIE 1994, 2114, 640–649. [Google Scholar]
- Stolz, C.J.; Sheehan, L.M.; Gunten, M.K.; Bevis, R.P.; Smith, D.J. The advantages of evaporation of Hafnium in a reactive environment to manufacture high damage threshold multilayer coatings by electron-beam deposition. Proc. SPIE 1999, 3738, 318–324. [Google Scholar]
- Cheng, X.B.; Shen, Z.X.; Jiao, H.F.; Zhang, J.L.; Ma, B.; Ding, T.; Lu, J.; Wang, X.; Wang, Z. Laser damage study of nodules in electron-beam evaporated HfO2/SiO2 high reflectors. Appl. Opt. 2011, 50, C357–C363. [Google Scholar] [CrossRef]
- Liu, X.F.; Li, D.W.; Zhao, Y.A.; Li, X. Characteristics of nodular defect in HfO2/SiO2 multilayer optical coatings. Appl. Opt. 2010, 49, 1774–1779. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Panjan, P.; Merl, D.K.; Zupanič, F.; Čekada, M.; Panjan, M. SEM study of defects in PVD hard coatings using focused ion beam milling. Surf. Coat. Technol. 2008, 202, 2302–2305. [Google Scholar] [CrossRef]
- Brett, M.J.; Tait, R.N.; Dew, S.K.; Kamasz, S.; Labun, A.H.; Smy, T. Nodular defect growth in thin films. J. Mater. Sci. Mater. Electron. 1992, 3, 64–70. [Google Scholar] [CrossRef]
- Poulingue, M.; Dijon, J.; Ignat, M.; Leplan, H.; Pinot, B. New approach for the critical size of the nodular defects: The mechanical connection. Proc. SPIE 1998, 3578, 370–381. [Google Scholar]
- Wei, C.Y.; Yi, K.; Fan, Z.X.; Shao, J.D. Influence of composition and seed dimension on the structure and laser damage of nodular defects in HfO2/SiO2 high reflectors. Appl. Opt. 2012, 51, 6781–6788. [Google Scholar] [CrossRef]
- Mirkarimi, P.B.; Stearns, D. Investigating the growth of localized defects in thin films using gold nanospheres. Appl. Phys. Lett. 2000, 77, 2243–2245. [Google Scholar] [CrossRef]
- Cheng, X.; Wang, Z. Defect-related properties of optical coatings. Adv. Opt. Technol. 2014, 3, 65–90. [Google Scholar] [CrossRef]
- Selwyn, G.S.; McKillop, J.S.; Haller, K.L.; Wu, J.J. In Situ Plasma Contamination Measurements by HeNe Laser Light Scattering: A Case Study. J. Vac. Sci. Technol. 1990, 8, 1726–1731. [Google Scholar] [CrossRef]
- Moriya, T.; Nagaike, H.; Denpoh, K.; Kawaguchi, S.; Shimada, M.; Okuyama, K. Observation and evaluation of flaked particle behavior in magnetically enhanced reactive ion etching equipment using a dipole ring magnet. J. Vac. Sci. Technol. 2004, B22, 1688–1693. [Google Scholar] [CrossRef]
- Korhonen, A.S. Corrosion of thin hard PVD coatings. Vacuum 1994, 45, 1031–1034. [Google Scholar] [CrossRef]
- Fenker, M.; Balzer, M.; Kappl, H. Corrosion protection with hard coatings on steel: Past approaches and current research efforts. Surf. Coat. Technol. 2014, 257, 182–205. [Google Scholar] [CrossRef]
- Balzer, M. Identification of the growth defects responsible for pitting corrosion on sputter-coated steel samples by Large Area High Resolution mapping. Thin Solid Films 2015, 581, 99–106. [Google Scholar] [CrossRef]
