1. Introduction
One of the main challenges of interior wood products is to sustain mechanical solicitation causing scratches. To maintain good aesthetics of wooden planks over their entire service life, the development of more efficient finishing systems is required. The level of protection needed depends on the final application. In the case of wood flooring, high mechanical resistance is essential. To protect prefinished wood flooring, ultra-violet curable acrylate coatings 100% solids are used. Even if coatings are increasingly performant, scratches formation is unavoidable, especially for soft substrates such as wood. To ensure good appearance over time, self-healing coatings can be prepared. Several self-healing strategies are reported in the literature and they are classified as extrinsic (vascular and capsules-based) or intrinsic.
Vascular extrinsic technology is based on capillaries network filled with healing agent [
1]. The capillaries are produced by direct-ink writing. Then, the healing agent is infiltrated inside the capillaries [
1]. During mechanical solicitation, the capillary is broken, and the healing agent is released inside the scratch. This technology is more difficult to apply for very fast inline processes, as used in the wood coating industry. Concerning the capsules-based technology, capsules containing self-healing agent are dispersed into the coating formulation, before being applied onto the substrates. Therefore, this technology might be applicable for the wood industry. The solicitation causing the scratch breaks the capsules and the healing agent fills the scratch. The capsules-based technology allows a totally autonomous healing (no heat or other external stimuli needed) but does not permit repeatable healing in the same area. The intrinsic technology consists in the inclusion of reversible bonds in the coating, which does not affect the application procedure and is suitable to a large range of polymers. At the opposite of capsules, intrinsic technology allows repeatable healing under external stimuli. As the repaired sections are usually subject to new scratches [
1], even more for wood flooring products which may endure daily mechanical solicitation. For this reason, the ability to achieve repeatable healing is essential for wood coatings. Therefore, the intrinsic healing technology is the most appropriate for this application.
