Characterization of Carboxymethyl Cellulose Films Incorporated with Chinese Fir Essential Oil and Their Application to Quality Improvement of Shine Muscat Grape


Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Chinese Fir Essential Oil Extraction
2.3. Preparation of Films
2.4. Gas Chromatography–Mass Spectrometry Analysis Conditions
2.5. Physical Properties of Prepared Films
2.6. Color Properties of Prepared Films
2.7. Characterization of Prepared Films
2.8. Mechanical Properties of Prepared Films
2.9. Antimicrobial Effects of CFEO and Films
2.10. Characterization of Shine Muscat Grape
2.11. Statistical Analysis
3. Results and Discussion
3.1. Chemical Composition of CFEO
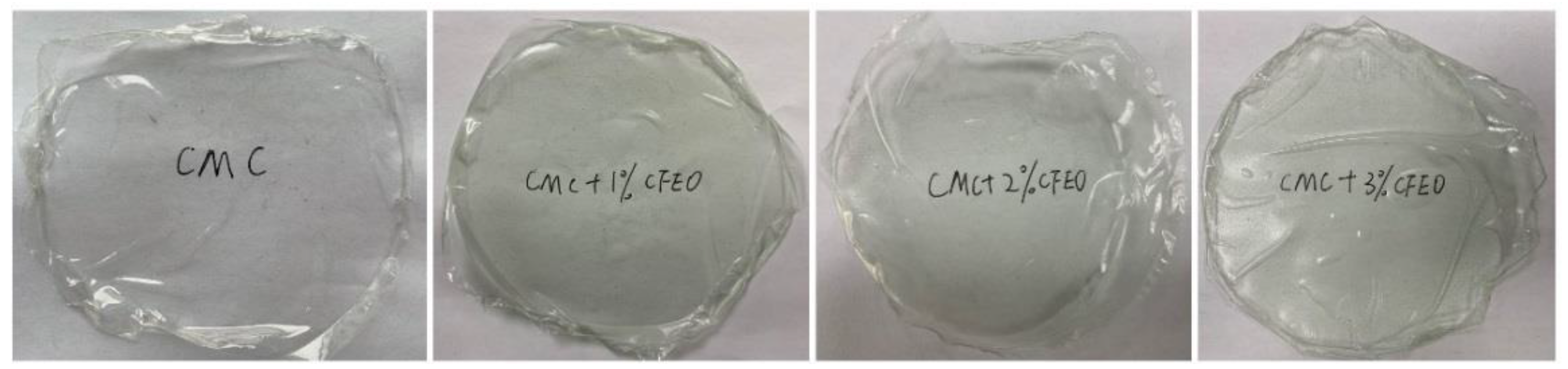
3.2. Physical Properties
3.3. Color Values Analysis
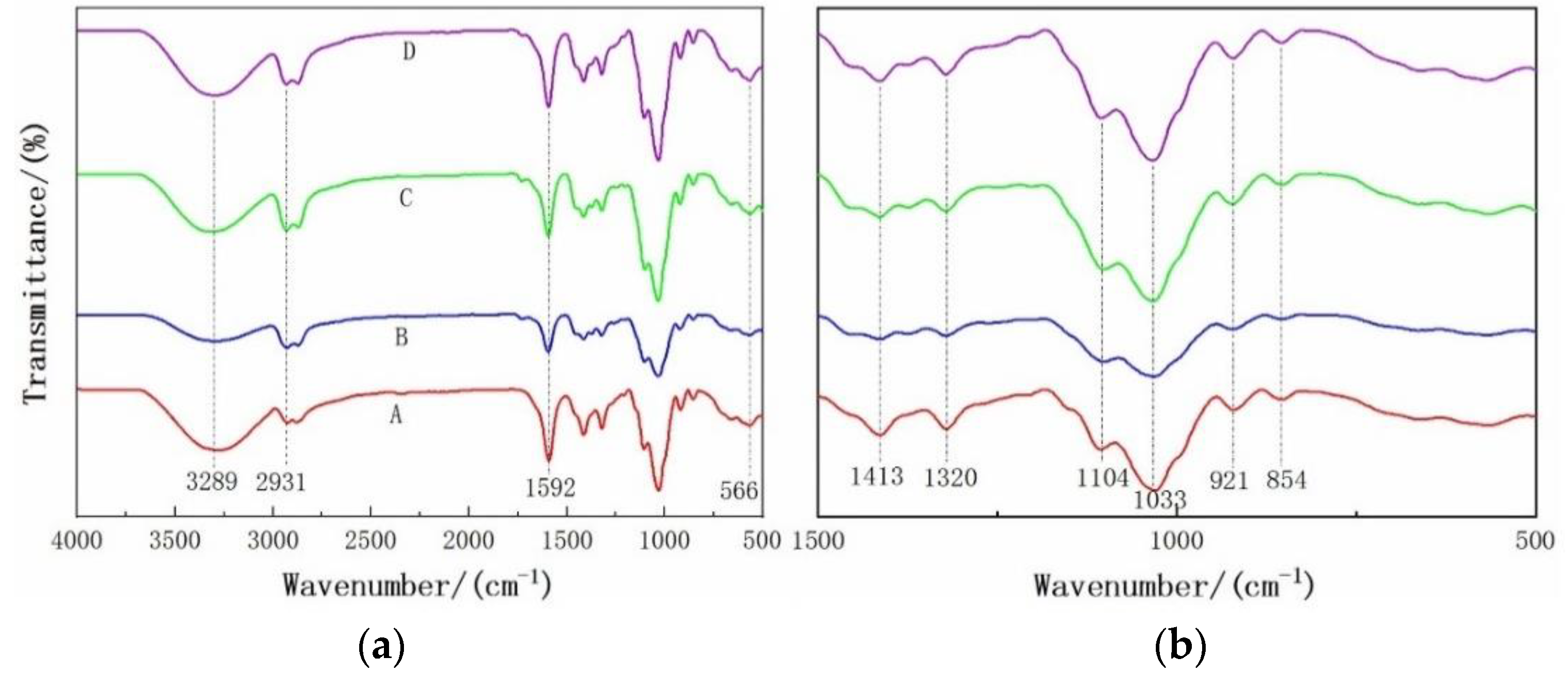
3.4. FTIR Analysis
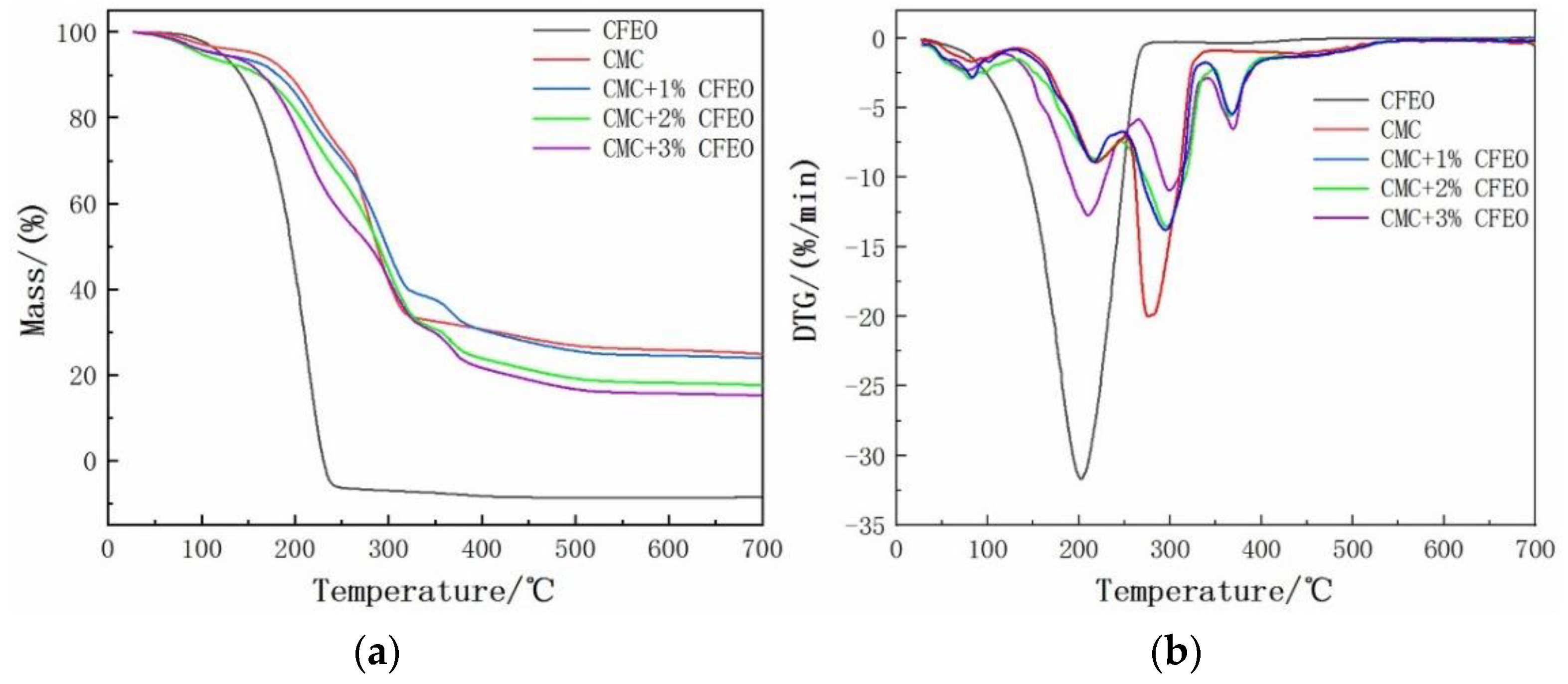
3.5. Thermal Stability Analysis
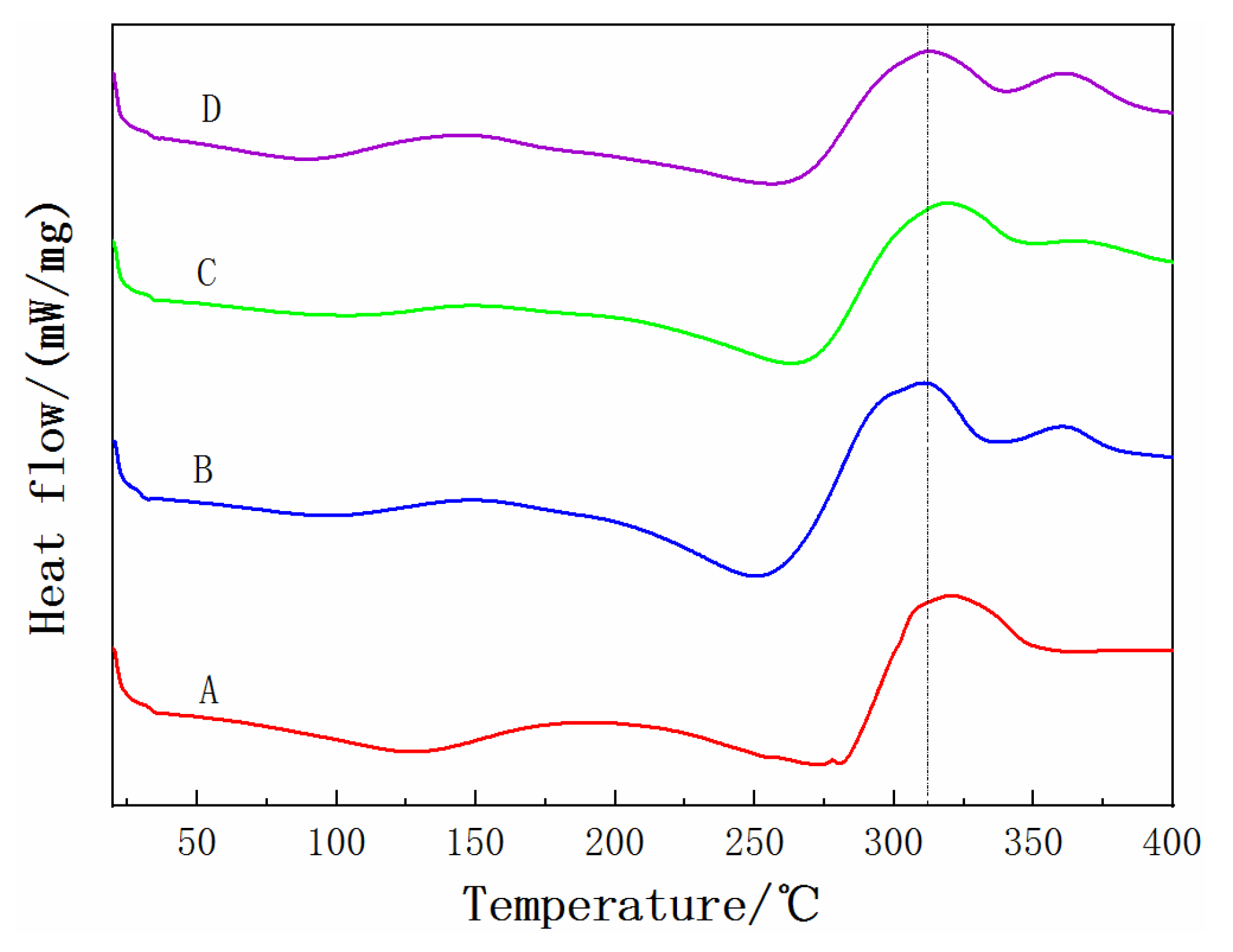
3.6. DSC Analysis
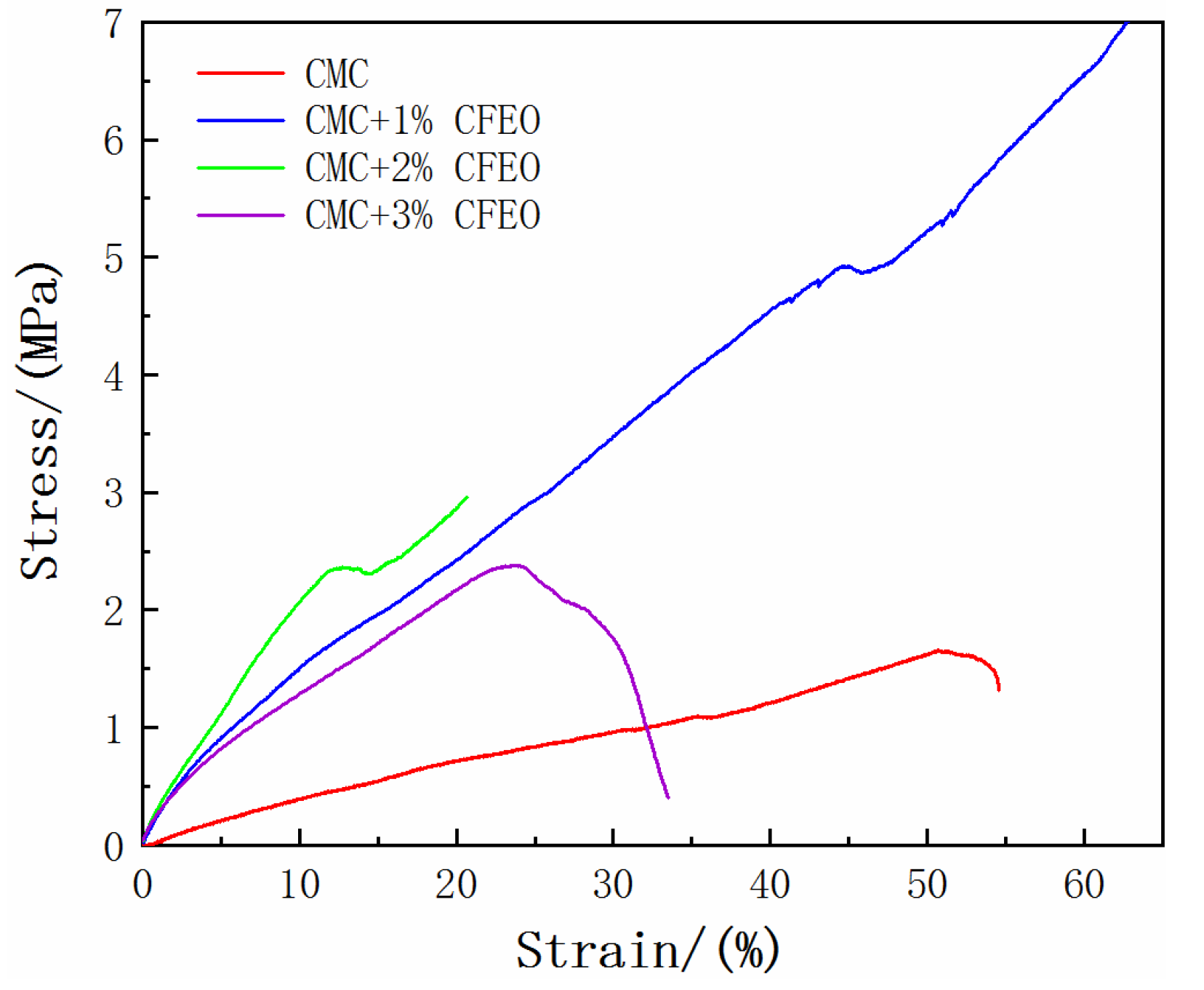
3.7. Mechanical Properties
3.8. Microstructure Analysis
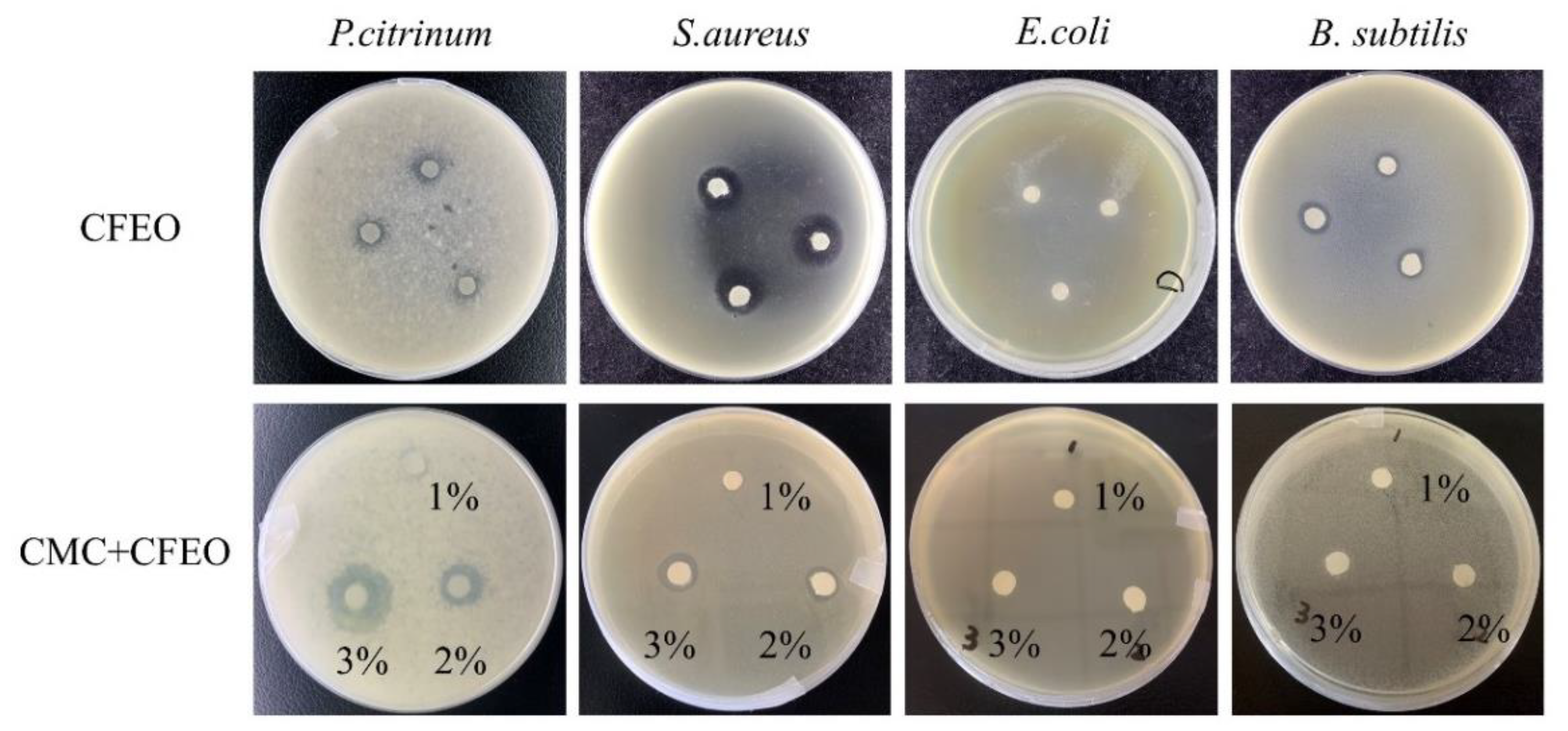
3.9. Antimicrobial Activity Analysis
3.10. Weight Loss
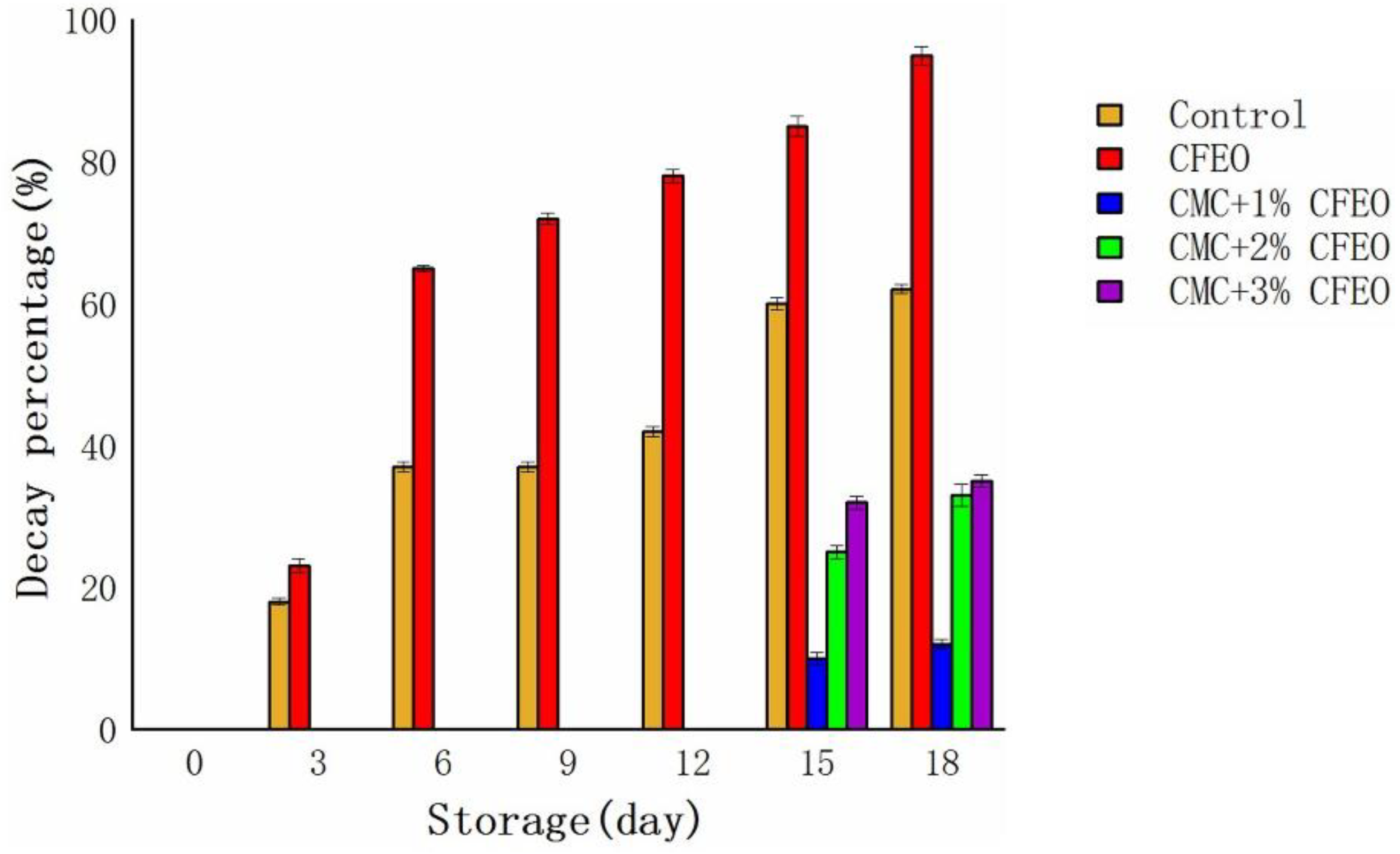
3.11. Decay Percentage
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Cha, D.S.; Chinnan, M.S. Biopolymer-based antimicrobial packaging: A review. Crit. Rev. Food. Sci. 2004, 44, 223–237. [Google Scholar] [CrossRef] [PubMed]
- Suppakul, P.; Miltz, J.; Sonneveld, K.; Bigger, S.W. Active packaging technologies with an emphasis on antimicrobial packaging and its applications. J. Food Sci. 2003, 68, 408–420. [Google Scholar] [CrossRef] [Green Version]
- Azarifar, M.; Ghanbarzadeh, B.; Khiabani, M.S.; Basti, A.A.; Abdulkhani, A. The effects of gelatin-CMC films incorporated with chitin nanofiber and Trachyspennum ammi essential oil on the shelf life characteristics of refrigerated raw beef. Int. J. Food Microbiol. 2020, 318. [Google Scholar] [CrossRef] [PubMed]
- Su, J.-F.; Huang, Z.; Yuan, X.-Y.; Wang, X.-Y.; Li, M. Structure and properties of carboxymethyl cellulose/soy protein isolate blend edible films crosslinked by Maillard reactions. Carbohyd. Polym. 2010, 79, 145–153. [Google Scholar] [CrossRef]
- Ma, X.; Chang, P.R.; Yu, J. Properties of biodegradable thermoplastic pea starch/carboxymethyl cellulose and pea starch/microcrystalline cellulose composites. Carbohyd. Polym. 2008, 72, 369–375. [Google Scholar] [CrossRef]
- Salama, H.E.; Aziz, M.S.A.; Sabaa, M.W. Development of antibacterial carboxymethyl cellulose/chitosan biguanidine hydrochloride edible films activated with frankincense essential oil. Int. J. Biol. Macromol. 2019, 139, 1162–1167. [Google Scholar] [CrossRef]
