
Thermal Stress Cycle Simulation in Laser Cladding Process of Ni-Based Coating on H13 Steel

Abstract
:1. Introduction
2. Simulation Model
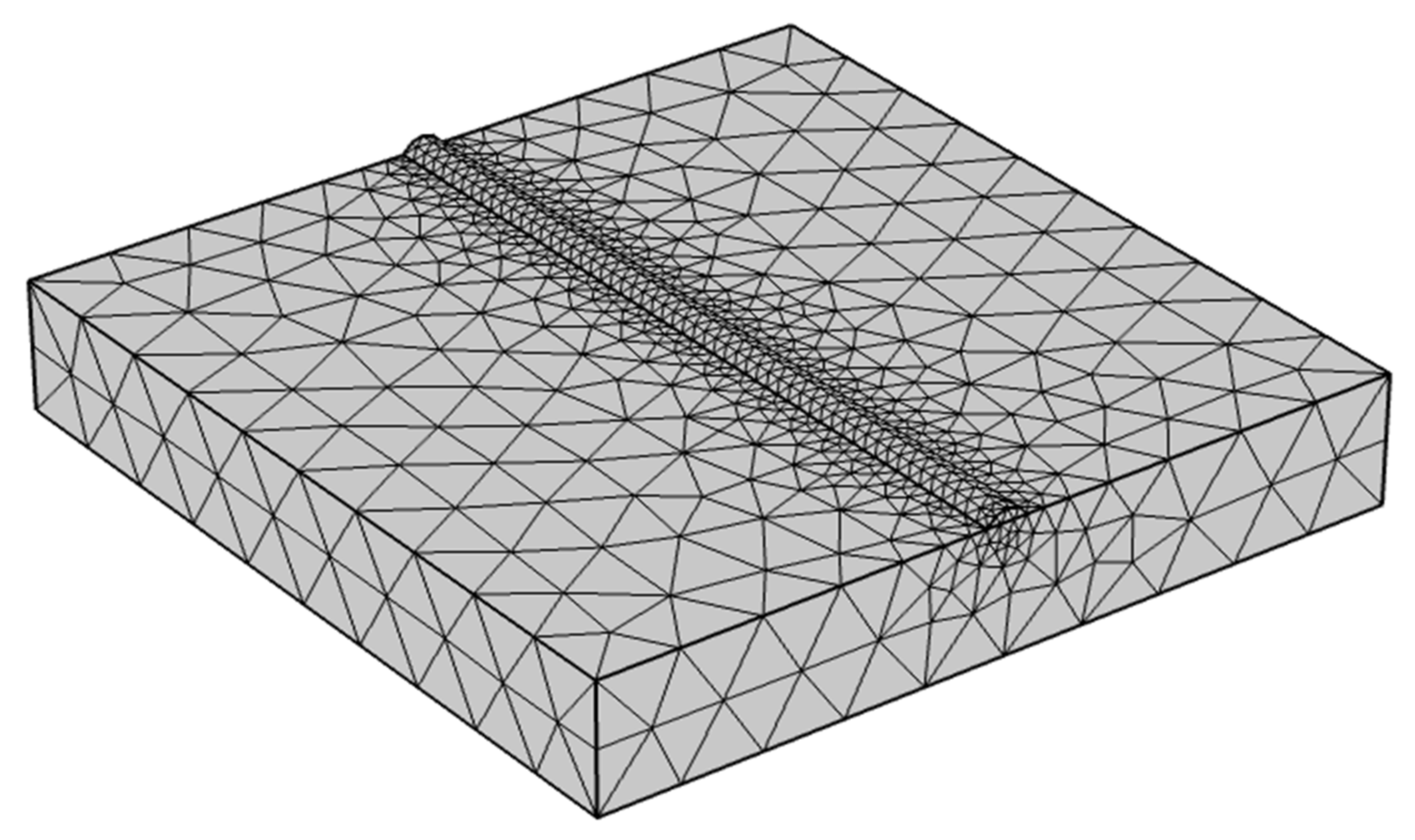
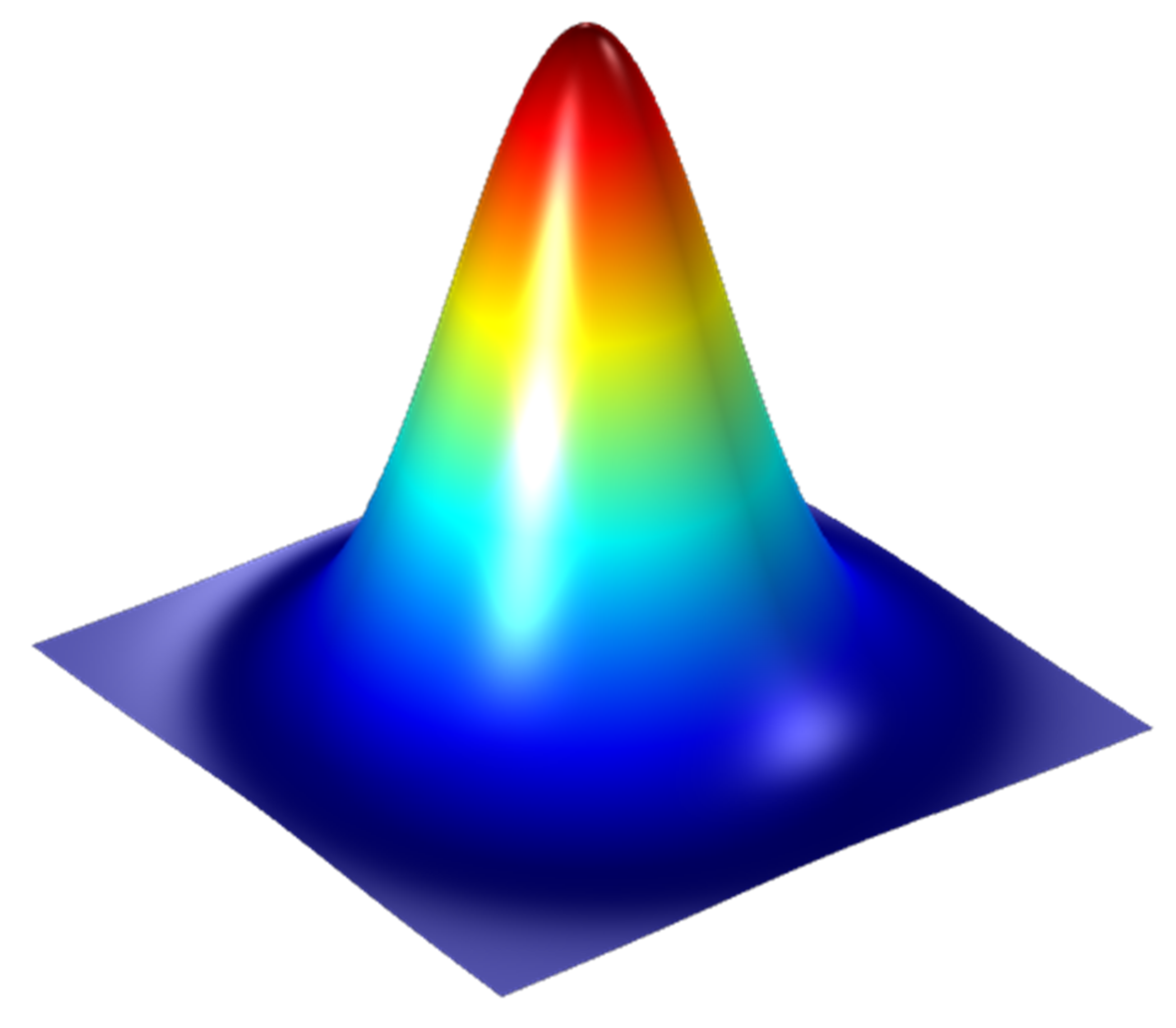
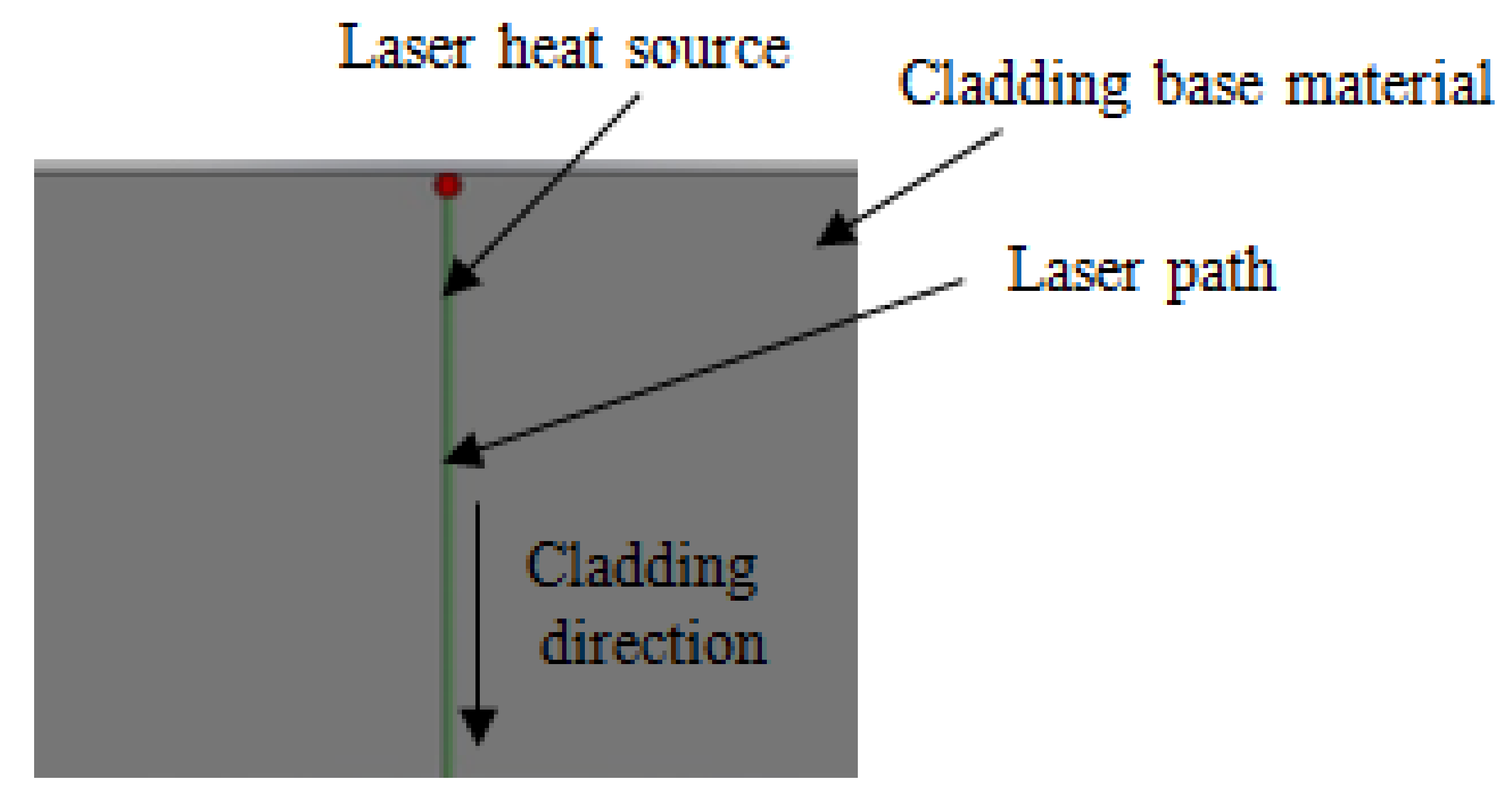
2.1. The Establishment of Finite Element Model
2.2. Simulation Parameters and Sample Points Distribution
2.3. COMSOL Solution
3. Results and Discussion
