Optimization of the Corrosion Resistance of Electroless Ni–W–P Coatings on Magnesium Alloys by the Response Surface Methodology

 ,
, 
Abstract
:1. Introduction
2. Experiment and Method
2.1. Materials
2.2. Electroless Plating Process
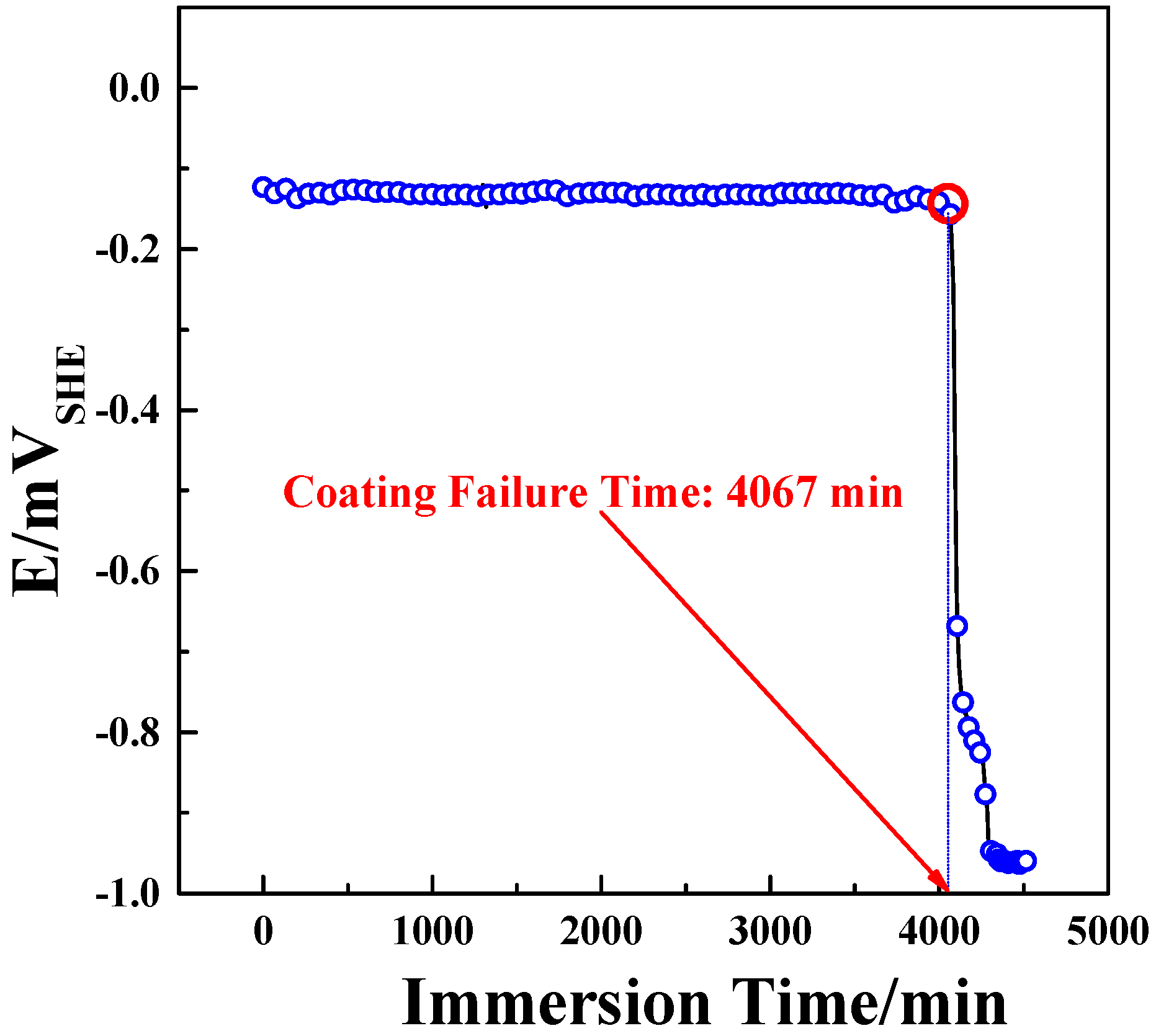
2.3. Corrosion Resistance Test
2.4. Experimental Design of RSM
3. Results
3.1. Test Results of the Electroless Plating Experiment and the Center Composite Test Design
3.2. Influences of the Studied Variables on the Corrosion Resistance of the Coating
3.3. Influences of the Electroless Plating Process on the Corrosion Resistance of the Coating
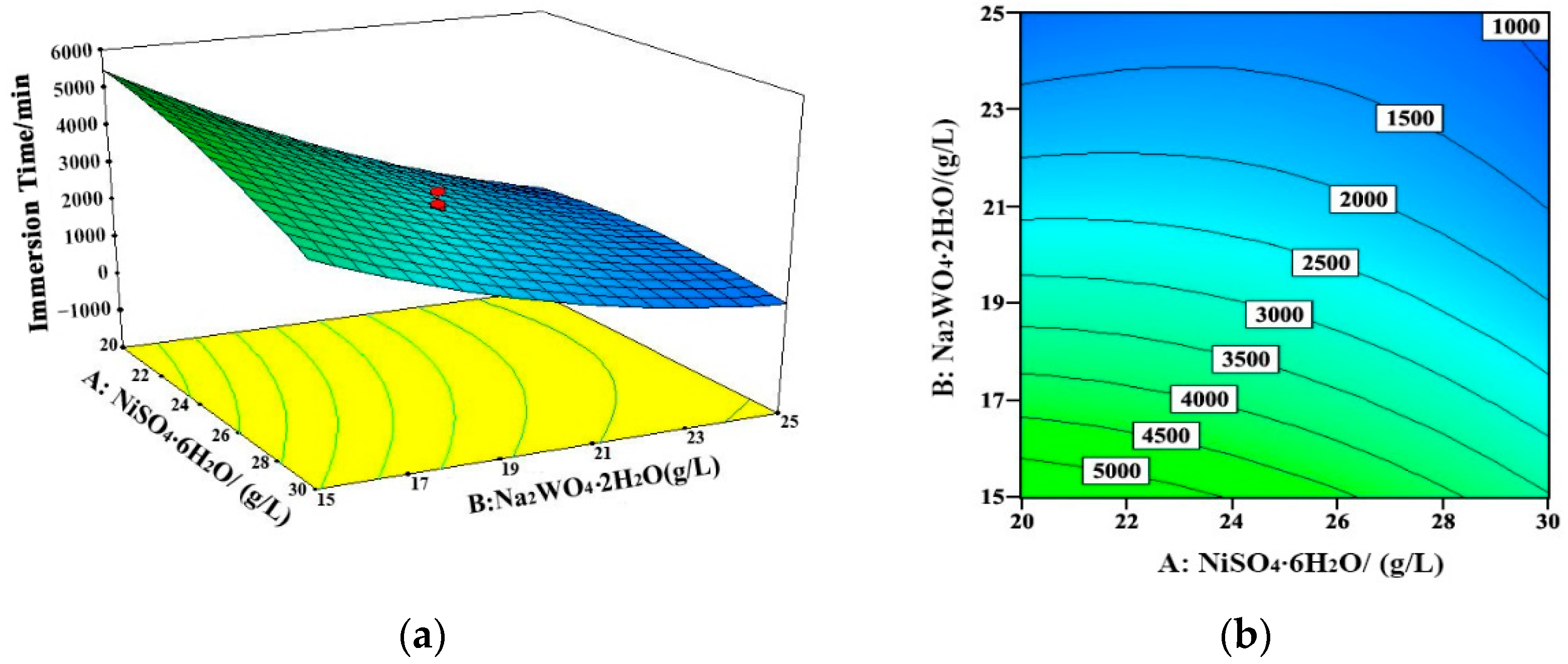
3.3.1. Effects of Different Salt Concentrations on the Corrosion Resistance of the Coating
