
The Effect of Softeners Applications on Moisture Management Properties of Polyester/Cotton Blended Sandwich Weft-Knitted Fabric Structure

 ,
,  ,
, 
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Method
2.2.1. Knitted Fabric Preparation
2.2.2. Bleaching and Dyeing of Fabric
2.2.3. Softeners Application
2.3. Characterization
2.3.1. Moisture Management Tester (MMT)
2.3.2. Overall Moisture Management
2.3.3. Accumulative One-Way Transport Capability (AOTC)
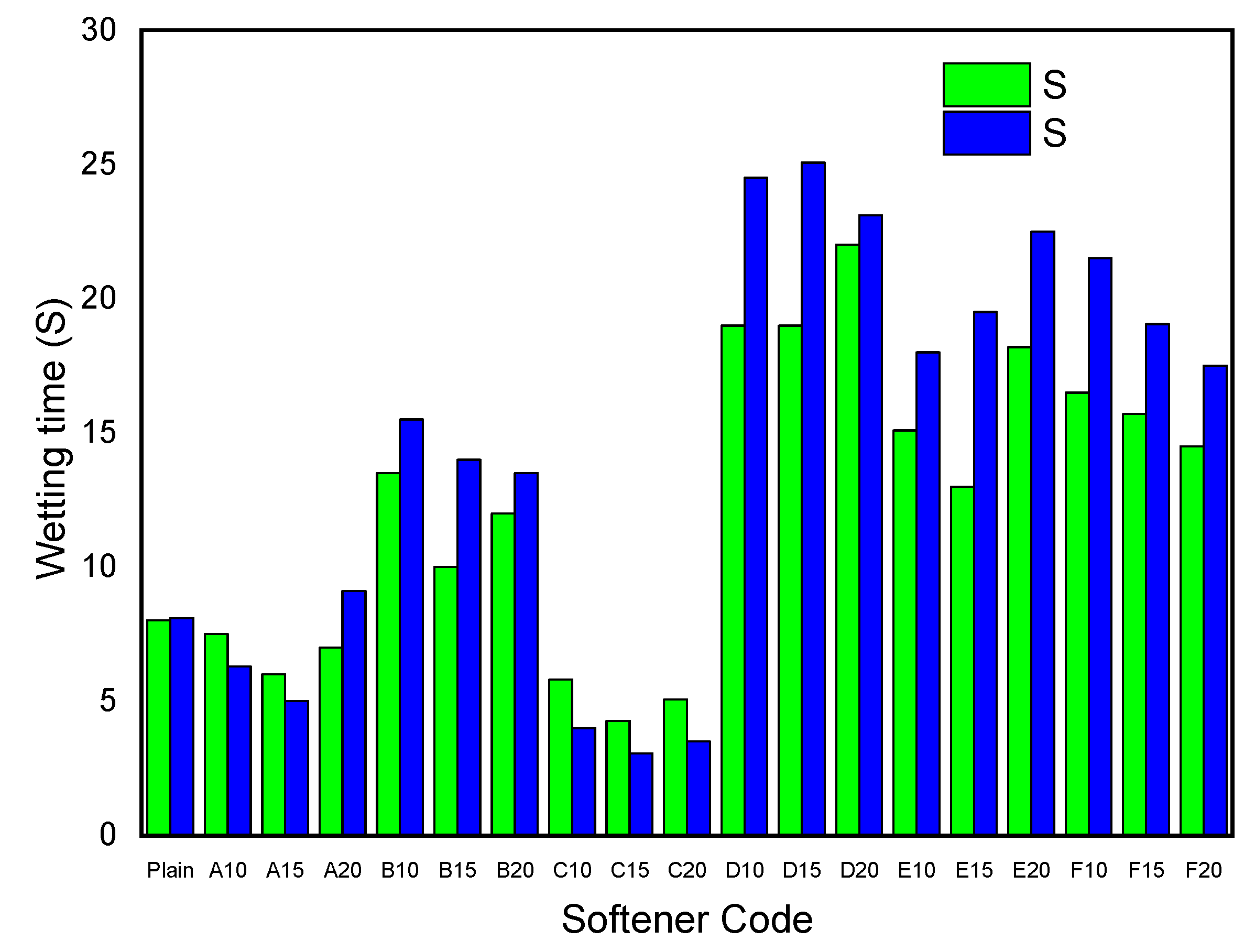
2.3.4. Wetting Time
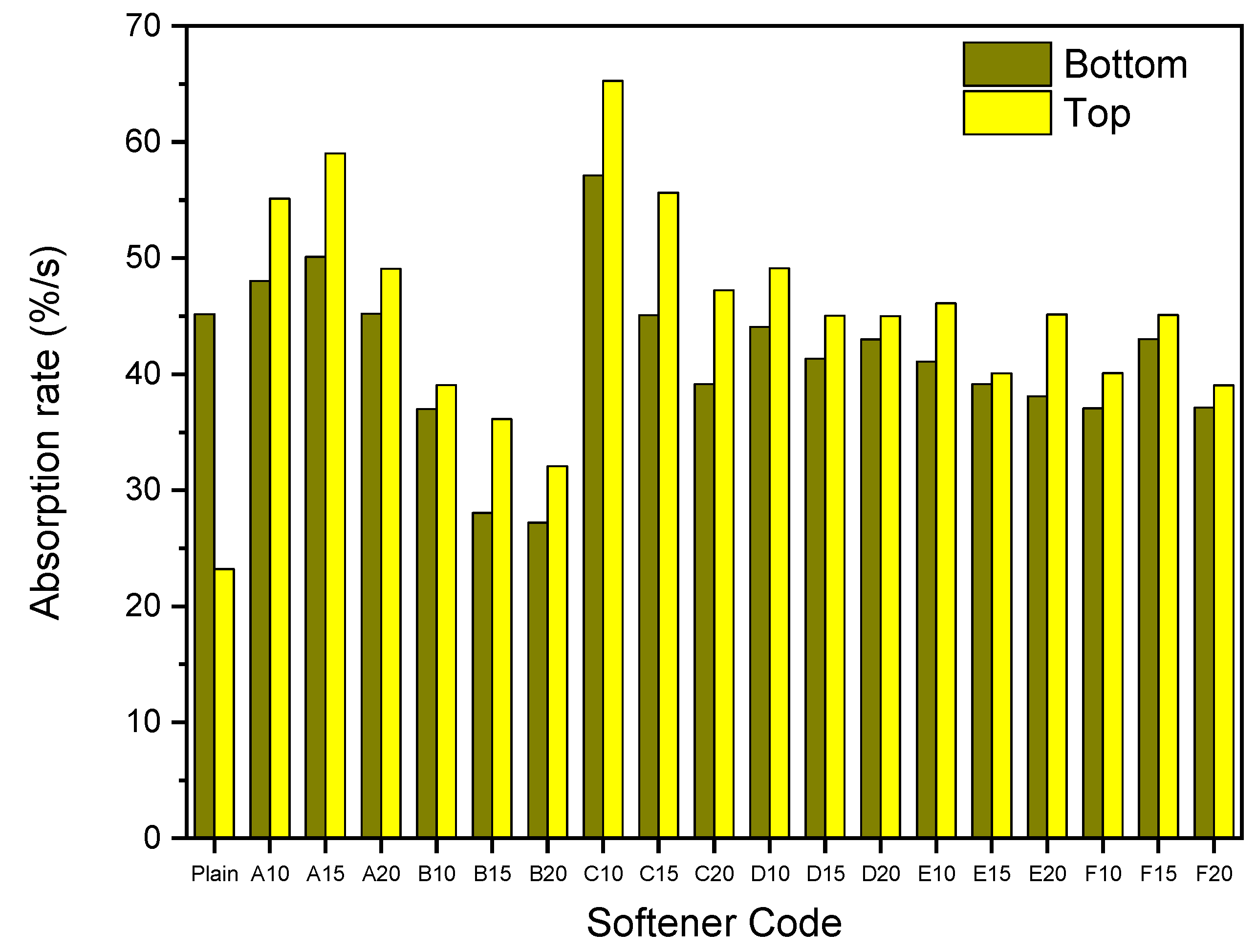
2.3.5. Absorption Rate
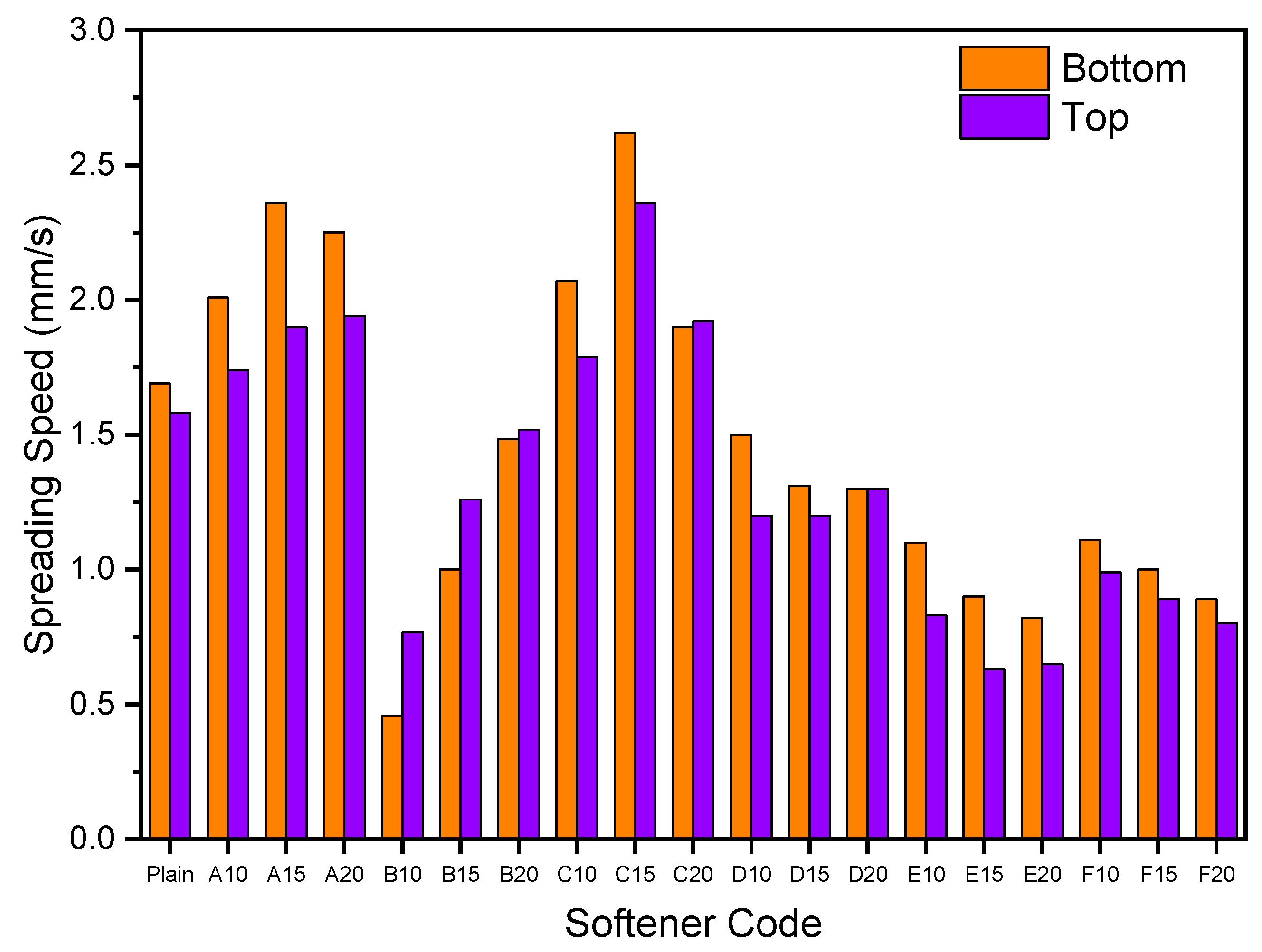
2.3.6. Spreading Speed
2.3.7. Rubbing Fastness
3. Results and Discussion
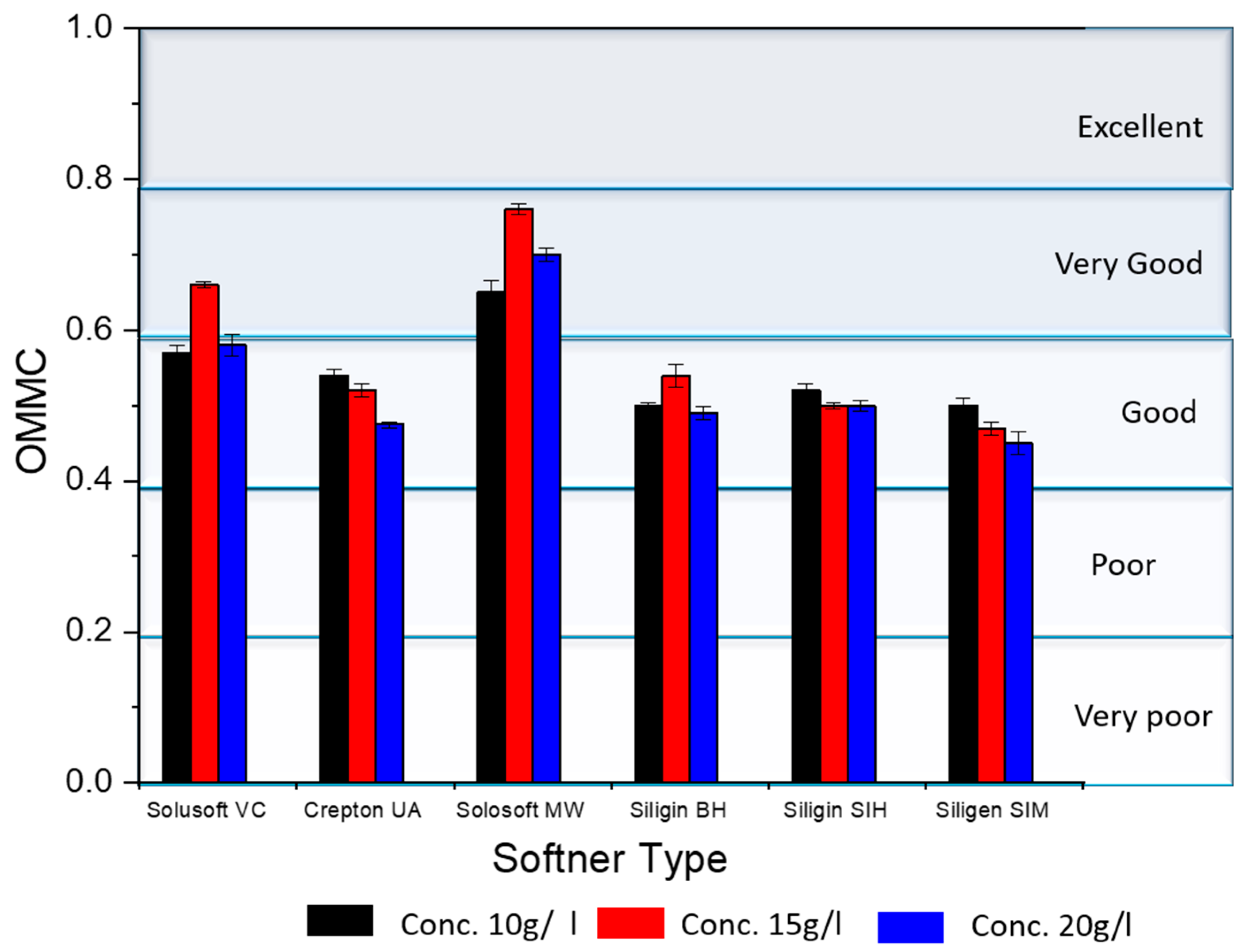
3.1. Effect of Softeners on OMMC
- 0–0.2 Very poor
- 0.2–0.4 Poor
- 0.4–0.6 Good
- 0.6–0.8 Very Good
- 0.8–1 Excellent
3.2. Wetting Behavior of the Fabric
3.3. Liquid Absorption Rate
3.4. Spread Speed
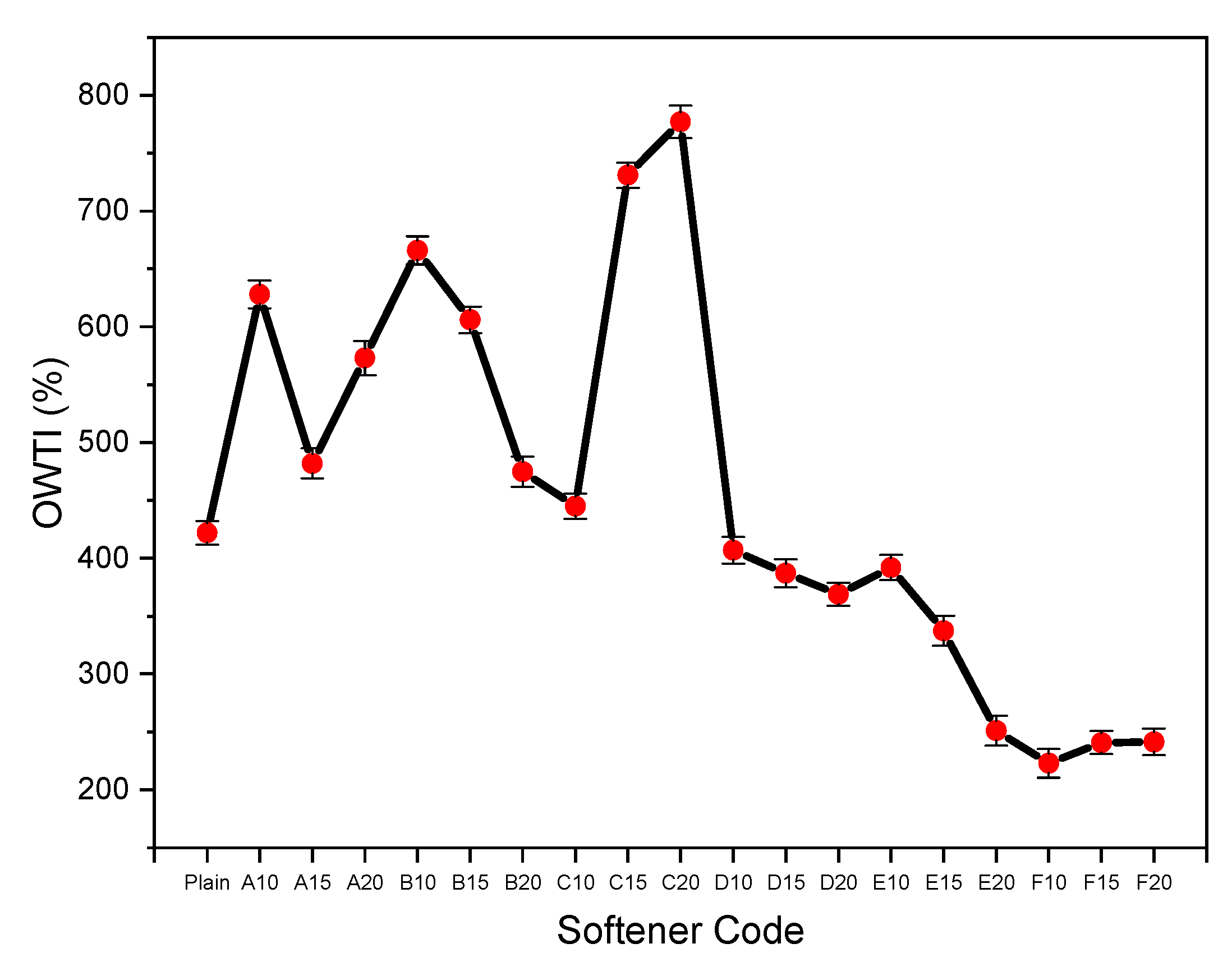
3.5. One-Way Transport Capability
3.6. Rubbing Fastness
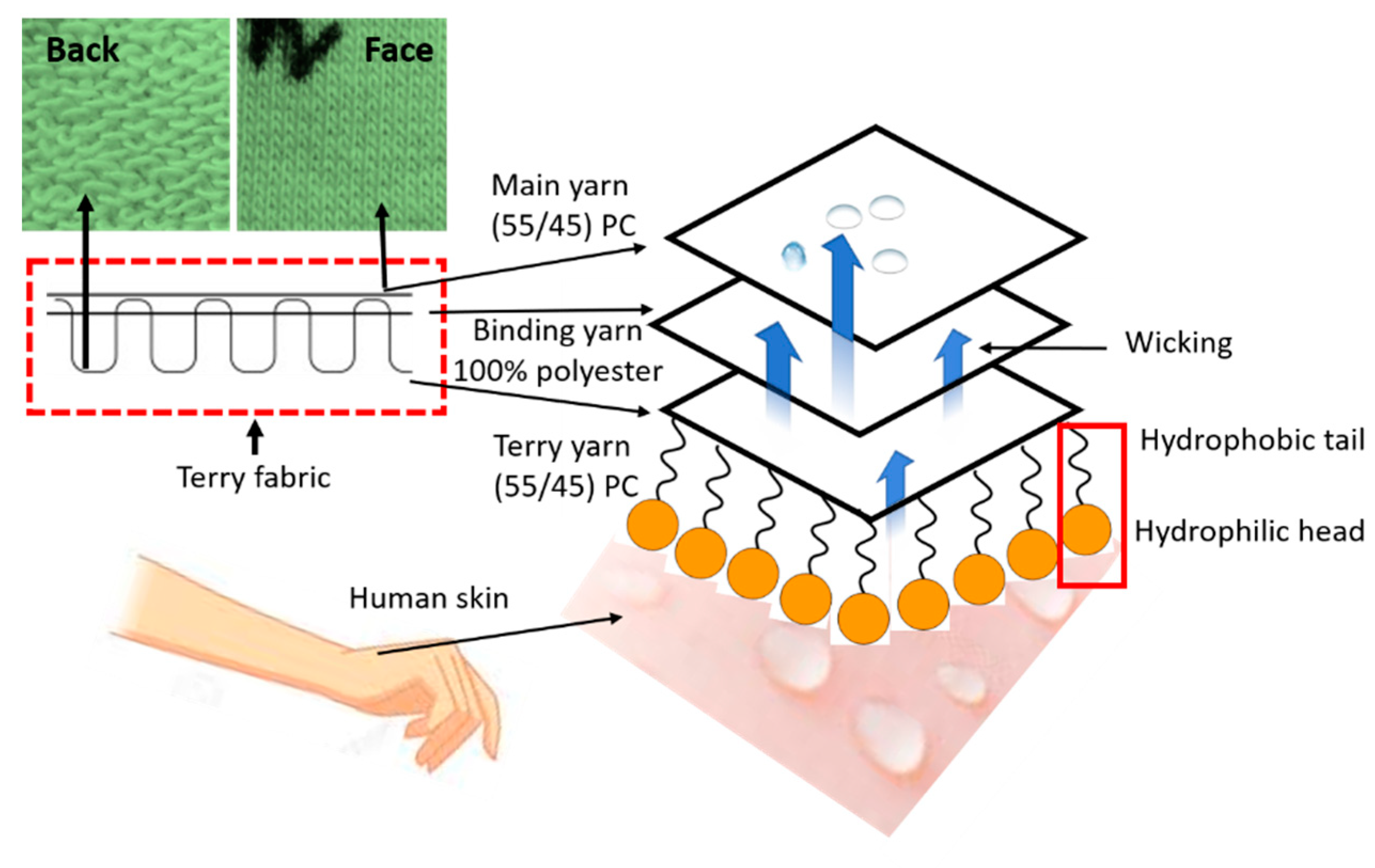
3.7. Mechanism of Anionic Softeners Action on Moisture Management
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- D’Silva, A.P.; Greenwood, C.; Anand, S.C.; Holmes, D.H.; Whatmough, N. Concurrent determination of absorption and wickability of fabrics: A new test method. J. Text. Inst. 2000, 91, 383–396. [Google Scholar] [CrossRef]