- Balzer, M.; Fenker, M.; Kappa, H.; Müller, T.; Heyn, A.; Heiss, A.; Richter, A. Corrosion protection of steel substrates by magnetron sputtered TiMgN hard coatings: Structure, mechanical properties and growth defect related salt spray test results. Surf. Coat. Technol. 2018, 349, 82–92. [Google Scholar] [CrossRef]
- Wang, H.W.; Stack, M.M.; Lyon, S.B.; Hovsepian, P.; Münz, W.-D. The corrosion behaviour of macroparticle defects in arc bond-sputtered CrN/NbN superlattice coatings. Surf. Coat. Technol. 2000, 126, 279–287. [Google Scholar] [CrossRef]
- Jehn, H.A. Improvement of the corrosion resistance of PVD hard coating–substrate systems. Surf. Coat. Technol. 2000, 125, 212–217. [Google Scholar] [CrossRef]
- Ahn, S.H.; Lee, J.H.; Kim, J.G.; Han, J.G. Localized corrosion mechanisms of the multilayered coatings related to growth defects. Surf. Coat. Technol. 2004, 177–178, 638–644. [Google Scholar] [CrossRef]
- Braak, R.; May, U.; Onuseit, L.; Repphun, G.; Guenther, M.; Schmid, C.; Durst, K. Accelerated thermal degradation of DLC-coatings via growth defects. Surf. Coat. Technol. 2018, 349, 272–278. [Google Scholar] [CrossRef]
- Chatham, H. Oxygen diffusion barrier properties of transparent oxide coatings on polymeric substrates. Surf. Coat. Technol. 1996, 78, 1–9. [Google Scholar] [CrossRef]
- Luo, Q. Origin of friction in running-in sliding wear of nitride coatings. Tribol. Lett. 2010, 37, 529–539. [Google Scholar] [CrossRef]
- Fallquist, M.; Olsson, M. The influence of surface defects on the mechanical and tribological properties of VN-based arc-evaporated coatings. Wear 2013, 297, 1111–1119. [Google Scholar] [CrossRef]
- Tkadletz, M.; Mitterer, C.; Sartory, B.; Letofsky-Papst, J.; Czettl, C.; Michotte, C. The effect of droplets in arc evaporated TiAlTaN hard coatings on the wear behavior. Surf. Coat. Technol. 2014, 257, 95–101. [Google Scholar] [CrossRef]
- Drnovšek, A.; Panjan, P.; Panjan, M.; Čekada, M. The influence of growth defects in sputter-deposited TiAlN hard coatings on their tribological behavior. Surf. Coat. Technol. 2016, 288, 171–178. [Google Scholar] [CrossRef]
- Panjan, P.; Drnovšek, A.; Kovač, J. Tribological aspects related to the morphology of PVD hard coatings. Surf. Coat. Technol. 2018, 343, 138–147. [Google Scholar] [CrossRef]
- Grinding of Uddeholm Tool Steels, 8th ed.; 2018; Available online: https://www.uddeholm.com/app/uploads/sites/44/2018/11/Tech-Uddeholm-Grinding-EN.pdf (accessed on 28 March 2020).
- Polishing of Uddeholm Mould Steel, 6th ed.; 2016; Available online: https://www.uddeholm.com/app/uploads/sites/45/2018/02/Uddeholm_polishing-eng_t_1609_e6.pdf (accessed on 28 March 2020).
- Panjan, P.; Drnovšek, A.; Gselman, P.; Čekada, M.; Panjan, M.; Boncina, T.; Merl, D.K. Influence of Growth Defects on the Corrosion Resistance of Sputter-Deposited TiAlN Hard Coatings. Coatings 2019, 9, 511. [Google Scholar] [CrossRef] [Green Version]
- Mattox, D.M. Handbook of Physical Vapor Deposition (PVD) Processing; Elsevier: Amsterdam, The Netherlands, 2010. [Google Scholar]
- Hovsepian, P.E.; Ehiasarian, A.P. Six strategies to produce application tailored nanoscale multilayer structured PVD coatings by conventional and High Power Impulse Magnetron Sputtering (HIPIMS). Thin Solid Films 2019, 688, 137409. [Google Scholar] [CrossRef]
