
Microstructural, Phase Formation, and Superconducting Properties of Bulk YBa2Cu3Oy Superconductors Grown by Infiltration Growth Process Utilizing the YBa2Cu3Oy + ErBa2Cu3Oy + Ba3Cu5O8 as a Liquid Source

 ,
,  , , , and
, , , and
Abstract
:1. Introduction
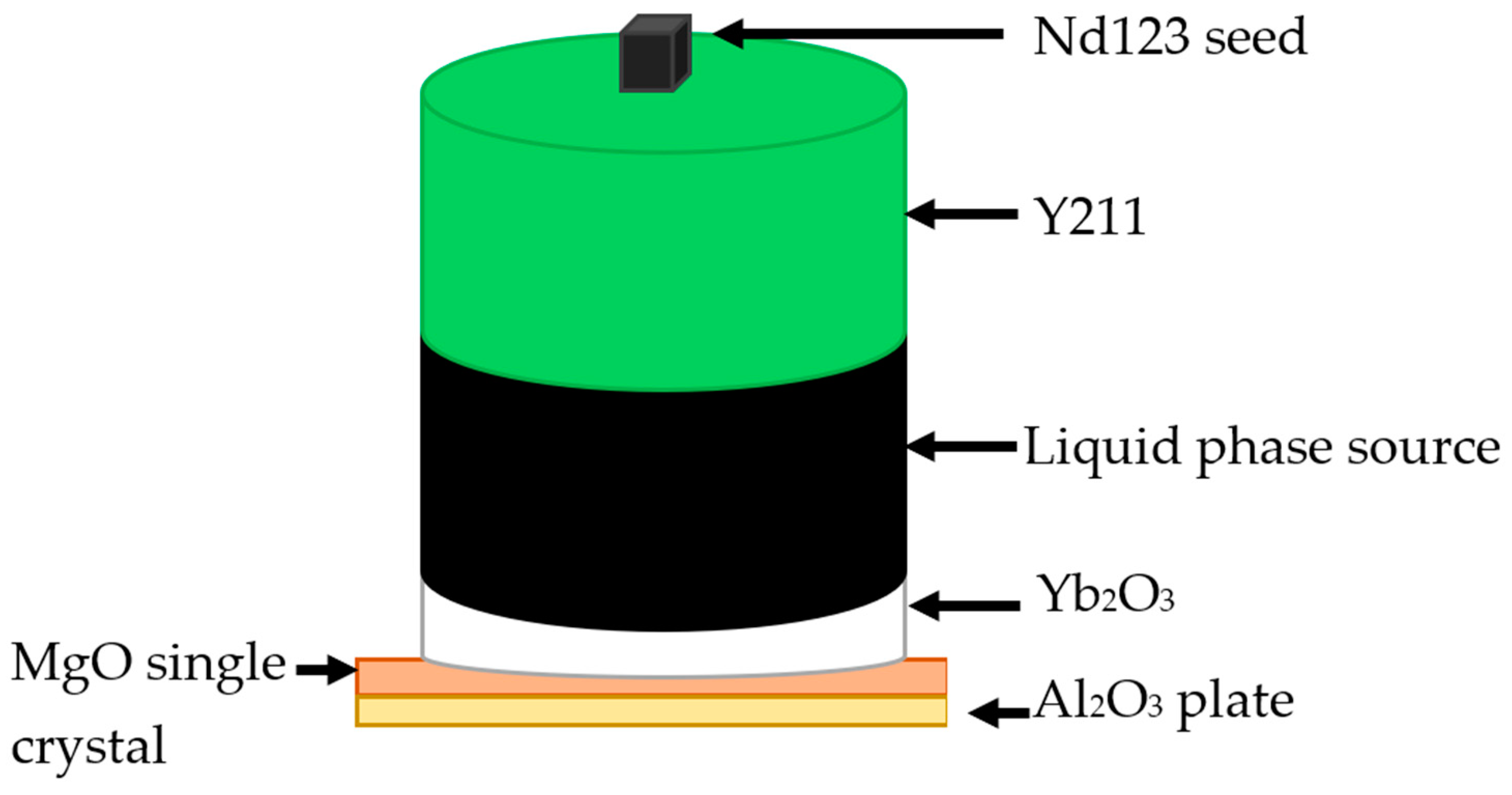
2. Materials and Methods
3. Results and Discussion
3.1. X-ray Diffraction Analysis
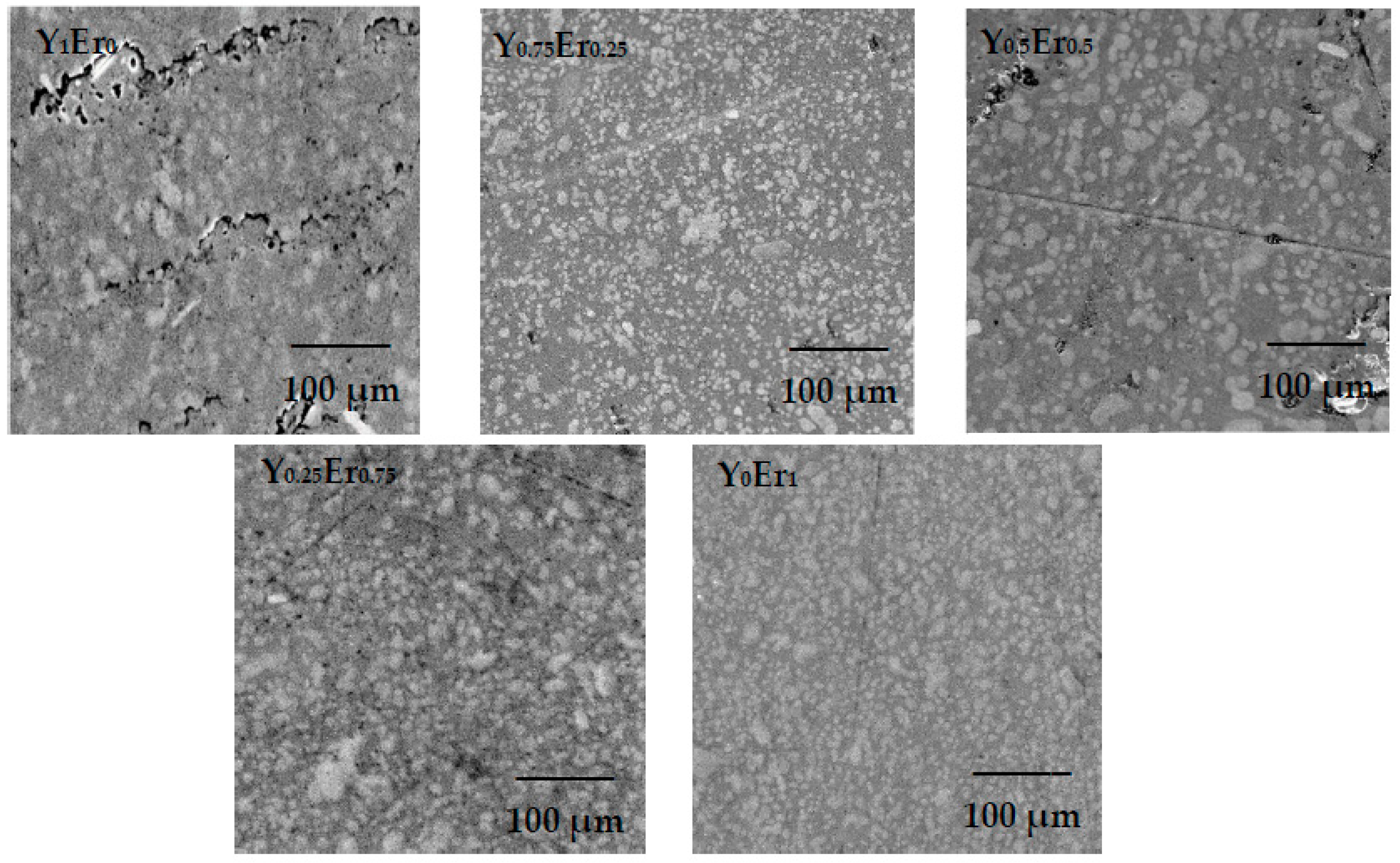
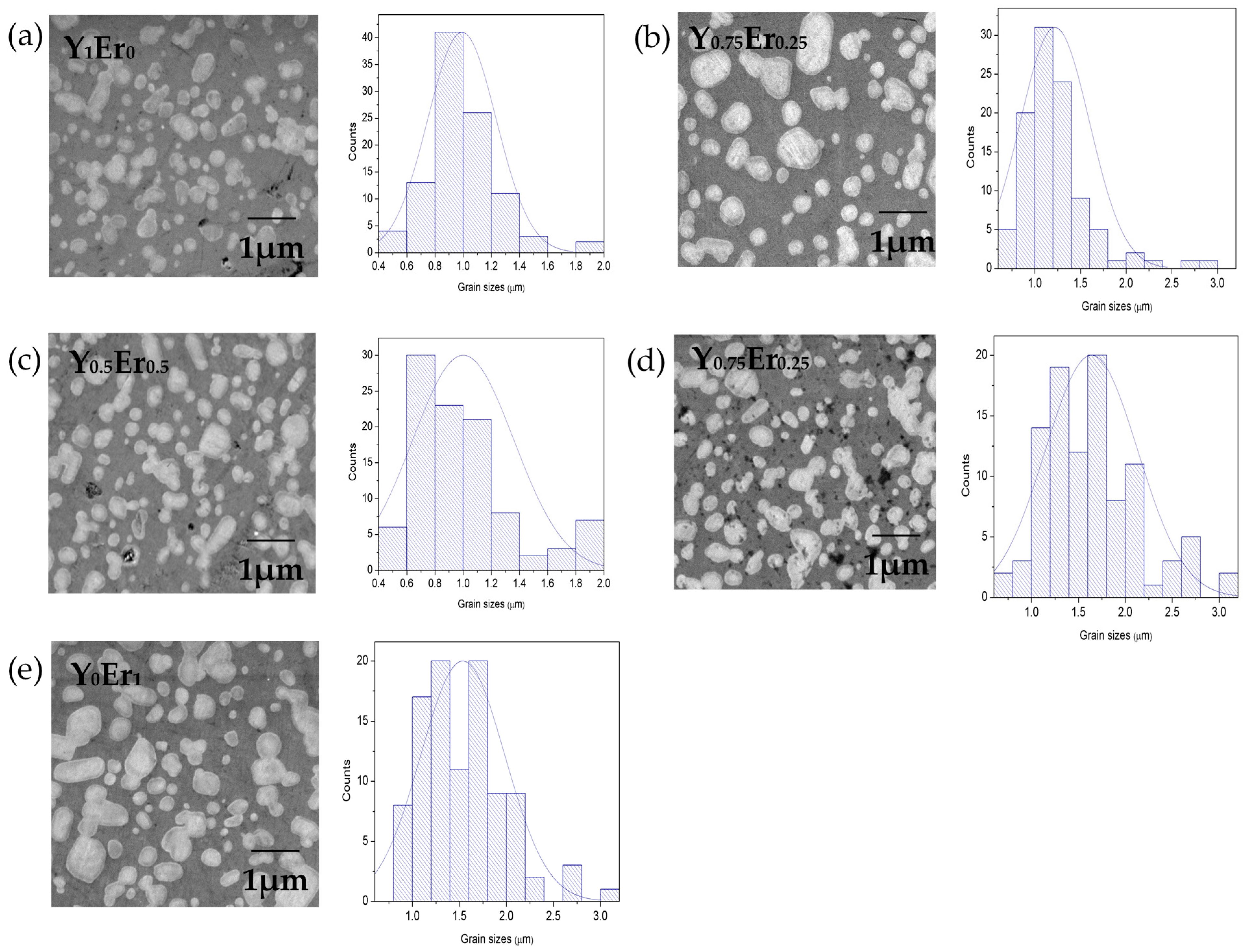
3.2. Microstructural Analysis of Y211 Secondary Phase Morphology in the Y123 Matrix
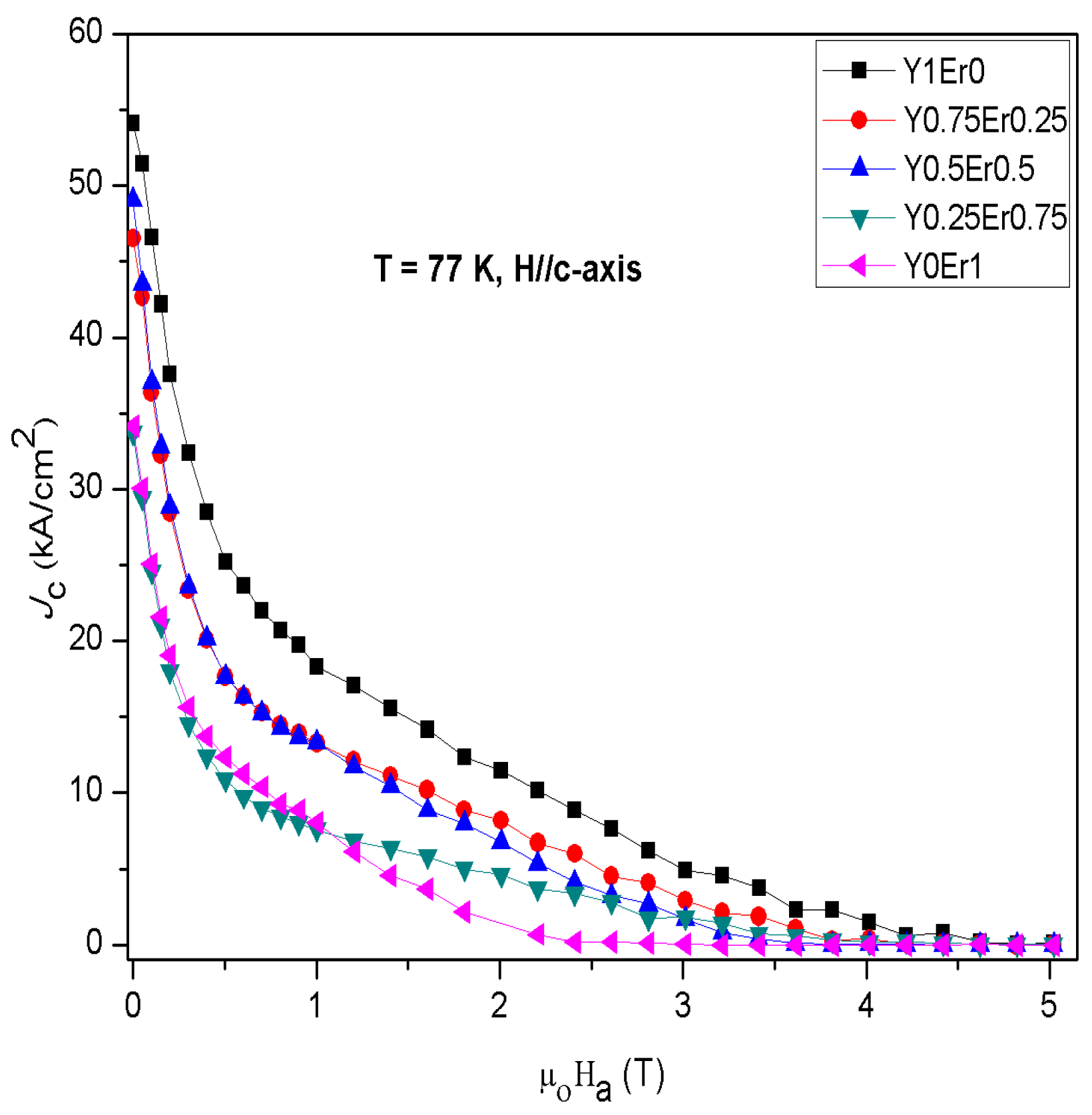
3.3. Critical Temperature and Critical Current Densities Analysis of Bulk Y123 Superconductors
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Muralidhar, M.; Sakai, N.; Chikumoto, N.; Jirsa, M.; Machi, T.; Nishiyama, M.; Wu, Y.; Murakami, M. New type of vortex pinning structure effective at very high magnetic fields. Phy. Rev. Lett. 2002, 89, 2–5. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Da Costa Branco, P.J.; Dente, J.A. Design and experiment of a new maglev design using zero-field-cooled YBCO superconductors. IEEE Trans. Ind. Electron. 2012, 59, 4120–4127. [Google Scholar] [CrossRef]
- Long, N.J.; Badcock, R.A.; Hamilton, K.; Wright, A.; Jiang, Z.; Lakshmi, L.S. Development of YBCO roebel cables for high current transport and low AC loss applications. J. Phys. Conf. Ser. 2010, 234, 022021. [Google Scholar] [CrossRef] [Green Version]
