Investigation of Thick-Film-Paste Rheology and Film Material for Pattern Transfer Printing (PTP) Technology



Abstract
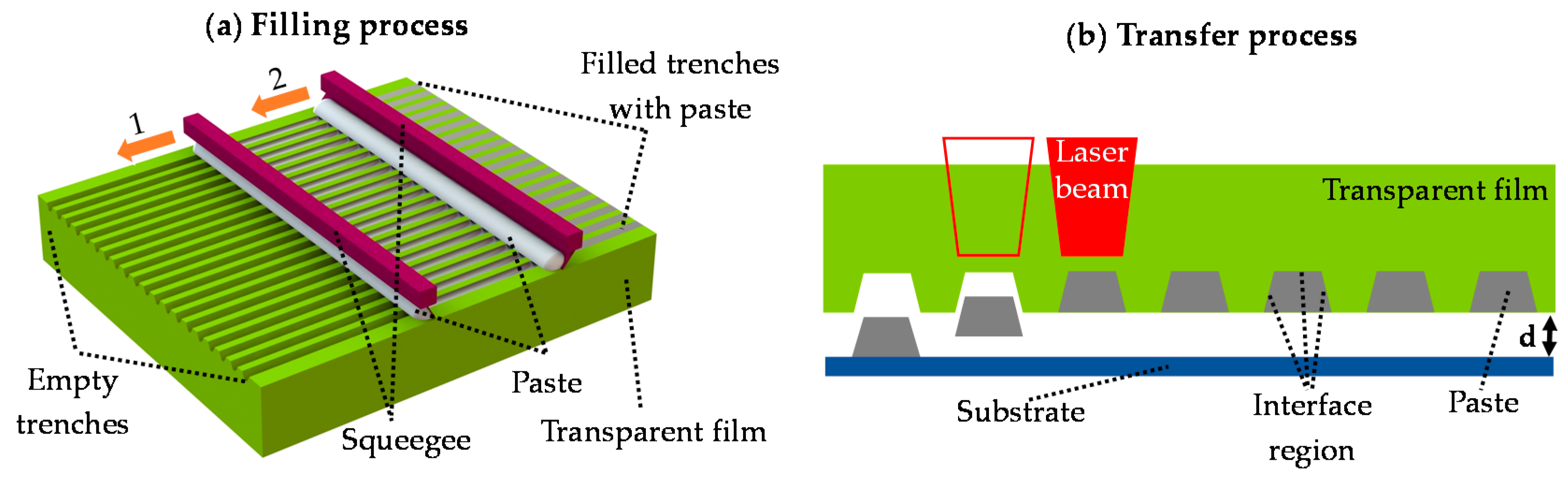
:1. Introduction
2. Materials
2.1. Silver Paste
2.2. Transparent Film