- Nordin, M.; Ericson, F. Growth characteristics of multilayered physical vapour deposited TiNTaN on high speed steel substrate. Thin Solid Films 2001, 385, 174–181. [Google Scholar] [CrossRef]
- Lang, Z.; Xiuqin, W. Formation of nodular defects as revealed by simulation of a modified ballistic model of depositional growth. J. Mater. Sci. 1998, 33, 1487–1490. [Google Scholar] [CrossRef]
- Petrov, I.; Losbichler, P.; Bergstrom, D.; Greene, J.E.; Munz, W.D.; Hurkmans, T.; Trinh, T. Ion-assisted growth of Ti1−xAlxN/Ti1−yNbyN multilayers by combined cathodic-arc/magnetron-sputter deposition. Thin Solid Films 1997, 302, 179–192. [Google Scholar] [CrossRef]
- Lewis, D.B.; Creasey, S.J.; Wustefeld, C.; Ehiasarian, A.P.; Hovsepian, P.E. The role of the growth defects on the corrosion resistance of CrN/NbN superlattice coatings deposited at low temperatures. Thin Solid Films 2006, 503, 143–148. [Google Scholar] [CrossRef]
- Mattox, D.M. Atomistic Film Growth and Resulting Film Properties. SVC Bull. Spring 2009, 30–31. [Google Scholar]
- Garte, S.M. Measurement of Porosity. In Gold Plating Technology; Reid, F.H., Goldie, W., Eds.; Electrochemical Publications Ltd.: Ayr, Scotland, 1974. [Google Scholar]
- Panjan, P.; Gselman, P.; Kek-Merl, D.; Čekada, M.; Panjan, M.; Dražić, G.; Bončina, T.; Zupanič, F. Growth defect density in PVD hard coatings prepared by different deposition techniques. Surf. Coat. Technol. 2013, 237, 349–356. [Google Scholar] [CrossRef]
- Sarkar, J. Troubleshooting in Sputter Deposition. In Sputtering Materials for VLSI and Thin Film Devices, 2nd ed.; Elsevier: Amsterdam, The Netherlands, 2014; pp. 567–592. [Google Scholar]
- Selwyn, G.S.; Singh, J.; Bennett, R.S. In situ laser diagnostic studies of plasma-generated particulate contamination. J. Vac. Sci. Technol. 1989, 7, 2758–2765. [Google Scholar] [CrossRef]
- Wehner, G.K.; Hajiček, D.J. Cone formation on metal targets during sputtering. J. Appl. Phys. 1971, 42, 1145–1149. [Google Scholar] [CrossRef]
- Heintze, M.; Luciu, I. Nodule formation on sputtering targets: Causes and their control by MF power supplies. Surf. Coat. Technol. 2018, 336, 80–83. [Google Scholar] [CrossRef]
- Selwyn, G.S.; Weiss, C.A.; Sequedac, F.; Huang, C. Particle contamination formation in magnetron sputtering processes. J. Vac. Sci. Technol. 1997, 15, 2023–2028. [Google Scholar] [CrossRef]
- Selwyn, G.S.; Weiss, C.A.; Sequeda, F.; Hiuang, C. In-situ analysis of particle contamination in magnetron sputtering. Thin Solid Films 1998, 317, 85–92. [Google Scholar] [CrossRef]
- Anders, S. Physics of arcing, and implications to sputter deposition. Thin Solid Films 2006, 502, 22–28. [Google Scholar] [CrossRef] [Green Version]
- Pavate, V.; Abburi, M.; Chiang, S.; Hansen, K.; Mori, G.; Narasimhan, M.; Ramaswami, S.; Nulman, J.; Restaino, D. Correlation between aluminium alloy sputtering target metalurgical characteristics, arc initiation, and in-film defect intensity. SPIE 1997, 3214, 42–47. [Google Scholar]