3.1. Formulation of Numerical Simulation Parameters
3.2. Stress Field Analysis
3.3. Residual Stress Analysis
3.4. Experimental Verification
4. Conclusions
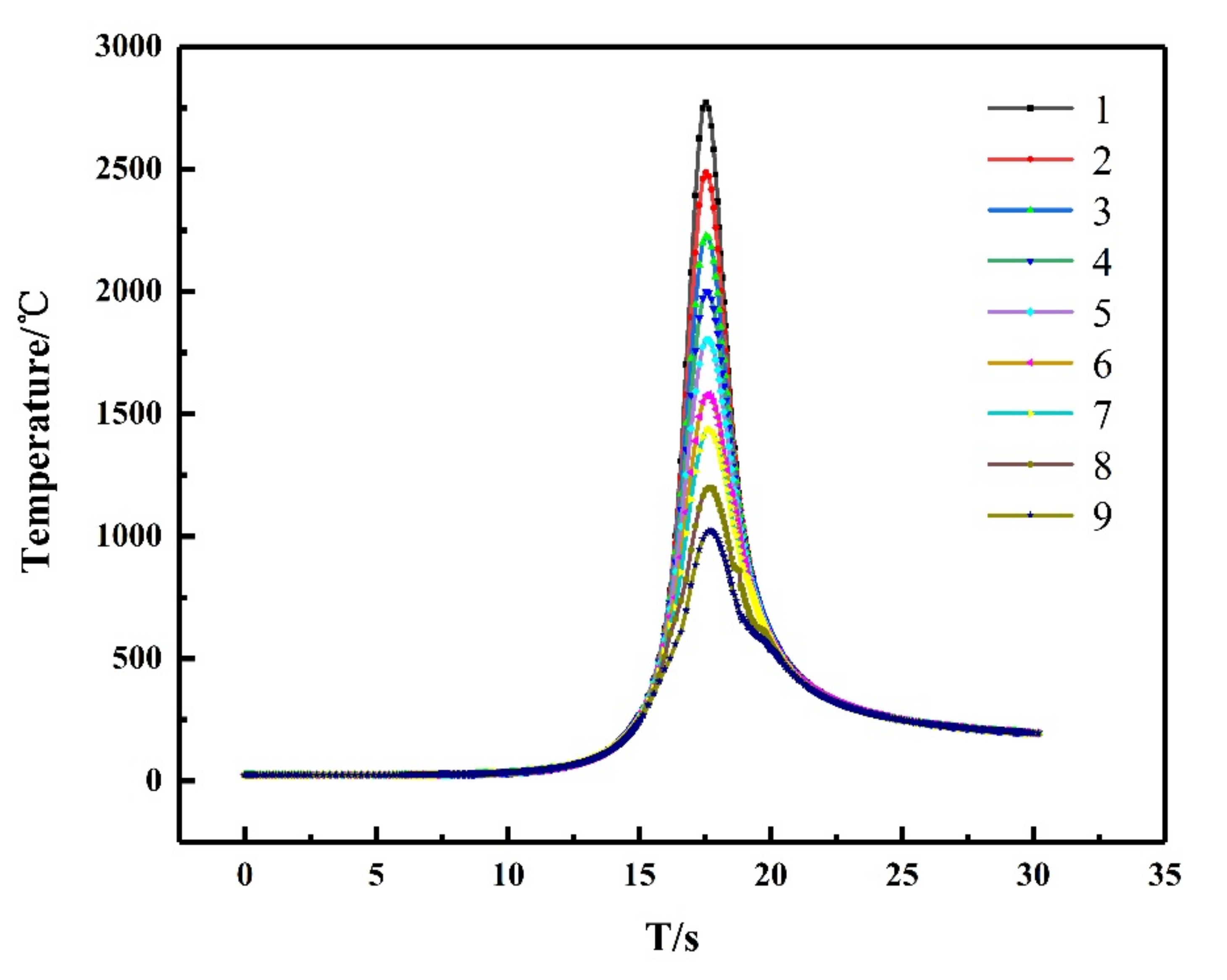
- The numerical simulation of Ni-base alloy powder laser cladding on H13 steel was carried out. The optimal process parameters are as follows: laser power is 1200 W, scanning speed is 2 mm/s. Under these parameters, the maximum temperature of laser cladding is about 2748.1 °C, the maximum heating rate is 1632.1 °C/s, the maximum cooling rate is 699.5 °C/s, the depth of molten pool is 0.28 mm. Under these parameters, the cross section of the cladding layer obtained by laser cladding experiment is basically consistent with the simulation results, which proves the correctness of the simulation model.
