Investigations in Anti-Impact Performance of TiN Coatings Prepared by Filtered Cathodic Vacuum Arc Method under Different Substrate Temperatures


Abstract
:1. Introduction
2. Materials and Methods
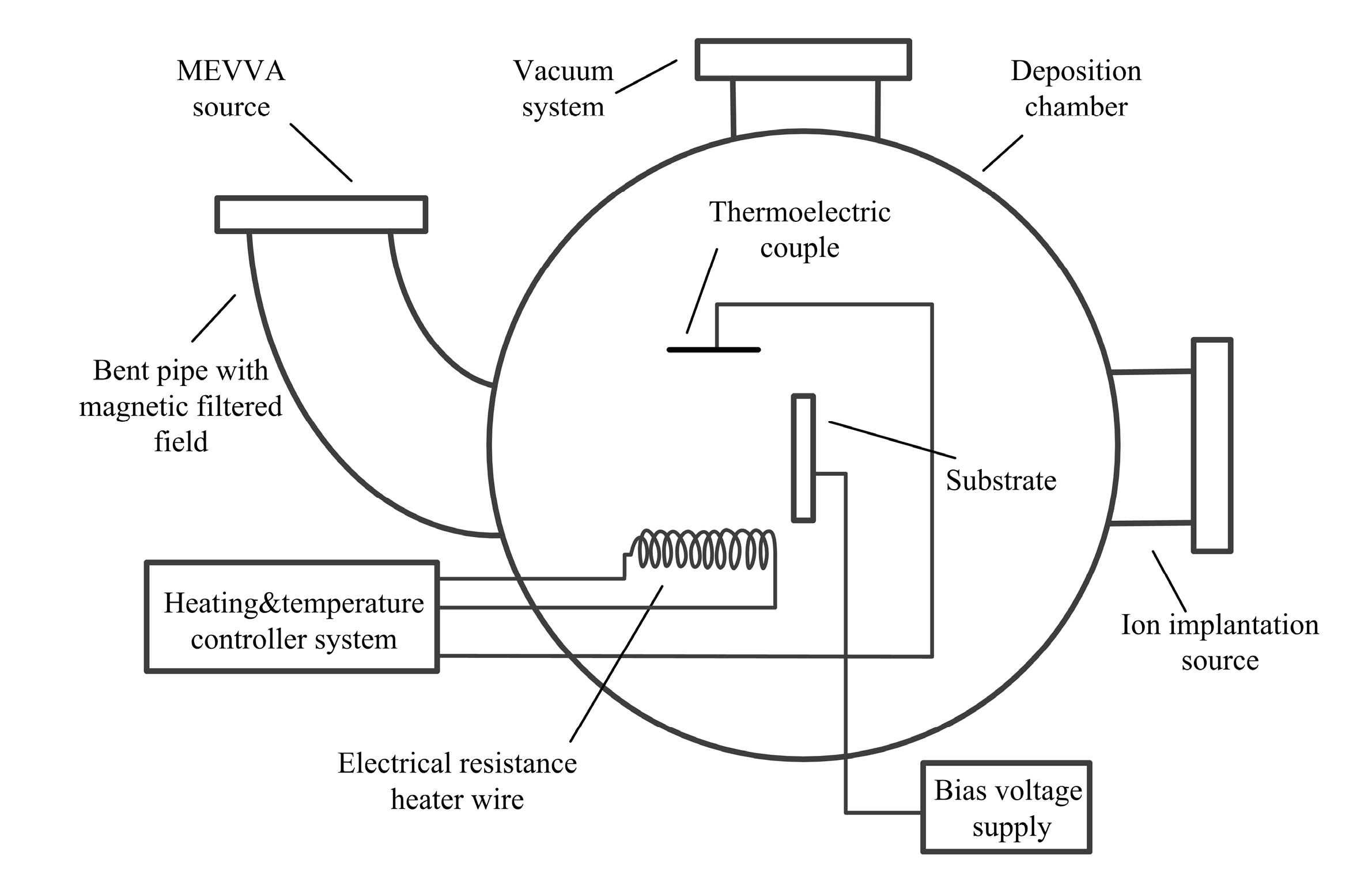
2.1. Coatings Preparation
2.2. Structural Characterization and Mechanical Performance Testing
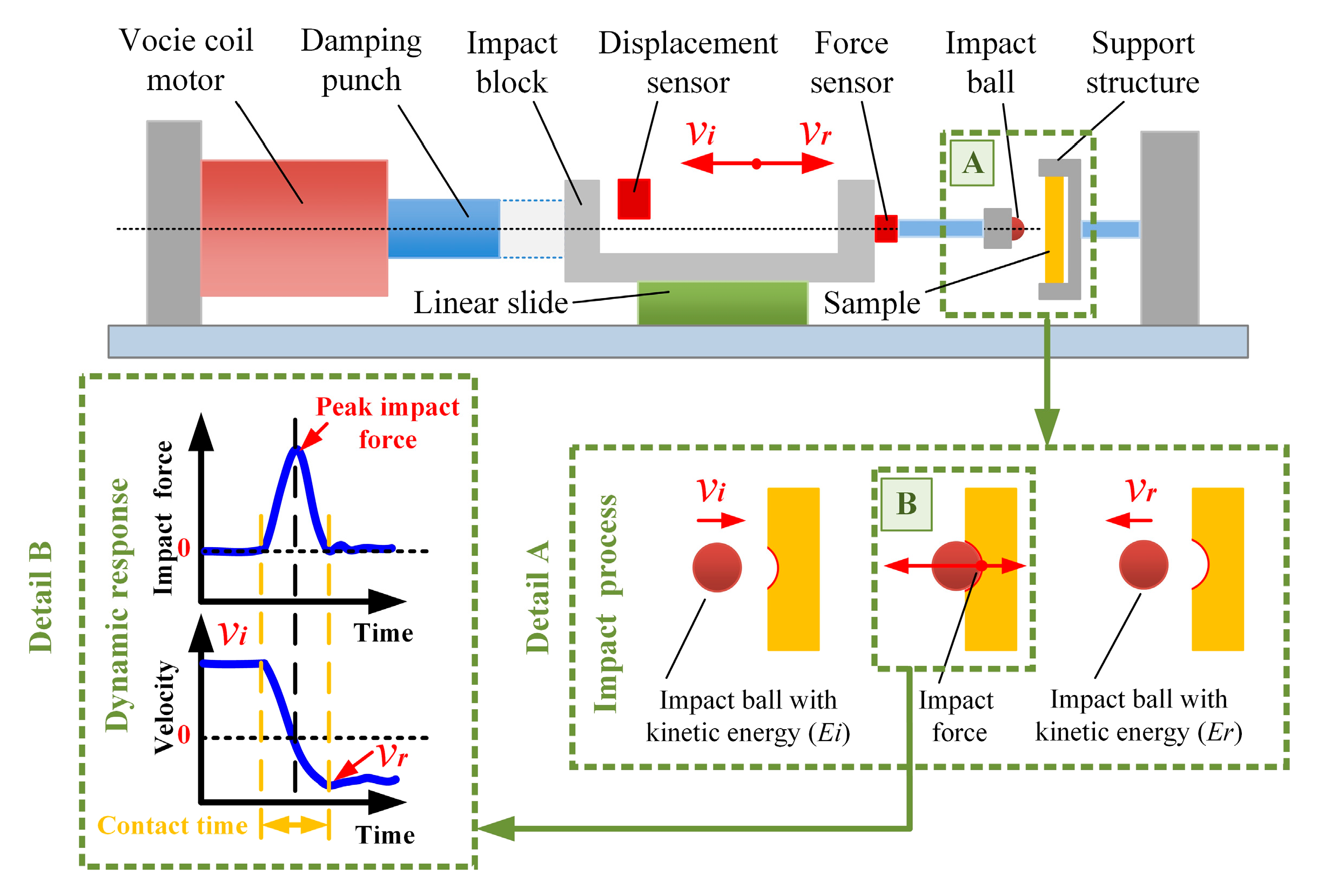
2.3. Cyclic Impact Experiment
3. Results
3.1. Anti-Impact Performance