The self-healing property in intrinsic technology is ensured by reversible bonds which create dynamic network opening and reforming infinitely, with or without external stimuli. Reversible bonds are covalent bonds in reversible reaction, weak bonds, or molecular tangles [
1,
2,
3]. The latter are spontaneous interactions, instead of bonds. Only chain mobility is required to observe self-healing behavior and no stimulus is necessary. After damage, putting in contact the edges of the scratch can be enough to observe self-healing [
1]. This technology is appropriate for materials with high chain mobility such as hydrogels and silicones [
1]. Because UV-curable flooring coatings are highly crosslinked, molecular tangles cannot be observed (low chain mobility).
Technologies with reversible covalent bonds such as Diels–Alder and disulfide bonds are also reported in the literature [
1,
3]. Disulfide bonds are less studied because of the odor associated with the thiol group. Self-healing using Diels–Alder bonds is widely described in literature [
4,
5,
6]. Wudl F. et al. have developed a polymer with reversible cross-linking, using Diels–Alder reaction between furan and maleimide [
4]. One of the drawbacks with Diels–Alder-based self-healing technology is the very high temperature of retro-Diels–Alder. Another drawback is the yellowing of the furan after heating [
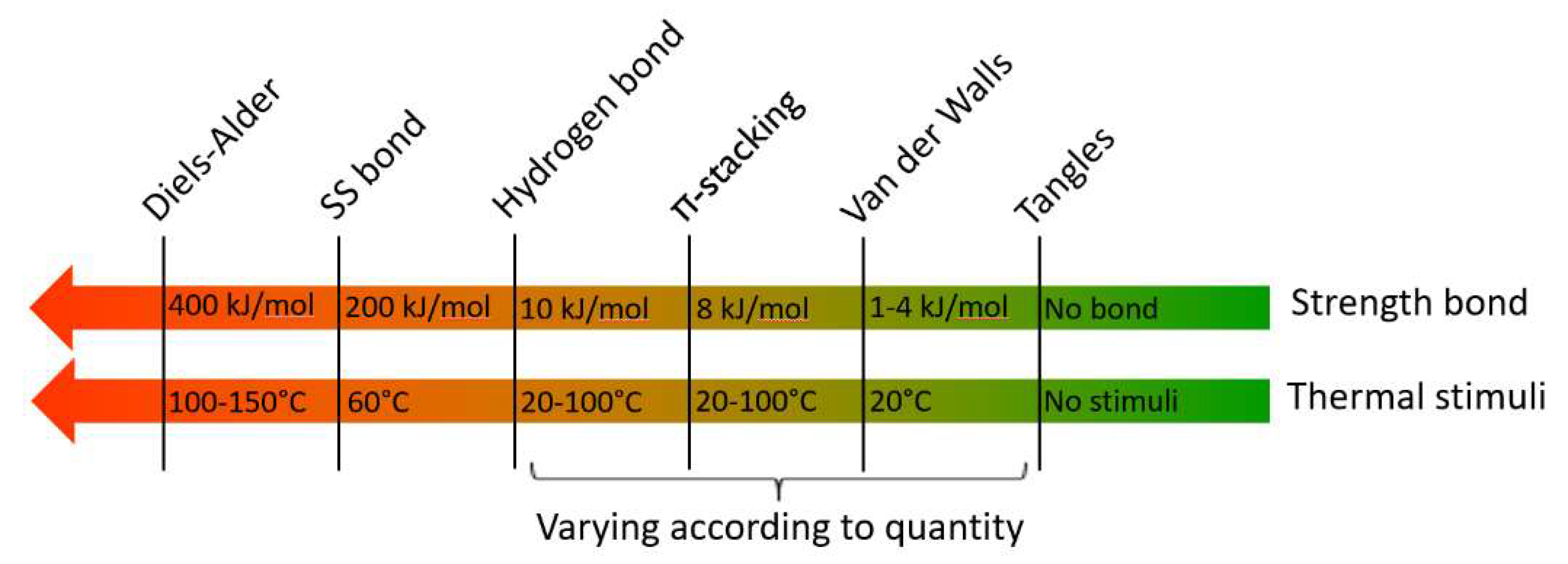
4]. Because covalent bonds have high binding energy (200–400 kJ/mol), the temperature needed to open the temporary network is high (100–150 °C) [
1,
7,
8]. Heating the surface above 100 °C can overdried wood. The temperature of the thermal stimuli depends on the strength bond,
Figure 1.
The other reversible bonds that can be used are weak bonds, such as van der Waals interactions and hydrogen bonds. The strength bonding is low, so only a small amount of energy is needed to open the reversible weak bonds. For the wood coating application, mechanical properties are very important to obtain scratch resistance. Stronger bonds increase the hardness of the material [
9]. The strongest of the weak bonds is the hydrogen one, for that reason they are the most studied.