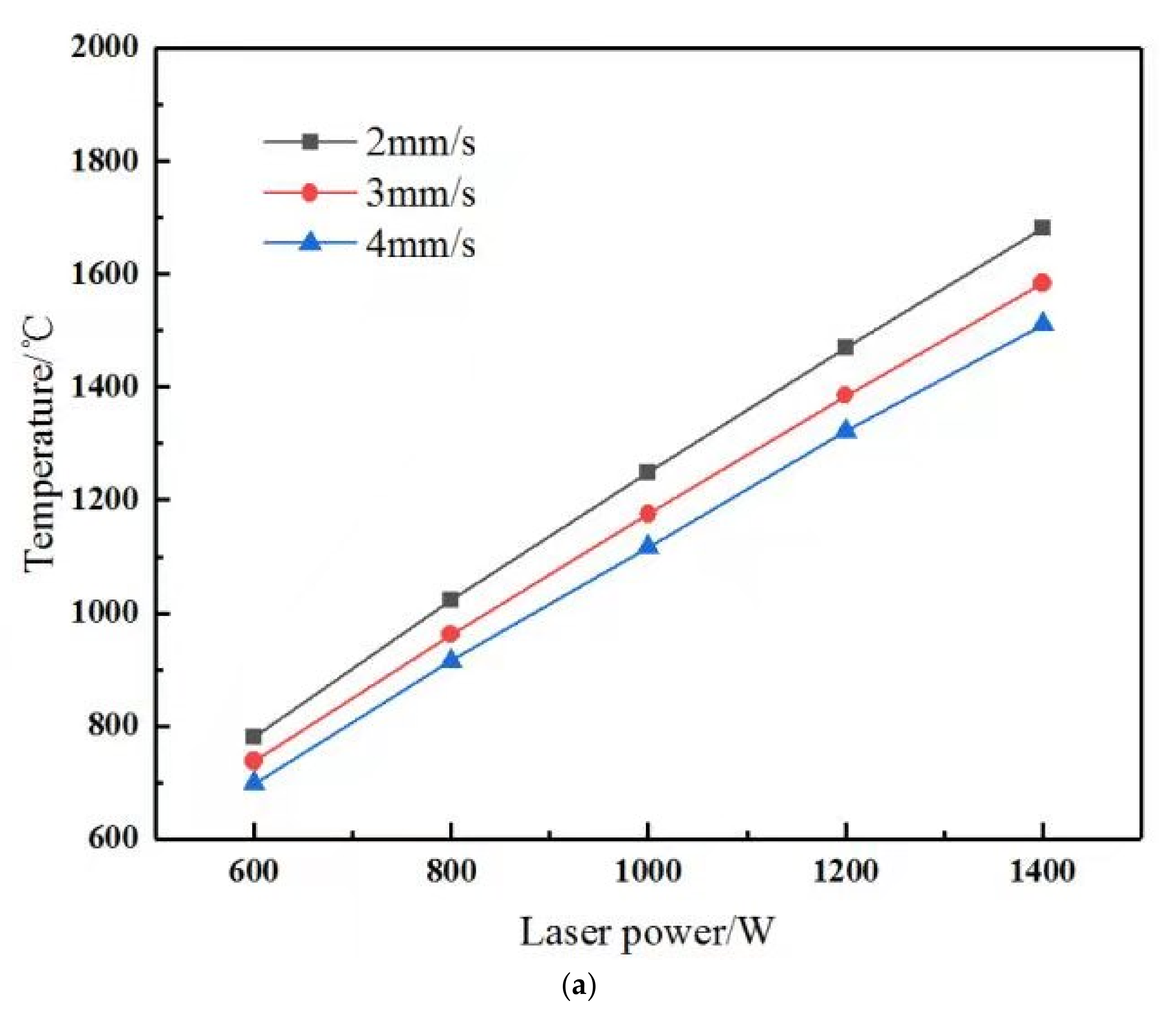
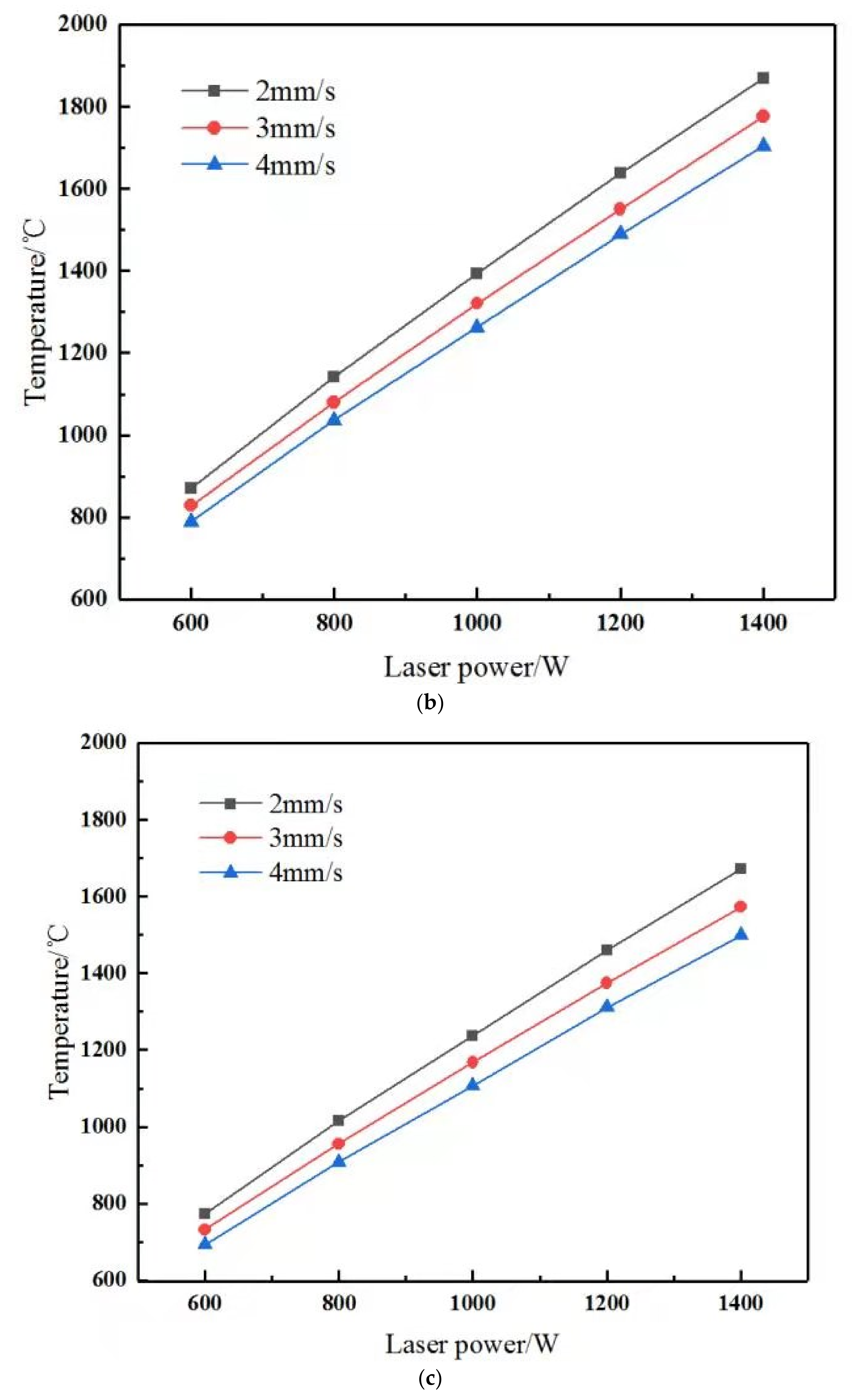
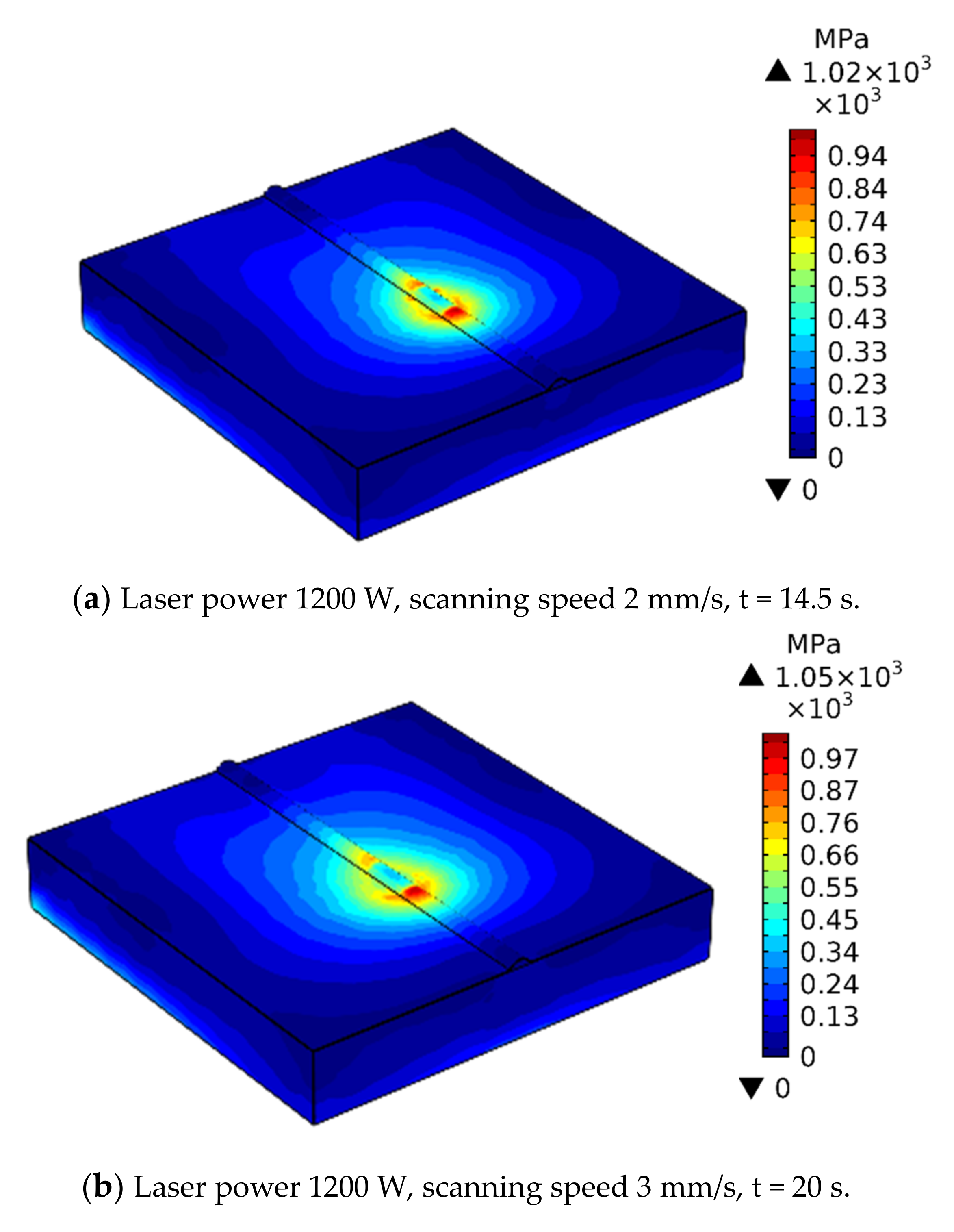
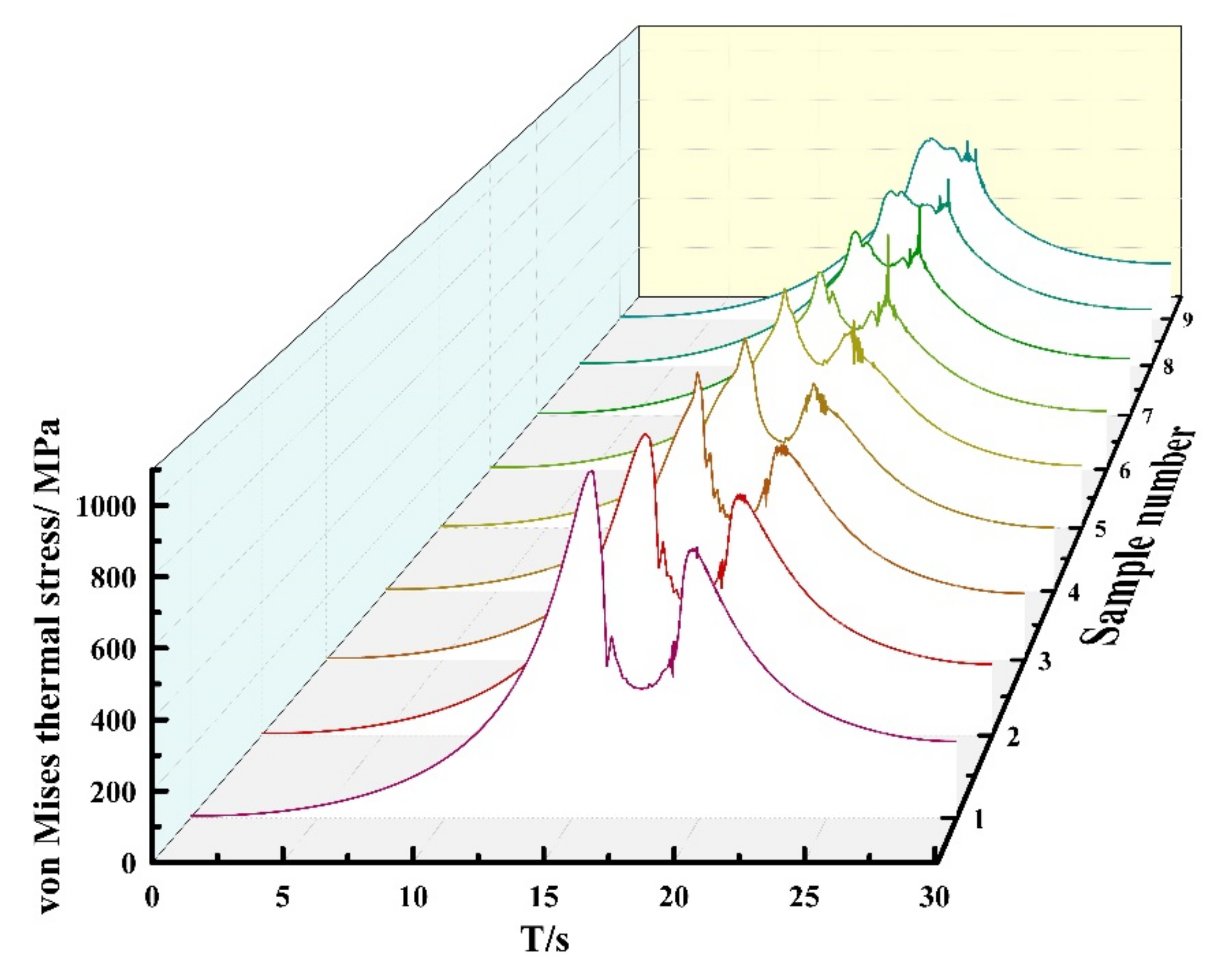
- The temperature field and thermal stress field of the cladding layer were analyzed. The laser center temperature of the cladding layer at the same horizontal plane is greater than that on both sides. The temperature difference between the two sides of the laser center is not so great. The laser power is proportional to the temperature of cladding, the maximum temperature increases with the laser power. The scanning speed is inversely proportional to the maximum temperature during cladding, and the maximum temperature decreases with the increase of scanning speed. The laser power and scanning speed are proportional to the thermal stress at the sample point and the thermal stress increases with the increase of laser power and scanning speed. For the von Mises thermal stress cycle curve, the thermal stress curve of most samples has two peaks. This is mainly due to the solid-liquid phase transition process in laser cladding, but when the sample point is outside the molten pool, because the material at the sample point is not melted, then the corresponding peak value of the von Mises thermal stress curve is not obvious. Based on this feature, the depth of the molten pool can be predicted.
- The residual stress of the cladding layer was simulated according to the analysis results of the temperature and stress field. The cladding layer mainly bears residual tensile stress, because its cooling shrinkage is inhibited by the matrix. On the cross section of the cladding layer, the maximum tensile stress appears on both sides of the cladding layer close to the substrate, where cracks always appear.