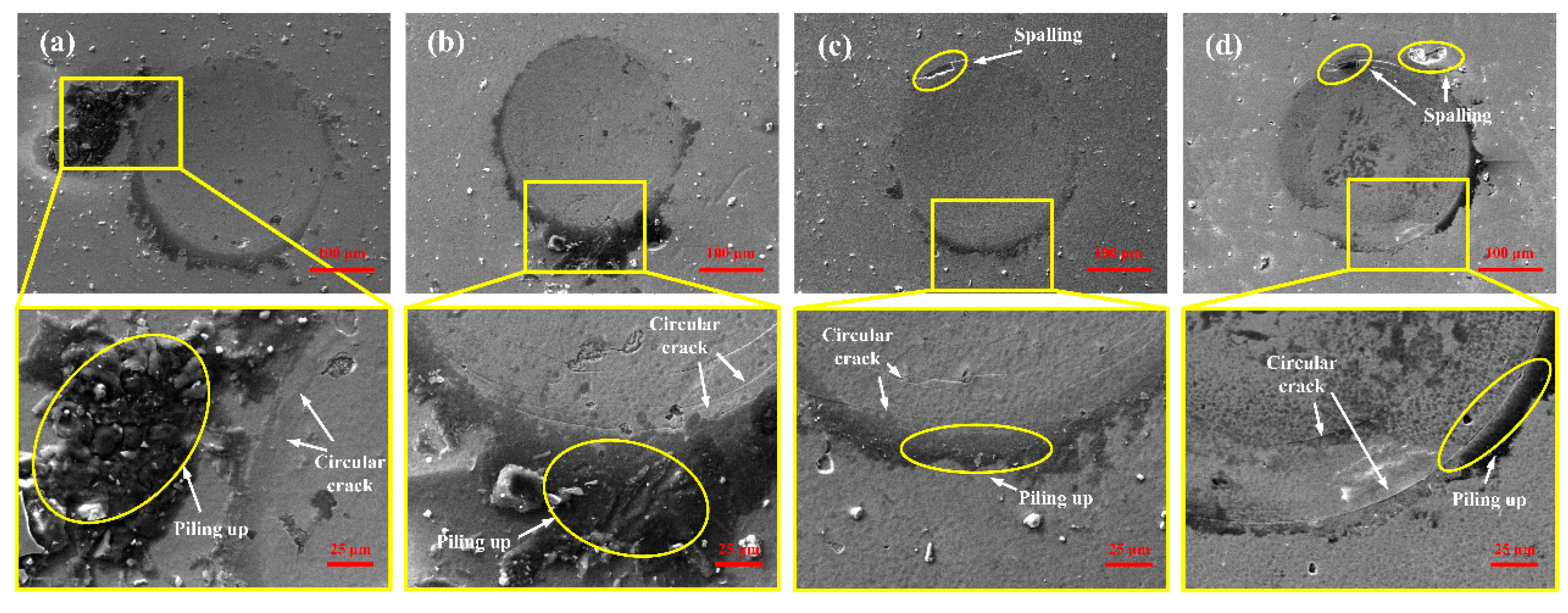
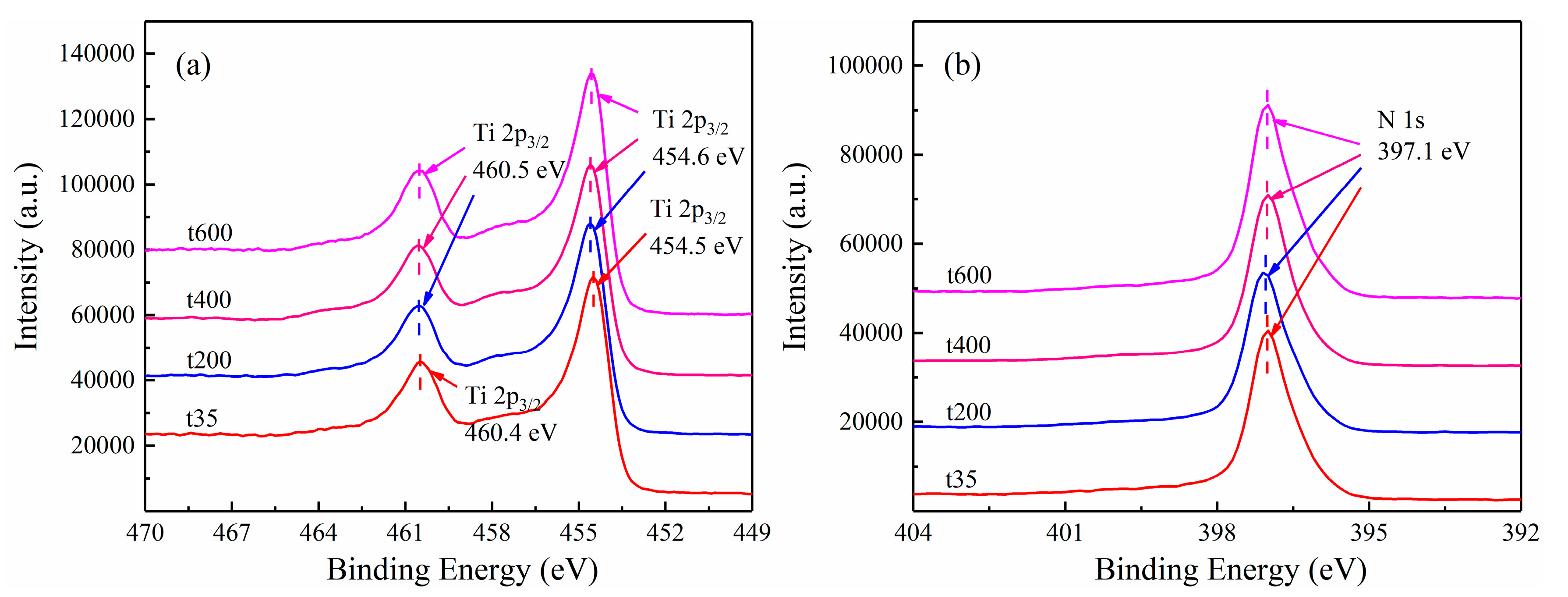
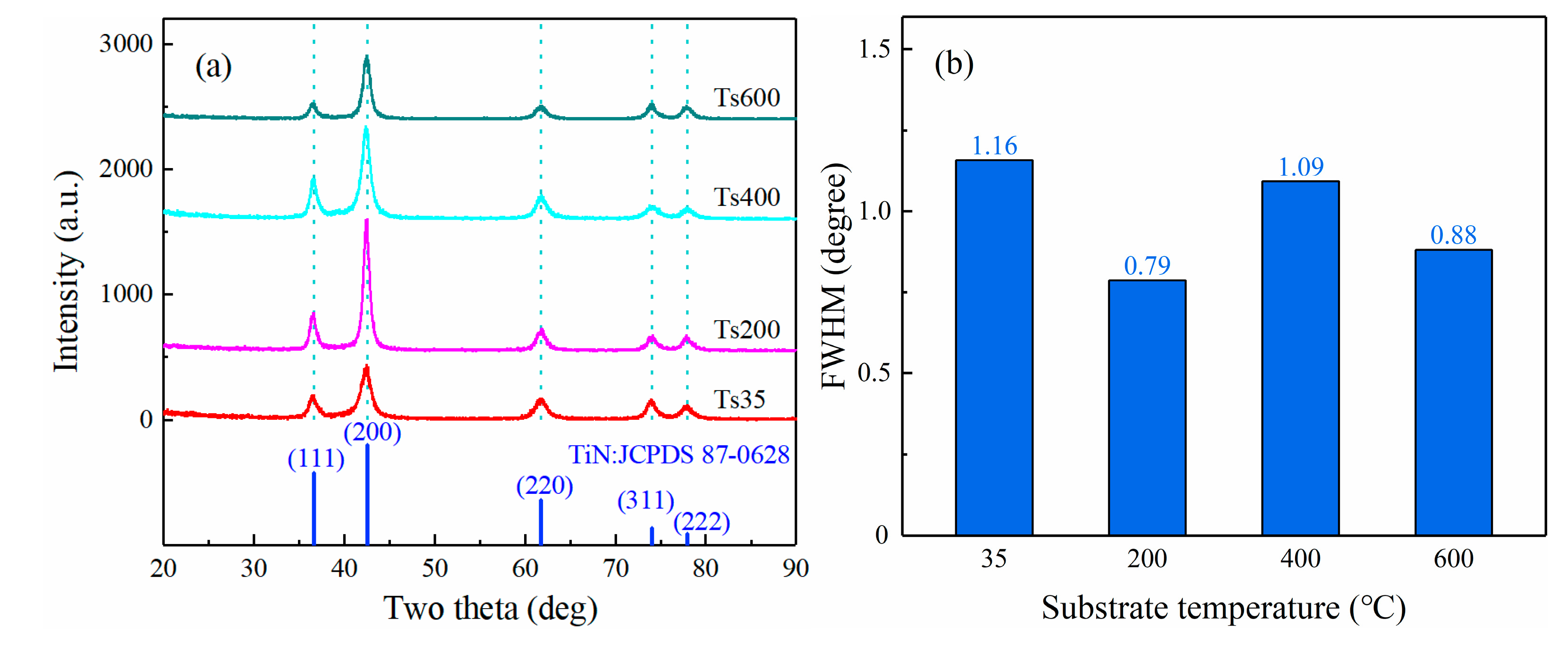
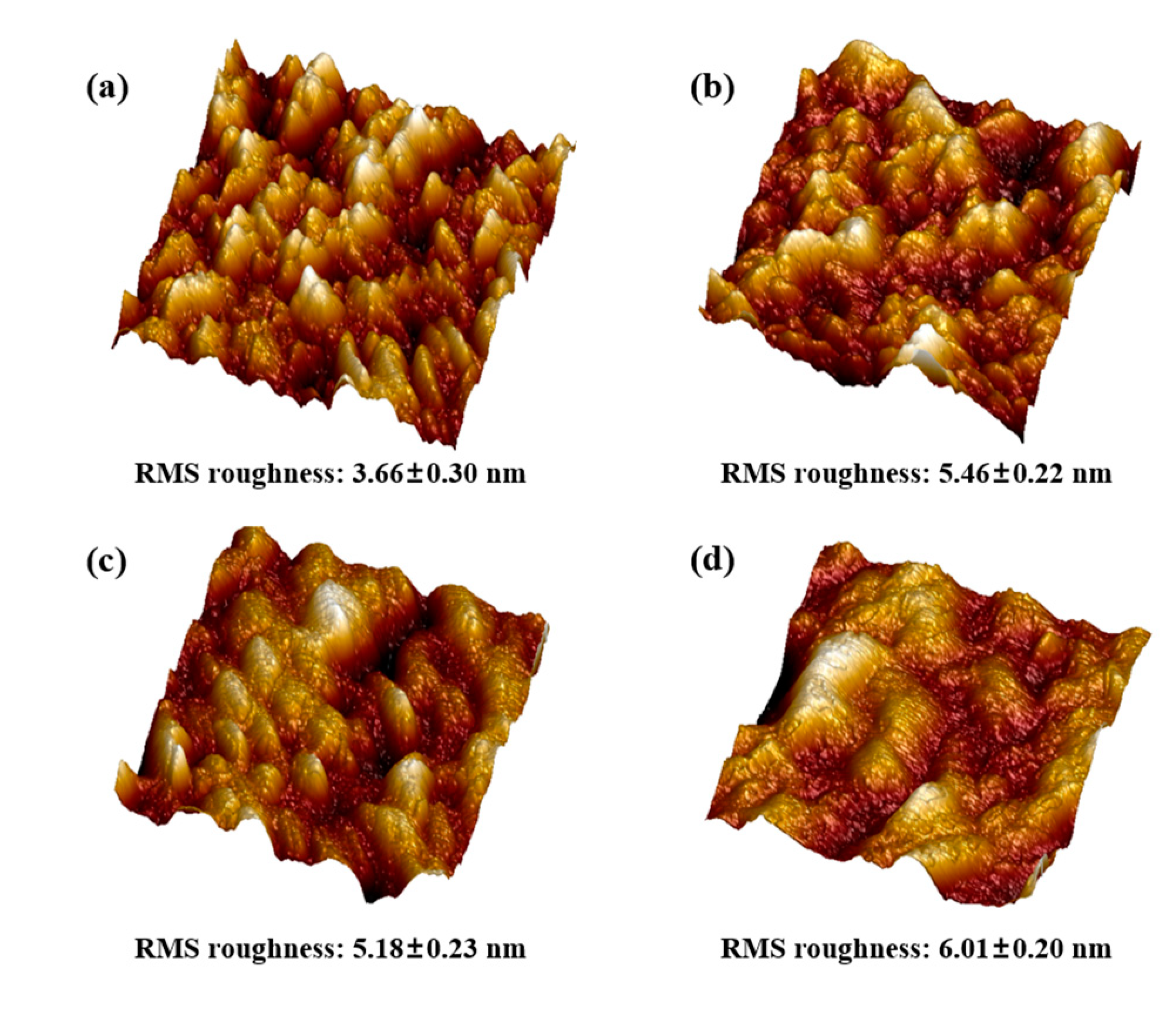
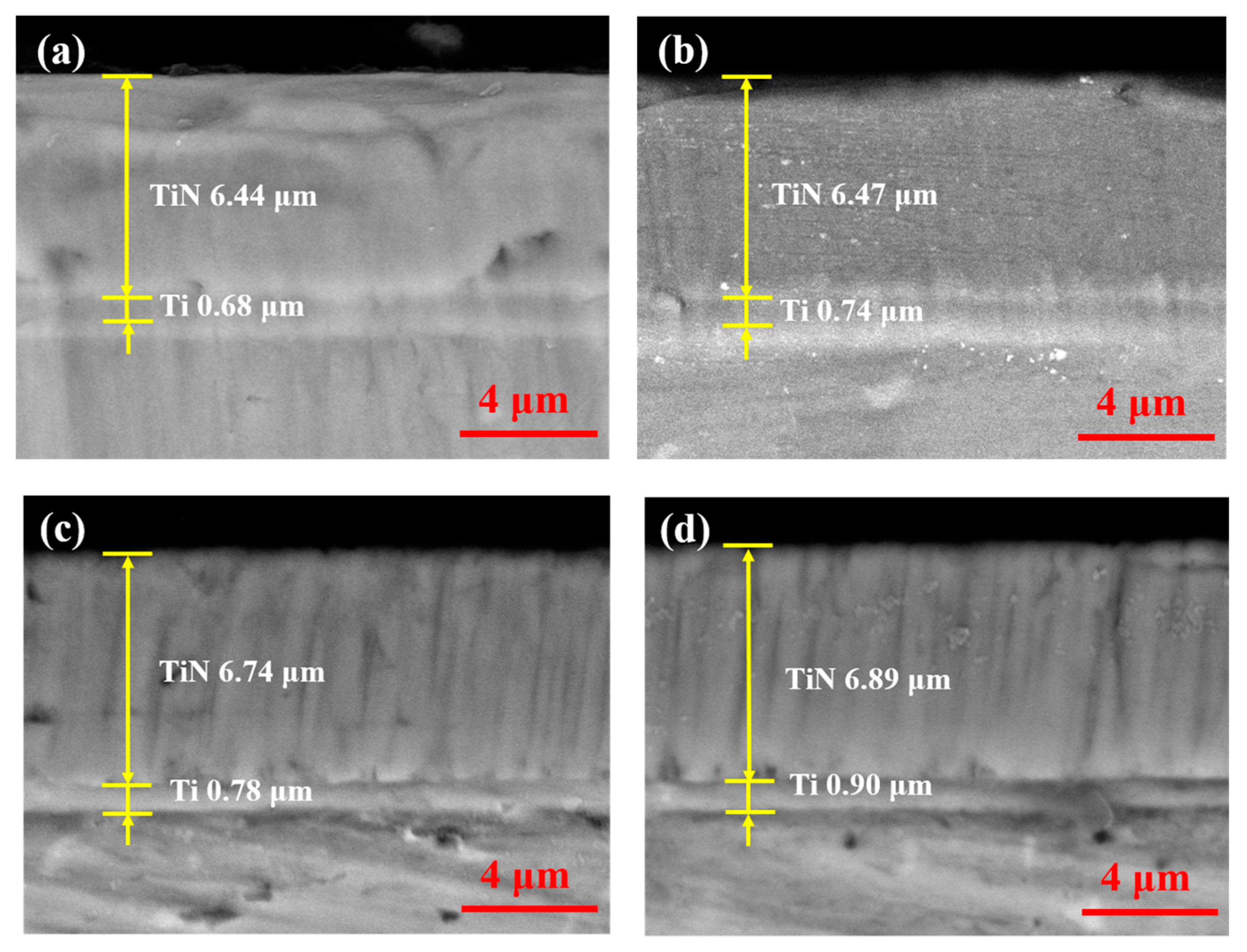