3.3.2. Effects of the Reducing Agent on the Corrosion Resistance of the Coating
3.3.3. Effects of Temperature on the Corrosion Resistance of the Coating
3.3.4. Effects of the pH Value of the Plating Solution on the Corrosion Resistance of the Coating
3.4. Corrosion Resistance Optimization of the Coating by the Response Surface Method
4. Conclusions
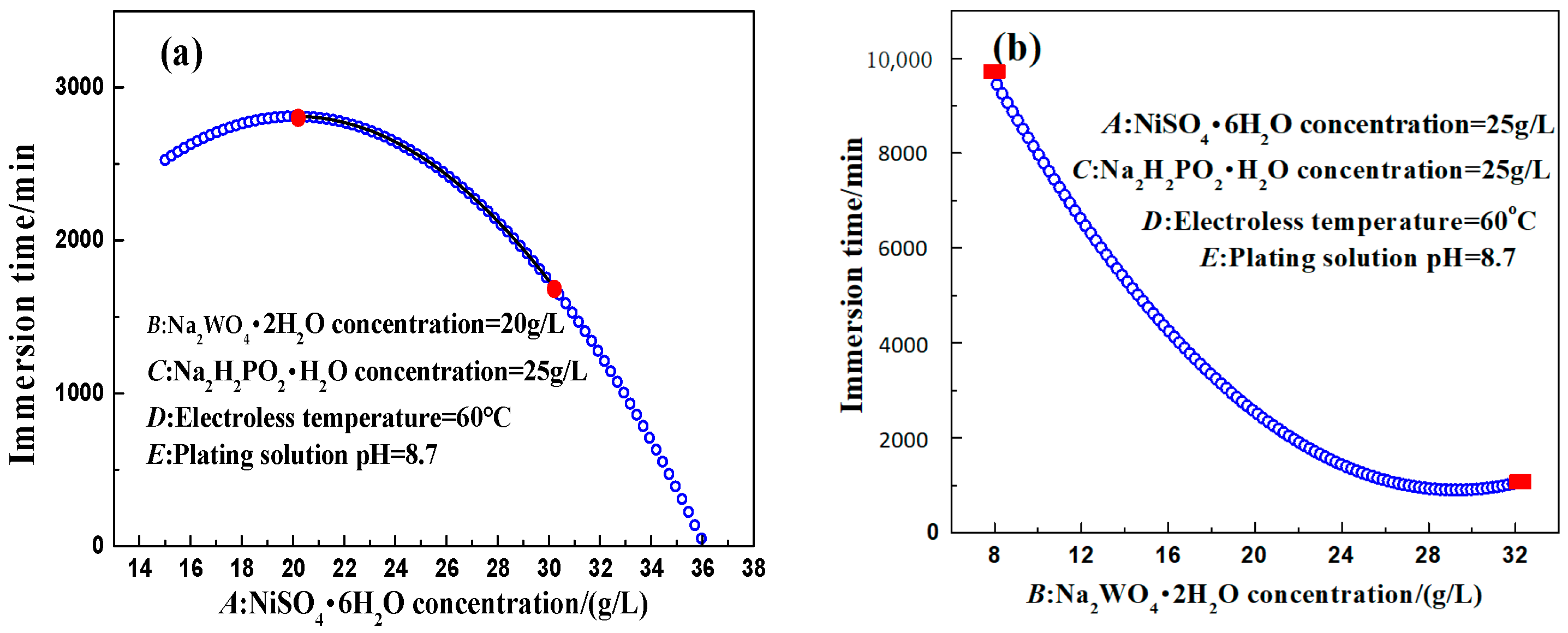
- The optimum process parameters for the present experiment were nickel sulfate concentration = 20 g/L, sodium tungstate concentration = 15 g/L, sodium hypophosphite concentration = 30 g/L, bath temperature = 65 °C, and bath pH = 9.3. Under these optimum parameters, the electroless-plated layer possessed a uniformly dense structure and manifested good corrosion resistance.