- Ghanbarzadeh, B.; Almasi, H. Physical properties of edible emulsified films based on carboxymethyl cellulose and oleic acid. Int. J. Biol. Macromol. 2011, 48, 44–49. [Google Scholar] [CrossRef]
- Ghanbarzadeh, B.; Almasi, H.; Entezami, A.A. Improving the barrier and mechanical properties of corn starch-based edible films: Effect of citric acid and carboxymethyl cellulose. Ind. Crop. Prod. 2011, 33, 229–235. [Google Scholar] [CrossRef]
- Ghanbarzadeh, B.; Almasi, H.; Entezami, A.A. Physical properties of edible modified starch/carboxymethyl cellulose films. Innov. Food Sci. Emerg. 2010, 11, 697–702. [Google Scholar] [CrossRef]
- Holley, R.A.; Patel, D. Improvement in shelf-life and safety of perishable foods by plant essential oils and smoke antimicrobials. Food Microbiol. 2005, 22, 273–292. [Google Scholar] [CrossRef]
- Matsumoto, H.; Ikoma, Y. Effect of postharvest temperature on the muscat flavor and aroma volatile content in the berries of ‘Shine Muscat’ (Vitis labruscana Baily × V. vinifera L.). Postharvest Biol. Tec. 2016, 112, 256–265. [Google Scholar] [CrossRef]
- Lim, Y.-S.; Hassan, O.; Chang, T. First report of anthracnose of shine muscat caused by colletotrichum fructicola in Korea. Mycobiology 2020, 48, 75–79. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Nakajima, I.; Endo, M.; Haji, T.; Moriguchi, T.; Yamamoto, T. Embryogenic callus induction and Agrobacterium-mediated genetic transformation of ‘Shine Muscat’ grape. Plant Biotechnol.-NAR 2020, 37, 185–194. [Google Scholar] [CrossRef] [PubMed]
- Suehiro, Y.; Mochida, K.; Itamura, H.; Esumi, T. Skin browning and expression of PPO, STS, and CHS genes in the grape berries of ‘Shine Muscat’. J. Jpn. Soc. Hortic. Sci. 2014, 83, 122–132. [Google Scholar] [CrossRef]
- Dong, F.; Wang, X. Effects of carboxymethyl cellulose incorporated with garlic essential oil composite coatings for improving quality of strawberries. Int. J. Biol. Macromol. 2017, 104, 821–826. [Google Scholar] [CrossRef]
- Servili, A.; Feliziani, E.; Romanazzi, G. Exposure to volatiles of essential oils alone or under hypobaric treatment to control postharvest gray mold of table grapes. Postharvest Biol. Tec. 2017, 133, 36–40. [Google Scholar] [CrossRef]
- Abdollahi, A.; Hassani, A.; Ghosta, Y.; Bernousi, I.; Meshkatalsadat, M.H.; Shabani, R.; Ziaee, S.M. Evaluation of essential oils for maintaining postharvest quality of Thompson seedless table grape. Nat. Prod. Res. 2012, 26, 77–83. [Google Scholar] [CrossRef]
- De Simone, N.; Pace, B.; Grieco, F.; Chimienti, M.; Tyibilika, V.; Santoro, V.; Capozzi, V.; Colelli, G.; Spano, G.; Russo, P. Botrytis cinerea and table grapes: A review of the main physical, chemical, and bio-based control treatments in post-harvest. Foods 2020, 9, 1138. [Google Scholar] [CrossRef]
