Preparation and Properties of Composite Nanoceramic NiCrBSi-TiO2/WC(Co) Coatings

Abstract
:1. Introduction
2. Experimental Methods
2.1. Experimental Materials
2.2. Test Method
3. Results and Discussion
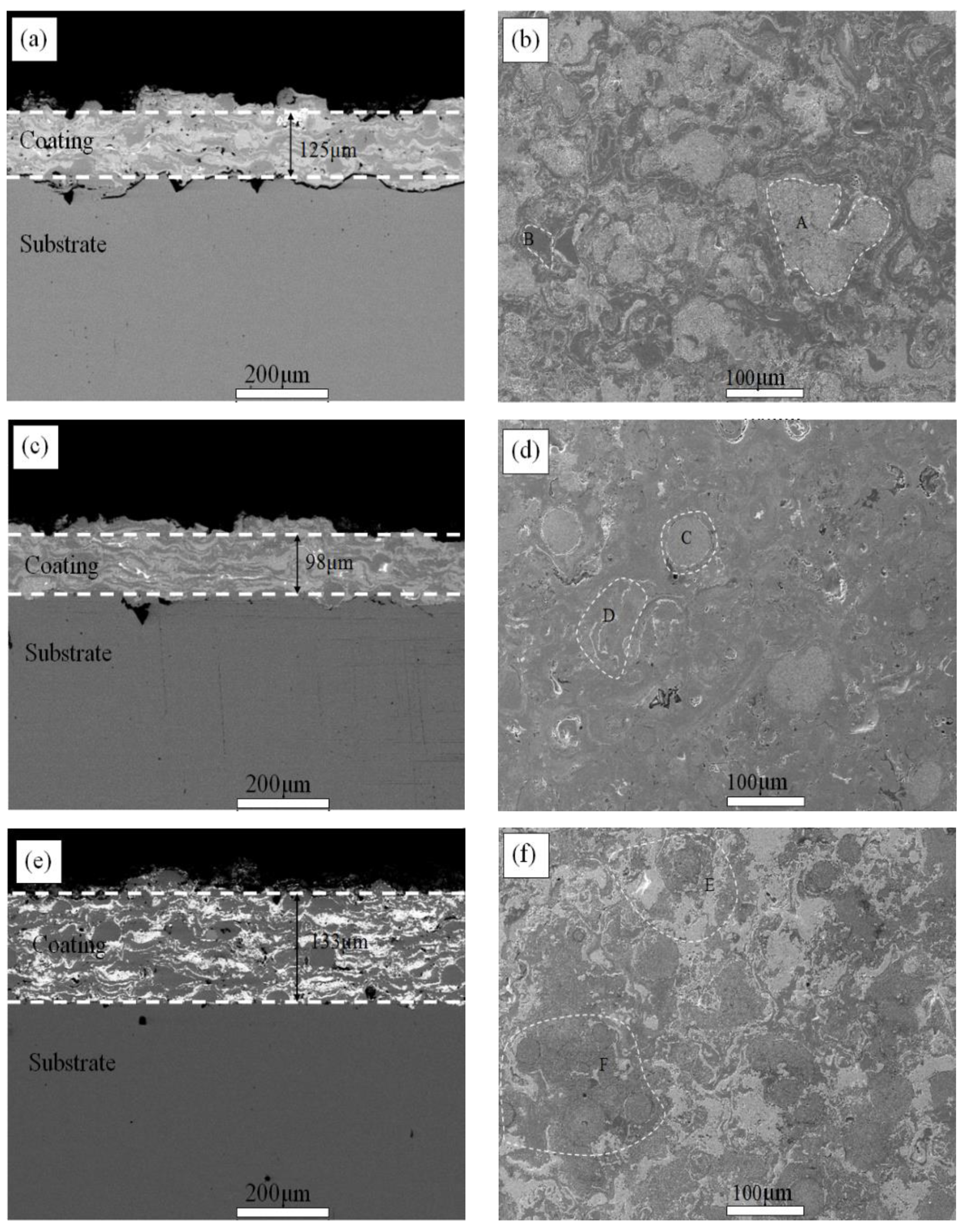
3.1. Microstructure of Coatings
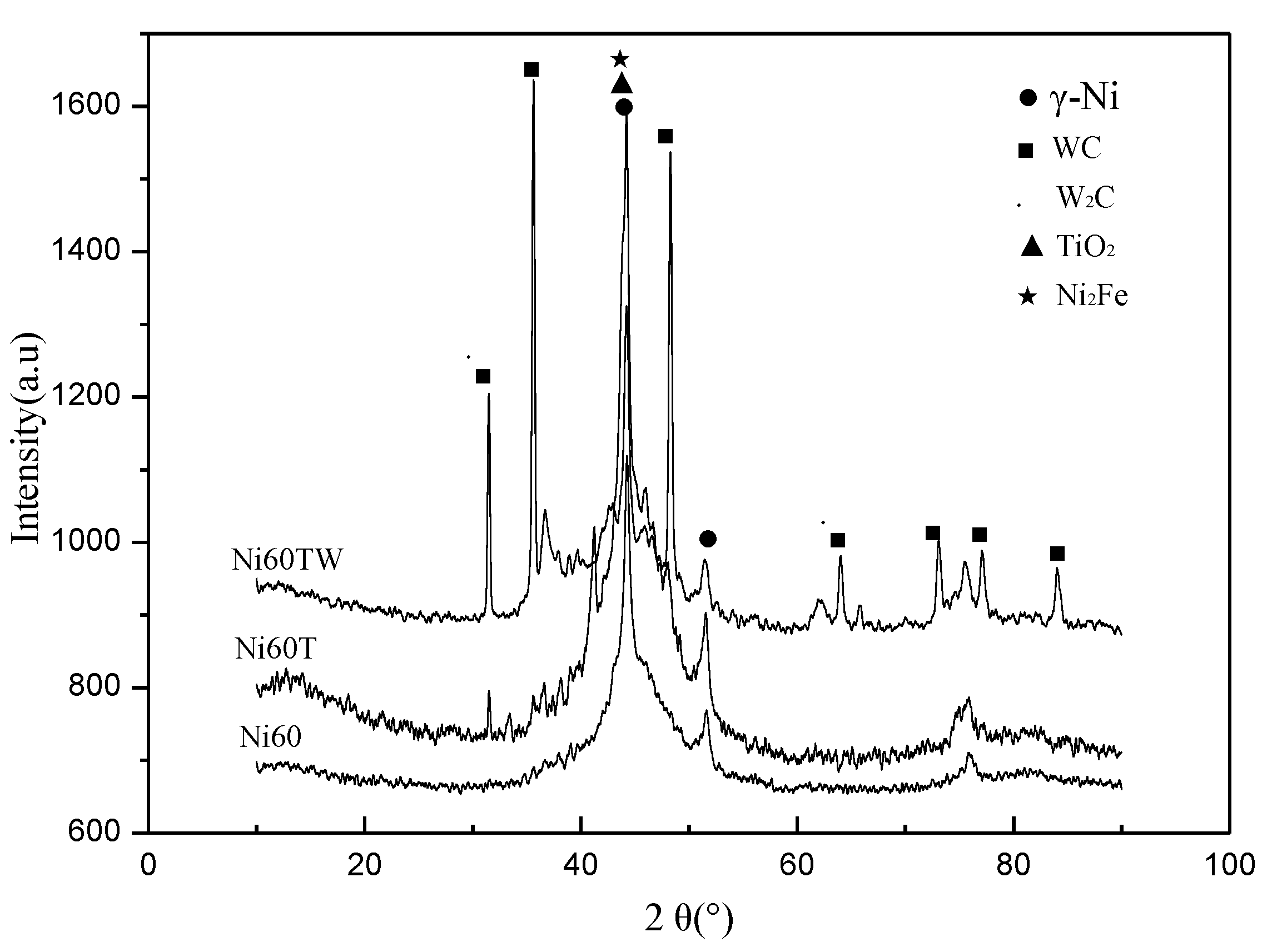
3.2. XRD of Coatings
3.3. Hardness of Coatings
3.4. Corrosion Performance of Coatings
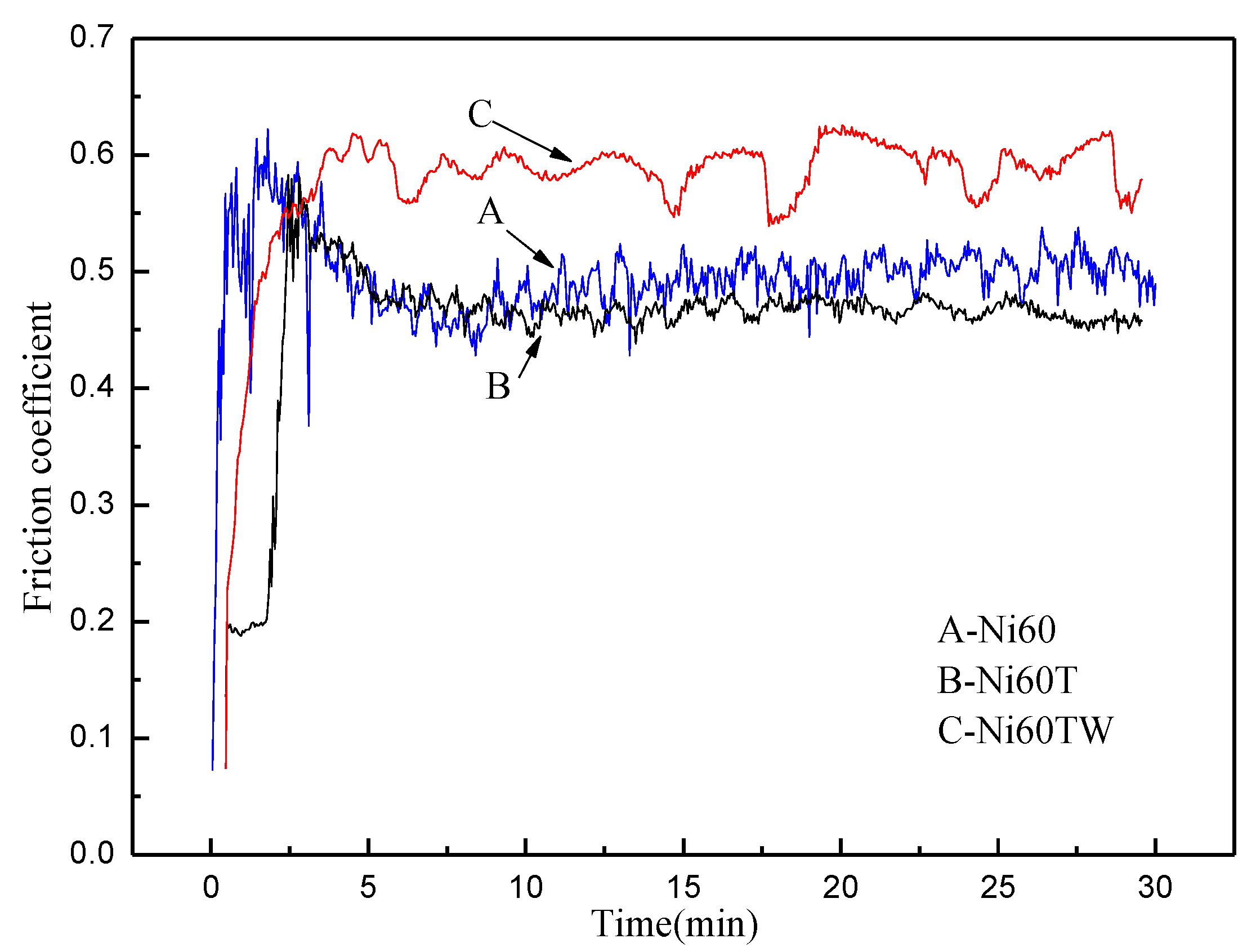
3.5. Friction Coefficient of Coatings
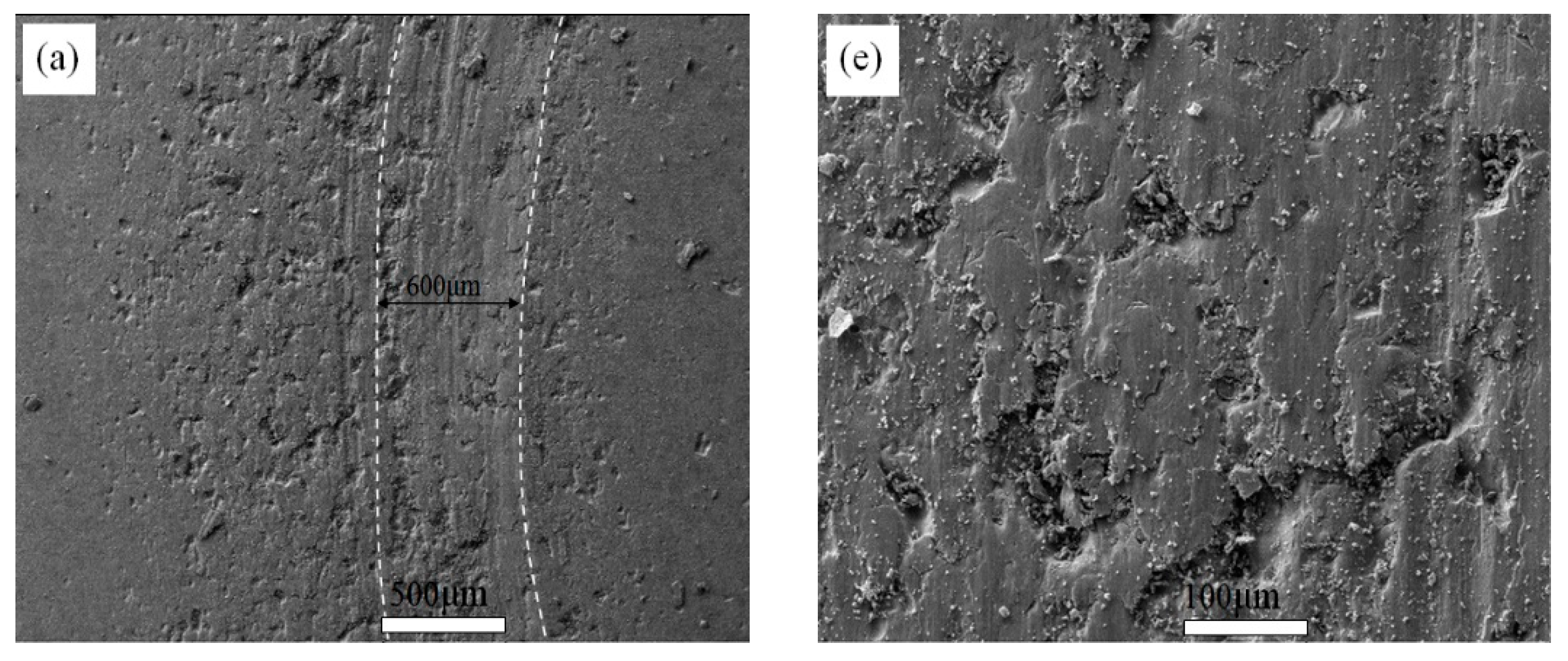
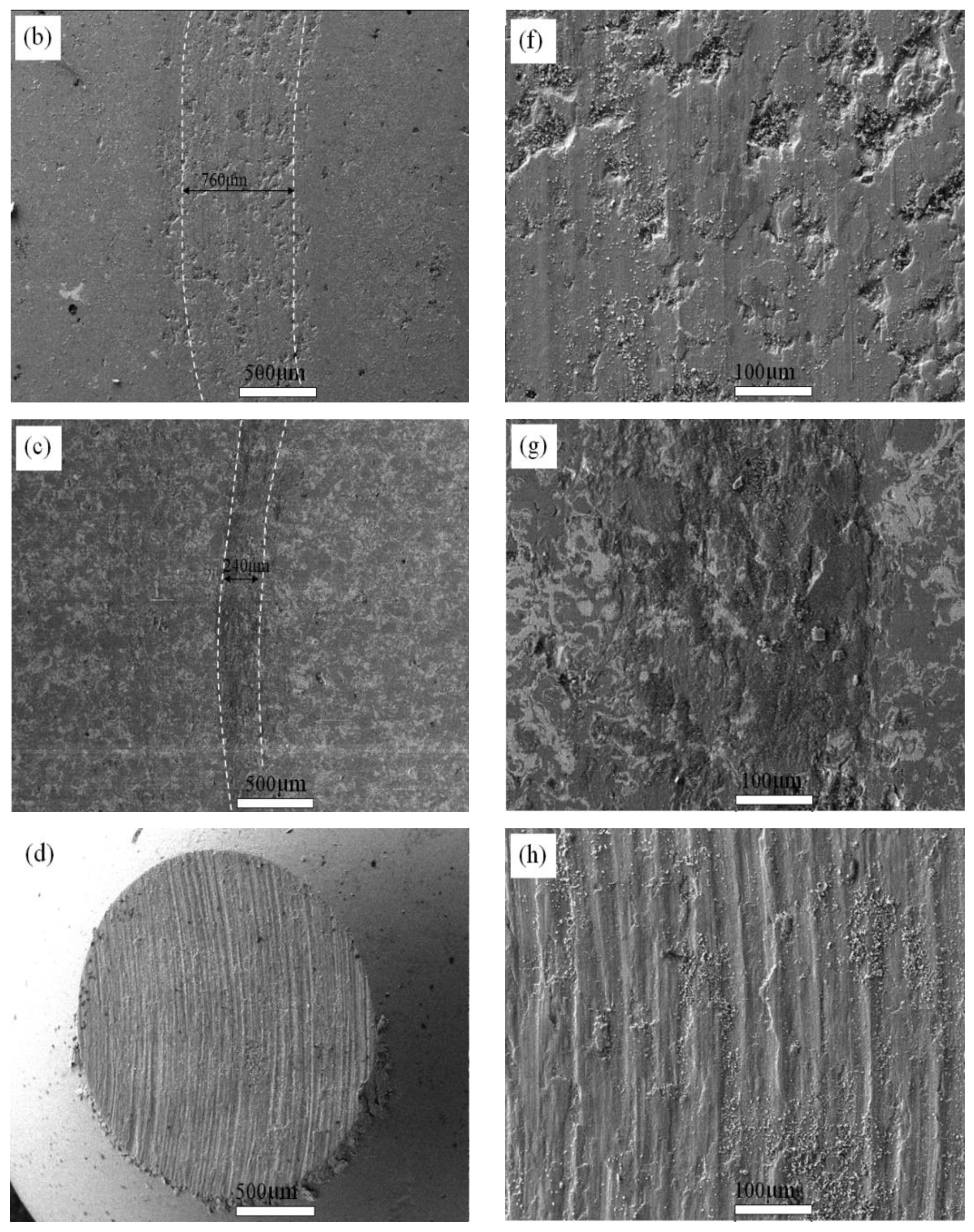
3.6. Wear Morphology of Coating
3.7. Idea of Coatings Preparation
4. Conclusions
- Nano TiO2 particles were added into Ni60 raw materials to obtain a dense coating surface, which improved the corrosion resistance and wear performance;
- Nano TiO2 particles improve coatings homogeneity;