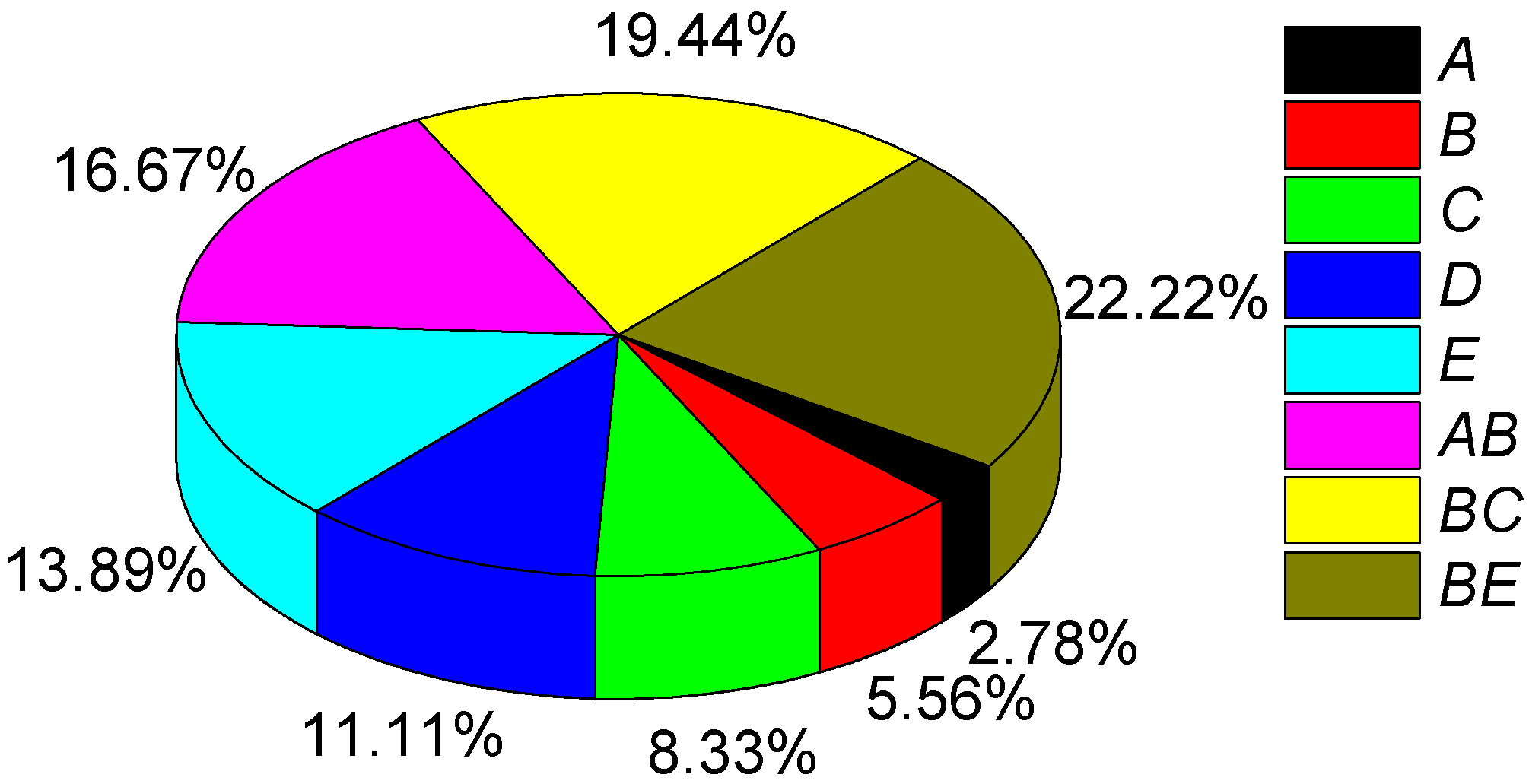
- The influencing degrees of the experimental variables on the corrosion resistance of the coating were in the order of sodium tungstate concentration > sodium phosphate concentration > pH value > nickel sulfate concentration > temperature.