3.2. Microstructure
3.3. Mechanical Properties
4. Discussion
5. Conclusions
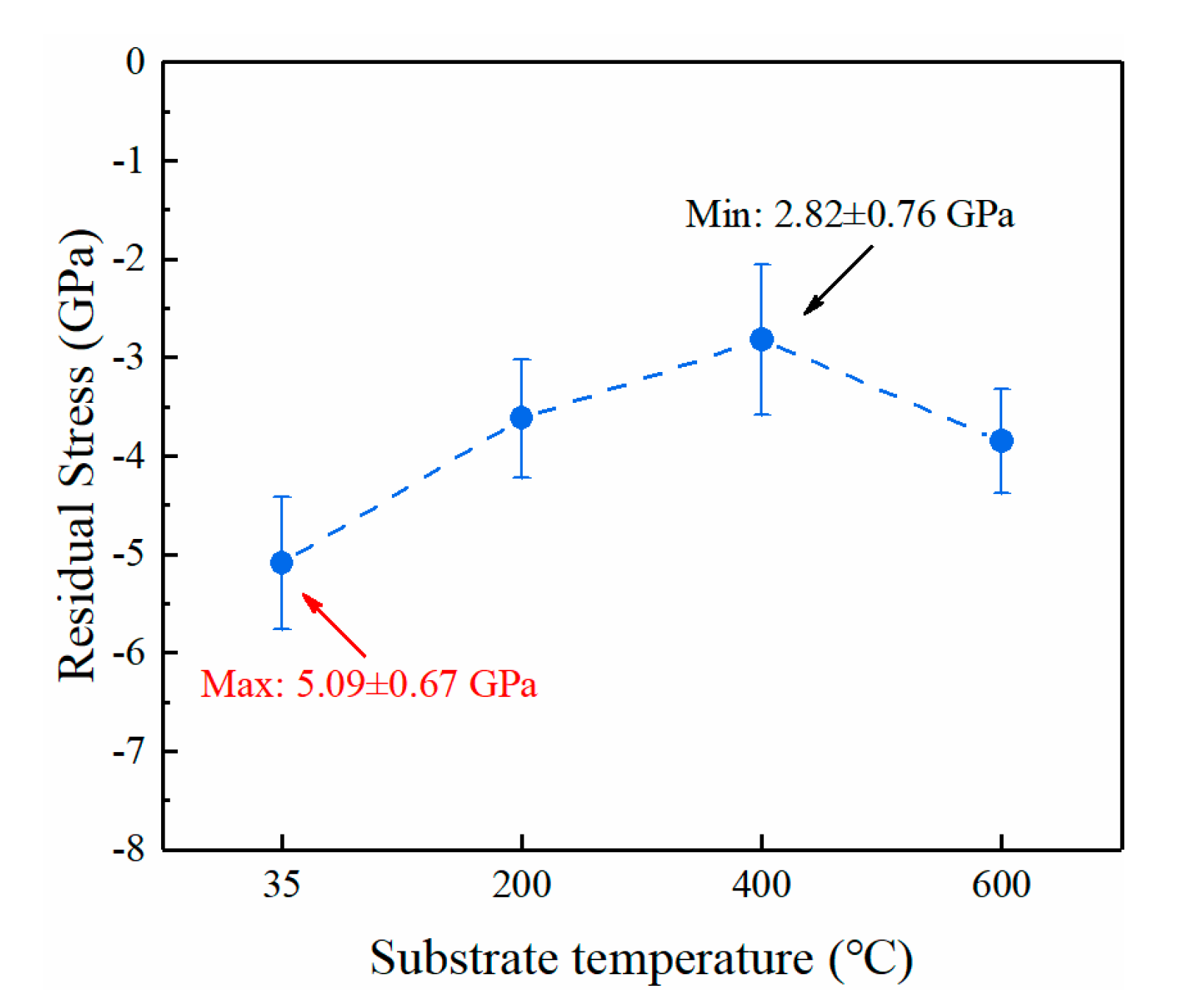
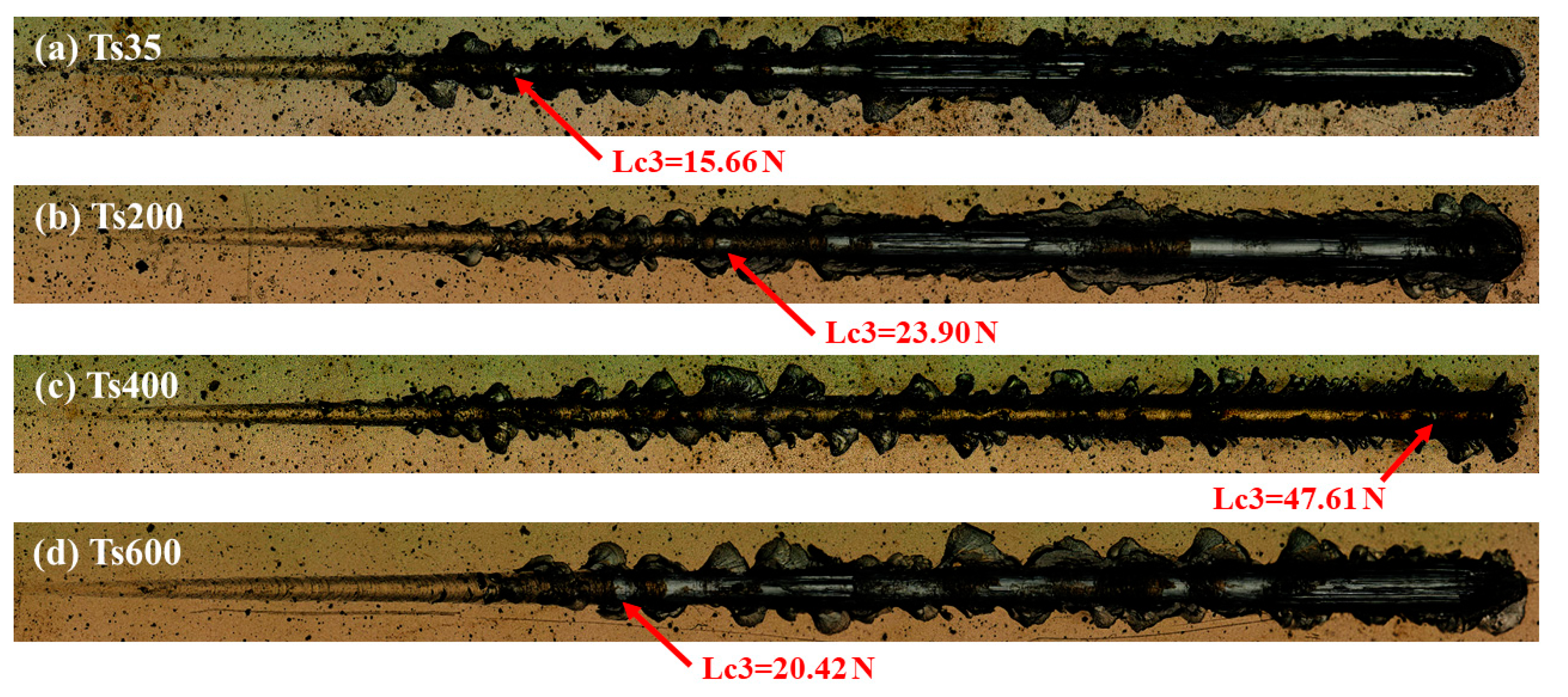
- With the change of the substrate temperature from 35 to 600 °C, the adhesion strength and nano-hardness show the same trend (firstly increase and then decrease), and they peak at the substrate temperature of 400 °C, which is 47.61 N and 30.2 ± 2.7 GPa, respectively.
