A Novel High-Frequency Ultrasonic Approach for Evaluation of Homogeneity and Measurement of Sprayed Coating Thickness

Abstract
:1. Introduction
2. Experimental Equipment, Materials, and Measuring Method
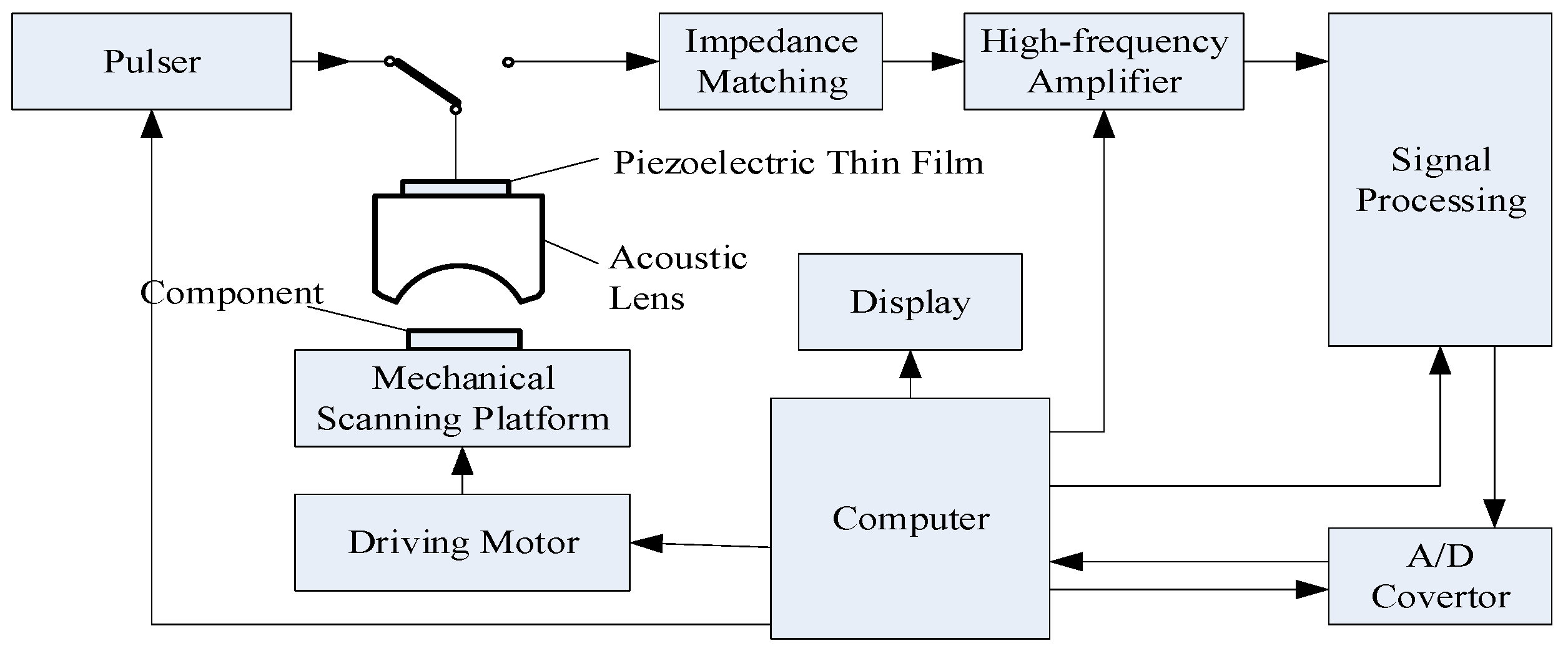
2.1. Architecture of Scanning Ultrasonic Microscopy System
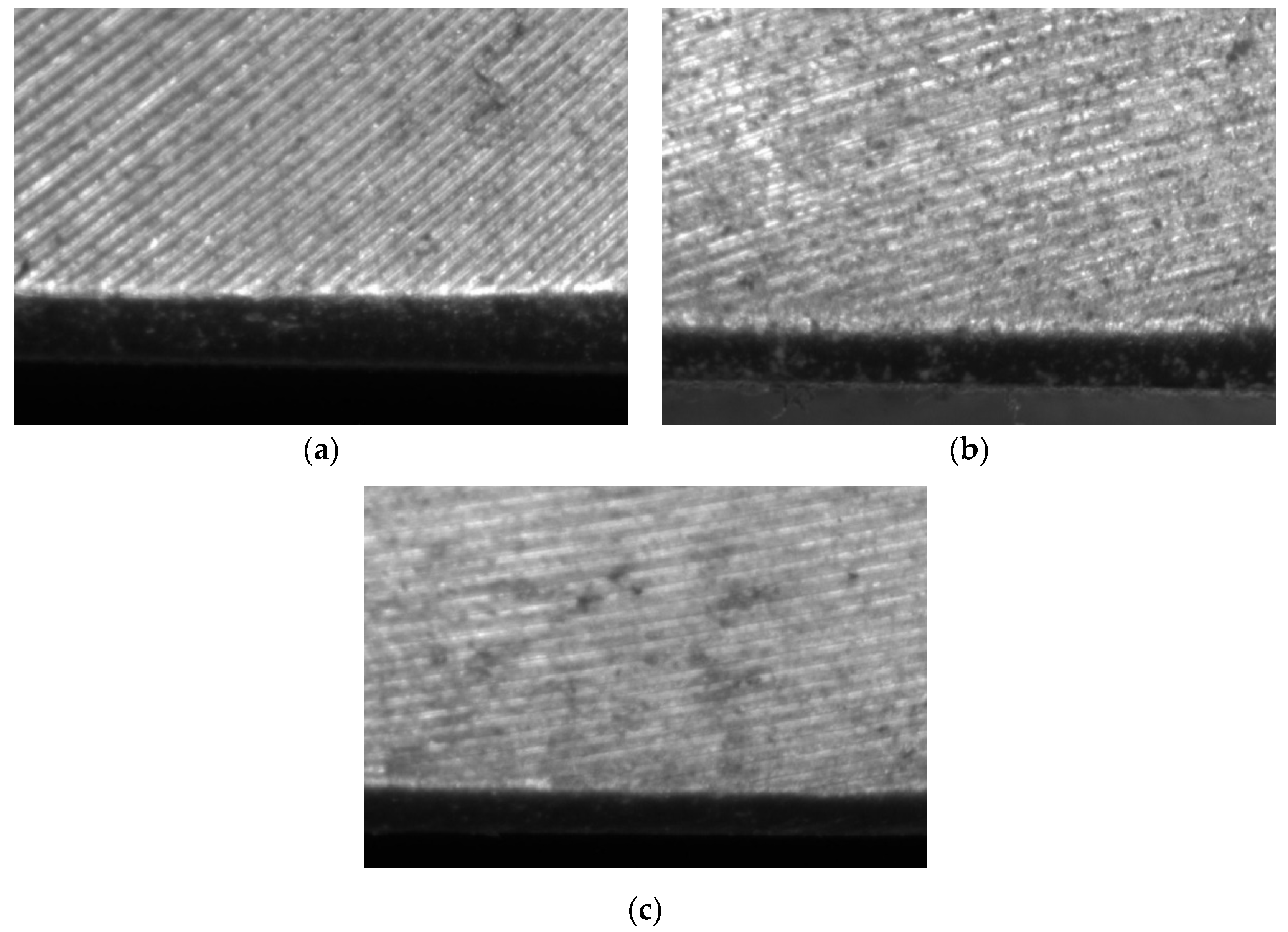
2.2. Experimental Spray Coating Materials
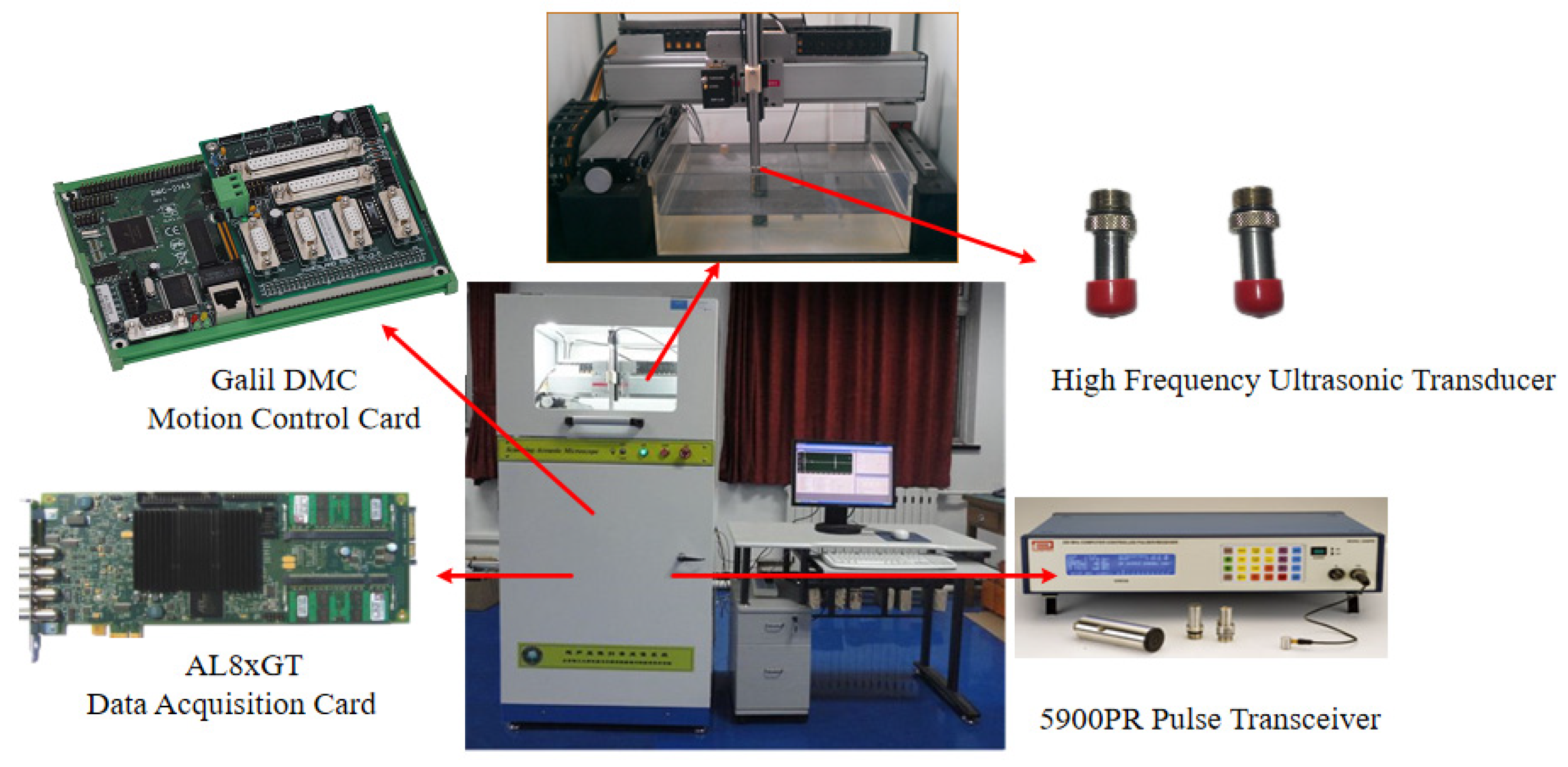
2.3. Scanning Ultrasonic Microscopy System
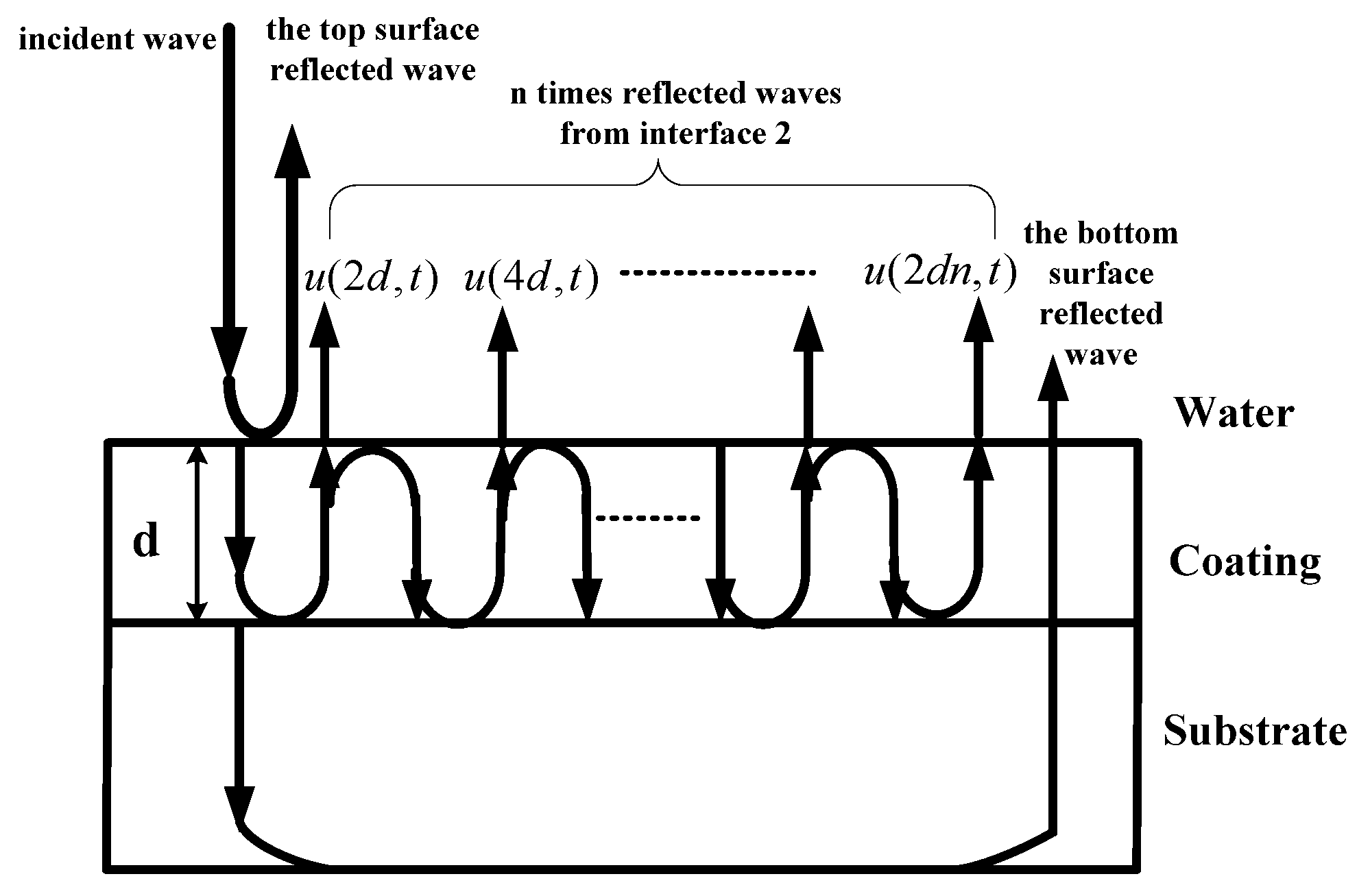
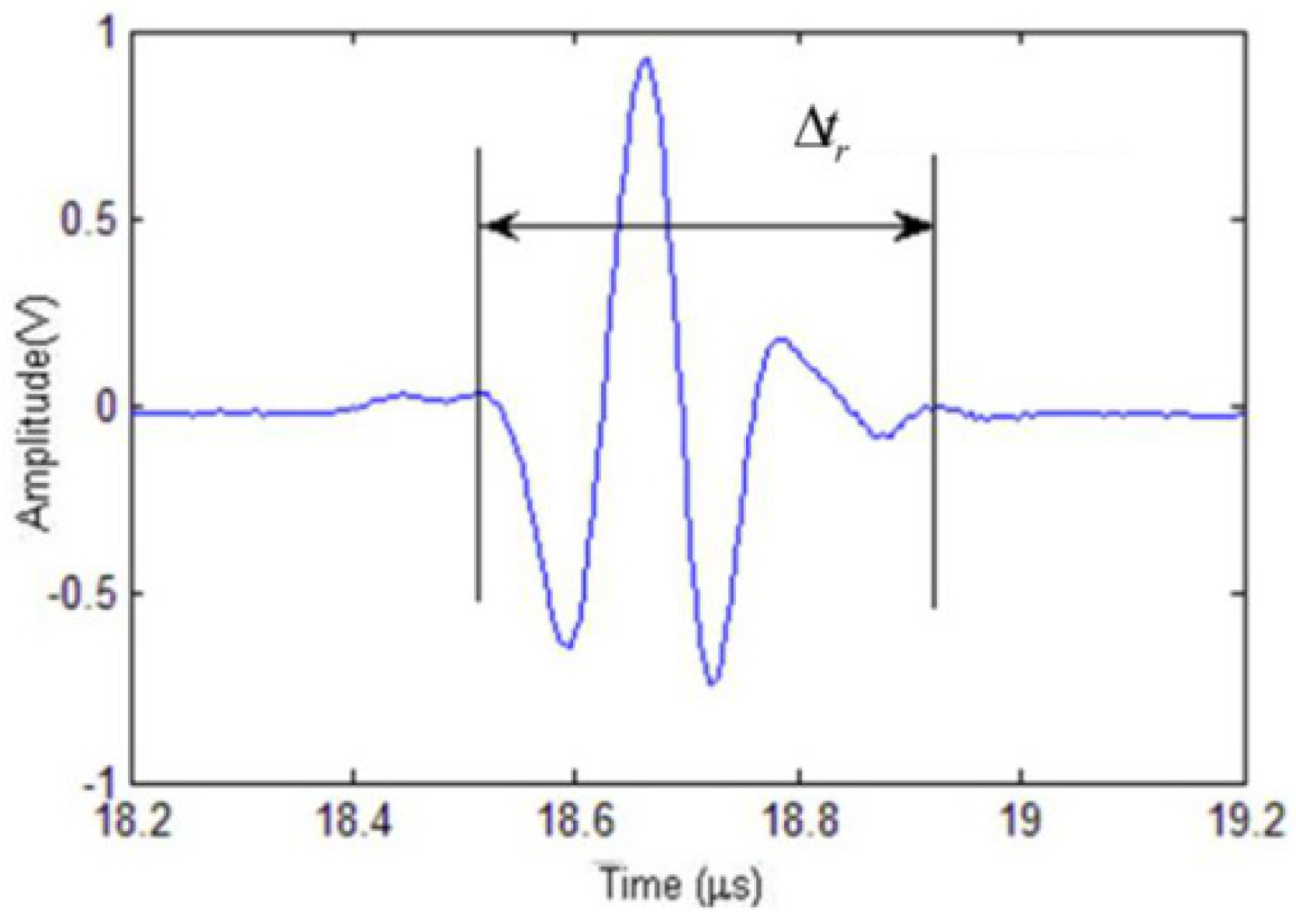
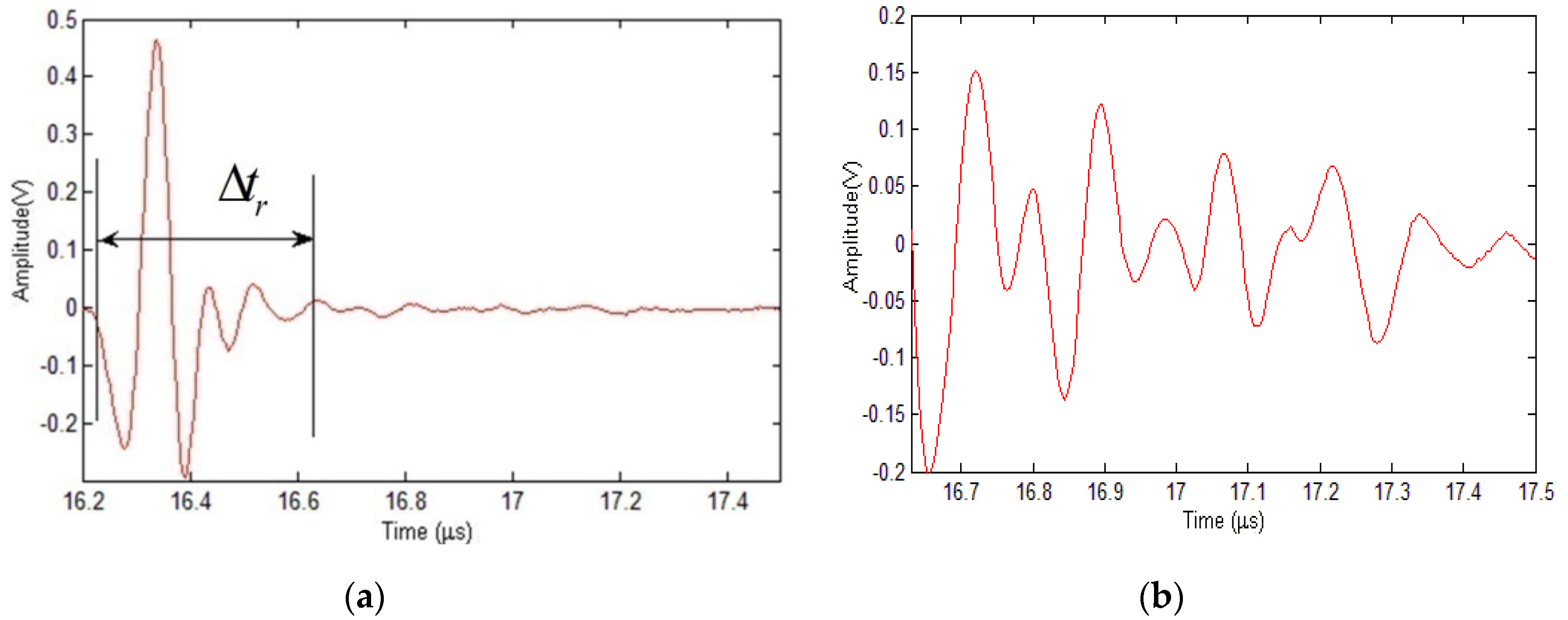
3. Principle of Measurement
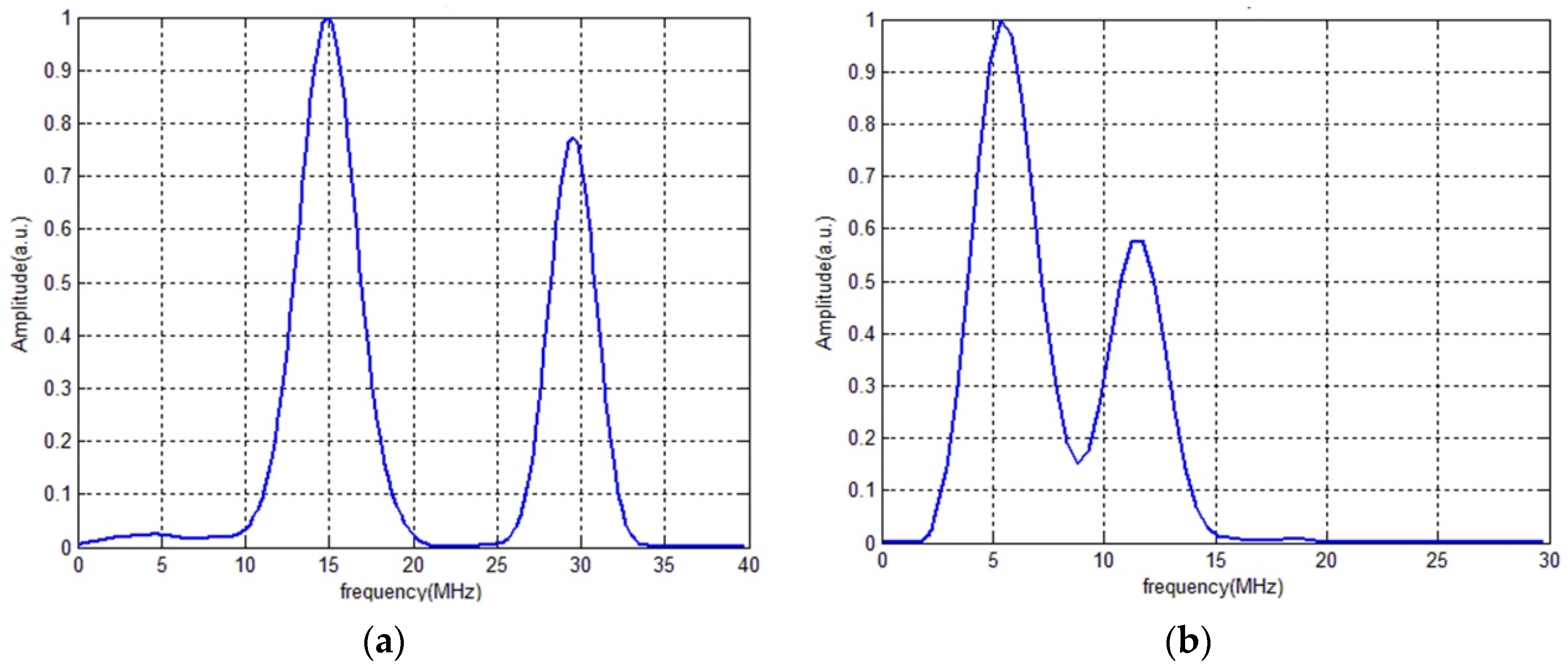
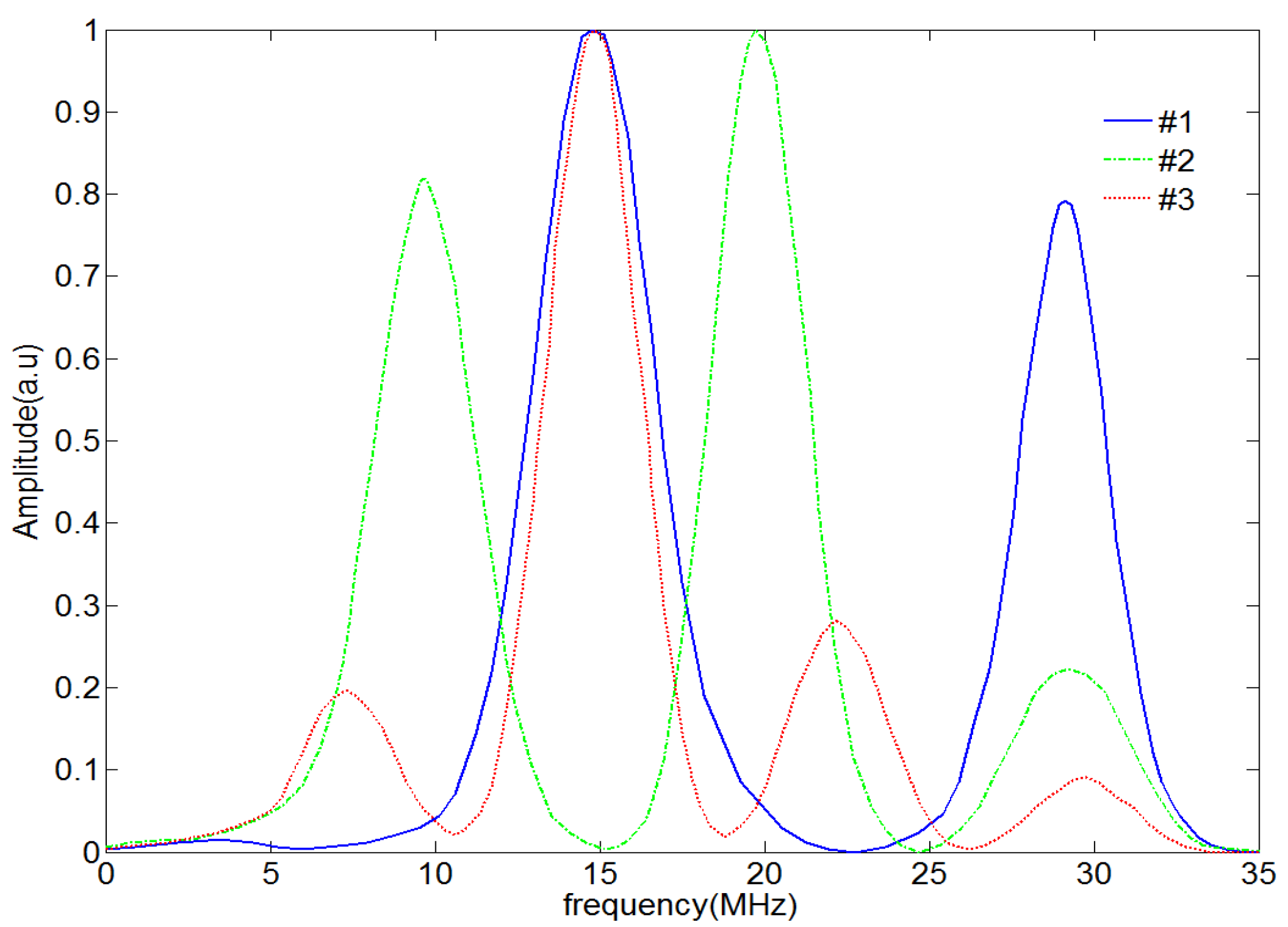