- The cladding experiment investigates that the simulation results of von Mises thermal stress cycle and residual stress are correct.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Conflicts of Interest
References
- Cao, J.; Lu, H.F.; Lu, J.Z. Effects of Tungsten Carbide Particles on Microstructure and Wear Resistance of Hot-Working Die Prepared via Laser Cladding. Chin. J. Lasers 2019, 46, 702001. [Google Scholar]
- Cui, C.; Wu, M.P.; Xia, S.H. Effect of Heat Treatment on Properties of Laser Cladding Cobalt-Based Coating on 42CrMo Steel Surface. Chin. J. Lasers 2020, 47, 602011. [Google Scholar]
- Li, G.S.; Li, J.H.; Feng, W.L. Effects of specific powder and specific energy on the characteristics of NiWC25 by laser cladding. Surf. Technol. 2019, 48, 253–258. [Google Scholar]
- Li, J.H.; Li, G.S.; Zhang, D.Q. Study on microhardness of Laser cladding NJ-4 powder. Surf. Technol. 2018, 47, 77–83. [Google Scholar]
- Chen, H.; Lu, Y.; Sun, Y.; Wei, Y.; Wang, X.; Liu, D. Coarse TiC particles reinforced H13 steel matrix composites produced by laser cladding. Surf. Coat. Technol. 2020, 395, 125867. [Google Scholar] [CrossRef]
- Zhao, S.J.; Qi, W.J.; Hang, Y.F. Numerical simulation study on thermal cycle characteristics of temperature field TC4 surface laser cladding Ni60 base coating. Surf. Technol. 2020, 49, 301–308. [Google Scholar]
- Wang, X.; Yu, Y.G.; Hang, E.Z. Research status of laser cladding temperature field simulation. Therm. Spray Technol. 2019, 11, 10–15. [Google Scholar]