- Mukoyama, S.; Yagi, M.; Hirano, H.; Yamada, Y.; Izumi, T.; Shiohara, Y. Study of an YBCO HTS transmission cable system. Phys. C Supercond. Appl. 2007, 463–465, 1150–1153. [Google Scholar] [CrossRef]
- Yazdani-Asrami, M.; Zhang, M.; Yuan, W. Challenges for developing high temperature superconducting ring magnets for rotating electric machine applications in future electric aircrafts. J. Magn. Magn. Mater. 2021, 522, 167543. [Google Scholar] [CrossRef]
- Kim, C.J.; Hong, G.W. Defect formation, distribution and size reduction of Y2BaCuO5 in melt-processed YBCO superconductors. Supercond. Sci. Technol. 1999, 12, R27. [Google Scholar] [CrossRef]
- Hapipi, N.M.; Chen, S.K.; Shaari, A.H.; Kechik, M.M.A.; Tan, K.B.; Lim, K.P. Superconductivity of Y2O3 and BaZrO3 nanoparticles co-added YBa2Cu3O7−δ bulks prepared using co-precipitation method. J. Mater. Sci. Mater. Electron. 2018, 29, 18684–18692. [Google Scholar] [CrossRef]
- Arlina, A.; Halim, S.A.; Kechik, M.M.A.; Chen, S.K. Superconductivity in Bi-Pb-Sr-Ca-Cu-O Ceramics with YBCO as additive. J. Alloys Compd. 2015, 645, 269–273. [Google Scholar] [CrossRef]
- Iida, K.; Babu, N.H.; Withnell, T.D.; Shi, Y.; Haindl, S.; Weber, H.W.; Cardwell, D.A. High-performance single grain Y-Ba-Cu-O bulk superconductor fabricated by seeded infiltration and growth. Phys. C Supercond. Appl. 2006, 445–448, 277–281. [Google Scholar] [CrossRef]