3.1. The Minimum Frequency Interval Method of the Magnitude Spectrum of the Acoustic Pressure Reflection Coefficient
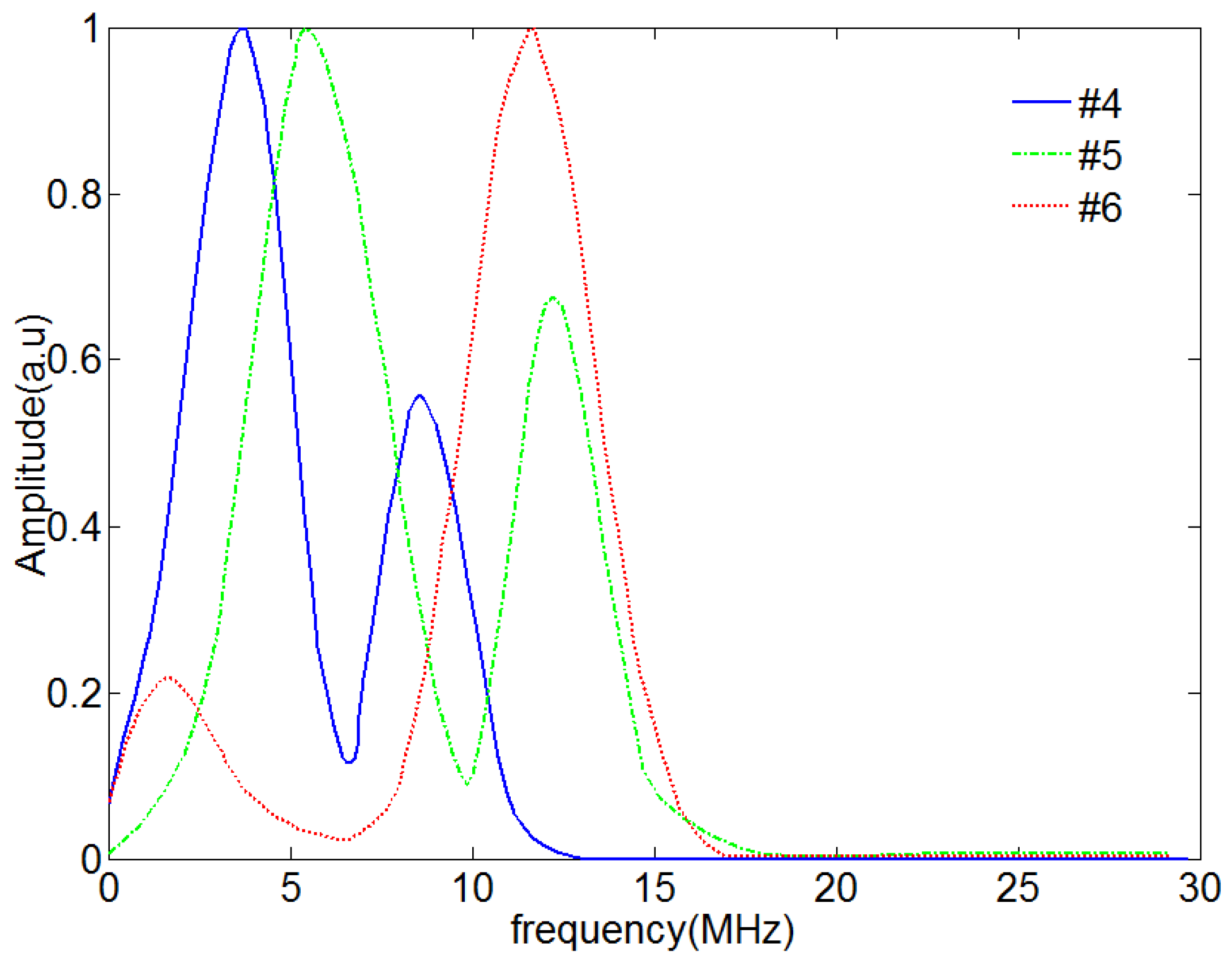
3.2. The Maximum Frequency Interval Method of the Magnitude Spectrum of the Acoustic Pressure Reflection Coefficient
3.3. The Maximum Frequency Interval Method by Adopting Welch Spectrum Estimation
4. Results and Discussion
4.1. Stainless Steel Coating Detection
4.2. YSZ Coating Detection
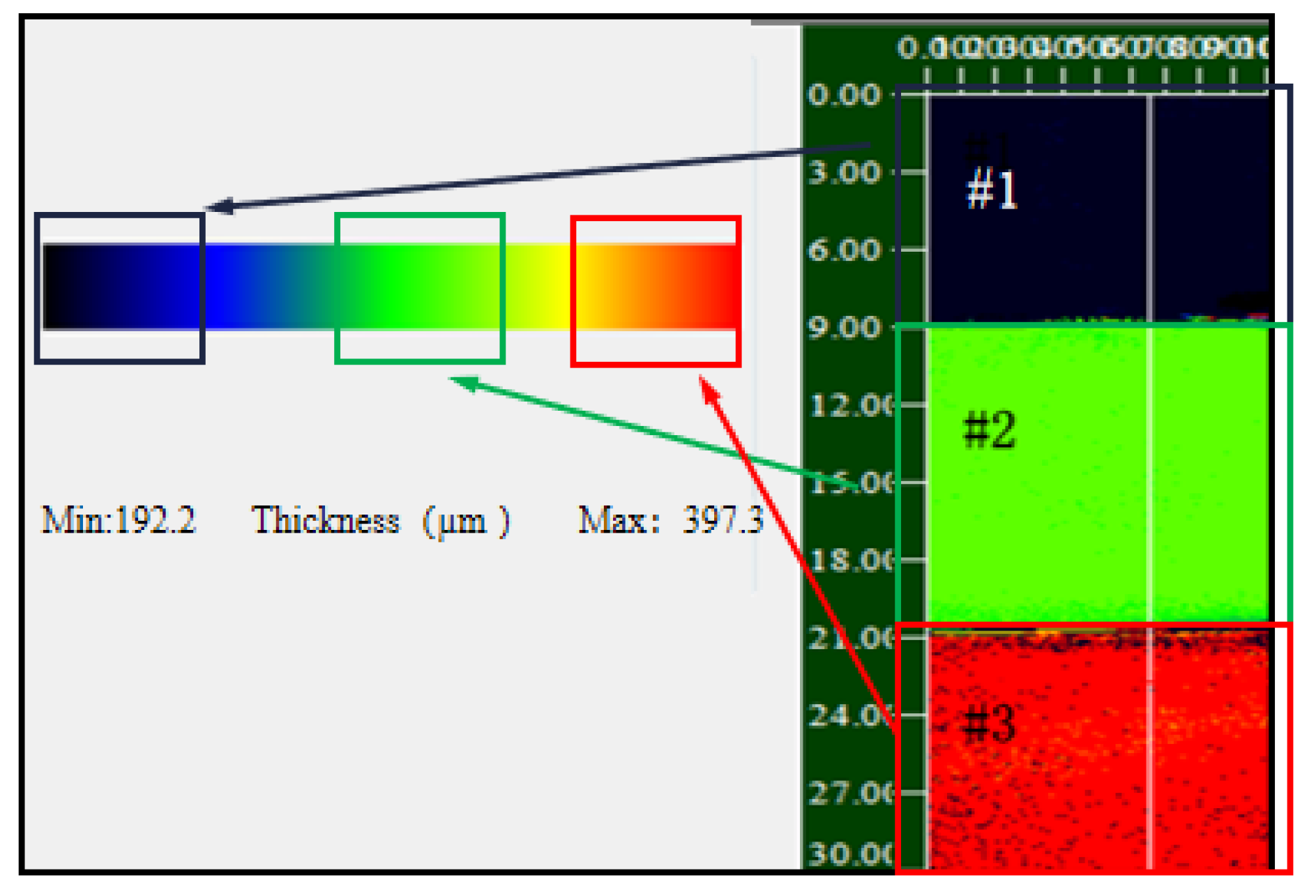
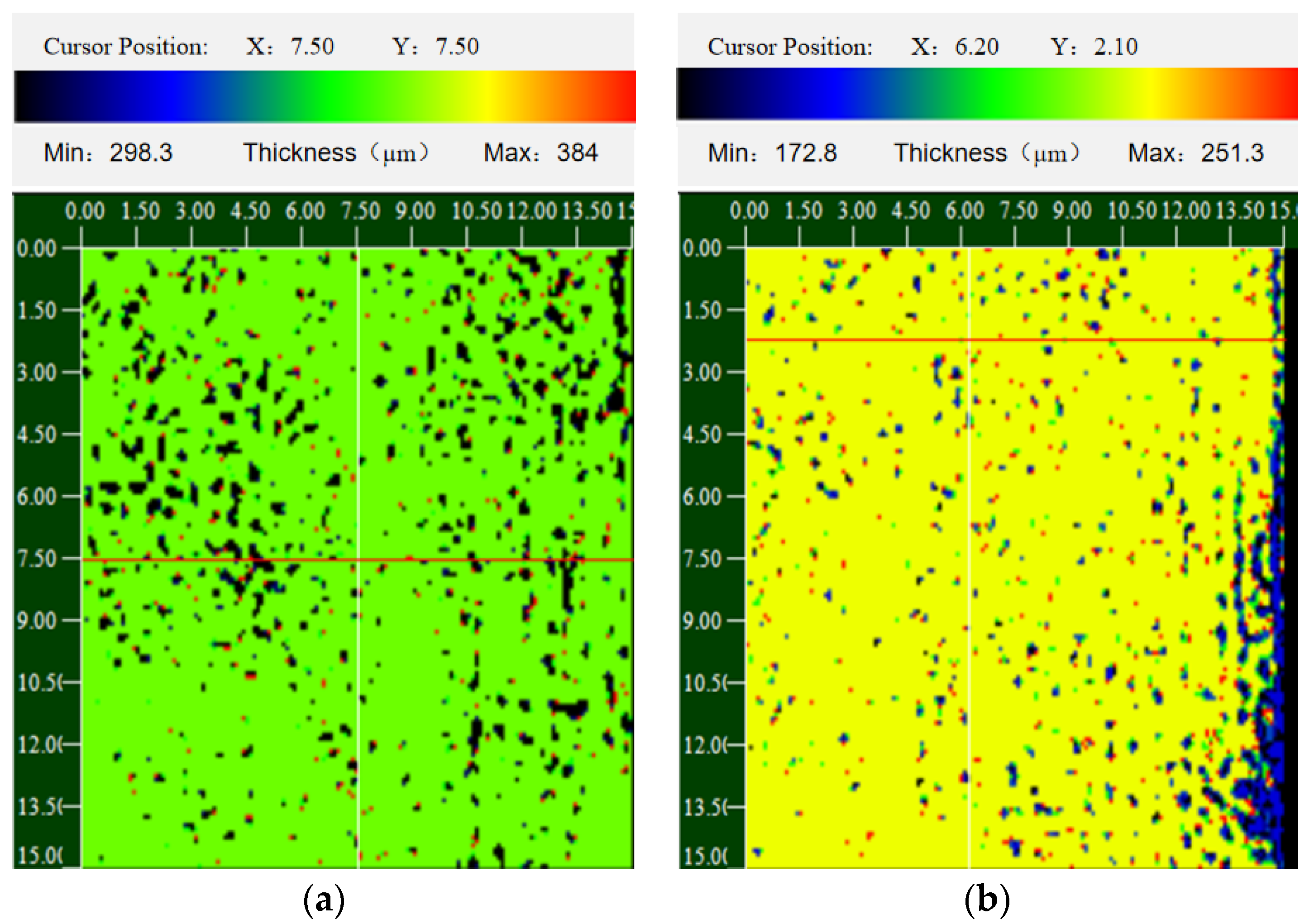
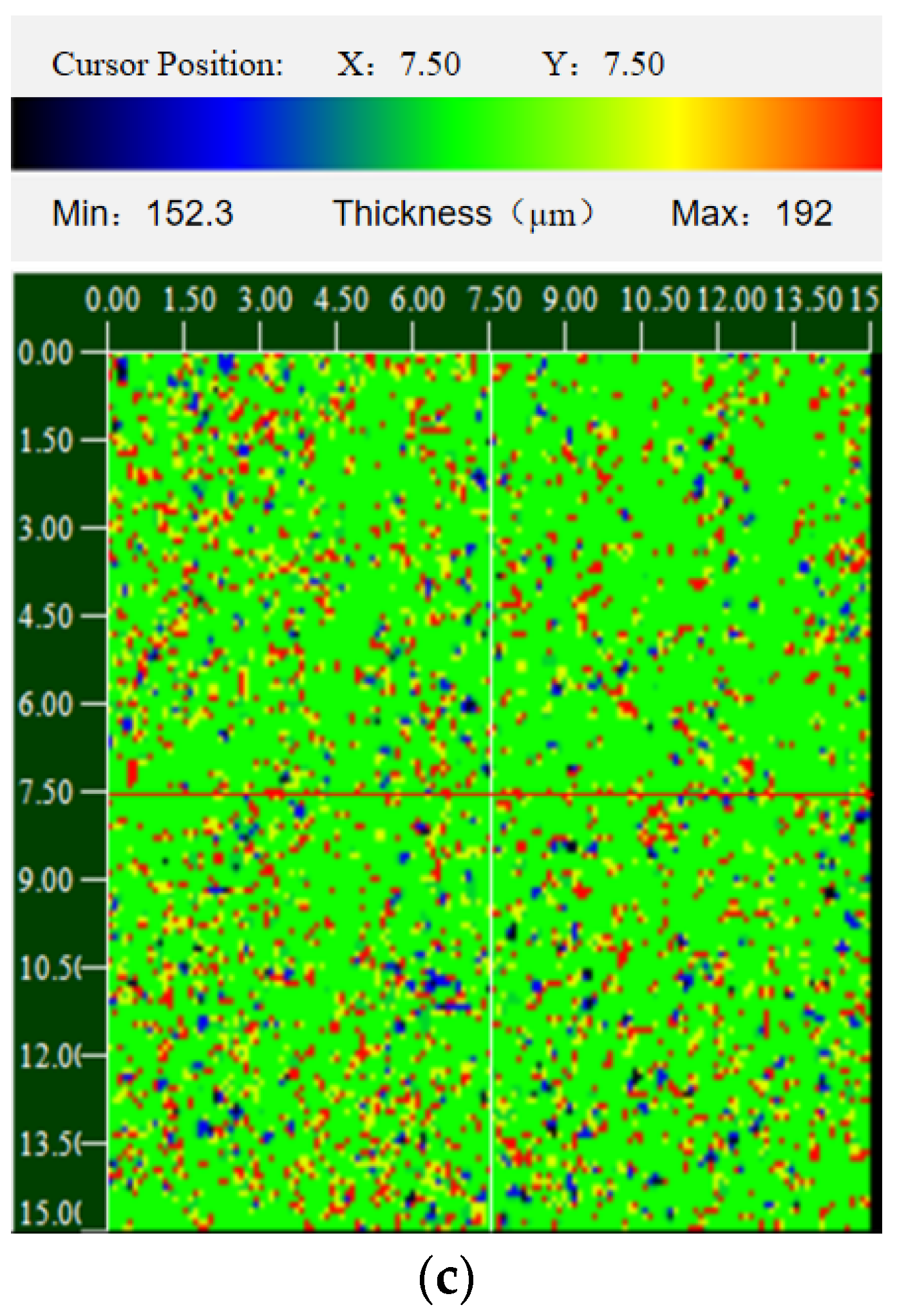
4.3. Evaluation of Homogeneity of Sprayed Coating Thickness
5. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Lu, Z.; Myoung, S.W.; Kim, E.H.; Lee, J.H.; Jung, Y.G. Microstructure Evolution and thermal durability with coating thickness in APS thermal barrier coatings. Mater. Today Proc. 2014, 1, 35–43. [Google Scholar] [CrossRef]
- Fang, X.F.; Zhang, G.B.; Feng, X. Performance of TBCs system due to the different thickness of top ceramic layer. Ceram. Int. 2015, 41, 2840–2846. [Google Scholar] [CrossRef]
- Moskal, G.; Witala, B.; Rozmyslowska, A. Metallographic preparation of the conventional and new TBC layers. Arch. Mater. Sci. Eng. 2009, 39, 53–60. [Google Scholar]
- Li, Y.; Chen, Z.M.; Mao, Y.; Qi, Y. Quantitative evaluation of thermal barrier coating based on eddy current technique. NDT E Int. 2012, 50, 29–35. [Google Scholar]
- Ma, Z.Y.; Zhang, W.; Du, P.C.; Zhu, X.P.; Krishnaswanmy, S.; Lin, L.; Lei, M.K. Nondestructive measurement of elastic modulus for thermally sprayed WC-Ni coatings based on acoustic wave mode conversion by small angle incidence. NDT E Int. 2018, 94, 38–46. [Google Scholar]
- Stotter, B.; Gresslehner, K.H.; Mayr, G. Estimation of material parameters from pulse phase thermography data. AIP Conf. Proc. 2014, 1581, 1126–1133. [Google Scholar]
- Brekhovskikh, L. Wave in Layered Medium, 2nd ed.; Elsevier: Amsterdam, The Netherlands, 1985. [Google Scholar]
- Lu, X.M.; Reid, J.M.; Soetanto, K.; Weng, L.; Genis, V. Cepstrum technique for multilayer structure characterization. Ultrason. Symp. 1990, 3, 1571–1574. [Google Scholar]