- Muvvala, G.; Mullick, S.; Nath, A.K. Development of process maps based on molten pool thermal history during laser cladding of Inconel 718/TiC metal matrix composite coatings. Surf. Coat. Technol. 2020, 399, 126100. [Google Scholar] [CrossRef]
- Kong, F.; Kovacevic, R. Modeling of heat transfer and fluid flow in the laser multilayered cladding process. Metall. Mater. Trans. B 2010, 41, 1310–1320. [Google Scholar] [CrossRef]
- Liu, H.; Yu, G.; He, X.L. Three-dimensional numerical simulation of transient temperature field and coating geometry in powder feeding laser cladding. Chin. J. Lasers 2013, 40, 1203007. [Google Scholar] [CrossRef]
- Xu, W.F.; Ma, J.; Luo, Y.X. Microstructure and high-temperature mechanical properties of laser beam welded TC4/TA15 dissimilar titanium alloy joints. Trans. Nonferrous Met. Soc. China 2020, 30, 160–170. [Google Scholar] [CrossRef]
- Song, B.; Yu, T.; Jiang, X.; Xi, W.; Lin, X. Effect of laser power on molten pool evolution and convection. Numer. Heat Transf. Part A Appl. 2020, 78, 1777795. [Google Scholar] [CrossRef]
- He, S.Y.; Liu, X.D.; Zhao, S.Z. Microstructure and Wear Resistance of Carbon Fibers Reinforced 316L Stainless Steel Prepared Using Laser Cladding. Chin. J. Lasers 2020, 47, 0502010. [Google Scholar]
- Song, P.F.; Jiang, F.L.; Wang, Y.L. Advances in the preparation of high entropy alloy coatings by laser cladding. Surf. Technol. 2020, 1, 18. [Google Scholar]
- Deirmina, F.; Peghini, N. Heat treatment and properties of a hot work tool steel fabricated by additive manufacturing. Mater. Sci. Eng. A 2019, 753, 109–121. [Google Scholar] [CrossRef]
- Zhu, J.; Zhang, Z. Improving strength and ductility of H13 die steel by pre-tempering treatment and its mechanism. Mater. Sci. Eng. A 2019, 752, 109–114. [Google Scholar] [CrossRef]