- Benisek, L.; Harnett, P.R.; Palin, M.J. Influence of fibre and fabric type on thermophysiological comfort. Melliand Textilber. Eng. 1987, 68, 878. [Google Scholar]
- Hu, J.; Li, Y.; Yeung, K.W.; Wong, A.S.; Xu, W. Moisture Management Tester: A Method to Characterize Fabric Liquid Moisture Management Properties. Text. Res. J. 2005, 75, 57–62. [Google Scholar] [CrossRef]
- Öner, E.; Atasağun, H.G.; Okur, A.; Beden, A.R.; Durur, G. Evaluation of moisture management properties on knitted fabrics. J. Text. Inst. 2013, 104, 699–707. [Google Scholar] [CrossRef]
- Parthiban, M.; Ramesh Kumar, M. Effect of fabric softener on thermal comfort of cotton and polyester fabrics. Indian J. Fibre Text. Res. 2007, 32, 446–452. [Google Scholar]
- Peršin, Z.; Stana-Kleinschek, K.; Sfiligoj-Smole, M.; Kre, T.; Ribitsch, V. Determining the Surface Free Energy of Cellulose Materials with the Powder Contact Angle Method. Text. Res. J. 2004, 74, 55–62. [Google Scholar] [CrossRef]
- Bedek, G.; Salaün, F.; Martinkovska, Z.; Devaux, E.; Dupont, D. Evaluation of thermal and moisture management properties on knitted fabrics and comparison with a physiological model in warm conditions. Appl. Ergon. 2011, 42, 792–800. [Google Scholar] [CrossRef]