- Kumar, S.; Boro, J.C.; Ray, D.; Mukherjee, A.; Dutta, J. Bionanocomposite films of agar incorporated with ZnO nanoparticles as an active packaging material for shelf life extension of green grape. Heliyon 2019, 5, e01867. [Google Scholar] [CrossRef] [Green Version]
- Motelica, L.; Ficai, D.; Ficai, A.; Trusca, R.-D.; Ilie, C.-I.; Oprea, O.-C.; Andronescu, E. Innovative antimicrobial chitosan/ZnO/Ag NPs/citronella essential oil nanocomposite-potential coating for grapes. Foods (Basel Switz.) 2020, 9, 1801. [Google Scholar] [CrossRef]
- Aloui, H.; Khwaldia, K.; Sanchez-Gonzalez, L.; Muneret, L.; Jeandel, C.; Hamdi, M.; Desobry, S. Alginate coatings containing grapefruit essential oil or grapefruit seed extract for grapes preservation. Int. J. Food. Sci. Tech. 2014, 49, 952–959. [Google Scholar] [CrossRef]
- Bakkali, F.; Averbeck, S.; Averbeck, D.; Waomar, M. Biological effects of essential oils—A review. Food Chem. Toxicol. 2008, 46, 446–475. [Google Scholar] [CrossRef] [PubMed]
- Hyldgaard, M.; Mygind, T.; Meyer, R.L. Essential oils in food preservation: Mode of action, synergies, and interactions with food matrix components. Front. Microbiol. 2012, 3. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Han, Y.; Yu, M.; Wang, L. Physical and antimicrobial properties of sodium alginate/carboxymethyl cellulose films incorporated with cinnamon essential oil. Food Packag. Shelf Life 2018, 15, 35–42. [Google Scholar] [CrossRef]
- Dashipour, A.; Razavilar, V.; Hosseini, H.; Shojaee-Aliabadi, S.; German, J.B.; Ghanati, K.; Khakpour, M.; Khaksar, R. Antioxidant and antimicrobial carboxymethyl cellulose films containing Zataria multiflora essential oil. Int. J. Biol. Macromol. 2015, 72, 606–613. [Google Scholar] [CrossRef]
- Shahbazi, Y. Application of carboxymethyl cellulose and chitosan coatings containing Mentha spicata essential oil in fresh strawberries. Int. J. Biol. Macromol. 2018, 112, 264–272. [Google Scholar] [CrossRef] [PubMed]
- Shi, J.; Zhen, Y.; Zheng, R.-H. Proteome profiling of early seed development in Cunninghamia lanceolata (Lamb.) Hook. J. Exp. Bot. 2010, 61, 2367–2381. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Yang, W.-D.; Liu, J.-S.; Li, H.-Y.; Zhang, X.-L.; Qi, Y.-Z. Inhibition of the growth of Alexandrium tamarense by Algicidal Substances in Chinese Fir (Cunninghamia lanceolata). Bull. Environ. Contam. Toxicol. 2009, 83, 537–541. [Google Scholar] [CrossRef]