- Wang, M.; Yang, P.; Yang, W.; Li, J. The fabrication process of a high performance and pure c-axis grown GdBCO bulk superconductor with the TSMT-IG technique. Supercond. Sci. Technol. 2015, 28, 105011. [Google Scholar] [CrossRef]
- Muralidhar, M.; Kenta, N.; Zeng, X.L.; Koblischka, M.R.; Diko, P.; Murakami, M. Record critical current densities in IG processed bulk YBa2Cu3Oy fabricated using ball-milled Y2Ba1Cu1O5 phase. Phys. Status Solidi Appl. Mater. Sci. 2016, 213, 443–449. [Google Scholar] [CrossRef]
- Reddy, E.S.; Rajasekharan, T. fabrication of textured ({RE} = Y, Gd) composites by infiltration and growth of preforms by liquid phases. J. Mater. Res. 1998, 11, 2472–2475. [Google Scholar] [CrossRef]
- Chen, Y.L.; Chan, H.M.; Harmer, M.P.; Todt, V.R.; Sengupta, S.; Shi, D. A new method for net-shape forming of large, single-domain YBa2Cu3O6+x. Phys. C Supercond. Appl. 1994, 234, 232–236. [Google Scholar] [CrossRef]
- Li, B.; Zhou, D.; Xu, K.; Hara, S.; Tsuzuki, K.; Miki, M.; Felder, B.; Deng, Z.; Izumi, M. Materials process and applications of single grain (RE)-Ba-Cu-O bulk high-temperature superconductors. Phys. C Supercond. Appl. 2012, 482, 50–57. [Google Scholar] [CrossRef]
- Sushma, M.; Murakami, M. Single-grain bulk YBa2Cu3Oy superconductors grown by infiltration growth process utilizing the YbBa2Cu3Oy + liquid phase as a liquid source. J. Supercond. Nov. Magn. 2018, 31, 2291–2295. [Google Scholar] [CrossRef]