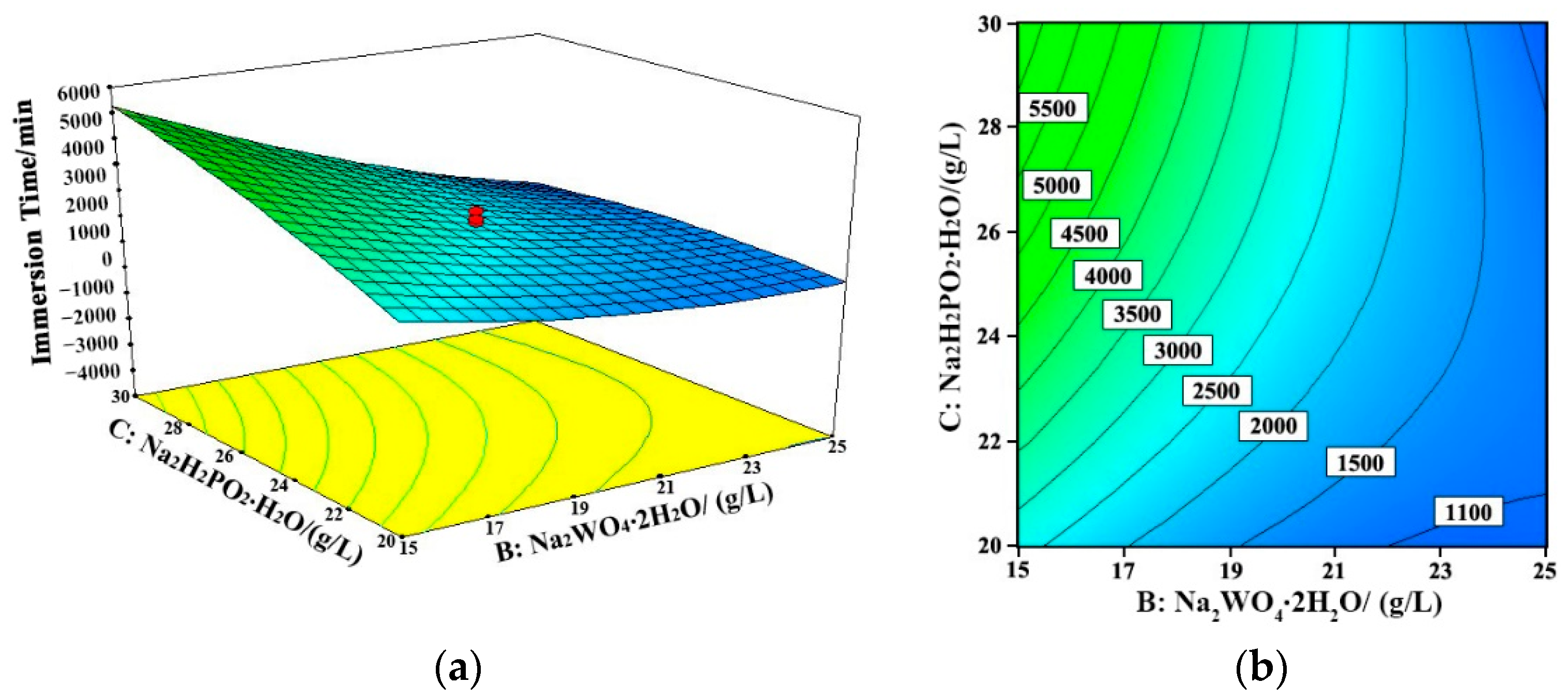
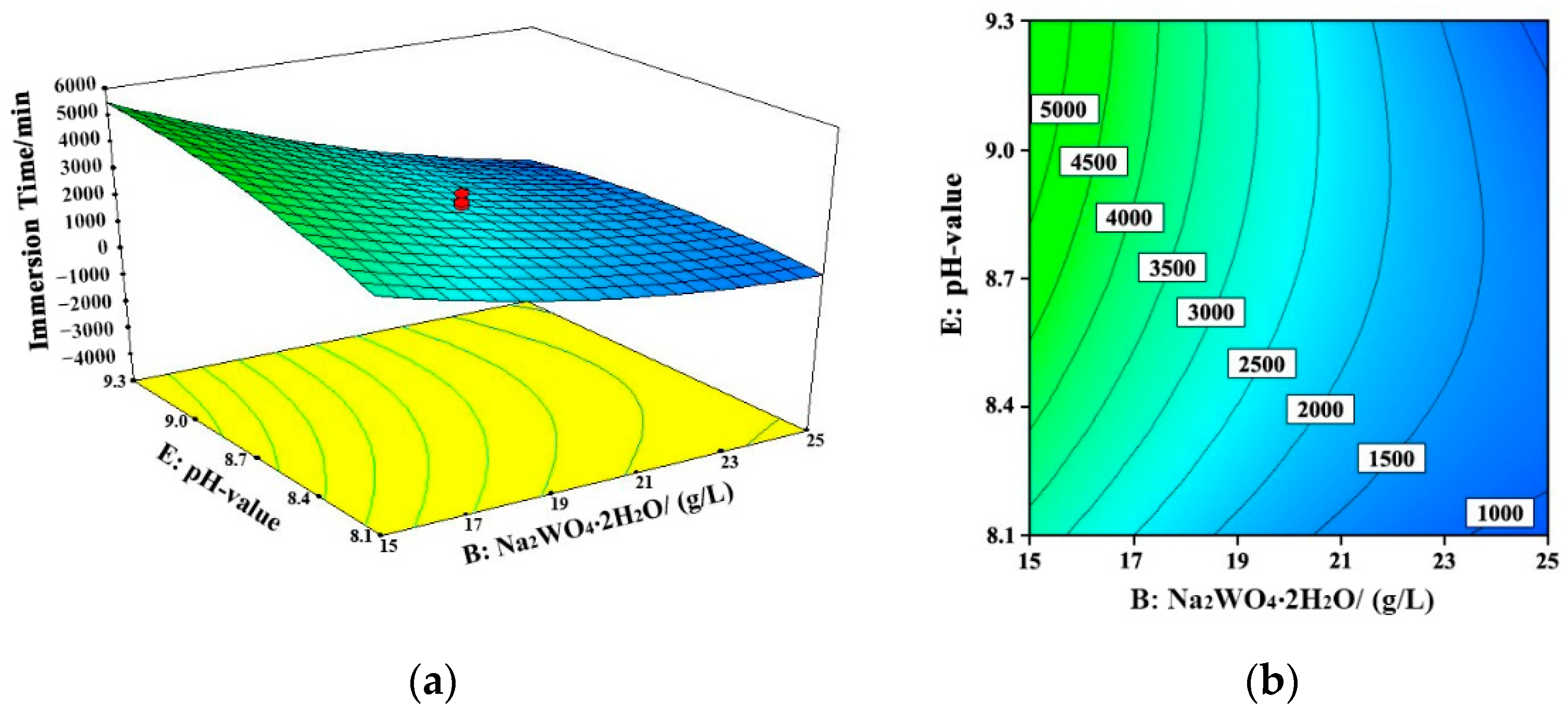
- The interactions among the variables had significant influences on the corrosion resistance of the coating. The concentration of sodium tungstate was the dominant factor during its interactions with nickel sulfate, sodium hypophosphite, and bath pH.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Ball, C.P.J. The history of magnesium. J. Inst. Met. 1960, 89, 81–94. [Google Scholar]
- Mordike, B.L.; Ebert, T. Magnesium: Properties—Applications—Potential. Mater. Sci. Eng. A 2001, 302, 37–45. [Google Scholar] [CrossRef]
- Nishikawa, Y.; Takara, A. Current status and manufacturing technologies of magnesium alloy parts in japanese home electronics. Mater. Sci. Forum 2003, 426, 569–574. [Google Scholar] [CrossRef]
- Musfirah, A.H.; Ghani, J.A. Magnesium and aluminum alloys in automotive industry. J. Appl. Sci. Res. 2012, 8, 4865–4875. [Google Scholar]
- Sezer, N.; Evis, Z.; Kayhan, S.M.; Tahmasebifar, A.; Koç, M. Review of magnesium-based biomaterials and their applications. J. Magnes. Alloys 2018, 6, 23–43. [Google Scholar] [CrossRef]
- Furuya, H.; Kogiso, N.; Matunaga, S.; Senda, K. Applications of magnesium alloys for aerospace structure systems. Mater. Sci. Forum 2000, 350, 341–348. [Google Scholar] [CrossRef]
- Atrens, A.; Shi, Z.; Mehreen, S.U.; Johnston, S.; Song, G.-L.; Chen, X.; Pan, F. Review of Mg alloy corrosion rates. J. Magnes. Alloys 2020, 8, 989–998. [Google Scholar] [CrossRef]
- Esmaily, M.; Malmberg, P.; Shahabi-Navid, M.; Svensson, J.E.; Johansson, L.G. A ToF-SIMS investigation of the corrosion behavior of Mg alloy AM50 in atmospheric environments. Appl. Surf. Sci. 2016, 360, 98–106. [Google Scholar] [CrossRef] [Green Version]
- Chunyan, Z.; Shangju, L.; Baoxing, Y.; Xiaopeng, L.; Xiao-Bo, C.; Tao, Z.; Fuhui, W. Ratio of total acidity to pH value of coating bath: A new strategy towards phosphate conversion coatings with optimized corrosion resistance for magnesium alloys. Corros. Sci. 2019, 150, 279–295. [Google Scholar] [CrossRef]
- Duan, G.; Yang, L.; Liao, S.; Zhang, C.; Lu, X.; Yang, Y.; Zhang, B.; Wei, Y.; Zhang, T.; Yu, B.; et al. Designing for the chemical conversion coating with high corrosion resistance and low electrical contact resistance on AZ91D magnesium alloy. Corros. Sci. 2018, 135, 197–206. [Google Scholar] [CrossRef]
- Muhaffel, F.; Cimenoglu, H. Development of corrosion and wear resistant micro-arc oxidation coating on a magnesium alloy. Surf. Coat. Technol. 2019, 357, 822–832. [Google Scholar] [CrossRef]