- Zhao, M.; Xiang, W.; Peng, C.; Tian, D. Simulating age-related changes in carbon storage and allocation in a Chinese fir plantation growing in southern China using the 3-PG model. Forest Ecol. Manag. 2009, 257, 1520–1531. [Google Scholar] [CrossRef]
- Su, Y.-C.; Ho, C.-L.; Wang, E.I.C. Analysis of leaf essential oils from the indigenous five conifers of Taiwan. Flavour Fragr. J. 2006, 21, 447–452. [Google Scholar] [CrossRef]
- Cheng, S.S.; Chang, H.T.; Chang, S.T.; Tsai, K.H.; Chen, W.J. Bioactivity of selected plant essential oils against the yellow fever mosquito Aedes aegypti larvae. Bioresour. Technol. 2003, 89, 99–102. [Google Scholar] [CrossRef]
- Mohammadi, M.; Azizi, M.H.; Zoghi, A. Antimicrobial activity of carboxymethyl cellulose-gelatin film containing Dianthus barbatus essential oil against aflatoxin-producing molds. Food Sci. Nutr. 2020, 8, 1244–1253. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Rincon, E.; Serrano, L.; Balu, A.M.; Aguilar, J.J.; Luque, R.; Garcia, A. Effect of bay leaves essential oil concentration on the properties of biodegradable carboxymethyl cellulose-based edible films. Materials 2019, 12, 2356. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Poaty, B.; Lahlah, J.; Porqueres, F.; Bouafif, H. Composition, antimicrobial and antioxidant activities of seven essential oils from the North American boreal forest. World J. Microb. Biot. 2015, 31, 907–919. [Google Scholar] [CrossRef] [PubMed]
- Ye, Z.; Lin, W.; Chen, W.; Yu, X. Chemical components and antimicrobial activity of essential oils in Cunninghamia lanceolata heartwood. J. Appl. Ecol. 2005, 16, 2394–2398. [Google Scholar]
- Huang, L.H.; Qin, T.F.; Tatsuro, O. Studies on preparations and analysis of essential oil from Chinese fir. J. For. Res. 2004, 15, 80–82. [Google Scholar]
- Feng, S.L.; Xin, C.; Liu, X.J.; Feng, Y.W. Study on chemical constituents of the essential oil from the root of Cunninghamia lanceolata. Flavour Fragr. Cosmet. 2000, 2, 391–392. [Google Scholar]
- Chang, S.T.; Cheng, S.S.; Wang, S.Y. Antitermitic activity of essential oils and components from Taiwania (Taiwania cryptomerioides). J. Chem. Ecol. 2001, 27, 717–724. [Google Scholar] [CrossRef]
- Abdollahi, M.; Damirchi, S.; Shafafi, M.; Rezaei, M.; Ariaii, P. Carboxymethyl cellulose-agar biocomposite film activated with summer savory essential oil as an antimicrobial agent. Int. J. Biol. Macromol. 2019, 126, 561–568. [Google Scholar] [CrossRef]
- Shojaee-Aliabadi, S.; Hosseini, H.; Mohammadifar, M.A.; Mohammadi, A.; Ghasemlou, M.; Ojagh, S.M.; Hosseini, S.M.; Khaksar, R. Characterization of antioxidant-antimicrobial kappa-carrageenan films containing Satureja hortensis essential oil. Int. J. Biol. Macromol. 2013, 52, 116–124. [Google Scholar] [CrossRef]