- Fangueiro, R.; Goncalves, P.; Soutinho, F.; Freitas, C. Moisture management performance of functional yarns based on wool fibres. Indian J. Fibre Text. Res. 2009, 34, 315–320. [Google Scholar]
- Sampath, M.B.; Mani, S.; Nalankilli, G. Effect of filament fineness on comfort characteristics of moisture management finished polyester knitted fabrics. J. Ind. Text. 2011, 41, 160–173. [Google Scholar] [CrossRef]
- Fangueiro, R.; Filgueiras, A.; Soutinho, F.; Meidi, X. Wicking Behavior and Drying Capability of Functional Knitted Fabrics. Text. Res. J. 2010, 80, 1522–1530. [Google Scholar] [CrossRef] [Green Version]
- Özdil, N.; Süpüren, G.; Özçelik, G.; Pruchova, J. A study on the moisture transport properties of the cotton knitted fabrics in single jersey structure. Tekst. Konfeksiyon 2009, 19, 218–223. [Google Scholar]
- Nazir, A.; Hussain, T.; Ahmad, F.; Faheem, S. Effect of knitting parameters on moisture management and air permeability of interlock fabrics. AUTEX Res. J. 2014, 14, 39–46. [Google Scholar] [CrossRef]
- Sampath, M.B.; Senthilkumar, M. Effect of Moisture management finish on comfort characteristics of microdenier polyester knitted fabrics. J. Ind. Text. 2009, 39, 163–173. [Google Scholar] [CrossRef]