- The raw material is Ni60T with the addition of hard phase WC particles; results in a dense coating surface. However, the porosity of the coating is inhomogeneous, and the corrosion resistance and wear resistance of the coating are decreased also.
Author Contributions
Funding
Conflicts of Interest
References
- Wang, X.S.; Xing, Z.G.; Liu, Y.P.; Hou, J.J.; Liu, K. Composite ceramic-Ni60 coating fabricated via supersonic plasma spraying. Chin. J. Phys. 2019, 61, 72–79. [Google Scholar] [CrossRef]
- Wen, Z.H.; Bai, Y.Y.; Huang, J.F. Corrosion resistance of vacuum re-melted Ni60-NiCrMoY alloy coatings. J. Alloys Compd. 2017, 711, 659–669. [Google Scholar] [CrossRef]
- Guével, L.Y.; Grégoire, B.; Cristóbal, M.J.; Feaugas, X.; Oudriss, A.; Pedraza, F. Dissolution and passivation of aluminide coatings on model and Ni-based superalloy. Surf. Coat. Techol. 2019, 357, 1037–1047. [Google Scholar] [CrossRef]
- Das, P.; Paul, S.; Bandyopadhyay, P.P. Tribological behaviour of plasma sprayed diamond reinforced molybdenum coatings. Int. J. Refract. Met. Hard 2019, 78, 350–359. [Google Scholar] [CrossRef]