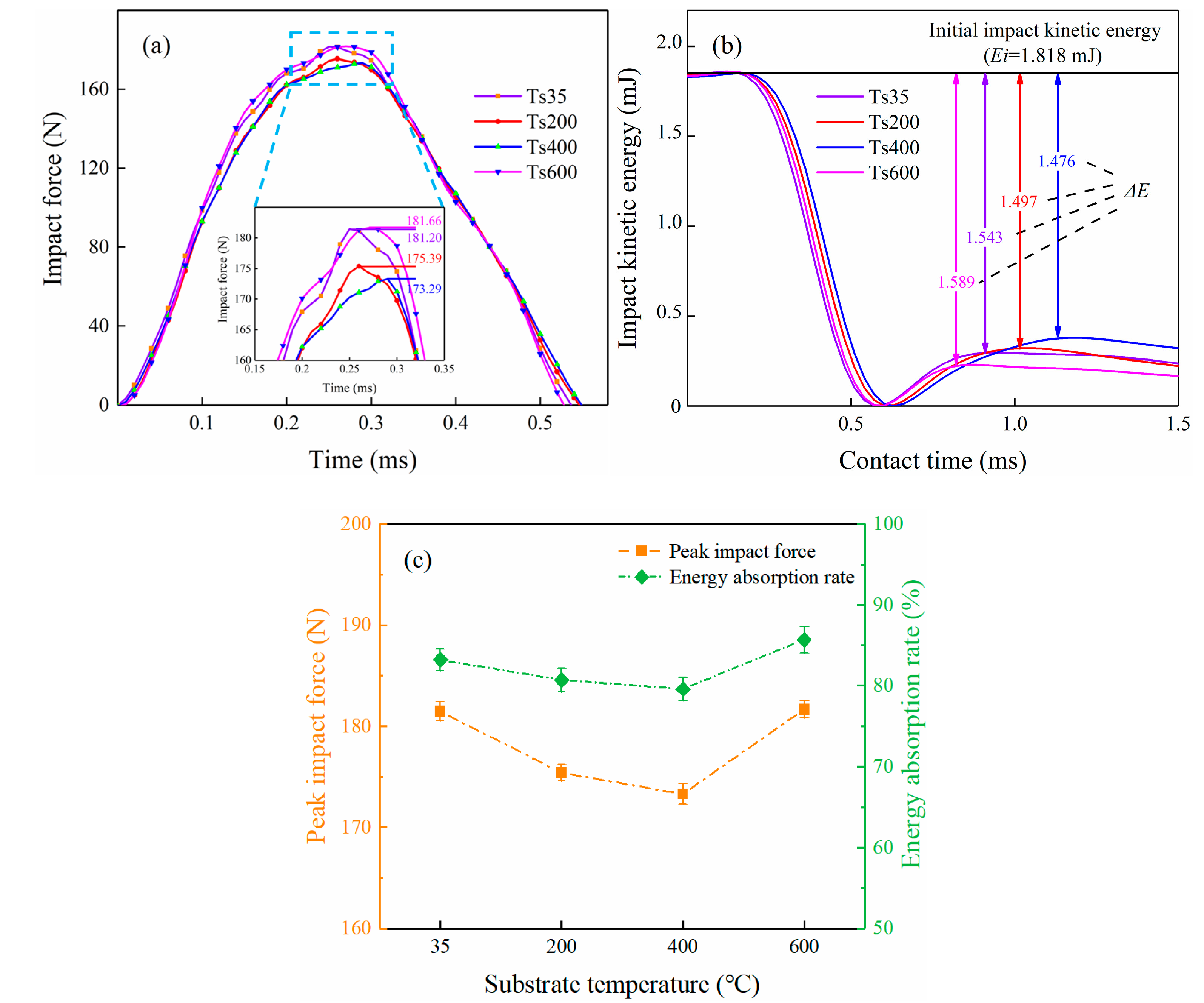
- The TiN coatings prepared under the 400 °C show the best impact resistance performance with the lowest peak impact force (173 N) and energy absorption rate (79.6%).
- The evolution of the substrate temperature has a negligible effect on the microstructure of the TiN coatings. Therefore, it is deduced that the best impact resistance of the coatings is attributed to the small internal stress, strong adhesion strength as well as high hardness and H3/E2 value.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Yumak, N.; Aslantas, K.; Pekbey, Y. Effect of cryogenic and aging treatments on low-energy impact behaviour of Ti–6Al–4V alloy. Trans. Nonferr. Met. Soc. 2017, 27, 514–526. [Google Scholar] [CrossRef]
- Wu, Z.H.; Kou, H.C.; Tang, B.; Fan, J.K.; Chen, Y.; Li, J.S. Stress relaxation induced morphological evolution and texture weakening of α phase in Ti-6Al-4V alloy. Mater. Lett. 2019, 236, 148–151. [Google Scholar] [CrossRef]
- Selivanov, K.S.; Smyslov, A.M.; Dyblenko, Y.M.; Semenova, I.P. Erosive wear behavior of Ti/Ti(V,Zr)N multilayered PVD coatings for Ti-6Al-4V alloy. Wear 2019, 418–419, 160–166. [Google Scholar] [CrossRef]
- Tortuero, S.; Garrido, M.A.; Poza, P.; Rodríguez, J. Evaluating the erosion resistance of Ti6Al4V coatings deposited by cold spray. Wear 2020, 454–455, 203337. [Google Scholar] [CrossRef]
- Bonu, V.; Jeevitha, M.; Praveen Kumar, V.; Barshilia, H.C. Nanolayered multilayer Ti/TiN coatings: Role of bi-layer thickness and annealing on solid particle erosion behaviour at elevated temperature. Surf. Coat. Technol. 2019, 357, 204–211. [Google Scholar] [CrossRef]
- Yang, Q.; McKellar, R. Nanolayered CrAlTiN and multilayered CrAlTiN–AlTiN coatings for solid particle erosion protection. Tribol. Int. 2015, 83, 12–20. [Google Scholar] [CrossRef]
- Deng, J.; Wu, F.; Lian, Y.; Xing, Y.; Li, S. Erosion wear of CrN, TiN, CrAlN, and TiAlN PVD nitride coatings. Int. J. Refract. Met. Hard Mater. 2012, 35, 10–16. [Google Scholar] [CrossRef]
- Chen, J.; Zhang, Z.; Yang, G.; Fang, Z.; Yang, Z.; Li, Z.; He, G. Performance and damage mechanism of TiN/ZrN nano-multilayer coatings based on different erosion angles. Appl. Surf. Sci. 2020, 513, 145457. [Google Scholar] [CrossRef]
- Lin, S.; Zhou, K.; Dai, M.; Lan, E.; Shi, Q.; Hu, F.; Kuang, T.; Zhuang, C. Structural, mechanical, and sand erosion properties of TiN/Zr/ZrN multilayer coatings. Vacuum 2015, 122, 179–186. [Google Scholar] [CrossRef]
- Todt, J.; Pitonak, R.; Köpf, A.; Weißenbacher, R.; Sartory, B.; Burghammer, M.; Daniel, R.; Schöberl, T.; Keckes, J. Superior oxidation resistance, mechanical properties and residual stresses of an Al-rich nanolamellar Ti0.05Al0.95N coating prepared by CVD. Surf. Coat. Technol. 2014, 258, 1119–1127. [Google Scholar] [CrossRef]
- Bonu, V.; Jeevitha, M.; Kumar, P.V.; Bysakh, S.; Barshilia, H.C. Ultra-thin multilayered erosion resistant Ti/TiN coatings with stress absorbing layers. Appl. Surf. Sci. 2019, 478, 872–881. [Google Scholar] [CrossRef]
- Borawski, B.; Todd, J.A.; Singh, J.; Wolfe, D.E. The influence of ductile interlayer material on the particle erosion resistance of multilayered TiN based coatings. Wear 2011, 271, 2890–2898. [Google Scholar] [CrossRef]
- Feuerstein, A.; Kleyman, A. Ti–N multilayer systems for compressor airfoil sand erosion protection. Surf. Coat. Technol. 2009, 204, 1092–1096. [Google Scholar] [CrossRef]
- Reedy, M.W.; Eden, T.J.; Potter, J.K.; Wolfe, D.E. Erosion performance and characterization of nanolayer (Ti,Cr)N hard coatings for gas turbine engine compressor blade applications. Surf. Coat. Technol. 2011, 206, 464–472. [Google Scholar] [CrossRef]
- Sundgren, J.E. Structure and properties of TiN coatings. Thin Solid Films 1985, 128, 21–44. [Google Scholar] [CrossRef]
- Vasu, K.; Krishna, M.G.; Padmanabhan, K.A. Substrate-temperature dependent structure and composition variations in RF magnetron sputtered titanium nitride thin films. Appl. Surf. Sci. 2011, 257, 3069–3074. [Google Scholar] [CrossRef]
- Liang, W.; Ling, Y.; Liu, K.; Hu, Y.; Yin, A.; Zhu, F.; Chen, L.; Zhang, Z. Corrosion resistance and mechanism of CeN, TiN and CeN/TiN bilayer composite film deposited by dual ion beam sputtering. Surf. Coat. Technol. 2018, 335, 280–287. [Google Scholar] [CrossRef]
- Guo, H.; Chen, W.; Shan, Y.; Wang, W.; Zhang, Z.; Jia, J. Microstructures and properties of titanium nitride films prepared by pulsed laser deposition at different substrate temperatures. Appl. Surf. Sci. 2015, 357, 473–478. [Google Scholar] [CrossRef]
- Ravi, N.; Markandeya, R.; Joshi, S.V. Effect of substrate roughness on adhesion and tribological properties of nc-TiAlN/a-Si3N4 nanocomposite coatings deposited by cathodic arc PVD process. Surf. Eng. 2017, 33, 7–19. [Google Scholar] [CrossRef]