- Fang, H.; Zhou, Y.X.; Ravi-Chandar, K.; Salama, K. On the study of the liquid infiltration and seeded growth process. Supercond. Sci. Technol. 2004, 17, 269–273. [Google Scholar] [CrossRef]
- Naik, S.P.K.; Raju, P.M.S.; Rajasekharan, T.; Seshubai, V. Growth mechanism in infiltration growth processed ybco composites through quench studies. J. Supercond. Nov. Magn. 2014, 27, 1211–1215. [Google Scholar]
- Namburi, D.K.; Shi, Y.; Palmer, K.G.; Dennis, A.R.; Durrell, J.H.; Cardwell, D.A. Control of Y-211 content in bulk YBCO superconductors fabricated by a buffer-aided, top seeded infiltration and growth melt process. Supercond. Sci. Technol. 2016, 29, 034007. [Google Scholar] [CrossRef]
- Sushma, M. Effect of liquid phase mass for the production of single grain infiltration growth processed bulk YBa2Cu3Oy by YbBa2Cu3Oy + Liquid phase as a liquid source. Mater. Chem. Phys. 2020, 242, 122477. [Google Scholar] [CrossRef]
- Muralidhar, M.; Ide, N.; Koblischka, M.R.; Diko, P.; Inoue, K.; Murakami, M. Microstructure, critical current density and trapped field experiments in IG-processed Y-123. Supercond. Sci. Technol. 2016, 29, 054003. [Google Scholar] [CrossRef]
- Naik, S.P.K.; Muralidhar, M.; Takemura, K.; Jirsa, M.; Murakami, M. Infiltration growth processing of single grain (Gd,Dy)BCO bulk superconductors: Optimization of liquid phase mass and characterization of physical properties. J. Appl. Phys. 2019, 125, 093907. [Google Scholar] [CrossRef]