- Sampath, M.B.; Aruputharaj, A.; Senthilkumar, M.; Nalankilli, G. Analysis of thermal comfort characteristics of moisture management finished knitted fabrics made from different yarns. J. Ind. Text. 2012, 42, 19–33. [Google Scholar] [CrossRef]
- Balci, O.; Kinoglu, G.Ö.; Sancar Besen, B. Silicone oil based softeners including different additives: Part II: Investigation of effects of silicone softeners on the comfort properties of the fabrics. Int. J. Cloth. Sci. Technol. 2019, 31, 16–31. [Google Scholar] [CrossRef]
- Cimilli Duru, S.; Şahin, U.K. Effects of yarn type, process history, softener type and concentration on wicking and drying properties of cotton plain knitted fabrics. J. Text. Inst. 2020, 111, 1166–1175. [Google Scholar] [CrossRef]
- Hassan, T.; Khan, M.Q.; Salam, A.; Hassan, N.; Raza, A.; Bukhsh, N.; Javed, Z.; Kim, I.S. The assessment of finishing properties on the mass per unit area, pilling, bursting strength, and wicking behavior of polyester weft-knitted jersey fabric. Coatings 2020, 10, 723. [Google Scholar] [CrossRef]
- Ferrándiz, M.; Fages, E.; Lema, S.R.; Martinez, J.I.; Caturla, J.G.; Giner, S.T. Development and Characterization of Weft-Knitted Fabrics of Naturally Occurring Polymer Fibers for Sustainable and Functional Textiles. Polymers 2021, 13, 665. [Google Scholar] [CrossRef] [PubMed]
- Hinchliffe, J.D.; Parassini, A.; Syed Mohamed, D.; Roy, I. Biomedical Applications of Bacteria-Derived Polymers. Polymers 2021, 13, 1081. [Google Scholar] [CrossRef]