Several studies on self-healing polymers containing hydrogen bonds are present in the literature. For instance, Chen et al. developed a multiphase self-healing elastomer based on hydrogen bond composed of a polyamide grafted on polystyrene backbone [
10]. In this case, polyamide, with hydrogen bonds, self-assembles in spheres inside the polystyrene matrix. Herbst et al. developed a self-healing polyisobutylene bearing hydrogen donor groups at the end of the main chain, stimulated by mechanical shearing instead of temperature [
11]. Also, Liu et al. synthesized an oligomer that contains ureido groups, creating strong hydrogen bonds [
12]. By varying the quantity of ureido groups, they determine that the concentration of hydrogen bonds impacts the temperature of the stimulus necessary to ensure self-healing. Similarly, Stadler et al. varied the number of hydrogen bonds by changing the binding group on a linear poly(butadiene) chain [
13]. They concluded that the increase in the amount of hydrogen bonds in the material increases the temperature of the thermal stimulus initiating the self-healing behavior. Cortese et al. studied the quantity of hydrogen bonds in polymeric material [
14]. Thymine (two intermolecular hydrogen bonds) or diaminotriazine (four intermolecular hydrogen bond) have been grafted on poly(propylene oxide) chains. They noticed that increasing the quantity of hydrogen bonds yield to an increase of the crystallinity of the polymer. Therefore, hydrogen bonds create a temporary network that increases the rigidity of the material. In return, this dense network inhibits chain mobility, so it is necessary to bring more energy (thermal in most cases) to undo this network and initiate self-healing. Moreover, self-healing UV curable polymers are also reported in the literature, mostly on polyurethane. Wang et al. developed UV curable polyurethane containing thiol-ene and Diels–Alder reversible bonds [
15]. Liu et al. synthesized a UV curable and self-healable polyurethane oligomer from urethane prepolymer and hydroxyethylmethacrylate [
16]. Finally, acrylate self-healing materials were developed but mostly on soft materials. Fan et al. studied the self-healing mechanism on acrylic elastomer [
17]. They found that this self-healing is due to hydrogen bond between the carbonyl and the hydroxyl groups. The rare example of cross-linked self-healing polyacrylate used the 7-methacryloyoxycoumarin, which cross-links or open under light stimulus [
18].
In summary, it is necessary to find the good quantity of hydrogen bonds to get a good self-healing property without inhibiting the chain mobility. For wood products, it is preferable to keep the thermal stimulus below 100 °C. UV-curable acrylate coatings used in wood flooring industry are highly cross-linked [
19], thus with low chain mobility. The challenge is to obtain hard coating with enough chain mobility to reach self-healing at low temperature.
This paper presents the development of intrinsic self-healing acrylate UV curable coatings adapted to the wood industry. Hydrogen bond-based self-healing is selected to obtain self-healing at low temperature on rigid polymeric coatings. The formulation of self-healing coating combining stiffness and self-healing is presented in this paper. The impact of the quantity of hydrogen bonds on self-healing efficiency and physical properties is studied. Formulations with one or two hydroxyl components were developed. In wood application, mechanical properties are important to ensure resistant coating. Indeed, coatings must be hard to resist to mechanical solicitation, and flexible to resist wood swelling and shrinkage.
2. Materials and Methods
2.1. Materials
Table 1 presents a list of monomers and oligomers that were selected for this study. These components are among the less toxic acrylates containing alcohol or amide groups to create hydrogen bonding. The monomer must be liquid, transparent, and of a viscosity under 1000 cP. The oligomers must have more than two acrylate functions to guarantee the cross-linking, and a high quantity of alcohol or amide groups to ensure the self-healing property.
The reference coating, with no hydrogen bond, is a formulation composed of HDDA and EDA. The acrylate monomers with hydrogen bonding used are AHPMA, PETA, HEMA, HPPA and acrylic acid (
Figure 2). The acrylate oligomers making hydrogen bonds are Ebecryl 4738, Ebecryl 4666, Ebecryl 4740 and DGDA. Because DGDA is a high viscosity monomer, it was used as a replacement to an oligomer.
2.2. Coating Formulation and Application Procedure
Each formulation was prepared from one acrylate monomer, one acrylate oligomer and 3 w.% of HMPP photoinitiator described in
Table 1. Oligomer, monomer and photoinitiator were added in order and mixed using Dissolver DISPERMAT LC30 (VMA, Reichshof, Germany). The speed was increased gradually up to 600 rpm to avoid bubbles formation. The ratio monomer/oligomer was set to obtain a viscosity between 2000–2500 cP at approximately 10 rpm, the target for roller coater application. The viscosity of the formulations, presented in
Table 2, was measured using a CC25 rheometer (AMETEK Brookfield, Middleboro, MA, USA), the shear applied was 5 rpm for 2 min and 50 rpm for 2 min.