- Lavrentyev, A.I.; Rokhlin, S.I. An ultrasonic method for determination of elastic moduli, density, attenuation and thickness of a polymer coating on stiff plate. Ultrasonic 2001, 39, 42–50. [Google Scholar] [CrossRef]
- Haines, N.F.; Bell, J.C.; Mclntyre, P.J. The application of broadband ultrasonic spectroscopy to the study of layered media. J. Acoust. Soc. Am. 1978, 64, 1645–1651. [Google Scholar] [CrossRef]
- Zhao, Y.; Lin, L.; Li, X.M.; Lei, M.K. Simultaneous determination of the coating thickness and its longitudinal velocity by ultrasonic nondestructive method. NDT & E Int. 2010, 43, 579–585. [Google Scholar]
- Ma, Z.Y.; Luo, Z.B.; Lin, L.; Krishnaswamy, S.; Lei, M.K. Quantitative characterization of the interfacial roughness and thickness of inhomogeneous coatings based on ultrasonic reflection coefficient phase spectrum. NDT E Int. 2019, 102, 16–25. [Google Scholar]
- Liu, Z.; Wang, L. Thickness Measurement Technology with Magnitude Spectrum of Pulsed Ultrasound. Meas. Technol. 1999, 5, 6–8. [Google Scholar]
- Xue, N.X. Application of MATLAB in Digital Signal Processing; Tsinghua University Press: Beijing, China, 2008. [Google Scholar]
- Peter, D.W. The Use of Fast Fourier Transform for the Estimation of Power Spectra: A Method Based on Time Averaging Over Short, Modified Periodo grams. IEEE Trans. Audio Electroacoust. 1967, 15, 70–73. [Google Scholar]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample Number | Ultrasonic Method d (μm) | True Value d (μm) | Error (%) | |