- Guo, S.; Pan, F.; Zhang, H.; Zhang, D.; Wang, J.; Miao, J.; Su, C.; Zhang, C. Fe-based amorphous coating for corrosion protection of magnesium alloy. Mater. Des. 2016, 108, 624–631. [Google Scholar] [CrossRef]
- Liu, F. Effect of pretreatment and annealing on aluminum coating prepared by physical vapor deposition on AZ91D magnesium alloys. Int. J. Electrochem. Sci. 2016, 11, 5655–5668. [Google Scholar] [CrossRef]
- Chang, L.; Zhou, Y.; Liu, W.; Duan, X.Y. Pulse plated Zn transition layer in electroplating Sn–Ni alloy coatings on magnesium alloys. Mater. Corros. 2014, 66, 434–441. [Google Scholar] [CrossRef]
- Sharma, A.K.; Suresh, M.; Bhojraj, H.; Narayanamurthy, H.; Sahu, R. Electroless nickel plating on magnesium alloy. Met. Finish. 1998, 96, 10–16. [Google Scholar] [CrossRef]
- Zhang, W.X.; Huang, N.; He, J.G.; Jiang, Z.H.; Jiang, Q.; Lian, J.S. Electroless deposition of Ni–W–P coating on AZ91D magnesium alloy. Appl. Surf. Sci. 2007, 253, 5116–5121. [Google Scholar] [CrossRef]
- Zhang, W.; He, C. Electroless Ni–W–P/Ni–B duplex coatings on AZ91D magnesium alloy. In Proceedings of the International Conference on Mechanic Automation and Control Engineering, Wuhan, China, 26–28 June 2010. [Google Scholar]
- Gray, J.; Luan, B. Protective coatings on magnesium and its alloys—A critical review. J. Alloys Compd. 2002, 336, 88–113. [Google Scholar] [CrossRef]
- Song, G.-L. Recent progress in corrosion and protection of magnesium alloys. Adv. Eng. Mater. 2005, 7, 563–586. [Google Scholar] [CrossRef]
- Deng, H.; Moller, P. Effects of pretreatment on the structure and properties of electroless nickel coatings. In Proceedings of the 79th AESF Annual Technical Conference, Atlanta, GA, USA, 22–25 June 1992. [Google Scholar]
- Ezhilselvi, V.; Balaraju, J.; Subramanian, S. Chromate and HF free pretreatment for MAO/electroless nickel coating on AZ31B magnesium alloy. Surf. Coat. Technol. 2017, 325, 270–276. [Google Scholar] [CrossRef]
- Cui, X.; Jin, G.; Li, Q.; Yang, Y.; Li, Y.; Wang, F. Electroless Ni–P plating with a phytic acid pretreatment on AZ91D magnesium alloy. Mater. Chem. Phys. 2010, 121, 308–313. [Google Scholar] [CrossRef]
- Rajabalizadeh, Z.; Seifzadeh, D. Strontium phosphate conversion coating as an economical and environmentally-friendly pretreatment for electroless plating on AM60B magnesium alloy. Surf. Coat. Technol. 2016, 304, 450–458. [Google Scholar] [CrossRef]