- Basuk, M.; Bait, S.; Maiti, S.; Adivarekar, R.V. Effect of Plasma Treatment on Moisture Management Properties and Drying Behavior of Polyester and Blend Fabrics for Sportswear Application. Curr. Trends Fash. Technol. Text. Eng. 2018, 3, 105–112. [Google Scholar]
- Basuk, M.; Choudhari, M.; Maiti, S.; Adivarekar, R.V. Moisture Management Properties of Textiles and Its Evaluation. Curr. Trends Fash. Technol. Text. Eng. 2018, 3, 50–55. [Google Scholar] [CrossRef]
- AATCC 8-2016 Colorfastness to Crocking: Crockmeter Method; American Association of Textile Chemists and Colorists: Research Triangle Park, NC, USA, 2016.
- De Vasconcelos, F.B.; Monteiro de Barros, L.M.; Borelli, C.; De Vasconcelos, F.G. Moisture Management Evaluation in Double Face Knitted Fabrics with Different Kind of Constructions and Fibers. J. Fash. Technol. Text. Eng. 2017, s3, 3–8. [Google Scholar] [CrossRef] [Green Version]
- Reddy, N.; Salam, A.; Yang, Y. Effect of structures and concentrations of softeners on the performance properties and durability to laundering of cotton fabrics. Ind. Eng. Chem. Res. 2008, 47, 2502–2510. [Google Scholar] [CrossRef]
- Role of Softeners in Textile Wet-Processing. Available online: https://www.textiletoday.com.bd/role-of-softeners-in-textile-wet-processing/ (accessed on 28 January 2021).