To study the impact of hydroxyl group concentration on self-healing behavior, formulations with one and two hydroxyl components were prepared. The reference coating (n° 1), with no hydroxyl group, is composed of HDDA and EDA. For the one component formulations, each hydroxyl acrylate monomer was mixed with EDA oligomer, and each hydroxyl acrylate oligomer was mixed with HDDA monomer. The components leading to promising results were then used for the two hydroxyl components formulations, each hydroxyl acrylate monomer was mixed with each hydroxyl acrylate oligomer.
Each coating formulation was applied using a square applicator film PA-5353 (BYK Additives & Instruments, Columbia, MD, USA) of 100 µm gap. Then, the films were cured under UV irradiation at 150 mW/cm2 and 200 mJ/cm2 and films of 60 µm thickness were obtained. A UV oven ATG 160 305 (Ayotte techno-gaz, Lourdes-de-Joliette, QC, Canada) was used, with a mercury light UV mac 10 (Nordson, Westlake, OH, USA) that emits at wavelengths in the range of 200–500 nm, and the conveyor speeds at 8 m/min. Three films of each formulation were prepared.
2.3. Physicochemical and Mechanical Characterization
2.3.1. Pendulum Damping Tests
To evaluate hardness and flexibility of the coatings, pendulum damping tests were performed. All coatings were characterized using a König pendulum hardness tester (BYK Additives & Instruments, Columbia, MD, USA) on glass panel as described in ASTM standard D4366 [
20]. Wood substrate was not used because it is heterogenous and reduces the reproducibility. The coating film is applied on glass panel, the pendulum is placed on the coating and tilted up to 6°. The number of oscillations from 6° to 3° was measured. High number of oscillations relate to high hardness and low flexibility. If the coating is soft and/or flexible, the surface damps the pendulum and the number of oscillations is low. To perform this test, three films of each formulation were applied on glass substrates. Three measurements were performed on each film.
2.3.2. Infrared Spectroscopy Measurements
Infrared spectroscopy was performed to evaluate both the hydrogen bonds quantity and the conversion. Each formulation (liquid) and films (polymerized) were characterized by Fourier transformation infrared spectroscopy (FT-IR) using a spectrometer (spectrum 400, Perkin Elmer, Woodbridge, ON, Canada), with an attenuated total reflectance (ATR) accessory. Thirty-two scans were recorded between 650 and 4000 cm
−1. Each spectrum was analyzed without any baseline correction. The characteristic stretching vibrations peaks are the carbonyl peak at 1710 cm
−1, the alkene at 1635 cm
−1 and the bonded alcohol peak between 3340 and 3500 cm
−1 (
Figure 3). The quantity of hydrogen bonds can be followed using the alcohol peak.
The conversion yield was calculated using carbonyl and alkene peaks intensity (Equation (1)). The calculation used is presented in Furtak–Wrona’s paper [
21].
Aacryl is the absorption of the acrylate peak for cured films, A0acryl is the absorption of the acrylate peak for uncured formulations, Aref is the absorption of the reference peak of cured films and A0ref is the absorption of the reference peak of uncured formulations. The reference peak is the carbonyl one (stretching at 1710 cm−1) and the acrylate peaks are the alkene ones (stretching at 1635 cm−1 and twisting at 810 cm−1). It can be noted that the presence of the peak at 1635 cm−1 can also be an indication of amine groups, as well as aromatic for the 810 cm−1 peak. Consequently, the 810 cm−1 peak was used for coating containing amine groups and 1635 cm−1 for the those containing aromatic groups to prevent amine or aromatic influence.
2.3.3. Dynamic Mechanical Analysis Measurements (DMA)
DMA was used to measure the glass transition temperature and cross-linking density of the films. DMA experiments were performed from 30 °C (or 0 °C for coatings with low glass transition temperature) to (
Tg + 70 °C) at 3 °C/min, the force track selected was 125%, the preload 0.1 N, the strain 0.2% and the frequency was set to 1 Hz. To ensure the quality of the preparation, coatings were cut using a CO
2 Laser Machine Center at 500 W (LMC-2000 from Beam Dynamic, Edgar, WI, USA). The sample size selected was 2.5 cm × 0.5 cm. The glass transition occurs during a range of temperature. The maximum of loss modulus indicates the middle temperature of glass transition (
Figure 4). The cross-liking density was calculated using the minimum of storage modulus, with the following equation:
where
E′ is the storage modulus in the rubbery plateau at
Tg + 50 °C, R is the gas constant, and
T is the temperature at
Tg + 50 °C.