- Ambat, R.; Zhou, W. Electroless nickel-plating on AZ91D magnesium alloy: Effect of substrate microstructure and plating parameters. Surf. Coat. Technol. 2004, 179, 124–134. [Google Scholar] [CrossRef]
- Grum, J.; Slabe, J. The use of factorial design and response surface methodology for fast determination of optimal heat treatment conditions of different Ni–Co–Mo surfaced layers. J. Mater. Process. Technol. 2004, 155, 2026–2032. [Google Scholar] [CrossRef]
- Gunaraj, V.; Murugan, N. Application of response surface methodology for predicting weld bead quality in submerged arc welding of pipes. J. Mater. Process. Technol. 1999, 88, 266–275. [Google Scholar] [CrossRef]
- Hou, T.-H.; Su, C.-H.; Liu, W.-L. Parameters optimization of a nano-particle wet milling process using the Taguchi method, response surface method and genetic algorithm. Powder Technol. 2007, 173, 153–162. [Google Scholar] [CrossRef]
- Wang, J.; Wan, W. Experimental design methods for fermentative hydrogen production: A review. Int. J. Hydrogen Energy 2009, 34, 235–244. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloy Element | Al | Zn | Mn | Fe | Mg |
|---|---|---|---|---|---|
| wt.% | 9.1 | 0.64 | 0.17 | 0.01 | Bal |
| Experimental Variable | Monad | Symbol | Variable Level | |||||
|---|---|---|---|---|---|---|---|---|
| Actual Value | Coded Value | −2.378 | −1 | 0 | +1 | +2.378 | ||
| C(NiSO4) | g/L | A | X1 | 13.1 | 20 | 25 | 30 | 36.9 |
| C(Na2WO4) | g/L | B | X2 | 8.1 | 15 | 20 | 25 | 31.9 |
| C(NaH2PO2) | g/L | C | X3 | 13.1 | 20 | 25 | 30 | 36.9 |
| T | °C | D | X4 | 48.1 | 55 | 60 | 65 | 71.9 |
| pH | 1 | E | X5 | 7.3 | 8.1 | 8.7 | 9.3 | 10.1 |
| Group | Coded Values of the Variables | Actual Values of the Variables | Coating Failure Time (min) | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| X1 | X2 | X3 | X4 | X5 | A | B | C | D | E | ||
| 1 | −1 | −1 | −1 | −1 | −1 | 20 | 15 | 20 | 55 | 8.1 | 0 |
| 2 | −1 | −1 | −1 | −1 | 1 | 20 | 15 | 20 | 55 | 9.3 | 2750 |
| 3 | −1 | −1 | −1 | 1 | −1 | 20 | 15 | 20 | 65 | 8.1 | 2004 |
| 4 | −1 | −1 | −1 | 1 | 1 | 20 | 15 | 20 | 65 | 9.3 | 4990 |
| 5 | −1 | −1 | 1 | −1 | −1 | 20 | 15 | 30 | 55 | 8.1 | 3990 |
| 6 | −1 | −1 | 1 | −1 | 1 | 20 | 15 | 30 | 55 | 9.3 | 7420 |
| 7 | −1 | −1 | 1 | 1 | −1 | 20 | 15 | 30 | 65 | 8.1 | 5595 |
| 8 | −1 | −1 | 1 | 1 | 1 | 20 | 15 | 30 | 65 | 9.3 | 10,200 |
| 9 | −1 | 1 | −1 | −1 | −1 | 20 | 25 | 20 | 55 | 8.1 | 3 |
| 10 | −1 | 1 | −1 | −1 | 1 | 20 | 25 | 20 | 55 | 9.3 | 28 |
| 11 | −1 | 1 | −1 | 1 | −1 | 20 | 25 | 20 | 65 | 8.1 | 0 |
| 12 | −1 | 1 | −1 | 1 | 1 | 20 | 25 | 20 | 65 | 9.3 | 134 |