- Diko, P. Microstructural limits of TSMG REBCO bulk superconductors. Phys. C Supercond. Appl. 2006, 445–448, 323–329. [Google Scholar] [CrossRef]
- Chen, D.X.; Goldfarb, R.B. Kim model for magnetization of type-II superconductors. J. Appl. Phys. 1989, 66, 2489–2500. [Google Scholar] [CrossRef]
- Yusuf, N.N.M.; Kechik, M.M.A.; Baqiah, H.; Chen, S.K.; Lim, K.P.; Shaari, A.A.; Jusoh, W.N.W.W.; Sukor, S.I.A.; Dihom, M.M.; Talib, Z.A.; et al. Structural and superconducting properties of thermal treatment-synthesised bulk YBa2Cu3O7−δ superconductor: Effect of addition of SnO2 nanoparticles. Materials 2019, 12, 92. [Google Scholar] [CrossRef] [Green Version]
- Hinai, H.; Nariki, S.; Ogasawara, K.; Sakai, N.; Murakami, M.; Otsuka, M. Cold seeded melt growth of RE-Ba-Cu-O superconductor (RE = Gd, Y). Phys. C Supercond. Appl. 2001, 357–360, 706–708. [Google Scholar] [CrossRef]
- Vojtkova, L.; Diko, P.; Volochová, D. Melting of SmBa2Cu3O7−y-seeds during preparation of YBCO bulk superconductors by infiltration growth method. J. Phys. Conf. Ser. 2016, 695, 012011. [Google Scholar] [CrossRef]
- Reddy, E.S.; Babu, N.H.; Shi, Y.; Cardwell, D.A. The existence of a highly undercooled state during the formation of Y2BaCuO5 in large grain Y-Ba-Cu-O superconductors. Supercond. Sci. Technol. 2004, 17, L1. [Google Scholar] [CrossRef]
- Lo, W.; Zhou, Y.X.; Tang, T.B.; Salama, K. Enhancement in the trapped fields of YBCO at 77 K by cation doping. Phys. C Supercond. Appl. 2001, 54, 152–159. [Google Scholar] [CrossRef]