|---|---|---|---|---|
| 1 | 14.8 | 196.6 | 200 | 1.7 |
| 2 | 9.8 | 296.9 | 300 | 1.0 |
| 3 | 7.4 | 398.6 | 400 | 0.4 |
| Sample Number | (MHz) | Ultrasonic Method d (μm) | Electron Microscope Method d (μm) | Error (%) |
|---|---|---|---|---|
| 1 | 4.8 | 345.7 | 329.5 | 2.7 |
| 2 | 6.8 | 235.5 | 248.2 | 3.7 |
| 3 | 9.6 | 165.8 | 176.3 | 3.9 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Xu, C.; He, L.; Xiao, D.; Ma, P.; Wang, Q. A Novel High-Frequency Ultrasonic Approach for Evaluation of Homogeneity and Measurement of Sprayed Coating Thickness. Coatings 2020, 10, 676. https://doi.org/10.3390/coatings10070676
Xu C, He L, Xiao D, Ma P, Wang Q. A Novel High-Frequency Ultrasonic Approach for Evaluation of Homogeneity and Measurement of Sprayed Coating Thickness. Coatings. 2020; 10(7):676. https://doi.org/10.3390/coatings10070676
Chicago/Turabian StyleXu, Chunguang, Lei He, Dingguo Xiao, Pengzhi Ma, and Qiutao Wang. 2020. "A Novel High-Frequency Ultrasonic Approach for Evaluation of Homogeneity and Measurement of Sprayed Coating Thickness" Coatings 10, no. 7: 676. https://doi.org/10.3390/coatings10070676
APA StyleXu, C., He, L., Xiao, D., Ma, P., & Wang, Q. (2020). A Novel High-Frequency Ultrasonic Approach for Evaluation of Homogeneity and Measurement of Sprayed Coating Thickness. Coatings, 10(7), 676. https://doi.org/10.3390/coatings10070676