- Tan, A.W.; Sun, W.; Bhowmik, A.; Lek, J.Y.; Marinescu, I.; Li, F.; Khun, N.W.; Dong, Z.L.; Liu, E.J. Effect of coating thickness on microstructure, mechanical properties and fracture behaviour of cold sprayed Ti6Al4V coatings on Ti6Al4V substrates. Surf. Coat. Technol. 2018, 349, 303–317. [Google Scholar] [CrossRef]
- Qiao, X.; Wang, Y.M.; Weng, W.X.; Liu, B.L.; Li, Q. Influence of pores on mechanical properties of plasma sprayed coatings: Case study of YSZ thermal barrier coatings. Ceram. Int. 2018, 44, 21564–21577. [Google Scholar] [CrossRef]
- Das, P.; Paul, S.; Bandyopadhyay, P.P. Plasma sprayed diamond reinforced molybdenum coatings. J. Alloys Compd. 2018, 767, 448–455. [Google Scholar] [CrossRef]
- Nazir, M.H.; Khan, Z.A.; Saeed, A.; Braun, V.W. Experimental analysis and modelling for reciprocating wear behaviour of nanocomposite coating. Wear 2018, 416–417, 89–102. [Google Scholar] [CrossRef]
- Vashishtha, N.; Sapate, S.G.; Bagde, P.; Rathod, A.B. Effect of heat treatment on friction and abrasive wear behaviour of WC-12Co and Cr3C2-25NiCr coatings. Tribol. Int. 2018, 118, 381–399. [Google Scholar] [CrossRef]
- Deen, K.M.; Afzal, M.; Liu, Y.; Farooq, A.; Ahmad, A.; Asselin, E. Improved corrosion resistance of air plasma sprayed WC-12%Co cermet coating by laser re-melting process. Mater. Lett. 2017, 191, 34–37. [Google Scholar] [CrossRef]
- Chen, J.B.; Dong, Y.C.; Wan, L.; Yang, Y.; Chu, Z.H.; Zhang, J.X.; He, J.; Li, D.Y. Effect of induction remelting on the microstructure and properties of in situ TiN-reinforced NiCrBSi composite coatings. Surf. Coat. Technol. 2018, 340, 159–166. [Google Scholar] [CrossRef]
- Luo, X.T.; Smith, G.M.; Wang, Y.; Gildersleeve, E.; Sampath, S.; Li, C.J. Cracking induced tribological behavior changes for the HVOF WC-12Co cermet coatings. Ceram. Int. 2019, 45, 4718–4728. [Google Scholar] [CrossRef]