- Wang, Y.; Song, K. Microstructure evolution mechanism near the fracture lip of 4Cr5MoSiV1 steel during deforming at 580 °C. J. Mater. Res. Technol. 2019, 8, 6390–6395. [Google Scholar] [CrossRef]
- Krylova, S.E.; Romashkov, E.V. Special aspects of thermal treatment of steel for hot forming dies production. Mater. Today Proc. 2019, 19, 2540–2544. [Google Scholar] [CrossRef]
- Kar, A.; Mazumder, J. One-dimensional diffusion model for extended solid solution in laser cladding. J. Appl. Phys. 1987, 61, 2645–2655. [Google Scholar] [CrossRef]
- Hoadley AF, A.; Rappaz, M. A thermal model of laser cladding by powder injection. Metall. Trans. B 1992, 23, 631–642. [Google Scholar] [CrossRef]
- Han, L.; Phatak, K.M.; Liou, F.W. Modeling of laser cladding with powder injection. Metall. Mater. Trans. B 2004, 35, 1139–1150. [Google Scholar] [CrossRef]
- Cho, C.D.; Zhao, G.P.; Kwak, S.Y. Computational mechanics of laser cladding process. J. Mater. Process. Technol. 2004, 153–154, 494–500. [Google Scholar] [CrossRef]
- Jendrzejewski, R.; Sliwinski, G.; Krawczuk, M. Temperature and stress fields induced during laser cladding. Comput. Struct. 2004, 82, 653–658. [Google Scholar] [CrossRef]
- Toyserkani, E.; Khajepour, A.; Corbin, S. 3-D finite element modeling of laser cladding by powder injection: Effects of laser pulse shaping on the process. Opt. Lasers Eng. 2004, 41, 849–867. [Google Scholar] [CrossRef]
- He, X.; Mazumder, J. Transport phenomena during direct metal deposition. J. Appl. Phys. 2007, 101, 53113. [Google Scholar] [CrossRef]
- He, X.; Yu, G.; Mazumder, J. Temperature and composition profile during double-track laser cladding of H13 tool steel. J. Phys. D Appl. Phys. 2010, 43, 015502. [Google Scholar] [CrossRef]