- Chatterjee, A.; Singh, P. Studies on Wicking Behaviour of Polyester Fabric. J. Text. 2014, 2014, 1–11. [Google Scholar] [CrossRef]
- Su, C.I.; Fang, J.X.; Chen, X.H.; Wu, W.Y. Moisture Absorption and Release of Profiled Polyester and Cotton Composite Knitted Fabrics. Text. Res. J. 2007, 77, 764–769. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sr. | Softener Name | Code | Concentration (g/L) |
|---|---|---|---|
| 1 | Solusoft VC (liquid) Anionic | A10 | 10 |
| 2 | A15 | 15 | |
| 3 | A20 | 20 | |
| 4 | Cepreton UA liquid Cationic | B10 | 10 |
| 5 | B15 | 15 | |
| 6 | B20 | 20 | |
| 7 | Solusoft MW Anionic | C10 | 10 |
| 8 | C15 | 15 | |
| 9 | C20 | 20 | |
| 10 | Siligen BH (liquid) Non-Ionic | D10 | 10 |
| 11 | D15 | 15 | |
| 12 | D20 | 20 | |
| 13 | Siligen SIH (liquid) Non-Ionic | E10 | 10 |
| 14 | E15 | 15 | |
| 15 | E20 | 20 | |
| 16 | Siligen SIM (liquid) Non-Ionic | F10 | 10 |
| 17 | F15 | 15 | |
| 18 | F20 | 20 |
| Softener Codes | OMMC | SD (±) |
|---|---|---|
| Plain | 0.50 | 0.003 |
| A10 | 0.57 | 0.009 |
| A15 | 0.66 | 0.004 |
| A20 | 0.58 | 0.015 |
| B10 | 0.54 | 0.007 |
| B15 | 0.52 | 0.003 |
| B20 | 0.47 | 0.004 |
| C10 | 0.65 | 0.015 |
| C15 | 0.76 | 0.007 |
| C20 | 0.70 | 0.008 |
| D10 | 0.50 | 0.004 |
| D15 | 0.54 | 0.016 |