2.4. Self-Healing Characterization
As wood is heterogenous, self-healing tests were performed on metallic substrates to ensure better reproducibility. Self-healing was studied by two methods: the gloss recovery to characterize the visual aspect, and the scratch recovery for the mechanical aspect. For both tests, the deformation applied is in the elastic-plastic domain. The self-healing efficiency was calculated from the gloss recovered after heating in the first case and from the scratch depth in the second case. To discuss the results, statistical analysis was performed with the Tukey method. Scanning electron microscopy images were taken with the JSM-6360LV (JEOL, Tokyo, Japan), at 15 kV irradiation. Samples were coated with gold, under argon atmosphere.
2.4.1. Self-Healing Characterization by Gloss Measurements
Damaged surfaces were prepared using the Abrasion and Washability Tester (Elcometer 1720, Warren, MI, USA). As in the standard ISO 11998 [
22] the speed was set at 37 cycles/min. The abrasive tool completed 5 cycles. The abrasion pad used was the Scotch Brite 7447B (from 3M, Saint Paul, MN, USA). Gloss measurements were taken before and after damage and then after 2 h in the oven at 80 °C. They were performed with the micro-TRI-gloss from BYK, which measures gloss at 20°, 60° and 80°. For semi-gloss coatings, the gloss used is at 60°. From the gloss measurements, the self-healing efficiency was calculated with the following equation:
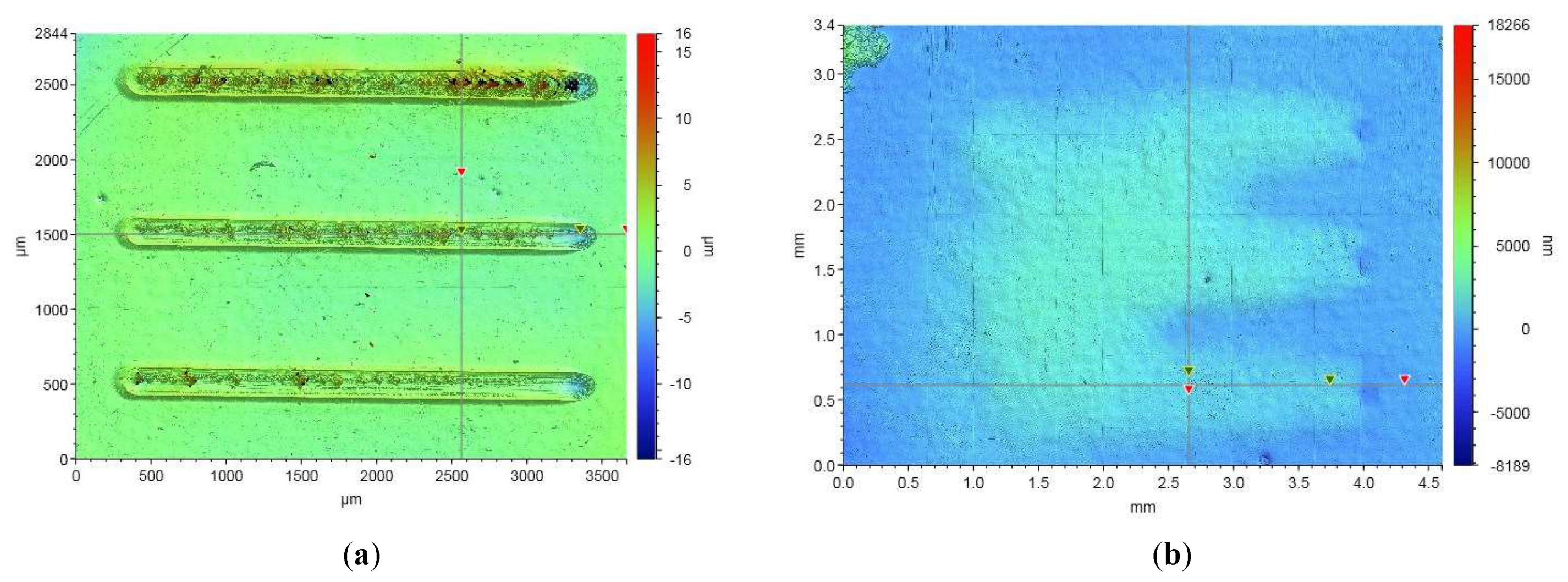
To estimate the depth of the deformation, profilometry measurements were performed on the coatings after abrasion. The white laser on the station Micromesure CHR 150 was used (STIL, Aix-en-Provence, France). The measurement information was taken by the SurfaceMap software. Then MontainMap software was operated to analyze the images obtained. To improve scratch depth calculation quality, a leveling is applied on the images. Then, robust Gaussian filter was operated to ignore surface roughness. Finally, the surface parameters were calculated by the software, as presented in
Figure 5, the “
Sv” parameter represents the deepest point on the image and is considered as the scratch depth.
2.4.2. Self-Healing Characterization by Scratch Depth Measurements