- Mohsenabadi, N.; Rajaei, A.; Tabatabaei, M.; Mohsenifar, A. Physical and antimicrobial properties of starch-carboxy methyl cellulose film containing rosemary essential oils encapsulated in chitosan nanogel. Int. J. Biol. Macromol. 2018, 112, 148–155. [Google Scholar] [CrossRef] [PubMed]
- Ruan, C.; Zhang, Y.; Wang, J.; Sun, Y.; Gao, X.; Xiong, G.; Liang, J. Preparation and antioxidant activity of sodium alginate and carboxymethyl cellulose edible films with epigallocatechin gallate. Int. J. Biol. Macromol. 2019, 134, 1038–1044. [Google Scholar] [CrossRef] [PubMed]
- Mir, S.; Yasin, T.; Siddiqi, H.M.; Murtaza, G. Thermal, rheological, mechanical and morphological behavior of high density polyethylene and carboxymethyl cellulose blend. J. Polym. Environ. 2017, 25, 1011–1020. [Google Scholar] [CrossRef]
- Arnon-Rips, H.; Sabag, A.; Tepper-Bamnolker, P.; Chalupovich, D.; Levi-Kalisman, Y.; Eshel, D.; Porat, R.; Poverenov, E. Effective suppression of potato tuber sprouting using polysaccharide-based emulsified films for prolonged release of citral. Food Hydrocoll. 2020, 103. [Google Scholar] [CrossRef]
- Mirzaei-Mohkam, A.; Garavand, F.; Dehnad, D.; Keramat, J.; Nasirpour, A. Physical, mechanical, thermal and structural characteristics of nanoencapsulated vitamin E loaded carboxymethyl cellulose films. Prog. Org. Coat. 2020, 138. [Google Scholar] [CrossRef]
- Teotia, A. Modification of carboxymethyl cellulose through oxidation. Carbohyd. Polym. 2012, 87, 457–460. [Google Scholar] [CrossRef]
- Rajeh, A.; Morsi, M.A.; Elashmawi, I.S. Enhancement of spectroscopic, thermal, electrical and morphological properties of polyethylene oxide/carboxymethyl cellulose blends: Combined FT-IR/DFT. Vacuum 2019, 159, 430–440. [Google Scholar] [CrossRef]
- Yuan, C.; Thomas, D.S.; Hook, J.M.; Qin, G.; Qi, K.; Zhao, J. Molecular encapsulation of Eucalyptus staigeriana essential oil by forming inclusion complexes with hydroxypropyl-beta-cyclodextrin. Food Bioprocess Tech. 2019, 12, 1264–1272. [Google Scholar] [CrossRef]
- Liu, T.; Wang, J.; Chi, F.; Tan, Z.; Liu, L. Development and characterization of novel active chitosan films containing fennel and peppermint essential oils. Coatings 2020, 10, 936. [Google Scholar] [CrossRef]
- Qin, Y.; Li, W.; Liu, D.; Yuan, M.; Li, L. Development of active packaging film made from poly (lactic acid) incorporated essential oil. Prog. Org. Coat. 2017, 103, 76–82. [Google Scholar] [CrossRef]