- Santosh, M.; Naik, S.P.K.; Murakami, M. The effect of cooling rate on critical current density and microstructure of single grain bulk YBa2Cu3Oy superconductors grown by IG process. J. Phys. Conf. Ser. 2018, 1054, 4–9. [Google Scholar] [CrossRef]
- Mahmood, A.; Jun, B.H.; Han, Y.H.; Kim, C.J. Effective pore control and critical current density in liquid infiltration growth processed Y-123 superconductors with Ag addition. Supercond. Sci. Technol. 2010, 23, 065005. [Google Scholar] [CrossRef]
- Akduran, N. Superconducting fluctuations in polycrystalline Y3Ba5Cu8O18. J. Low Temp. Phys. 2012, 168, 323–333. [Google Scholar] [CrossRef]
- Nakazato, K.; Muralidhar, M.; Koblischka, M.R.; Murakami, M. Fabrication of bulk Y-Ba-Cu-O superconductors with high critical current densities through the infiltration-growth process. Cryogenics Guildf. 2014, 63, 129–132. [Google Scholar] [CrossRef]
- Chen, P.W.; Chen, I.G.; Chen, S.Y.; Wu, M.K. The peak effect in bulk Y-Ba-Cu-O superconductor with CeO2 doping by the infiltration growth method. Supercond. Sci. Technol. 2011, 24, 085021. [Google Scholar] [CrossRef]
- Ouerghi, A.; Moutalbi, N.; Noudem, J.G.; M’chirgui, A. The influence of slow cooling on Y211 size and content in single-grain YBCO bulk superconductor through the infiltration-growth process. Phys. C Supercond. Appl. 2017, 534, 37–44. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Samples | a (Å) | B (Å) | c (Å) | V3 (Å3) | Crystallite Size (nm) | Orthorhombicity Factor |