Micro Combi Tester (MCT, Anton Paar, Graz, Austria) produces scratches with controlled depth. A Rockwell C diamond tip with a radius of curvature of 200 µm was used. Three scratches were performed at a constant load, for 3 mm length, at a speed of 6 mm/min. The load was selected to obtain scratch depth of approximately 5 µm, for that, all coatings were damaged using a 5 N load, only the n° 13 needed 7, 5 N load to produce 5 μm depth scratch.
Scratch depth was measured by optical profilometry. The equipment used was the ContourGTI profilometer (Bruker, Billerica, MA, USA), using the VSI mode, 5× lens, and 2× multiplier. Measures were taken with the white LED, the threshold at 1%, speed measurement at 1×, 10 µm of back scan, and 25 µm of scan length. To characterize the entire scratch, stitching was set with 20% overlap to improve measurement quality. Profilometry measurements give the average scratch depth, before and after healing at 80 °C for 2 h. The difference in scratch depth before and after healing indicates the self-healing efficiency of the coating (4).
4. Conclusions
In this article, UV curable acrylate coatings with self-healing behavior based on hydrogen bonding were developed. To be applicable in the wood flooring industry, coatings must be hard and flexible. The challenge is that self-healing efficiency depends on chain mobility, but UV curable coatings are highly cross-linked.
The quantity of hydrogen bonds was analyzed by FT-IR and revealed that the oligomer part of the formulation brings the highest quantity of hydrogen bonds. Hydrogen bonds yielded to a preorganization of the molecular network, which assisted the polymerization and thus increased the conversion yield. Also, high functionality decreased the polymerization. DMA measurements demonstrated that the formulation functionality and steric hindrance affected the Tg value and cross-linking density. Self-healing characterization experiments revealed that stress relaxation occurs during heating, even for coatings with no reversible bond. Self-healing occurred only for coatings with low steric hindrance and high quantity of hydrogen bond. Results indicated that the coating HEMA-Ebecryl 4738 (n° 12) possessed good self-healing efficiency, with heating at Tg value, while presenting high cross-linking. With 81 oscillations of pendulum damping, this coating has the hardness and flexibility suitable for wood industry. It is not necessary to heat up to 100 °C to observe self-healing. In conclusion, to combine self-healing property and high cross-linking, it is important to prevent steric hindrance.

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}