- Becker, M.; Gies, M.; Polity, A.; Chatterjee, S.; Klar, P.J. Materials processing using radio-frequency ion-sources: Ion-beam sputter-deposition and surface treatment. Rev. Sci. Instrum. 2019, 90, 1–33. [Google Scholar] [CrossRef]
- Aharonov, R.R.; Chhowalla, M.; Dhar, S.; Fontana, R.P. Factors affecting growth defect formation in cathodic arc evaporated coatings. Surf. Coat. Technol. 1996, 82, 334–343. [Google Scholar] [CrossRef]
- Shiao, M.H.; Shieu, F.S. A Formation Mechanism for the Macroparticles in Arc Ion-Plated TiN Films. Thin Solid Films 2001, 386, 27–31. [Google Scholar] [CrossRef]
- Munz, W.D.; Lewis, D.B.; Creasey, S.; Hurkmans, T.; Trinh, T.; Vonijzendorn, W. Defects in TiN and TiAIN coatings grown by combined cathodic arc/unbalanced magnetron technology. Vacuum 1995, 46, 323–330. [Google Scholar] [CrossRef]
- Vereschaka, A.A.; Vereschaka, A.S.; Batako, A.D.L.; Mokritskii, B.J.; Aksenenko, A.Y.; Sitnikov, N.N. Improvement of structure and quality of nanoscale multilayered composite coatings, deposited by filtered cathodic vacuum arc deposition method. Nanomater. Nanotechnol. 2017, 7, 1–13. [Google Scholar] [CrossRef] [Green Version]
- Zhirkov, I.; Petruhins, A.; Rosen, J. Effect of cathode composition and nitrogen pressure on macroparticle generation and type of arc discharge in a DC arc source with Ti–Al compound cathodes. Surf. Coat. Technol. 2015, 281, 20–26. [Google Scholar] [CrossRef]
- Bercegol, H. What is laser conditioning? A review focused on dielectric multilayers. Proc. SPIE 1999, 3578, 421–426. [Google Scholar]
- Mirkarimi, B.; Baker, S.L.; Stearns, D.G. Planarization of Substrate Pits and Scratches. U.S. Patent 2005/0118533A1, 2 June 2005. [Google Scholar]
- Mirkarimi, P.B.; Spiller, E.; Baker, S.L.; Sperry, V.; Stearns, D.G.; Gullikson, E.M. Developing a viable multilayer coating process for extreme ultraviolet lithography reticles. J. Microlith. Microfab. Microsys. 2004, 3, 139–145. [Google Scholar] [CrossRef]
- Vetter, J.; Stuber, M.; Ulrich, S. Growth defects in carbon coatings deposited by magnetron sputtering. Surf. Coat. Technol. 2003, 168, 169–178. [Google Scholar] [CrossRef]
- Saketi, S.; Olsson, M. Influence of CVD and PVD coating micro topography on the initial material transfer of 316L stainless steel in sliding contacts—A laboratory study. Wear 2017, 388–389, 29–38. [Google Scholar] [CrossRef]
- Podgornik, B.; Hogmark, S.; Sandberg, O. Influence of surface roughness and coating type on the galling properties of coated forming tool steel. Surf. Coat. Technol. 2004, 184, 338–348. [Google Scholar] [CrossRef]
- Hogmark, S.; Jacobson, S.; Larsson, M. Design and evaluation of tribological coatings. Wear 2000, 246, 20–33. [Google Scholar] [CrossRef]
- Holmberg, K.; Matthews, A. Coating Tribology, 2nd ed.; Tribology Series 56; Elsevier: Amsterdam, The Netherlands, 2009; p. 43. [Google Scholar]