| D20 | 0.49 | 0.009 |
| E10 | 0.52 | 0.008 |
| E15 | 0.50 | 0.004 |
| E20 | 0.50 | 0.007 |
| F10 | 0.51 | 0.009 |
| F15 | 0.47 | 0.009 |
| F20 | 0.45 | 0.0015 |
| Softener Code | Wetting Time (Bottom) S | Wetting Time (Top) S | Absorption Rate (Bottom) %/s | Absorption Rate (Top) %/s | Spread Speed (Bottom) Mm/s | Spread Speed (Top) Mm/s |
|---|---|---|---|---|---|---|
| Plain | 8.02 | 8.1 | 45.17 | 43.21 | 1.69 | 1.58 |
| A10 | 7.5 | 6.3 | 48.02 | 55.11 | 2.00 | 1.74 |
| A15 | 6.1 | 5.02 | 50.1 | 59.01 | 2.36 | 1.90 |
| A20 | 7 | 9.11 | 45.2 | 49.08 | 2.25 | 1.94 |
| B10 | 13.5 | 15.5 | 37 | 39.04 | 0.45 | 0.76 |
| B15 | 10.1 | 14 | 28.03 | 36.12 | 1.00 | 1.26 |
| B20 | 12 | 13.5 | 27.2 | 32.06 | 1.48 | 1.51 |
| C10 | 5.81 | 4 | 57.11 | 65.27 | 2.07 | 1.79 |
| C15 | 4.27 | 3.06 | 45.07 | 55.63 | 2.62 | 2.36 |
| C20 | 5.07 | 3.50 | 39.15 | 47.23 | 1.90 | 1.92 |
| D10 | 19.02 | 24.5 | 44.06 | 49.11 | 1.50 | 1.20 |
| D15 | 19 | 25.07 | 41.31 | 45.02 | 1.31 | 1.21 |
| D20 | 22.01 | 23.10 | 43 | 45 | 1.30 | 130 |
| E10 | 15.09 | 18 | 41.07 | 46.1 | 1.10 | 0.83 |
| E15 | 13 | 19.5 | 39.12 | 40.07 | 0.91 | 0.63 |
| E20 | 18.2 | 22.5 | 38.08 | 45.13 | 0.82 | 0.65 |
| F10 | 16.5 | 21.5 | 37.04 | 40.08 | 1.11 | 0.99 |
| F15 | 15.7 | 19.05 | 43.01 | 45.1 | 1.01 | 0.89 |