3. Experimental Methods
3.1. Rheological Measurement
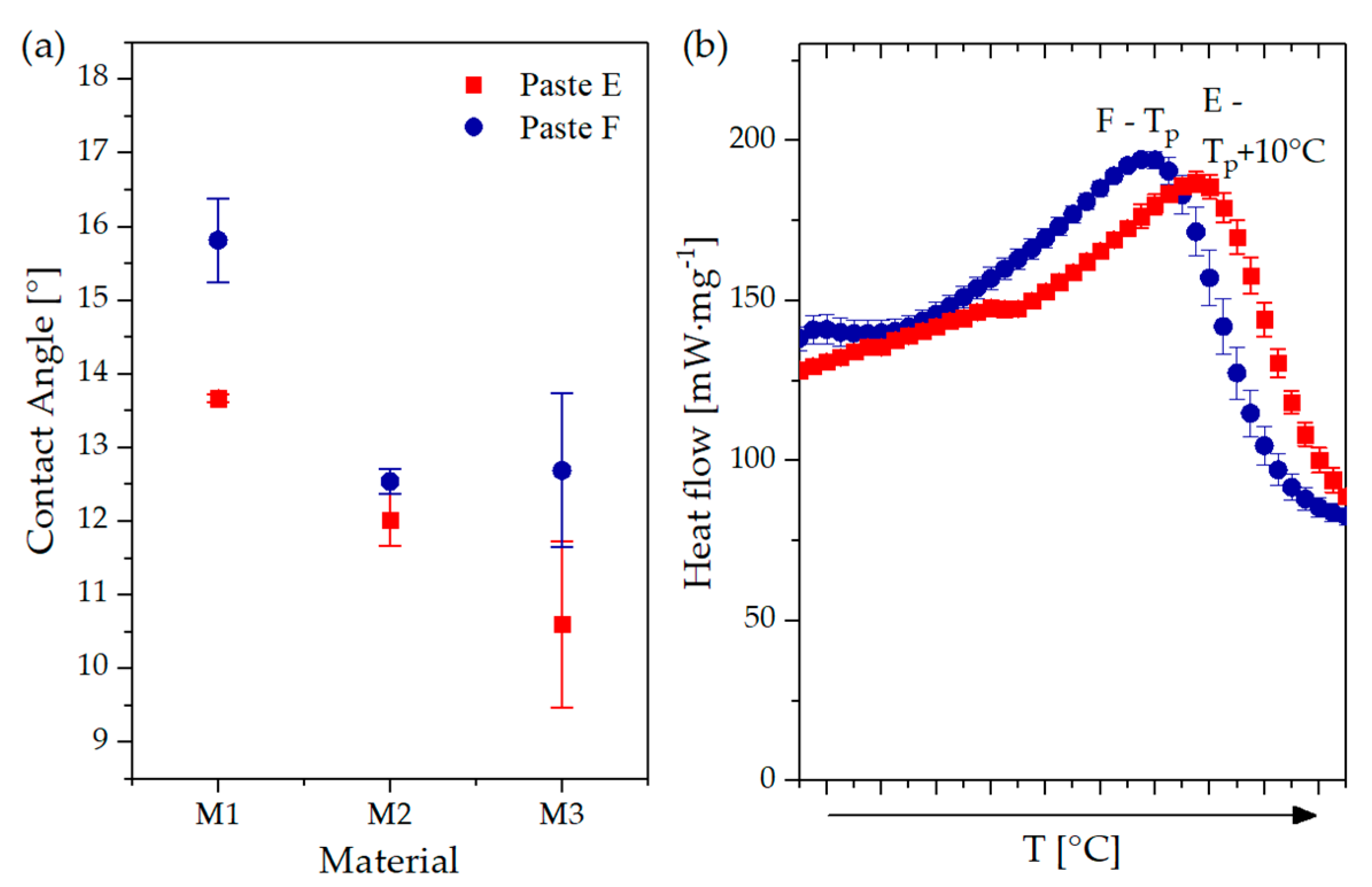
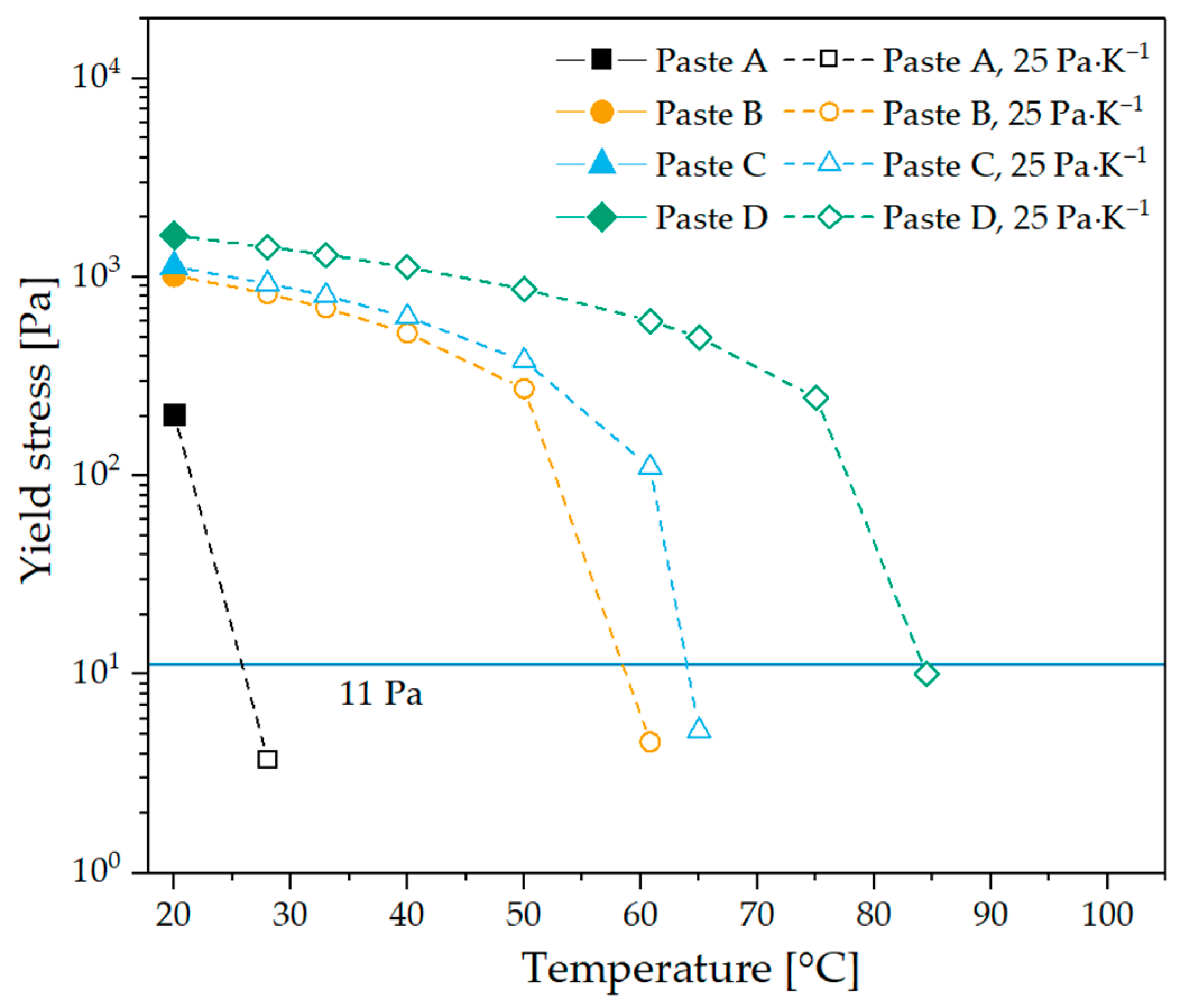
3.2. Thermal Behavior Analysis of Silver Pastes
3.3. Tensiometry
3.4. Spectrophotometry