|---|---|---|---|---|---|---|
| Y1Er0 | 3.8191 ± 0.0004 | 3.8827 ± 0.0004 | 11.6838 ± 0.0007 | 173.2556 | 73.70 | 0.0082 |
| Y0.75Er0.25 | 3.8182 ± 0.0004 | 3.8856 ± 0.0006 | 11.6856 ± 0.0013 | 173.3689 | 47.70 | 0.0087 |
| Y0.5Er0.5 | 3.8201 ± 0.0008 | 3.8941 ± 0.0013 | 11.6718 ± 0.0020 | 173.6111 | 73.60 | 0.0096 |
| Y0.25Er0.75 | 3.8212 ± 0.009 | 3.8903 ± 0.0015 | 11.6921 ± 0.0048 | 173.8036 | 174.63 | 0.0090 |
| Y0Er1 | 3.8226 ± 0.0009 | 3.8959 ± 0.0016 | 11.6942 ± 0.0026 | 174.1549 | 103.57 | 0.0095 |
| Samples | Tc-onset (K) | Tc-offset (K) | Average Grain Sizes, D of the Y211 Particles (μm) | Jc at Self-Field (kA/cm2) | Jc at 0.5 T (kA/cm2) | Jc at 1 T (kA/cm2) | Jc at 2 T (kA/cm2) |
|---|---|---|---|---|---|---|---|
| Y1Er0 | 91.85 | 90.25 | 0.99 ± 0.24 | 54.15 | 25.19 | 18.27 | 11.45 |
| Y0.75Er0.25 | 91.33 | 89.24 | 1.22 ± 1.28 | 46.54 | 17.66 | 13.29 | 8.17 |
| Y0.5Er0.5 | 91.52 | 90.44 | 1.00 ± 0.36 | 49.10 | 17.64 | 13.35 | 6.75 |
| Y0.25Er0.75 | 91.82 | 90.04 | 1.64 ± 0.49 | 33.75 | 10.87 | 7.58 | 4.61 |
| Y0Er1 | 89.34 | 88.25 | 1.54 ± 0.45 | 34.16 | 12.34 | 8.03 | 0.69 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kamarudin, A.N.; Awang Kechik, M.M.; Miryala, M.; Pinmangkorn, S.; Murakami, M.; Chen, S.K.; Baqiah, H.; Ramli, A.; Lim, K.P.; Shaari, A.H. Microstructural, Phase Formation, and Superconducting Properties of Bulk YBa2Cu3Oy Superconductors Grown by Infiltration Growth Process Utilizing the YBa2Cu3Oy + ErBa2Cu3Oy + Ba3Cu5O8 as a Liquid Source. Coatings 2021, 11, 377. https://doi.org/10.3390/coatings11040377