- Vereschaka, A.A.; Vereschaka, A.; Batako, A.; Mokritskii, B.; Aksenenko, A.; Sitnikov, N. Improvement of structure and quality of nanoscale multilayered composite coatings, deposited by filtered cathodic vacuum arc deposition method. Nanomater. Nanotechnol. 2017, 7, 1–13. [Google Scholar] [CrossRef] [Green Version]
- Shulepov, I.; Kashkarov, E.; Stepanov, I.; Syrtanov, M.; Alina, S.; Shanenkov, I.; Obrosov, A.; Weiss, S. The formation of composite Ti-Al-N coatings using filtered vacuum arc deposition with separate cathodes. Metals 2017, 7, 497. [Google Scholar] [CrossRef] [Green Version]
- Cao, X.; He, W.; Liao, B.; Zhou, H.; Zhang, H.; Tan, C.; Yang, Z. Sand particle erosion resistance of the multilayer gradient TiN/Ti coatings on Ti6Al4V alloy. Surf. Coat. Technol. 2019, 365, 214–221. [Google Scholar] [CrossRef]
- Cao, X.; Xu, W.; He, W. A method for evaluating the impact wear behavior of multilayer TiN/Ti coating. Coatings 2020, 10, 132. [Google Scholar] [CrossRef] [Green Version]
- Zhang, H.; Li, Z.; He, W.; Liao, B.; He, G.; Cao, X.; Li, Y. Damage evolution and mechanism of TiN/Ti multilayer coatings in sand erosion condition. Surf. Coat. Technol. 2018, 353, 210–220. [Google Scholar] [CrossRef]
- Zhang, H.; Li, Z.; Ma, C.; He, W.; Cao, X.; Li, Y. The anti-sand erosion performance of TiN films fabricated by filtered cathodic vacuum arc technique at different nitrogen flow rates. Ceram. Int. 2019, 45, 10819–10825. [Google Scholar] [CrossRef]
- Zhang, H.; Li, Z.; He, W.; Ma, C.; Liao, B.; Li, Y. Mechanical modification and damage mechanism evolution of TiN films subjected to cyclic nano-impact by adjusting N/Ti ratios. J. Alloy Compd. 2019, 809, 151816. [Google Scholar] [CrossRef]
- Wang, D.; Lin, S.; Liu, L.; Yang, H.; Shi, J.; Jiang, B.; Zhou, K.; Zhang, X. Micro-nano multilayer structure design and solid particle erosion resistance performance of CrAlNx/CrAlN coating. Vacuum 2020, 172, 109064. [Google Scholar] [CrossRef]
- Lin, Y.; Cai, Z.-B.; Li, Z.-Y.; Yin, M.-G.; Wang, W.-J.; He, W.-F.; Zhou, Z.-R. Study on the abrasive wear behavior of laser shock peening Ti-6Al-4V titanium alloy under controlled cycling impact. Wear 2019, 426–427, 112–121. [Google Scholar] [CrossRef]
- Bartosik, M.; Rumeau, C.; Hahn, R.; Zhang, Z.L.; Mayrhofer, P.H. Fracture toughness and structural evolution in the TiAlN system upon annealing. Sci. Rep. 2017, 7, 16476. [Google Scholar] [CrossRef]
- Subramanian, B.; Ananthakumar, R.; Vidhya, V.S.; Jayachandran, M. Influence of substrate temperature on the materials properties of reactive DC magnetron sputtered Ti/TiN multilayered thin films. Mater. Sci. Eng. B 2011, 176, 1–7. [Google Scholar] [CrossRef]
- Kumar, M.; Mitra, R. Effect of substrate temperature and annealing on structure, stress and properties of reactively co-sputtered Ni-TiN nanocomposite thin films. Thin Solid Films 2017, 624, 70–82. [Google Scholar] [CrossRef]
- Zhang, Z.; Chen, J.; He, G.; Yang, G. Fatigue and mechanical behavior of Ti-6Al-4V alloy with CrN and TiN coating deposited by magnetic filtered cathodic vacuum arc process. Coatings 2019, 9, 689. [Google Scholar] [CrossRef] [Green Version]
- Cao, X.; He, W.; He, G.; Liao, B.; Zhang, H.; Chen, J.; Lv, C. Sand erosion resistance improvement and damage mechanism of TiAlN coating via the bias-graded voltage in FCVA deposition. Surf. Coat. Technol. 2019, 378, 125009. [Google Scholar] [CrossRef]
- Oliver, W.C.; Pharr, G.M. An improved technique for determining hardness and elastic modulus using load and displacement sensing indentation experiments. J. Mater. Res. 1992, 7, 1564–1583. [Google Scholar] [CrossRef]
- Cai, Z.-B.; Li, Z.-Y.; Ding, Y.; Zheng, J.; Liu, J.-H.; Zhou, Z.-R. Preparation and impact resistance performance of bionic sandwich structure inspired from beetle forewing. Compos. Part B Eng. 2019, 161, 490–501. [Google Scholar] [CrossRef]
- Wang, Z.; Cai, Z.-B.; Sun, Y.; Peng, J.-F.; Zhu, M.-H. Low velocity impact wear behavior of MoS2/Pb nanocomposite coating under controlled kinetic energy. Surf. Coat. Technol. 2017, 326, 53–62. [Google Scholar] [CrossRef]
- Yin, M.-G.; Cai, Z.-B.; Li, Z.-Y.; Zhou, Z.-R.; Wang, W.-J.; He, W.-F. Improving impact wear resistance of Ti-6Al-4V alloy treated by laser shock peening. Trans. Nonferr. Met. Soc. 2019, 29, 1439–1448. [Google Scholar] [CrossRef]
- He, D.; Li, W.; Wang, L.; Lu, Z.; Zhang, G.; Cai, Z. Impact wear behavior of WC/a-C nanomultilayers. Mater. Res. Express 2019, 6, 116443. [Google Scholar] [CrossRef]
- Bantle, R.; Matthews, A. Investigation into the impact wear behaviour of ceramic coatings. Surf. Coat. Technol. 1995, 74–75, 857–868. [Google Scholar] [CrossRef]
- Beake, B.D.; Isern, L.; Endrino, J.L.; Fox-Rabinovich, G.S. Micro-impact testing of AlTiN and TiAlCrN coatings. Wear 2019, 418–419, 102–110. [Google Scholar] [CrossRef] [Green Version]