- Grande Tovar, C.D.; Ivan Castro, J.; Valencia Llano, C.H.; Navia Porras, D.P.; Delgado Ospina, J.; Valencia Zapata, M.E.; Herminsul Mina Hernandez, J.; Chaur, M.N. Synthesis, characterization, and histological evaluation of chitosan-ruta graveolens essential oil films. Molecules 2020, 25, 1688. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Sanchez-Gonzalez, L.; Chafer, M.; Chiralt, A.; Gonzalez-Martinez, C. Physical properties of edible chitosan films containing bergamot essential oil and their inhibitory action on Penicillium italicum. Carbohyd. Polym. 2010, 82, 277–283. [Google Scholar] [CrossRef]
- Moradi, M.; Tajik, H.; Rohani, S.M.R.; Oromiehie, A.R.; Malekinejad, H.; Aliakbarlu, J.; Hadian, M. Characterization of antioxidant chitosan film incorporated with Zataria multiflora Boiss essential oil and grape seed extract. LWT-food Sci. Technol. 2012, 46, 477–484. [Google Scholar] [CrossRef]
- Hosseini, M.H.; Razavi, S.H.; Mousavi, M.A. Antimicrobial, physical and mechanical properties of chitosan-based films incorporated with thyme, clove and cinnamon essential oils. J. Food Process. Preserv. 2009, 33, 727–743. [Google Scholar] [CrossRef]
- Noshirvani, N.; Ghanbarzadeh, B.; Gardrat, C.; Rezaei, M.R.; Hashemi, M.; Le Coz, C.; Coma, V. Cinnamon and ginger essential oils to improve antifungal, physical and mechanical properties of chitosan-carboxymethyl cellulose films. Food Hydrocolloid. 2017, 70, 36–45. [Google Scholar] [CrossRef]
- Sanchez-Gonzalez, L.; Vargas, M.; Gonzalez-Martinez, C.; Chiralt, A.; Chafer, M. Characterization of edible films based on hydroxypropylmethylcellulose and tea tree essential oil. Food Hydrocolloid. 2009, 23, 2102–2109. [Google Scholar] [CrossRef]
- Sanchez-Gonzalez, L.; Gonzalez-Martinez, C.; Chiralt, A.; Chafer, M. Physical and antimicrobial properties of chitosan-tea tree essential oil composite films. J. Food Eng. 2010, 98, 443–452. [Google Scholar] [CrossRef]
- Jouki, M.; Yazdi, F.T.; Mortazavi, S.A.; Koocheki, A. Quince seed mucilage films incorporated with oregano essential oil: Physical, thermal, barrier, antioxidant and antibacterial properties. Food Hydrocolloid. 2014, 36, 9–19. [Google Scholar] [CrossRef]
- Burt, S. Essential oils: Their antibacterial properties and potential applications in foods—A review. Int. J. Food Microbiol. 2004, 94, 223–253. [Google Scholar] [CrossRef]
- Dorman, H.J.; Deans, S.G. Antimicrobial agents from plants: Antibacterial activity of plant volatile oils. J. Appl. Microbiol. 2000, 88, 308–316. [Google Scholar] [CrossRef]
- Wilkinson, J.M.; Hipwell, M.; Ryan, T.; Cavanagh, H.M.A. Bioactivity of backhousia citriodora: Antibacterial and antifungal activity. J. Agr. Food Chem. 2003, 51, 76–81. [Google Scholar] [CrossRef] [PubMed]
- Benavides, S.; Villalobos-Carvajal, R.; Reyes, J.E. Physical, mechanical and antibacterial properties of alginate film: Effect of the crosslinking degree and oregano essential oil concentration. J. Food Eng. 2012, 110, 232–239. [Google Scholar] [CrossRef]