| F20 | 14.5 | 17.5 | 37.11 | 39.03 | 0.89 | 0.80 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Siddique, A.; Hassan, T.; Abid, S.; Ashraf, M.; Hussain, A.; Shafiq, F.; Khan, M.Q.; Kim, I.S. The Effect of Softeners Applications on Moisture Management Properties of Polyester/Cotton Blended Sandwich Weft-Knitted Fabric Structure. Coatings 2021, 11, 575. https://doi.org/10.3390/coatings11050575
Siddique A, Hassan T, Abid S, Ashraf M, Hussain A, Shafiq F, Khan MQ, Kim IS. The Effect of Softeners Applications on Moisture Management Properties of Polyester/Cotton Blended Sandwich Weft-Knitted Fabric Structure. Coatings. 2021; 11(5):575. https://doi.org/10.3390/coatings11050575
Chicago/Turabian StyleSiddique, Amna, Tufail Hassan, Sharjeel Abid, Munir Ashraf, Azmat Hussain, Faizan Shafiq, Muhammad Qamar Khan, and Ick Soo Kim. 2021. "The Effect of Softeners Applications on Moisture Management Properties of Polyester/Cotton Blended Sandwich Weft-Knitted Fabric Structure" Coatings 11, no. 5: 575. https://doi.org/10.3390/coatings11050575
APA StyleSiddique, A., Hassan, T., Abid, S., Ashraf, M., Hussain, A., Shafiq, F., Khan, M. Q., & Kim, I. S. (2021). The Effect of Softeners Applications on Moisture Management Properties of Polyester/Cotton Blended Sandwich Weft-Knitted Fabric Structure. Coatings, 11(5), 575. https://doi.org/10.3390/coatings11050575