Kamarudin AN, Awang Kechik MM, Miryala M, Pinmangkorn S, Murakami M, Chen SK, Baqiah H, Ramli A, Lim KP, Shaari AH. Microstructural, Phase Formation, and Superconducting Properties of Bulk YBa2Cu3Oy Superconductors Grown by Infiltration Growth Process Utilizing the YBa2Cu3Oy + ErBa2Cu3Oy + Ba3Cu5O8 as a Liquid Source. Coatings. 2021; 11(4):377. https://doi.org/10.3390/coatings11040377
Chicago/Turabian StyleKamarudin, Aliah Nursyahirah, Mohd Mustafa Awang Kechik, Muralidhar Miryala, Sunsanee Pinmangkorn, Masato Murakami, Soo Kien Chen, Hussein Baqiah, Aima Ramli, Kean Pah Lim, and Abdul Halim Shaari. 2021. "Microstructural, Phase Formation, and Superconducting Properties of Bulk YBa2Cu3Oy Superconductors Grown by Infiltration Growth Process Utilizing the YBa2Cu3Oy + ErBa2Cu3Oy + Ba3Cu5O8 as a Liquid Source" Coatings 11, no. 4: 377. https://doi.org/10.3390/coatings11040377
APA StyleKamarudin, A. N., Awang Kechik, M. M., Miryala, M., Pinmangkorn, S., Murakami, M., Chen, S. K., Baqiah, H., Ramli, A., Lim, K. P., & Shaari, A. H. (2021). Microstructural, Phase Formation, and Superconducting Properties of Bulk YBa2Cu3Oy Superconductors Grown by Infiltration Growth Process Utilizing the YBa2Cu3Oy + ErBa2Cu3Oy + Ba3Cu5O8 as a Liquid Source. Coatings, 11(4), 377. https://doi.org/10.3390/coatings11040377