- Chang, Y.-Y.; Yang, Y.-J.; Weng, S.-Y. Effect of interlayer design on the mechanical properties of AlTiCrN and multilayered AlTiCrN/TiSiN hard coatings. Surf. Coat. Technol. 2020, 389, 125637. [Google Scholar] [CrossRef]
- Chen, J.; Li, H.; Beake, B.D. Load sensitivity in repetitive nano-impact testing of TiN and AlTiN coatings. Surf. Coat. Technol. 2016, 308, 289–297. [Google Scholar] [CrossRef]
- Xi, Y.; Gao, K.; Pang, X.; Yang, H.; Xiong, X.; Li, H.; Volinsky, A.A. Film thickness effect on texture and residual stress sign transition in sputtered TiN thin films. Ceram. Int. 2017, 43, 11992–11997. [Google Scholar] [CrossRef]
- Cheng, Y.H.; Tay, B.K.; Lau, S.P. Influence of deposition temperature on the structure and internal stress of TiN films deposited by filtered cathodic vacuum arc. J. Vac. Sci. Technol. A 2002, 20, 1270–1274. [Google Scholar] [CrossRef]
- Moreno, C.M.; Sanchez, J.M.; Ardila, L.C.; Molina Aldareguia, J.M. Determination of residual stresses in cathodic arc coatings by means of the parallel beam glancing X-ray diffraction technique. Thin Solid Films 2009, 518, 206–212. [Google Scholar] [CrossRef]
- Chen, W.; Meng, X.; Wu, D.; Yao, D.; Zhang, D. The effect of vacuum annealing on microstructure, adhesion strength and electrochemical behaviors of multilayered AlCrTiSiN coatings. Appl. Surf. Sci. 2019, 467–468, 391–401. [Google Scholar] [CrossRef]
- Stallard, J.; Poulat, S.; Teer, D.G. The study of the adhesion of a TiN coating on steel and titanium alloy substrates using a multi-mode scratch tester. Tribol. Int. 2006, 39, 159–166. [Google Scholar] [CrossRef]
- Ou, Y.X.; Lin, J.; Che, H.L.; Sproul, W.D.; Moore, J.J.; Lei, M.K. Mechanical and tribological properties of CrN/TiN multilayer coatings deposited by pulsed dc magnetron sputtering. Surf. Coat. Technol. 2015, 276, 152–159. [Google Scholar] [CrossRef]
- Ou, Y.X.; Lin, J.; Tong, S.; Sproul, W.D.; Lei, M.K. Structure, adhesion and corrosion behavior of CrN/TiN superlattice coatings deposited by the combined deep oscillation magnetron sputtering and pulsed dc magnetron sputtering. Surf. Coat. Technol. 2016, 293, 21–27. [Google Scholar] [CrossRef]
- Jiménez, H.; Restrepo, E.; Devia, A. Effect of the substrate temperature in ZrN coatings grown by the pulsed arc technique studied by XRD. Surf. Coat. Technol. 2006, 201, 1594–1601. [Google Scholar] [CrossRef]
- Balakrishnan, G.; Tripura Sundari, S.; Ramaseshan, R.; Thirumurugesan, R.; Mohandas, E.; Sastikumar, D.; Kuppusami, P.; Kim, T.G.; Song, J.I. Effect of substrate temperature on microstructure and optical properties of nanocrystalline alumina thin films. Ceram. Int. 2013, 39, 9017–9023. [Google Scholar] [CrossRef]
- Musil, J. Hard and superhard nanocomposite coatings. Surf. Coat. Technol. 2000, 125, 322–330. [Google Scholar] [CrossRef]
- Hassani, S.; Bielawski, M.; Beres, W.; Martinu, L.; Balazinski, M.; Klemberg-Sapieha, J.E. Predictive tools for the design of erosion resistant coatings. Surf. Coat. Technol. 2008, 203, 204–210. [Google Scholar] [CrossRef]
- Xu, Y.X.; Riedl, H.; Holec, D.; Chen, L.; Du, Y.; Mayrhofer, P.H. Thermal stability and oxidation resistance of sputtered TiAlCrN hard coatings. Surf. Coat. Technol. 2017, 324, 48–56. [Google Scholar] [CrossRef]
- Chang, Y.-Y.; Wu, C.-J. Mechanical properties and impact resistance of multilayered TiAlN/ZrN coatings. Surf. Coat. Technol. 2013, 231, 62–66. [Google Scholar] [CrossRef]
- Chen, J.; Ji, R.; Khan, R.H.U.; Li, X.; Beake, B.D.; Dong, H. Effects of mechanical properties and layer structure on the cyclic dynamic loading of TiN-based coatings. Surf. Coat. Technol. 2011, 206, 522–529. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Process | Implantation Voltage (kV) | Dose (×1017 Ions/cm2) | Arc Current (A) | Bias Voltage (V) | N2 Flow (mL/min) | Duty Cycle (%) | Deposition Time (min) |
|---|---|---|---|---|---|---|---|
| Implantation | 8 | 1.68 | - | - | - | - | - |
| Adhesive layer(Ti) | - | - | 100 | −800→−600→−400 | 0 | 90 | 1 |
| - | - | 100 | −350 | 0 | 90 | 12 | |
| - | - | 100 | −800→−600→−400 | 0 | 90 | 1 | |
| Hard layer(TiN) | - | - | 100 | −350 | 15 | 90 | 108 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Huang, D.; He, W.; Cao, X.; Jiao, Y. Investigations in Anti-Impact Performance of TiN Coatings Prepared by Filtered Cathodic Vacuum Arc Method under Different Substrate Temperatures. Coatings 2020, 10, 840. https://doi.org/10.3390/coatings10090840
Huang D, He W, Cao X, Jiao Y. Investigations in Anti-Impact Performance of TiN Coatings Prepared by Filtered Cathodic Vacuum Arc Method under Different Substrate Temperatures. Coatings. 2020; 10(9):840. https://doi.org/10.3390/coatings10090840
Chicago/Turabian StyleHuang, Da, Weifeng He, Xin Cao, and Yang Jiao. 2020. "Investigations in Anti-Impact Performance of TiN Coatings Prepared by Filtered Cathodic Vacuum Arc Method under Different Substrate Temperatures" Coatings 10, no. 9: 840. https://doi.org/10.3390/coatings10090840