3.5. PTP Experiment
4. Results and Discussions
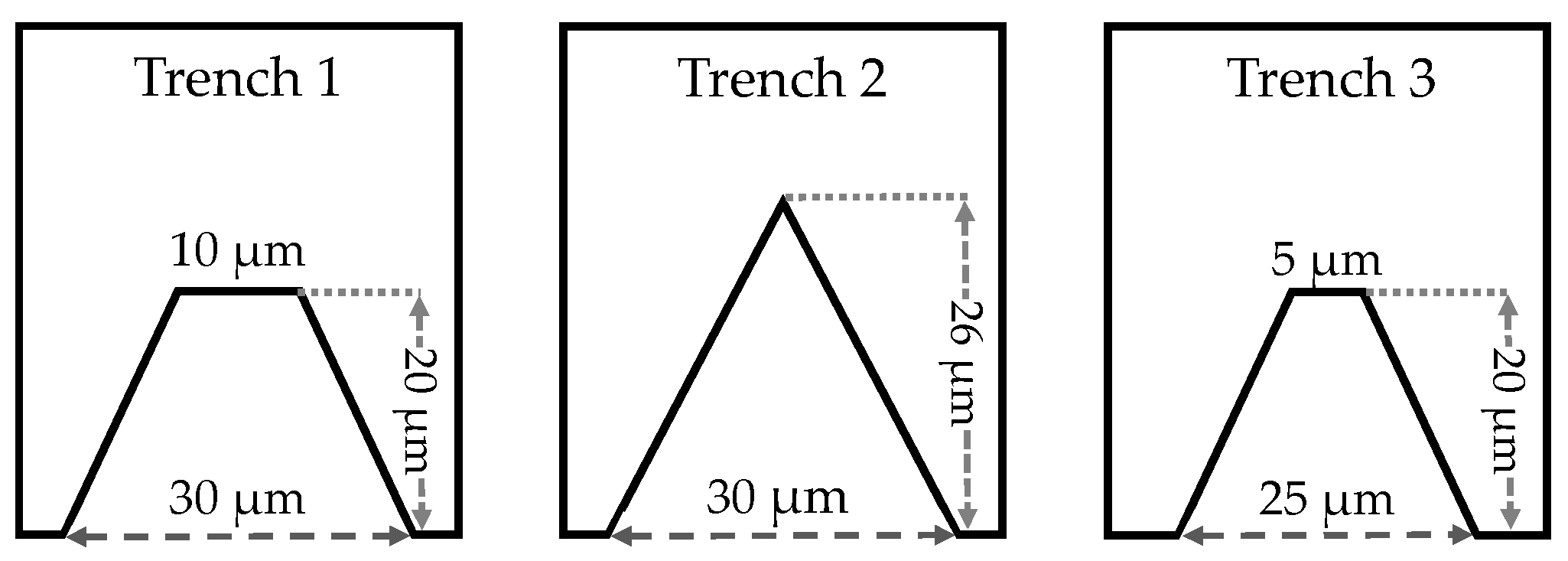
4.1. Effect of Paste Rheology on Printed Geometry
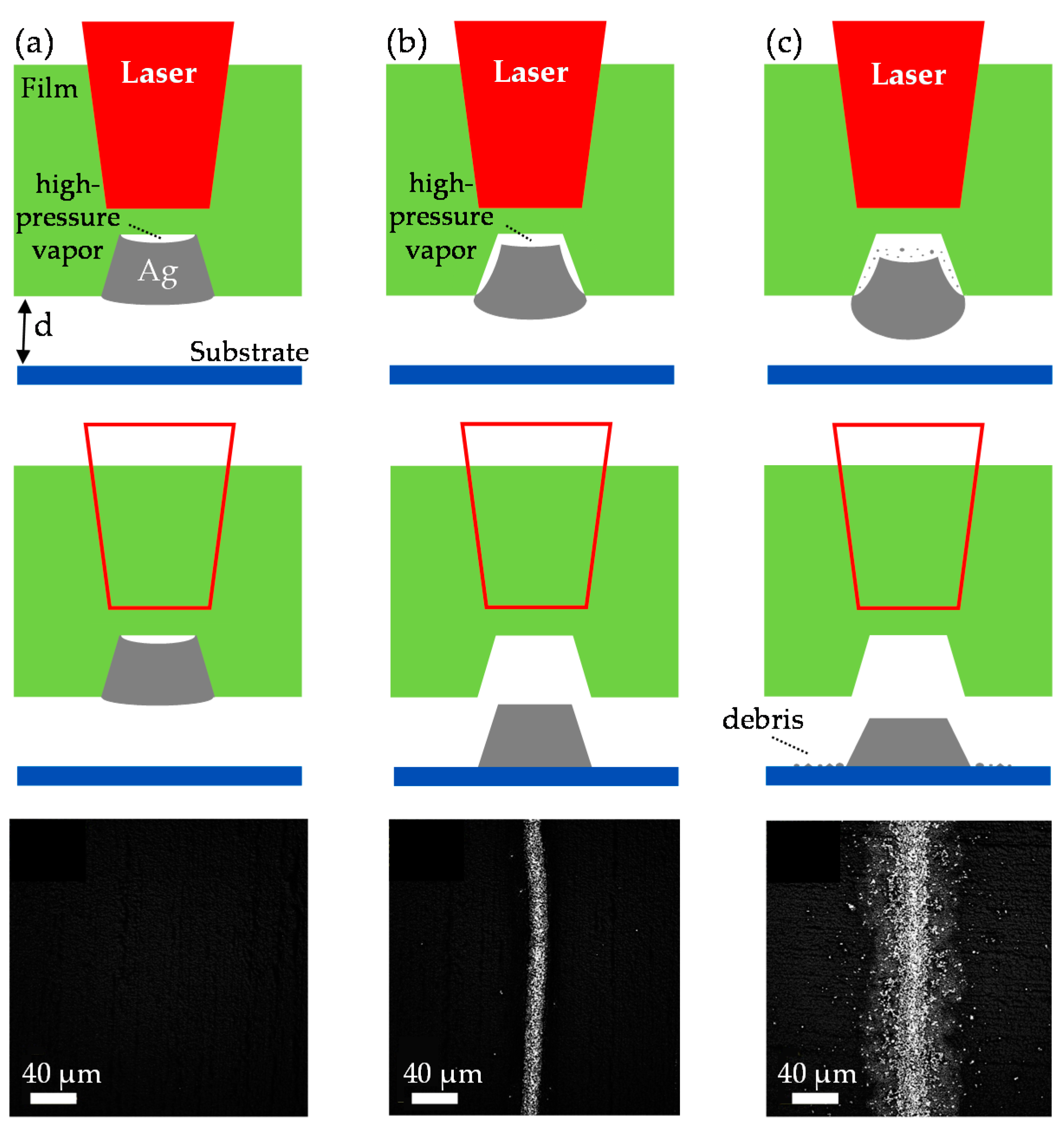
4.2. Influence of Organic Materials of Silver Paste on Laser Power Threshold