- Farahmand, P.; Kovacevic, R. An experimental-numerical investigation of heat distribution and stress field in single-and multi-track laser cladding by a high-power direct diode laser. Opt. Laser Technol. 2014, 63, 154–168. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | C | Si | Mn | Cr | Mo | V | P | S | Fe |
|---|---|---|---|---|---|---|---|---|---|
| Percentage content/wt% | 0.38 | 0.92 | 0.28 | 5 | 1.2 | 0.95 | 0.02 | 0.03 | Bal. |
| Element | C | Cr | Si | Fe | B | Ni |
|---|---|---|---|---|---|---|
| Percentage content/wt% | 0.8 | 16 | 4.0 | 15.0 Ma | 3.2 | Bal. |
| Laser Power/W | 1200 | 1400 | ||||
|---|---|---|---|---|---|---|
| Scanning speed/(mm·s−1) | 2 | 3 | 4 | 2 | 3 | 4 |
| Maximum thermal stress of von Mises/MPa | 1020 | 1050 | 1070 | 1130 | 1150 | 1170 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yao, F.; Fang, L. Thermal Stress Cycle Simulation in Laser Cladding Process of Ni-Based Coating on H13 Steel. Coatings 2021, 11, 203. https://doi.org/10.3390/coatings11020203
Yao F, Fang L. Thermal Stress Cycle Simulation in Laser Cladding Process of Ni-Based Coating on H13 Steel. Coatings. 2021; 11(2):203. https://doi.org/10.3390/coatings11020203
Chicago/Turabian StyleYao, Fangping, and Lijin Fang. 2021. "Thermal Stress Cycle Simulation in Laser Cladding Process of Ni-Based Coating on H13 Steel" Coatings 11, no. 2: 203. https://doi.org/10.3390/coatings11020203
APA StyleYao, F., & Fang, L. (2021). Thermal Stress Cycle Simulation in Laser Cladding Process of Ni-Based Coating on H13 Steel. Coatings, 11(2), 203. https://doi.org/10.3390/coatings11020203