- Harlin, P.; Bexell, U.; Olsson, M. Influence of surface topography of arc-deposited TiN and sputter-deposited WC/C coatings on the initial material transfer tendency and friction characteristics under dry sliding contact conditions. Surf. Coat. Technol. 2009, 203, 1748–1755. [Google Scholar] [CrossRef]
- Olofsson, J.; Gerth, J.; Nyberg, H.; Wiklund, U.; Jacobson, S. On the influence from micro topography of PVD coatings on friction behaviour, material transfer and tribofilm formation. Wear 2011, 271, 2046–2057. [Google Scholar] [CrossRef]
- Podgornik, B.; Jerina, J. Surface topography effect on galling resistance of coated and uncoated tool steel. Surf. Coat. Technol. 2012, 206, 2792–2800. [Google Scholar] [CrossRef]
- Drnovšek, A.; Panjan, P.; Panjan, M.; Paskvale, S.; Buh, J.; Čekada, M. The influence of surrounding atmosphere on tribological properties of hard protective coating. Surf. Coat. Technol. 2015, 267, 15–20. [Google Scholar] [CrossRef]
- Wang, H.W.; Stack, M.M.; Lyon, S.B.; Hovsepian, P.; Munz, W.D. Wear associated with growth defects in combined cathodic arcrunbalanced magnetron sputtered CrNrNbN superlattice coatings during erosion in alkaline slurry. Surf. Coat. Technol. 2000, 135, 82–90. [Google Scholar] [CrossRef]
- Azar, G.T.P.; Yelkarasi, C.; Ürgen, M. The role of droplets on the cavitation erosion damage of TiN coatings produced with cathodic arc physical vapor deposition. Surf. Coat. Technol. 2017, 322, 211–217. [Google Scholar] [CrossRef]
- Krella, A.K. An approach to evaluate the resistance of hard coatings to shock loading. Surf. Coat. Technol. 2010, 205, 2687–2695. [Google Scholar] [CrossRef]
- Biswas, B.; Purandare, Y.; Sugumaran, A.; Khan, I.; Hovsepian, P.E. Effect of chamber pressure on defect generation and their influence on corrosion and tribological properties of HIPIMS deposited CrN/NbN coatings. Surf. Coat. Technol. 2018, 336, 84–91. [Google Scholar] [CrossRef]
- Kek, D.; Panjan, P.; Panjan, M.; Čekada, M. The role of surface defects density on corrosion resistance of PVD hard coatings. Plasma Process. Polym. 2007, 4, S613–S617. [Google Scholar]
- Montesano, C.P.L.; Gelfi, M.; LaVecchia, G.M.; Solazzi, L. Tribological and corrosion behavior of CrN coatings: Roles of substrate and deposition defects. Surf. Coat. Technol. 2014, 258, 878–885. [Google Scholar]
- McIntyre, D.; Greene, J.E.; Håkansson, G.; Sundgren, J.-E.; Munz, W.-D. Oxidation of metastable single-phase polycrystalline Ti0.5Al0.5N films: Kinetics and mechanisms. J. Appl. Phys. 1990, 67, 1542–1553. [Google Scholar] [CrossRef]
- Lembke, M.I.; Lewis, D.B.; Munz, W.D. Localised oxidation defects in TiAlN/CrN superlattice structured hard coatings grown by cathodic arc/unbalanced magnetron deposition on various substrate materials. Surf. Coat. Technol. 2000, 125, 263–268. [Google Scholar] [CrossRef]
- Polcar, T.; Cavaleiro, A. High temperature behavior of nanolayered CrAlTiN coating: Thermal stability, oxidation, and tribological properties. Surf. Coat. Technol. 2014, 257, 70–77. [Google Scholar] [CrossRef]