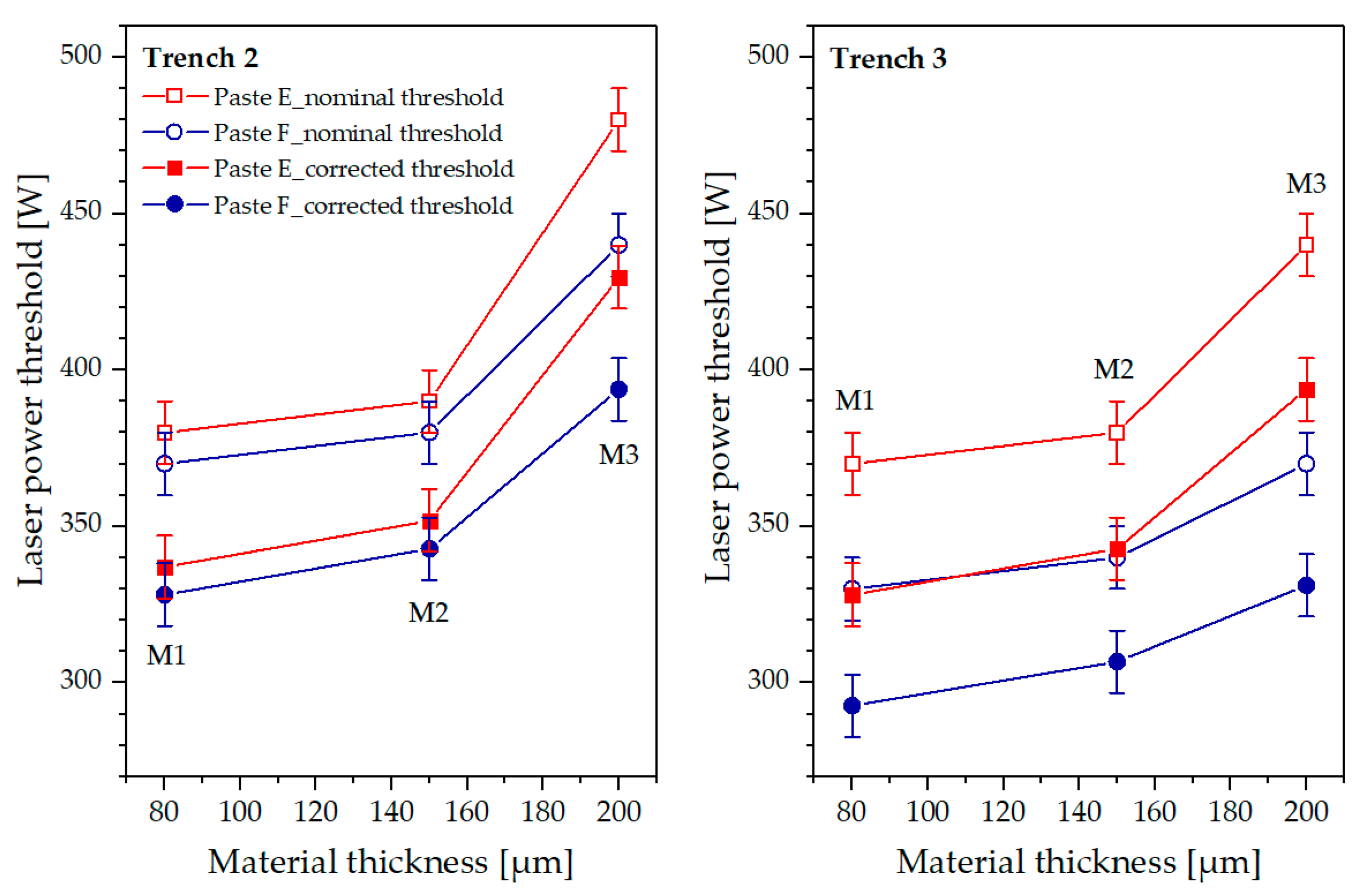
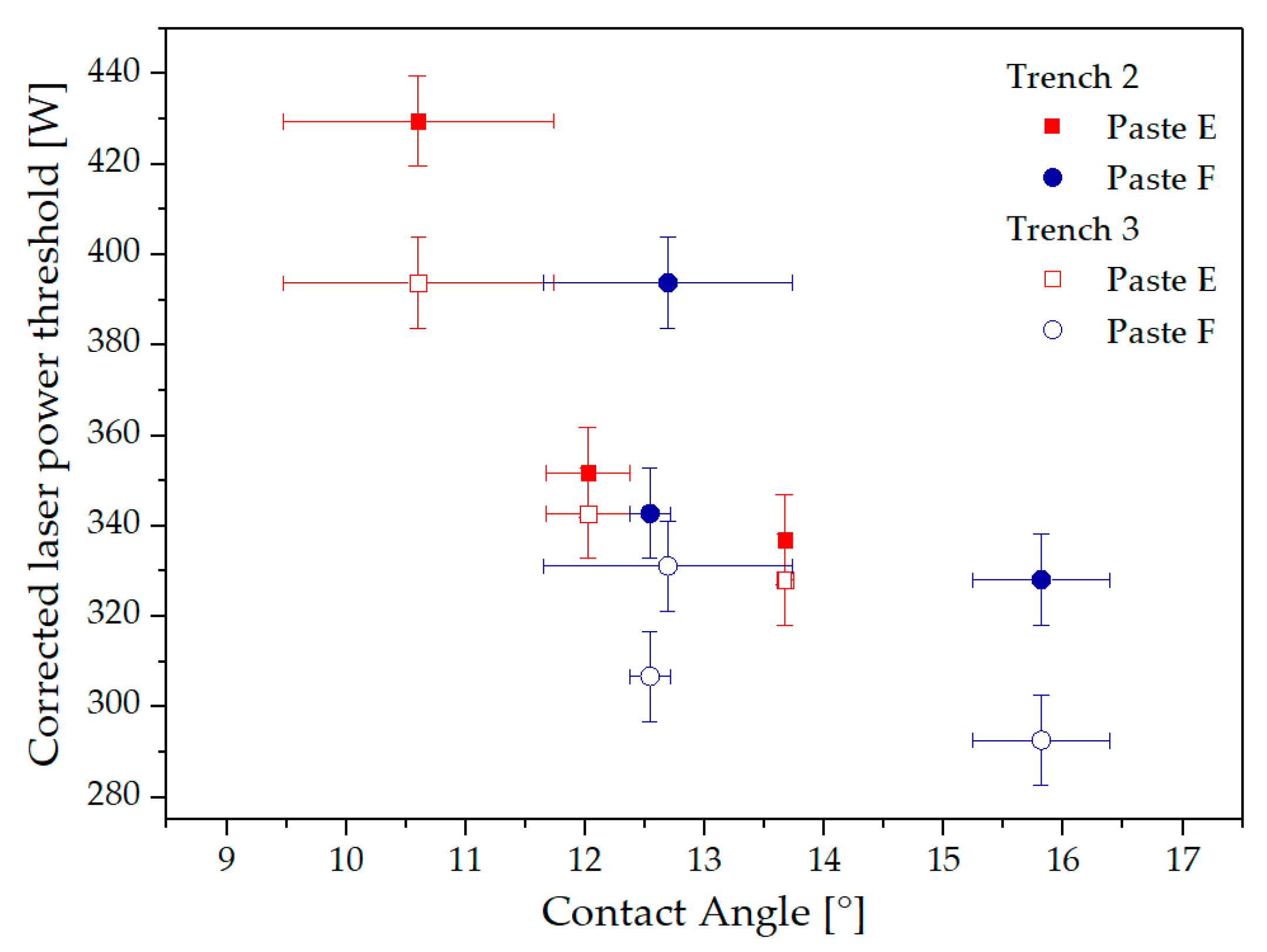
4.3. Influence of Transparent Film Material on Laser Power Threshold
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Appendix A


References
- Sharma, V.; Aziz, S.M.; Haque, M.H.; Kauschke, T. Effects of high solar photovoltaic penetration on distribution feeders and the economic impact. Renew. Sustain. Energy Rev. 2020, 131, 110021. [Google Scholar] [CrossRef]
- International Energy Agency. Renewables Information: Overview. IEA, Paris, France. 2020. Available online: https://www.iea.org/reports/renewables-information-overview (accessed on 6 October 2020).