- Sanchez-Gonzalez, L.; Pastor, C.; Vargas, M.; Chiralt, A.; Gonzalez-Martinez, C.; Chafer, M. Effect of hydroxypropyl methylcellulose and chitosan coatings with and without bergamot essential oil on quality and safety of cold-stored grapes. Postharvest Biol. Tec. 2011, 60, 57–63. [Google Scholar] [CrossRef] [Green Version]
- Oun, A.A.; Rhim, J.-W. Preparation of multifunctional carboxymethyl cellulose-based films incorporated with chitin nanocrystal and grapefruit seed extract. Int. J. Biol. Macromol. 2020, 152, 1038–1046. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| No | Compounds | Chemical Formula | Area% |
|---|---|---|---|
| 1 | Thujopsene | C15H24 | 0.74 |
| 2 | α-Caryophyllene | C15H24 | 0.2 |
| 3 | Germacrene D | C15H24 | 0.46 |
| 4 | β-Selinene | C15H24 | 0.79 |
| 5 | γ-Gurjunene | C15H24 | 1.93 |
| 6 | α-Alaskene | C15H24 | 2.55 |
| 7 | δ-Cadinene | C15H24 | 2.94 |
| 8 | α-Cubebene | C15H24 | 0.29 |
| 9 | α-Calacorene | C15H20 | 0.22 |
| 10 | Epi-cedrol | C15H26O | 3.56 |
| 11 | Cedrol | C15H26O | 32.69 |
| 12 | α-Acorenol | C15H26O | 0.78 |
| 13 | Cedryl acetate | C17H28O2 | 3.35 |
| 14 | Diacetone Alcohol | C6H12O2 | 0.13 |
| 15 | Terpinyl acetate | C12H20O2 | 0.71 |
| 16 | α-Cedrene | C15H24 | 9.53 |
| 17 | α-Curcumene | C15H22 | 2.64 |
| 18 | Nerolidol | C15H26O | 0.57 |
| 19 | T-Cadinenol | C15H26O | 1.32 |
| 20 | α-Cadinol | C15H26O | 1.48 |
| 21 | α-Bisabolol | C15H26O | 1.62 |
| 22 | 13-Epimanool | C20H34O | 3.35 |
| 23 | H-Cys-Gly-OH | C5H10N2O3S | 0.17 |
| 24 | α-Terpineol | C10H18O | 0.58 |
| 25 | (E)-β-Farnesene | C15H24 | 0.97 |
| 26 | Germacrene D | C15H24 | 0.46 |
| 27 | Cubebene | C15H26O | 1.21 |
| 28 | Phytane | C20H42 | 0.42 |
| 29 | β-Caryophyllene | C15H24 | 0.25 |
| 30 | Palmitic acid | C16H32O2 | 0.89 |
| 31 | Cembrene | C20H32 | 0.27 |
| 32 | Manoyl oxide | C20H34O | 0.13 |
| 33 | Sclareol | C20H36O2 | 7.99 |
| 34 | Isocembrol | C15H24O | 0.32 |
| 35 | trans-Squalene | C30H50 | 0.22 |
| Film | Thickness (mm) | Water Solubility (%) | Tensile Strength (MPa) | Elastic Modulus (MPa) | Elongation at Break (%) |
|---|---|---|---|---|---|
| CMC | 0.095 ± 0.015 c | 88.90 ± 0.15 d | 1.75 ± 0.12 a | 3.96 ± 0.44 b | 54.90 ± 0.44 b |
| CMC + 1% CFEO | 0.136 ± 0.027 b | 89.87 ± 0.19 c | 5.25 ± 2.84 a | 12.83 ± 1.50 a | 63.16 ± 1.47 a |
| CMC + 2% CFEO | 0.168 ± 0.031 a | 97.34 ± 0.12 a | 4.52 ± 2.20 a | 18.06 ± 1.56 a | 22.65 ± 2.80 d |
| CMC + 3% CFEO | 0.195 ± 0.038 a | 93.12 ± 0.13 b | 2.56 ± 0.28 a | 7.44 ± 1.98 b | 36.81 ± 2.68 c |
| Film | L * | a * | b * | ΔE |
|---|---|---|---|---|