- Hovsepian, P.E.; Ehiasarian, A.P.; Purandare, Y.P.; Biswas, B.; Perez, F.J.; Lasanta, M.I.; de Miguel, M.T.; Illana, A.; Juez-Lorenzo, M.; Muelas, R.; et al. Performance of HIPIMS deposited CrN/NbN nanostructured coatings exposed to 650 C in pure steam environment. Mater. Chem. Phys. 2016, 179, 110–119. [Google Scholar] [CrossRef]
- Fernandes, F.; Morgiel, J.; Polcar, T.; Cavalerio, A. Oxidation and diffusion processes during annealing of TiSi(V)N films. Surf. Coat. Technol. 2015, 275, 120–126. [Google Scholar] [CrossRef] [Green Version]
- Panjan, P.; Drnovšek, A.; Kovač, J.; Gselman, P.; Bončina, T.; Paskvale, S.; Čekada, M.; Kek-Merl, D.; Panjan, M. Oxidation resistance of CrN/(Cr,V)N hard coatings deposited by DC magnetron sputtering. Thin Solid Films 2015, 591, 323–329. [Google Scholar] [CrossRef]
- Siracusa, V. Food Packaging Permeability behaviour. Int. J. Polym. Sci. 2012, 2012, 1–11. [Google Scholar] [CrossRef]
- Fahlteich, J.; Mogck, S.; Wanski, T.; Schiller, N.; Amberg-Schwab, S.; Weber, U.; Miesbauer, O.; Kucukpinar-Niarchos, E.; Noller, K.; Boeffel, C. The Role of Defects in Single- and Multi-Layer Barriers for Flexible Electronics. SVC Bull. Fall 2014, 57, 36–42. [Google Scholar]
- Burrows, P.E.; Graff, G.L.; Gross, M.E.; Martin, P.M.; Shi, M.K.; Hall, M.; Mast, E.; Bonham, C.; Bennett, W.; Sullivan, M.B. Ultra barrier flexibe substrates for flat panel displays. Displays 2001, 22, 65–69. [Google Scholar] [CrossRef]
- Fahlteich, J.; Fahland, M.; Schönberger, W.; Schiller, N. Permeation barrier properties of thin oxide films on flexible polymer substrates. Thin Solid Films 2009, 517, 3075–3080. [Google Scholar] [CrossRef]
- Fahlteich, J.; Schönberger, W.; Fahland, M.; Schiller, N. Characterization of reactively sputtered permeation barrier materials on polymer substrates. Surf. Coat. Technol. 2011, 205, S141–S144. [Google Scholar] [CrossRef]
- Michels, J.J.; Peter, M.; Salem, A.; van Remoortere, B.; van den Brand, J. A combined experimental and theoretical study on the side ingress of water into barrier adhesives for organic electronics. Appl. J. Mater. Chem. 2014, 2, 5759–5768. [Google Scholar] [CrossRef]




























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
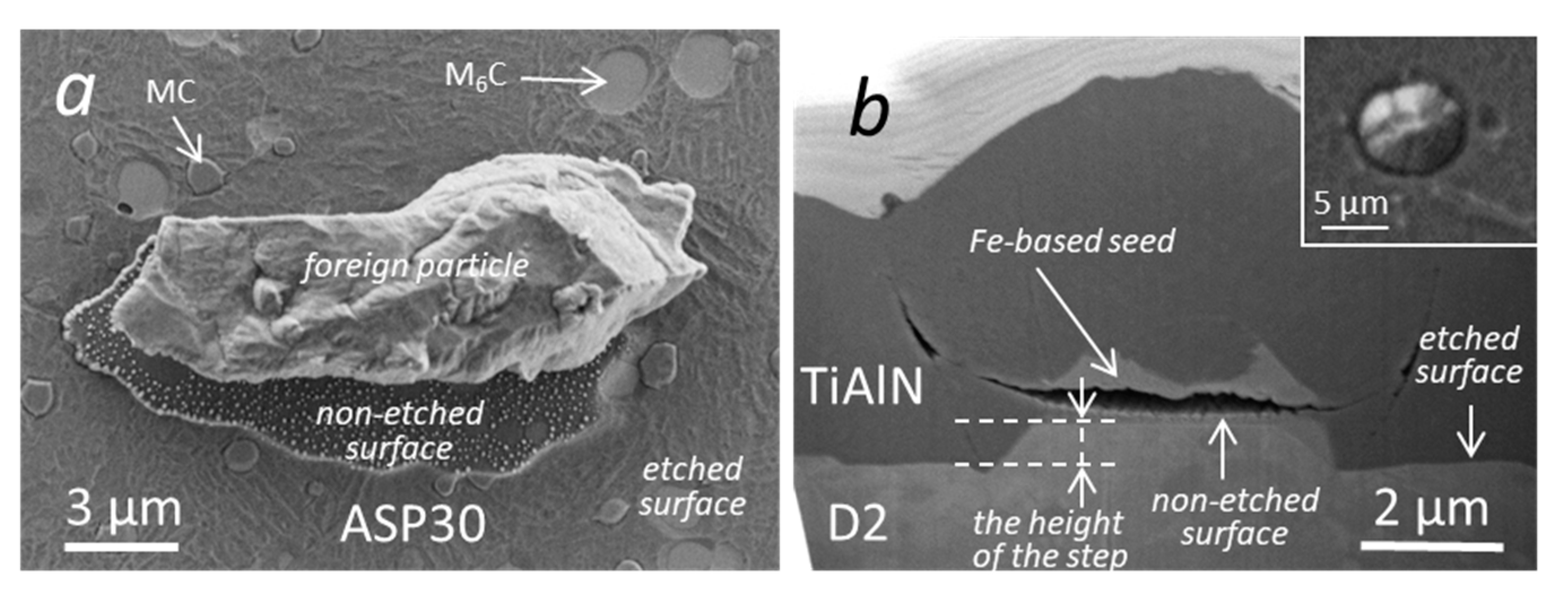
| Oxide Inclusions | Sulfide Inclusions | All Inclusions | |
|---|---|---|---|
| Steel Type (AISI) | Density (mm−2) | Density (mm−2) | Density (mm−2) |
| D2 | 800 ± 300 | 460 ± 80 | 1400 ± 200 |
| ASP30 PM | 200 ± 120 | 5100 ± 500 | 5400 ± 300 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Panjan, P.; Drnovšek, A.; Gselman, P.; Čekada, M.; Panjan, M. Review of Growth Defects in Thin Films Prepared by PVD Techniques. Coatings 2020, 10, 447. https://doi.org/10.3390/coatings10050447
Panjan P, Drnovšek A, Gselman P, Čekada M, Panjan M. Review of Growth Defects in Thin Films Prepared by PVD Techniques. Coatings. 2020; 10(5):447. https://doi.org/10.3390/coatings10050447
Chicago/Turabian StylePanjan, Peter, Aljaž Drnovšek, Peter Gselman, Miha Čekada, and Matjaž Panjan. 2020. "Review of Growth Defects in Thin Films Prepared by PVD Techniques" Coatings 10, no. 5: 447. https://doi.org/10.3390/coatings10050447