- VDMA Photovoltaic Equipment. International Technology Roadmap for Photovoltaic (ITRPV)—2019 Results, 11th ed., 2020, Frankfurt, Germany. Available online: https://itrpv.vdma.org/download (accessed on 30 September 2020).
- Clement, F.; Linse, M.; Tepner, S.; Wengenmeyr, N.; Ney, L.; Krieg, K.; Lorenz, A.; Pospischil, M.; Bechmann, S.; Oehrle, K.; et al. “Project FINALE”—Screen and screen printing process development for ultra-fine-line contacts below 20 µm finger width. In Proceedings of the 36th European Photovoltaic Solar Energy Conference and Exhibition, Marseille, France, 9–13 September 2019; pp. 259–262. [Google Scholar] [CrossRef]
- Tepner, S.; Ney, L.; Linse, M.; Lorenz, A.; Pospischil, M.; Masuri, K.; Clement, F. Screen pattern simulation for an improved front-side Ag-electrode metallization of Si-solar cells. Prog. Photovolt. Res. Appl. 2020, 28, 1054–1062. [Google Scholar] [CrossRef]
- Lossen, J.; Matusovsky, M.; Noy, A.; Maier, C.; Bähr, M. Pattern transfer printing (PTPTM) for C-Si solar cell metallization. In Energy Procedia; Elsevier Ltd.: Amsterdam, The Netherlands, 2015; Volume 67, pp. 156–162. [Google Scholar] [CrossRef]
- Adrian, A.; Rudolph, D.; Lossen, J.; Matusovsky, M.; Chandrasekaran, V. Benefits of pattern transfer printing method for finger metallization on silicon solar cells. In Proceedings of the 35th European Photovoltaic Solar Energy Conference and Exhibition, Brussels, Belgium, 24–27 September 2018; pp. 434–438. [Google Scholar] [CrossRef]
- Adrian, A.; Rudolph, D.; Willenbacher, N.; Lossen, J. Finger metallization using pattern transfer printing technology for C-Si solar cell. IEEE J. Photovolt. 2020, 10, 1290–1298. [Google Scholar] [CrossRef]
- De Rose, R.; Malomo, A.; Magnone, P.; Crupi, F.; Cellere, G.; Martire, M.; Tonini, D.; Sangiorgi, E. A methodology to account for the finger interruptions in solar cell performance. Microelectron. Reliab. 2012, 52, 2500–2503. [Google Scholar] [CrossRef]
- Lossen, J.; Rudolf, D.; Adrian, A.; Koduvelikulathu, L. How many finger-interruptions should we tolerate? In Proceedings of the Metallization & Interconnection Workshop 2019, Konstanz, Germany, 13–14 May 2019. [Google Scholar]
- Dzuy, N.Q.; Boger, D.V. Yield stress measurement for concentrated suspensions. J. Rheol. 1983, 27, 321–349. [Google Scholar] [CrossRef]
- Yüce, C.; Willenbacher, N. Challenges in rheological characterization of highly concentrated suspensions—a case study for screen-printing silver pastes. J. Vis. Exp. 2017, 2017, e55377. [Google Scholar] [CrossRef] [Green Version]
- Schneider, C.A.; Rasband, W.S.; Eliceiri, K.W. NIH image to ImageJ: 25 years of image analysis. Nat. Methods. 2012, 9, 671–675. [Google Scholar] [CrossRef] [PubMed]
- Bass, M. Handbook of Optics, Volume II—Devices, Measurements, and Properties, 2nd ed.; McGraw-Hill, Inc.: New York, NY, USA, 1995; ISBN 0-07-047974-7. [Google Scholar]
- Lee, B.G.; Schaper, M.; Bakowskie, R.; Bus, D.; Won, R.; Muller, J.W.; Cieslak, J.; Schwabedissen, A.; Wissen, D.; Geisler, S.; et al. Development and mass production of bifacial Q.ANTUM p-Cz PERC cells. In Proceedings of the IEEE 46th Photovoltaic Specialists Conference (PVSC), Chicago, IL, USA, 16–21 June 2019; pp. 1460–1462. [Google Scholar] [CrossRef]
- MountainsMap Surface Texture Analysis Premium; Version. 5.1.0.5338; Digital Surf: Besançon, France, 2009.