- Wang, X.Y.; Zhou, S.F.; Dai, X.Q.; Lei, J.B.; Guo, J.B.; Gu, Z.J. Evaluation and mechanisms on heat damage of WC particles in Ni60/WC composite coatings by laser induction hybrid cladding. Int. J. Refract. Met. Hard 2017, 64, 234–241. [Google Scholar] [CrossRef]
- Ma, Q.S.; Li, Y.J.; Wang, J.; Liu, K. Microstructure evolution and growth control of ceramic particles in wide-band laser clad Ni60/WC composite coatings. Mater. Des. 2016, 92, 897–905. [Google Scholar]
- Wu, Y.S.; Zeng, D.C.; Liu, Z.W.; Qiu, W.Q.; Zhong, X.C.; Yu, H.Y.; Li, S.Z. Microstructure and sliding wear behavior of nanostructured Ni60–TiB2 composite coating sprayed by HVOF technique. Surf. Coat. Technol. 2011, 206, 1102–1108. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| 45# Steel | C | Mn | Si | Cr | Ni | Fe |
| Content | 0.45 | 0.65 | 0.3 | <0.25 | <0.25 | Bal. |
| Ni60 Coating | Cr | Si | B | C | Fe | Ni |
| Content | 16.0 | 4.0 | 3.5 | 1.0 | <5 | Bal. |
| Number of Coating | Parameter |
|---|---|
| Spraying current (A) | 360 |
| Spraying voltage (V) | 120 |
| Argon gas flow (m3/h) | 3.6 |
| Hydrogen gas flow (m3/h) | 0.25 |
| Spraying distance (mm) | 120 |
| Powder feed rate (g/min) | 35 |
| Nitrogen gas flow (m3/h) | 0.6 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, X.; Xing, Z. Preparation and Properties of Composite Nanoceramic NiCrBSi-TiO2/WC(Co) Coatings. Coatings 2020, 10, 868. https://doi.org/10.3390/coatings10090868
Wang X, Xing Z. Preparation and Properties of Composite Nanoceramic NiCrBSi-TiO2/WC(Co) Coatings. Coatings. 2020; 10(9):868. https://doi.org/10.3390/coatings10090868
Chicago/Turabian StyleWang, Xinsheng, and Zhiguo Xing. 2020. "Preparation and Properties of Composite Nanoceramic NiCrBSi-TiO2/WC(Co) Coatings" Coatings 10, no. 9: 868. https://doi.org/10.3390/coatings10090868