| 13 | −1 | 1 | 1 | −1 | −1 | 20 | 25 | 30 | 55 | 8.1 | 6 |
| 14 | −1 | 1 | 1 | −1 | 1 | 20 | 25 | 30 | 55 | 9.3 | 295 |
| 15 | −1 | 1 | 1 | 1 | −1 | 20 | 25 | 30 | 65 | 8.1 | 300 |
| 16 | −1 | 1 | 1 | 1 | 1 | 20 | 25 | 30 | 65 | 9.3 | 2560 |
| 17 | 1 | −1 | −1 | −1 | −1 | 30 | 15 | 20 | 55 | 8.1 | 120 |
| 18 | 1 | −1 | −1 | −1 | 1 | 30 | 15 | 20 | 55 | 9.3 | 506 |
| 19 | 1 | −1 | −1 | 1 | −1 | 30 | 15 | 20 | 65 | 8.1 | 550 |
| 20 | 1 | −1 | −1 | 1 | 1 | 30 | 15 | 20 | 65 | 9.3 | 848 |
| 21 | 1 | −1 | 1 | −1 | −1 | 30 | 15 | 30 | 55 | 8.1 | 3149 |
| 22 | 1 | −1 | 1 | −1 | 1 | 30 | 15 | 30 | 55 | 9.3 | 5901 |
| 23 | 1 | −1 | 1 | 1 | −1 | 30 | 15 | 30 | 65 | 8.1 | 2574 |
| 24 | 1 | −1 | 1 | 1 | 1 | 30 | 15 | 30 | 65 | 9.3 | 6140 |
| 25 | 1 | 1 | −1 | −1 | −1 | 30 | 25 | 20 | 55 | 8.1 | 0 |
| 26 | 1 | 1 | −1 | −1 | 1 | 30 | 25 | 20 | 55 | 9.3 | 0 |
| 27 | 1 | 1 | −1 | 1 | −1 | 30 | 25 | 20 | 65 | 8.1 | 0 |
| 28 | 1 | 1 | −1 | 1 | 1 | 30 | 25 | 20 | 65 | 9.3 | 0.1 |
| 29 | 1 | 1 | 1 | −1 | −1 | 30 | 25 | 30 | 55 | 8.1 | 0 |
| 30 | 1 | 1 | 1 | −1 | 1 | 30 | 25 | 30 | 55 | 9.3 | 20 |
| 31 | 1 | 1 | 1 | 1 | −1 | 30 | 25 | 30 | 65 | 8.1 | 1 |
| 32 | 1 | 1 | 1 | 1 | 1 | 30 | 25 | 30 | 65 | 9.3 | 120 |
| 33 | 2 | 0 | 0 | 0 | 0 | 36.9 | 20 | 25 | 60 | 8.7 | 30 |
| 34 | −2 | 0 | 0 | 0 | 0 | 13.1 | 20 | 25 | 60 | 8.7 | 1275 |
| 35 | 0 | 2 | 0 | 0 | 0 | 25 | 31.9 | 25 | 60 | 8.7 | 0 |
| 36 | 0 | −2 | 0 | 0 | 0 | 25 | 8.1 | 25 | 60 | 8.7 | 9800 |
| 37 | 0 | 0 | 2 | 0 | 0 | 25 | 20 | 36.9 | 60 | 8.7 | 1080 |
| 38 | 0 | 0 | −2 | 0 | 0 | 25 | 20 | 13.1 | 60 | 8.7 | 0 |
| 39 | 0 | 0 | 0 | 2 | 0 | 25 | 20 | 25 | 48.1 | 8.7 | 0 |
| 40 | 0 | 0 | 0 | −2 | 0 | 25 | 20 | 25 | 71.9 | 8.7 | 964 |
| 41 | 0 | 0 | 0 | 0 | 2 | 25 | 20 | 25 | 60 | 10.1 | 0 |
| 42 | 0 | 0 | 0 | 0 | −2 | 25 | 20 | 25 | 60 | 7.3 | 0 |
| 43 | 0 | 0 | 0 | 0 | 0 | 25 | 20 | 25 | 60 | 8.7 | 3000 |
| 44 | 0 | 0 | 0 | 0 | 0 | 25 | 20 | 25 | 60 | 8.7 | 3000 |
| 45 | 0 | 0 | 0 | 0 | 0 | 25 | 20 | 25 | 60 | 8.7 | 3000 |
| 46 | 0 | 0 | 0 | 0 | 0 | 25 | 20 | 25 | 60 | 8.7 | 3000 |
| 47 | 0 | 0 | 0 | 0 | 0 | 25 | 20 | 25 | 60 | 8.7 | 3000 |
| 48 | 0 | 0 | 0 | 0 | 0 | 25 | 20 | 25 | 60 | 8.7 | 3000 |
| 49 | 0 | 0 | 0 | 0 | 0 | 25 | 20 | 25 | 60 | 8.7 | 3000 |
| 50 | 0 | 0 | 0 | 0 | 0 | 25 | 20 | 25 | 60 | 8.7 | 3000 |
| C(NiSO4) | C(Na2WO4) | C(NaH2PO2) | T | pH | Predicted Failure Time |
|---|---|---|---|---|---|
| 20 g/L | 15 g/L | 30 g/L | 65 °C | 9.3 | 9268.5 min |
| Coefficients of the Model | Estimated Values of the Coefficients | Degrees of Freedom | Sum of Squares | F Value | p-Value (Prob > F) |