- Zhou, Y.; Tong, H.; Liu, Y.; Yuan, S.; Yuan, X.; Liu, C.; Zhang, Y.; Chen, G.; Yang, Y. Rheological effect on screen-printed morphology of thick film silver paste metallization. J. Mater. Sci. Mater. Electron. 2017, 28, 5548–5553. [Google Scholar] [CrossRef]
- Xu, C.; Willenbacher, N. How rheological properties affect fine-line screen printing of pastes: A combined rheological and high-speed video imaging study. J. Coat. Technol. Res. 2018, 15, 1401–1412. [Google Scholar] [CrossRef]
- Hoornstra, J.; Weeber, A.W.; de Moor, H.; Wim, S. The importance of paste rheology in improving fine line, thick film screen printing of front side metallization. In Proceedings of the 14th European Photovoltaic Solar Energy Conference, Barcelona, Spain, 30 June–4 July 1997; pp. 823–826, ISBN 1-901675-01–09. [Google Scholar]
- Tepner, S.; Wengenmeyr, N.; Linse, M.; Lorenz, A.; Pospischil, M.; Clement, F. The link between ag-paste rheology and screen-printed solar cell metallization. Adv. Mater. Technol. 2020, 5, 2000654. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Paste | Solids [wt.%] | Organic Vehicle 1 [wt.%] | Viscosity [Pa·s] |
|---|---|---|---|
| A | 90.74 | 9.26 | 55.9 |
| B | 91.21 | 8.79 | 247 |
| C | 89.00 | 11.00 | 186 |
| D | 90.95 | 9.05 | 186 |
| E | 90.66 | 9.34 | 150 |
| F | 91.14 | 8.86 | 143 |
| Transparent Film | Film Thickness [µm] | Material |
|---|---|---|
| M1 | 80 | Polyethylene (PE) |
| M2 | 150 | Polyvinyl chloride (PVC) |
| M3 | 200 | Amorphous polyethylene terephthalate (APET) |
| Paste | Measured Yield Stress at 20 °C [Pa] |
|---|---|
| A | 204 ± 13 |
| B | 1025 ± 141 |
| C | 1130 ± 110 |
| D | 1623 ± 55 |
| Transparent Film | Film Thickness [µm] | Absorption [%] | Reflection [%] | Transmission [%] |
|---|---|---|---|---|
| M1 | 80 | 0.69 ± 0.03 | 10.63 ± 0.06 | 88.68 ± 0.07 |
| M2 | 150 | 0.43 ± 0.04 | 9.36 ± 0.03 | 90.21 ± 0.02 |
| M3 | 200 | 0.45 ± 0.02 | 10.01 ± 0.01 | 89.54 ± 0.03 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Adrian, A.; Rudolph, D.; Lossen, J.; Willenbacher, N. Investigation of Thick-Film-Paste Rheology and Film Material for Pattern Transfer Printing (PTP) Technology. Coatings 2021, 11, 108. https://doi.org/10.3390/coatings11010108
Adrian A, Rudolph D, Lossen J, Willenbacher N. Investigation of Thick-Film-Paste Rheology and Film Material for Pattern Transfer Printing (PTP) Technology. Coatings. 2021; 11(1):108. https://doi.org/10.3390/coatings11010108
Chicago/Turabian StyleAdrian, Adrian, Dominik Rudolph, Jan Lossen, and Norbert Willenbacher. 2021. "Investigation of Thick-Film-Paste Rheology and Film Material for Pattern Transfer Printing (PTP) Technology" Coatings 11, no. 1: 108. https://doi.org/10.3390/coatings11010108
APA StyleAdrian, A., Rudolph, D., Lossen, J., & Willenbacher, N. (2021). Investigation of Thick-Film-Paste Rheology and Film Material for Pattern Transfer Printing (PTP) Technology. Coatings, 11(1), 108. https://doi.org/10.3390/coatings11010108