| CMC | 72.84 ± 0.03 d | −3.11 ± 0.10 a | 4.15 ± 0.09 d | 1.9066 d |
| CMC + 1% CFEO | 77.07 ± 0.03 c | −3.51 ± 0.02 a | 5.16 ± 0.04 c | 5.0023 c |
| CMC + 2% CFEO | 79.04 ± 0.04 b | −6.20 ± 0.08 b | 5.35 ± 0.03 b | 7.8168 b |
| CMC + 3% CFEO | 80.94 ± 0.05 a | −6.85 ± 0.01 c | 5.63 ± 0.03 a | 9.7468 a |
| Film | Melting Temperature (Tm) (°C) | Enthalpy of Melting (Hm) (J/g) | Crystallinity Index (Xc) (%) |
|---|---|---|---|
| CMC | 319.6 | 67.6 | 100 |
| CMC + 1% CFEO | 311.7 | 44.9 | 66.42 |
| CMC + 2% CFEO | 319.9 | 42.1 | 62.28 |
| CMC + 3% CFEO | 312.4 | 41.4 | 61.24 |
| Experimental Group | S. aureus (mm) | P. citrinum (mm) | E. coli (mm) | B. subtilis (mm) |
|---|---|---|---|---|
| CMC | – | – | – | – |
| CFEO | 15.1 ± 0.1 a | 10.0 ± 0.1 b | 6.0 a | 8.8 ± 0.2 a |
| CMC + 1% CFEO | 7.2 ± 0.3 d | 8.8 ± 0.4 c | 6.0 a | 6.0 b |
| CMC + 2% CFEO | 8.7 ± 0.4 c | 13.3 ± 1.5 b | 6.0 a | 6.0 b |
| CMC + 3% CFEO | 11.5 ± 0.7 b | 19.5 ± 2.1 a | 6.0 a | 6.0 b |
| Natural Extracts | Polymer Matrix | Fresh Time | Storage Temperature | Application | Fungi | Ref. |
|---|---|---|---|---|---|---|
| CFEO | CMC | 18 days | 25 °C | Grapes | P. citrinum | This paper |
| ChNC/GSE | CMC | — | — | — | — | [64] |
| BEOs | CMC | — | — | — | C. glabrata | [33] |
| MSO | CMC/CH | 12 days | 4 °C | Strawberries | — | [26] |
| CEO | Chitosan/ZnO/Ag NPs | 14 days | 30 °C | Grapes | C. albicans | [20] |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mei, L.; Shi, L.; Song, X.; Liu, S.; Cheng, Q.; Zhu, K.; Zhuge, R. Characterization of Carboxymethyl Cellulose Films Incorporated with Chinese Fir Essential Oil and Their Application to Quality Improvement of Shine Muscat Grape. Coatings 2021, 11, 97. https://doi.org/10.3390/coatings11010097
Mei L, Shi L, Song X, Liu S, Cheng Q, Zhu K, Zhuge R. Characterization of Carboxymethyl Cellulose Films Incorporated with Chinese Fir Essential Oil and Their Application to Quality Improvement of Shine Muscat Grape. Coatings. 2021; 11(1):97. https://doi.org/10.3390/coatings11010097
Chicago/Turabian StyleMei, Luyu, Liuxin Shi, Xiuli Song, Su Liu, Qiang Cheng, Kai Zhu, and Rongxia Zhuge. 2021. "Characterization of Carboxymethyl Cellulose Films Incorporated with Chinese Fir Essential Oil and Their Application to Quality Improvement of Shine Muscat Grape" Coatings 11, no. 1: 97. https://doi.org/10.3390/coatings11010097
APA StyleMei, L., Shi, L., Song, X., Liu, S., Cheng, Q., Zhu, K., & Zhuge, R. (2021). Characterization of Carboxymethyl Cellulose Films Incorporated with Chinese Fir Essential Oil and Their Application to Quality Improvement of Shine Muscat Grape. Coatings, 11(1), 97. https://doi.org/10.3390/coatings11010097