|---|---|---|---|---|---|
| β0 | 3048.46 | – | – | – | – |
| X1 | −538.10 | 1 | 1.254 × 107 | 17.6 | 0.0002 |
| X2 | −1767.99 | 1 | 1.354 × 108 | 190.03 | <0.0001 |
| X3 | 898.25 | 1 | 3.495 × 107 | 49.05 | <0.0001 |
| X4 | 326.01 | 1 | 4.604 × 106 | 6.46 | 0.0166 |
| X5 | 545.33 | 1 | 1.288 × 107 | 18.08 | 0.0002 |
| X12 | −371.38 | 1 | 7.664 × 106 | 10.76 | 0.0027 |
| X22 | 379.48 | 1 | 8.002 × 106 | 11.23 | 0.0022 |
| X32 | −391.27 | 1 | 8.507 × 106 | 11.94 | 0.0017 |
| X42 | −401.52 | 1 | 8.959 × 106 | 12.57 | 0.0014 |
| X52 | −486.73 | 1 | 1.316 × 107 | 18.48 | 0.0002 |
| X1X2 | 436.75 | 1 | 6.104 × 106 | 8.57 | 0.0066 |
| X1X3 | −143.00 | 1 | 6.544 × 105 | 0.92 | 0.3458 |
| X1X4 | −366.06 | 1 | 3.614 × 106 | 5.07 | 0.0321 |
| X1X5 | −291.81 | 1 | 2.725 × 106 | 3.82 | 0.0602 |
| X2X3 | −939.50 | 1 | 2.825 × 107 | 39.64 | <0.0001 |
| X2X4 | −196.93 | 1 | 1.241 × 106 | 1.74 | 0.1972 |
| X2X5 | −560.18 | 1 | 1.004 × 107 | 14.09 | 0.0008 |
| X3X4 | 49.68 | 1 | 7.899 × 104 | 0.11 | 0.7416 |
| X3X5 | 326.93 | 1 | 3.420 × 106 | 4.80 | 0.0366 |
| X4X5 | 134.88 | 1 | 5.821 × 105 | 0.82 | 0.3735 |
| Source | Sum of Squares | DF | Mean Square | F Value | Prob > F |
|---|---|---|---|---|---|
| Model | 2.892 × 108 | 13 | 2.224 × 107 | 24.28 | <0.0001 |
| Residual | 3.298 × 107 | 36 | 9.161 × 105 | – | – |
| Lack of Fit | 3.298 × 107 | 29 | 1.137 × 106 | – | – |
| Pure error | 0 | 7 | 0 | – | – |
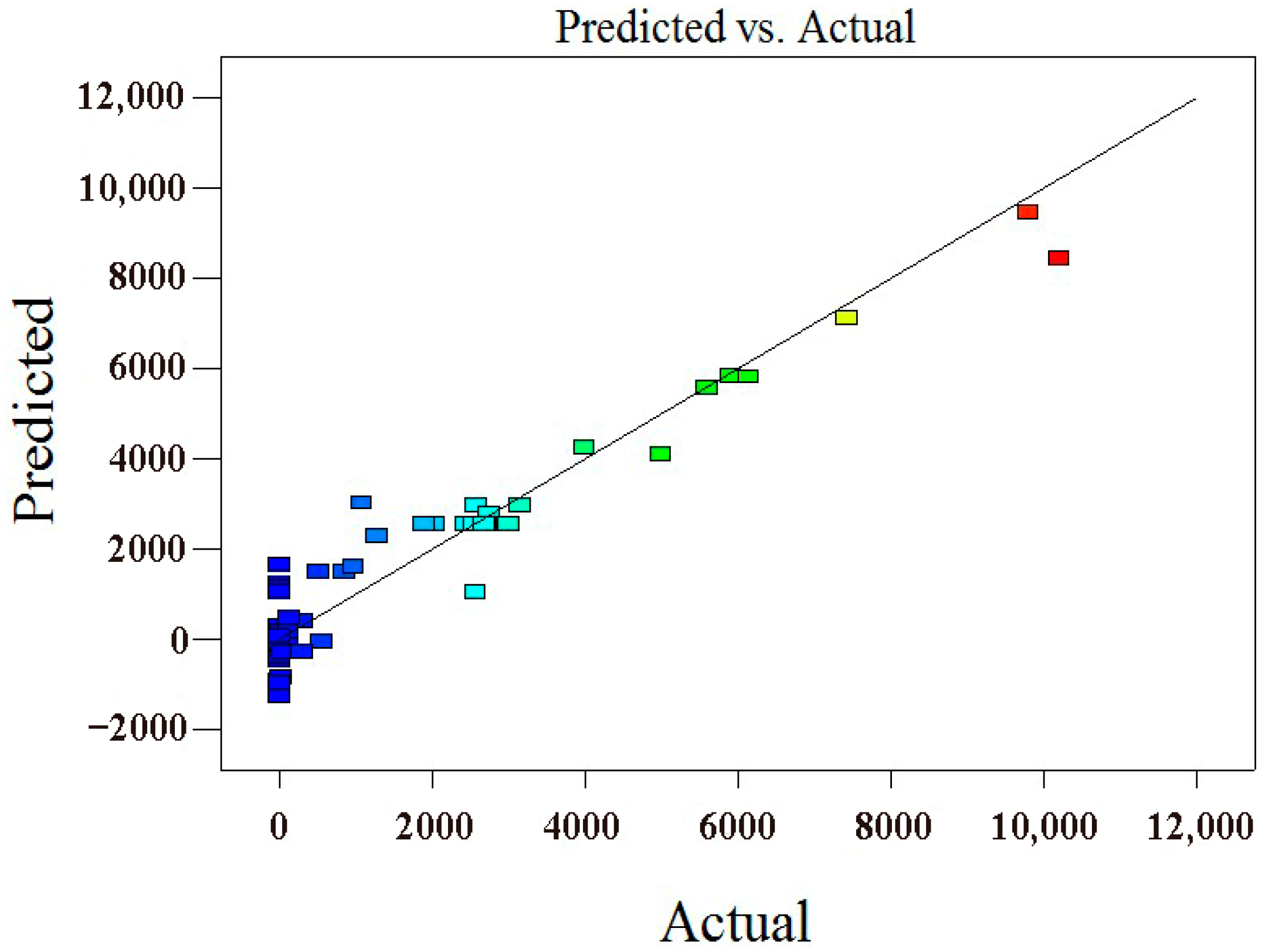
| R2 = 89.76%, R2adj = 86.07%, R2pred = 70.43% | |||||
| Adeq precision = 21.130 | |||||
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, B.; Zhang, Q.; Li, Y.; Yang, Y.; Zhang, T.; Wang, Y.; Shao, Y.; Sun, H.; Wang, Z.; Wang, F. Optimization of the Corrosion Resistance of Electroless Ni–W–P Coatings on Magnesium Alloys by the Response Surface Methodology. Coatings 2021, 11, 18. https://doi.org/10.3390/coatings11010018
Liu B, Zhang Q, Li Y, Yang Y, Zhang T, Wang Y, Shao Y, Sun H, Wang Z, Wang F. Optimization of the Corrosion Resistance of Electroless Ni–W–P Coatings on Magnesium Alloys by the Response Surface Methodology. Coatings. 2021; 11(1):18. https://doi.org/10.3390/coatings11010018
Chicago/Turabian StyleLiu, Bin, Qing Zhang, Yang Li, Yuebo Yang, Tao Zhang, Yanqiu Wang, Yawei Shao, Haiou Sun, Zhongyi Wang, and Fuhui Wang. 2021. "Optimization of the Corrosion Resistance of Electroless Ni–W–P Coatings on Magnesium Alloys by the Response Surface Methodology" Coatings 11, no. 1: 18. https://doi.org/10.3390/coatings11010018